X 0520:2014 (ISO/IEC 15416:2000)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 記号及び略語 ··················································································································· 4
4.1 略語 ···························································································································· 4
4.2 記号 ···························································································································· 4
5 測定方法························································································································· 4
5.1 一般的な要求事項 ·········································································································· 4
5.2 基準反射率 ··················································································································· 5
5.3 走査反射率波形 ············································································································· 7
5.4 走査反射率波形における評価パラメタ················································································ 8
6 シンボルのグレード付け ··································································································· 11
6.1 走査反射率波形のグレード付け ······················································································· 12
6.2 シンボルグレードの表記 ································································································ 13
7 基材の特質 ····················································································································· 13
附属書A(規定)復号容易度 ································································································· 14
附属書B(参考)シンボル品質のグレード付けの例 ···································································· 15
附属書C(参考)シンボル品質のグレード付けのフローチャート·················································· 17
附属書D(参考)基材の特質 ································································································· 18
附属書E(参考)走査反射率波形及び波形グレードの解釈 ··························································· 21
附属書F(参考)光源波長選択の指針 ······················································································ 24
附属書G(参考)シンボルの走査回数の指針 ············································································ 26
附属書H(参考)検証報告書の例 ··························································································· 27
附属書I(参考)従来の測定方法との比較 ················································································ 28
附属書J(参考)プロセス制御への要求事項 ············································································· 30
X 0520:2014 (ISO/IEC 15416:2000)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人電子
情報技術産業協会(JEITA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業
規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業
規格である。
これによって,JIS X 0520:2001は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
X 0520:2014
(ISO/IEC 15416:2000)
自動認識及びデータ取得技術−
バーコードシンボル印刷品質の評価仕様−
一次元シンボル
Automatic identification and data capture techniques-
Bar code print quality test specification-Linear symbols
序文
この規格は,2000年に第1版として発行されたISO/IEC 15416を基に,技術的内容及び構成を変更する
ことなく作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある参考事項は,対応国際規格にはない事項である。
1
適用範囲
この規格は,印刷又は印字された一次元シンボルの特性を詳細に測定する方法を規定し,それぞれの測
定値を評価する方法及びシンボル品質を総合的に評価する方法を規定する。また,一次元シンボルの特性
が最適なグレードから外れる原因を示し,利用業者が適切に機器の調節を行うことができるようにする。
この規格は,参照復号手順を規定し,直線的な走査方法を用いて読み取る一次元シンボルに適用するが,
この方法は部分的又は全体的に,それ以外のバーコードシンボルにも適用できる。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO/IEC 15416:2000,Information technology−Automatic identification and data capture techniques
−Bar code print quality test specification−Linear symbols(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS K 5600-4-5:1999 塗料一般試験方法−第4部:塗膜の視覚特性−第5節:測色(測定)
注記 対応国際規格:ISO 7724-2:1984,Paints and varnishes−Colorimetry−Part 2: Colour measurement
(IDT)
JIS X 0500-1 自動認識及びデータ取得技術−用語−第1部:一般
JIS X 0500-2 自動認識及びデータ取得技術−用語−第2部:光学的読取媒体
注記 対応国際規格では,EN 1556を引用規格として掲げているが,用語集として,ISO/IEC
2
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
19762-1:2005及びISO/IEC 19762-2:2005が制定されたため,対応するJIS X 0500-1及びJIS X
0500-2を追加した。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS X 0500-1及びJIS X 0500-2によるほか,次による。
3.1
バー(bar)
走査反射率波形の全域的しきい値より低い領域に対応する,反射率の低いエレメント。
3.2
バー反射率(bar reflectance)
走査反射率波形における,個々のバー反射率の最小値。
3.3
復号容易度(decodability)
エレメント又はエレメントの組合せの理論的寸法とそれに対する参照しきい値との差として定義される
利用可能余裕度を分母とし,実際に印刷されたパターンの中で理論的寸法から最も離れた寸法のエレメン
ト又はエレメントの組合せが消費してしまった後の残りの余裕度を分子とした比の値。
3.4
復号(decode)
バーコードシンボルに符号化された情報の判読。
3.5
エッジコントラスト(edge contrast)
二つの隣り合うバー反射率とスペース反射率との差。
3.6
エレメント反射率の非均一性(element reflectance non-uniformity)
個々のエレメント又はクワイエットゾーンの走査反射率波形における最大反射率と最小反射率との差。
3.7
全域的しきい値(global threshold)
最初にエレメントの識別をするために用いる,走査反射波形における最大反射率と最小反射率との中間
の反射率。
3.8
光沢(gloss)
入射光を鏡のように反射させる表面の性質。
3.9
測定領域(inspection band)
測定が行われる領域(通常,一次元シンボルの高さの10 %〜90 %)。
3.10
測定開口(measuring aperture)
バーコードシンボルの有効な標本を得るための円形の開口。1 : 1の倍率となる場合,その直径は測定領
域の直径と等しい。
3
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.11
モジュレーション(modulation)
最小エッジコントラストとシンボルコントラストとの比。
3.12
(n, k) シンボル体系[(n, k) symbology]
一次元シンボルの分類の一つ。それぞれのシンボルキャラクタはnモジュールの幅で,k本のバーとk
本のスペースとの組で構成する。
注記 例えば,EAN/UPC及びコード128が該当する。
3.13
山(peak)
走査反射率波形における高い反射率の点。両側に低い反射率の点がある。
3.14
標本化領域(sample area)
測定装置の視野内に入る,シンボルの有効な領域。
3.15
走査反射率波形(scan reflectance profile)
シンボルを走査する線に沿って,反射率の変化をプロットしたもの。
3.16
走査線(scan path)
クワイエットゾーンを含むシンボルを横切る,標本化領域の中心線。
3.17
スペース(space)
走査反射率波形の全域的しきい値より高い領域に対応する,反射率の高いエレメント。
3.18
スペース反射率(space reflectance)
走査反射率波形における,個々のスペース,クワイエットゾーン又はキャラクタ間ギャップの反射率の
最大値。
3.19
2値幅シンボル体系(two-width symbology)
一次元シンボルの分類の一つ。それぞれのシンボルキャラクタは,互いに一定の比率の幅をもつ細エレ
メント及び太エレメントだけで構成する。
注記 例えば,インタリーブド2オブ5及びコード39が該当する。
3.20
谷(valley)
走査反射率波形における低い反射率の点。両側に高い反射率の点がある。
3.21
高さ方向の余裕度(vertical redundancy)
複数の走査線での走査を可能とするシンボルの特性。単一の走査線の幅(測定開口径)と比較して,高
さが著しく大きいシンボルは,余裕度が大きい。
4
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
記号及び略語
この規格では,次の記号及び略語を用いる。
4.1
略語
EC
エッジコントラスト
ECmin
ECの最小値
ERN
エレメント反射率の非均一性
ERNmax ERNの最大値
GT
全域的しきい値
MOD
モジュレーション
PCS
PCS値(Print Contrast Signal)
RT
参照しきい値
SC
シンボルコントラスト
SRD
静的反射率差
4.2
記号
A
平均実測エレメント(特定のタイプの場合はエレメントの組合せ)幅
e
細エレメントの最大幅
E
太エレメントの最小幅
ei
シンボルキャラクタの最初のエッジから数えてi番目のエッジまでの幅
K
測定値と参照しきい値との差の絶対値の最小値
k
(n, k) シンボル体系の一つのシンボルキャラクタにおけるエレメントの組の数
M
Aから最も離れたエレメント幅(細エレメントの最大幅又は太エレメントの最小幅)
m
シンボルキャラクタのモジュール数
N
実測した太細比の平均値
n
(n, k) シンボル体系の一つのシンボルキャラクタにおけるモジュール数
Rb
バー反射率
RD
暗反射率
RL
明反射率
Rs
スペース反射率
Rmax
最大反射率
Rmin
最小反射率
RTj
j個のモジュールの実測幅と (j+1) 個のモジュールの実測幅との間の参照しきい値
S
一つのキャラクタの幅
V
復号容易度の値
Vc
一つのシンボルキャラクタに対する復号容易度の値
X
公称細エレメント幅
Z
実測細エレメント幅の平均値
5
測定方法
5.1
一般的な要求事項
この規格で規定する測定方法論は,様々な基材に印刷された一次元シンボルの,反射率及びエレメント
5
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
寸法の測定結果の一貫性を最大化するように企図している。この方法論は,バーコード走査機器(バーコ
ードリーダ)が採用する読取り条件と関連付けることも意図している。
測定は,単一の照明波長と,アプリケーション仕様で定めるか又は5.2.1及び5.2.2に従って定めた測定
開口径とを用いて行わなければならない。
可能な場合には,一次元シンボルの最終形態,すなわち,その一次元シンボルが走査されることを意図
した形態で測定しなければならない。不可能な場合には,附属書Dの透明な基材の反射率測定に用いる方
法を参照する。
サンプリング方法は,試験するロット又はバッチ内で統計的に有効なサンプルサイズに基づいているこ
とが望ましい。最低合格基準は,品質管理検査に先だって定めなければならない。公式な品質保証手順で
規定したサンプリング計画も,又は双方(評価依頼者,評価受託者)で合意したサンプリング計画もない
場合は,JIS Z 9015-1又はISO 3951-1で推奨する条件に基づく適切な計画を立ててもよい。
5.2
基準反射率
この規格に従って一次元シンボルの品質を評価する装置は,両側のクワイエットゾーンを含んでシンボ
ルの全幅を横切る多数の走査線に沿って,一次元シンボルの拡散反射の変化を測定し,解析する方法を含
んでいなければならない。この方法は,シンボルからの拡散反射の測定を基礎としている。
全ての一次元シンボルは,5.2.4に従って規定される測定領域内で測定しなければならない。
測定された反射率値は,45°から照明された試料からの拡散反射光を試料表面に垂直な方向で集光・測
定し,次に示す二つの方法のいずれかを用いてパーセント値で表現したものでなければならない。
− JIS K 5600-4-5の条件に従って,硫酸バリウム又は酸化マグネシウムの反射率を100 %とする方法。
− 認定国家標準研究機関が校正し基準とする方法。
5.2.1
測定波長
測定に用いる光源のピーク波長は,アプリケーション別仕様書が意図する読取環境に合致するように規
定しているものであることが望ましい。波長がアプリケーション仕様で規定されていないときは,読取プ
ロセスで用いることが予測される波長に最も近い光源波長を用いて測定する。光源の波長の選択指針は,
附属書Fを参照する。
5.2.2
測定開口
測定開口部の直径は,意図する読取環境に合致するように,利用業者のアプリケーション仕様書に明記
するのがよい。表1を指針として用いる。X寸法がある幅をもつ用途では,全ての測定は,X寸法の最小
値に対応する測定開口を用いなければならない。
X寸法が規定されていない場合は,Z寸法を用いる。
実際の測定開口径が,製造誤差及び光学的な影響によって基準寸法から外れることがあるため,一部の
細エレメントの測定幅は,測定開口径より小さくなることがある点に注意しなければならない。
表1−測定開口部の直径選択の指針
Xの寸法
mm
測定開口部の直径
mm
参照番号
0.100≦X<0.180
0.075
03
0.180≦X<0.330
0.125
05
0.330≦X<0.635
0.250
10
0.635≦X
0.500
20
6
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−測定開口部の直径選択の指針(続き)
注記1 開口の参照番号は,測定開口径をインチ表示した場
合の数値を約1 000倍した値である。この参照番号
は,ANSI X3.182との整合を図るために用いる。
注記2 対応国際規格では“0.635<X”となっていたが,明
らかに誤りのため,“0.635≦X”とした。
5.2.3
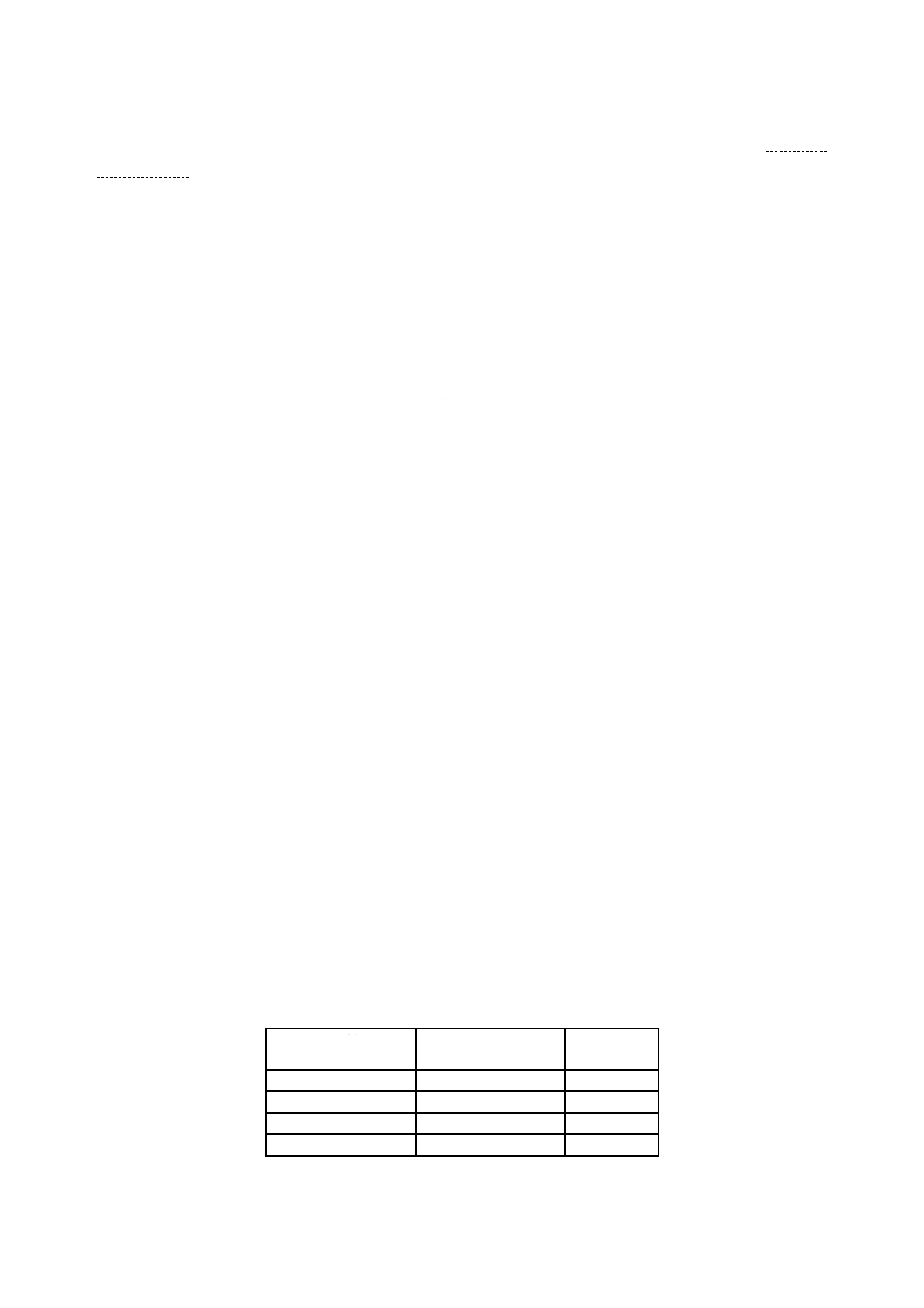
光学的配置
反射率測定のための光学的配置は,次の項目からなる。
a) 表面に対する垂線から45°の角度で,測定領域を均一に照明する光源,かつ,その光源を含む平面は
測定表面に対し垂直で,エレメントと平行となるようにする。
b) 表面に対して垂直に配置された集光装置
円形の測定領域からの反射光は,表面に対して垂直方向に,円形の測定開口を通して頂角15°の円すい
(錐)内に集められる。倍率1 : 1の位置にある開口径は,測定領域の寸法と等しい。
注記 図1は光学的配置の原理を図示したものであり,実際の装置を示すことは意図していない。
この参考となる配置は,シンボルからの鏡面反射の影響を最小にし,拡散反射の影響を最大にすること
を意図している。また,測定に一貫性をもたせるための基礎を与えることを意図している。しかし,個々
の走査システムの光学的な配置とは,対応しないことがある。この細分箇条で規定された光学的配置と特
性とが数値的に関連付けることができれば,別の光学的配置と部品とを使ってもよい。
1:光感応素子
2:倍率1:1の位置にある測定開口
(寸法A=寸法B)
3:制限板
4:試料
5:光源
図1−参照すべき光学的配置
7
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
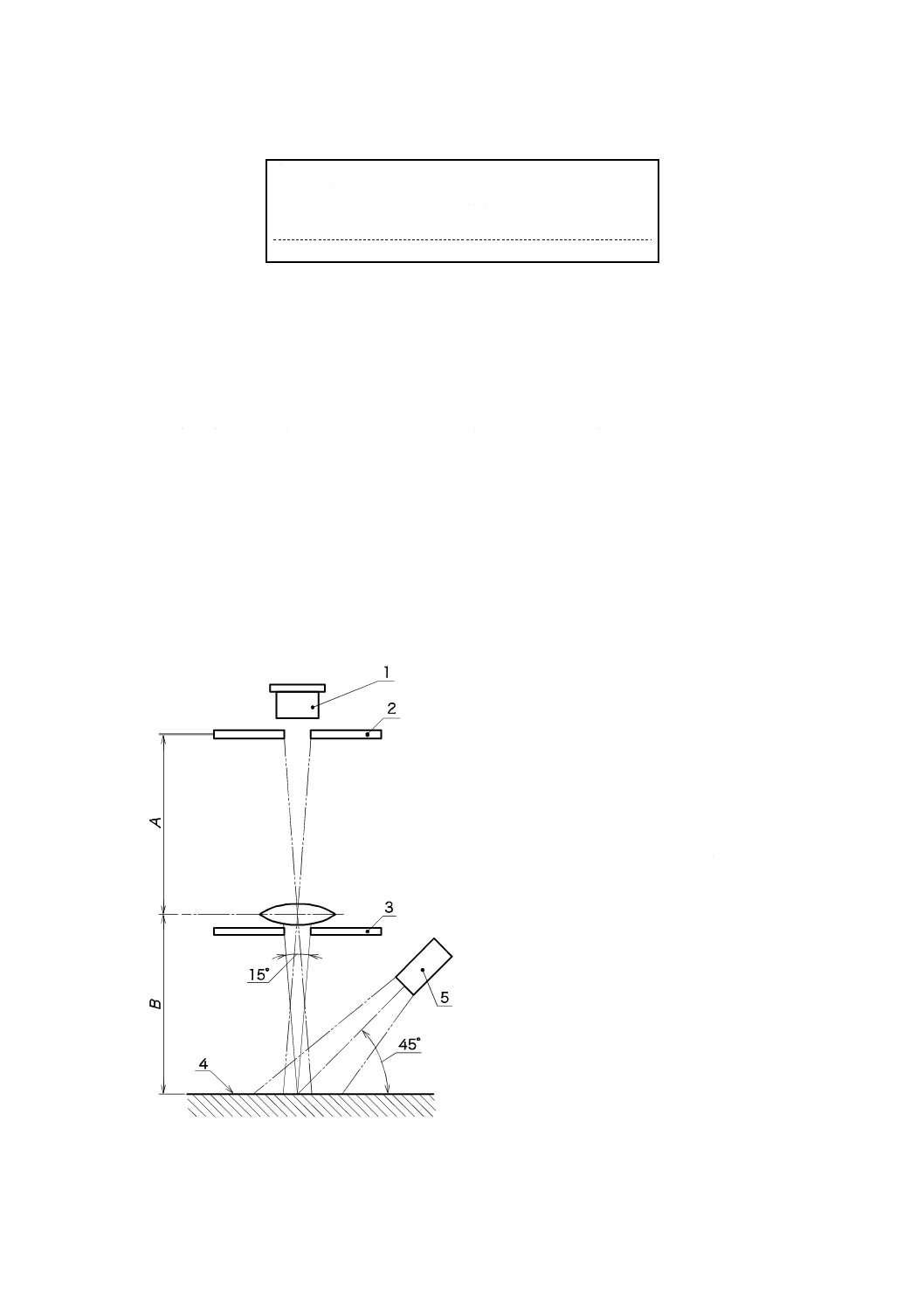
5.2.4
測定領域
全ての測定走査線は,図2に示すとおり,シンボルの高さ方向に垂直な2本の線の間になければならな
い。下側の線はシンボルの平均下端からある間隔離れて上に位置し,上側の線はシンボルの平均上端から
同じ間隔離れて位置しなければならない。この間隔は,平均バー高さの10 %か,又は測定開口径のうち,
いずれか大きい値とする。測定領域はクワイエットゾーンを含む,シンボルの全幅まで伸ばさなければな
らない。
1: 測定領域(通常平均バー高さの80 %)
2: 平均バー高さの10 %,又はそれより測定開口径
の方が大きければその幅,測定領域の上側
3: 平均バー高さの10 %,又はそれより測定開口径
の方が大きければその幅,平均バー下端の上側
4: クワイエットゾーン
5: 走査線
6: 平均バー下端
図2−測定領域
5.2.5
走査本数
シンボルの高さ方向の,異なる位置でのシンボルの特性変動の影響に備えるため,適切な測定開口径と
規定された波長とをもつ光源で,両側のクワイエットゾーンを含めたシンボルの全幅を横切って何本か走
査しなければならない。これらの走査は,測定領域内でほぼ等間隔あけて行わなければならない。シンボ
ルごとの最低走査本数は10,又は測定領域の高さを測定開口径で除した値のいずれか小さい方とする。
シンボルの全体品質グレードは箇条6に従って,個々の走査の品質グレードを平均して決定する。
シンボルの走査回数の指針については,附属書G参照。
5.3
走査反射率波形
一次元シンボルの品質評価は,走査反射率波形の解析に基づいて行われなければならない。走査反射率
波形は,シンボルを横切る位置に対して反射率をプロットする。もし走査速度が一定でなかったら,反射
率をプロットする測定装置は加速又は減速の影響を補う手段を用意することが望ましい。もしプロットが
連続的なアナログ波形でなかったら,全ての重要な詳細情報が失われず,寸法精度も十分得られることを
保証できるまで,測定間隔を小さくするのがよい。
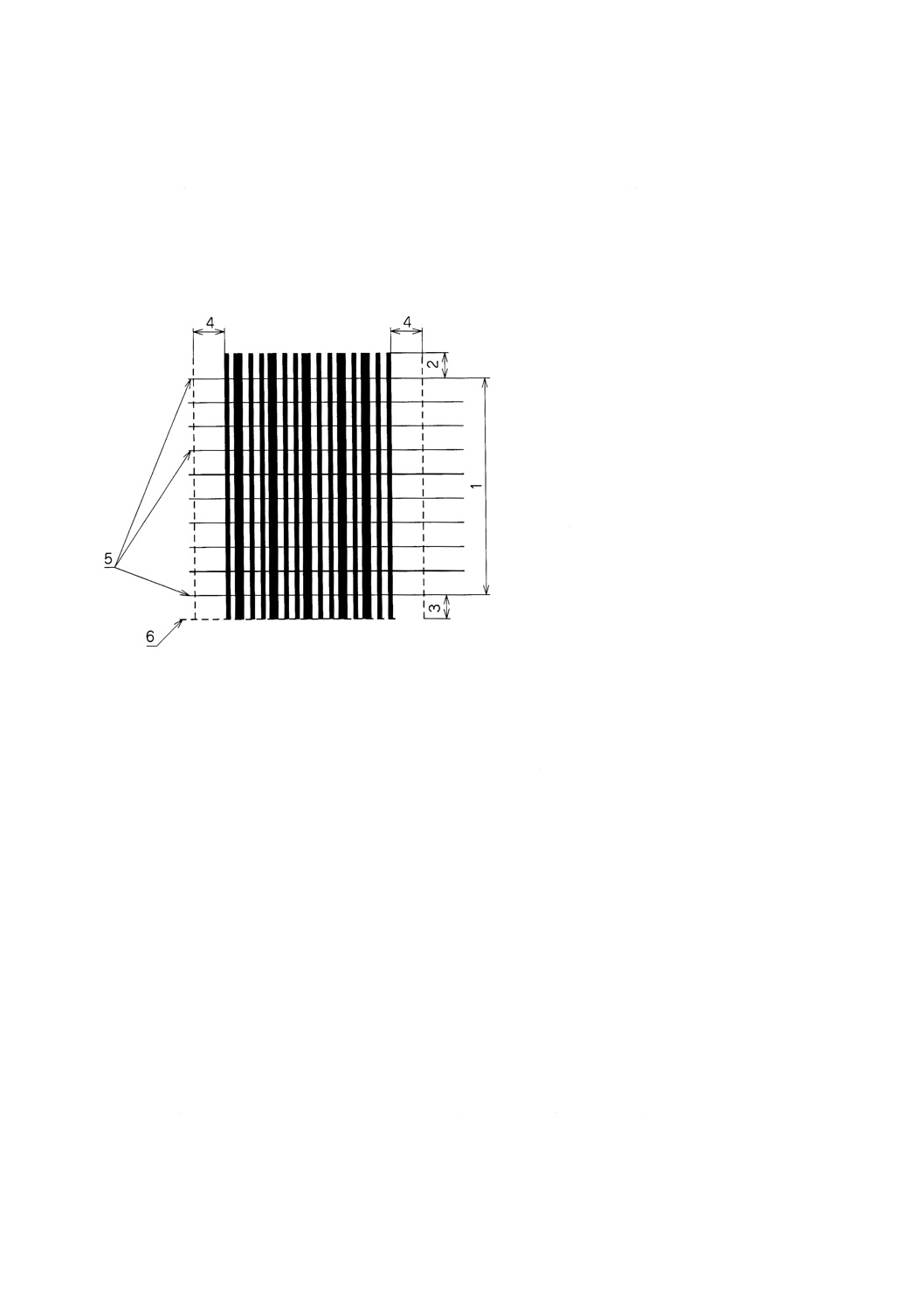
図3は走査反射率波形を図示したものである。縦軸は反射率を,横軸は位置を示す。反射率が高い領域
はスペース,反射率が低い領域はバーである。左右両端の反射率の高い領域は,クワイエットゾーンであ
る。走査反射率波形の重要な特徴はグラフを目視で解析するか,自動的な数値解析で判定することができ
る。例えば,図3の走査反射率波形の最大反射率は約82 %で,最小反射率は約10 %である。
8
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3−走査反射率波形
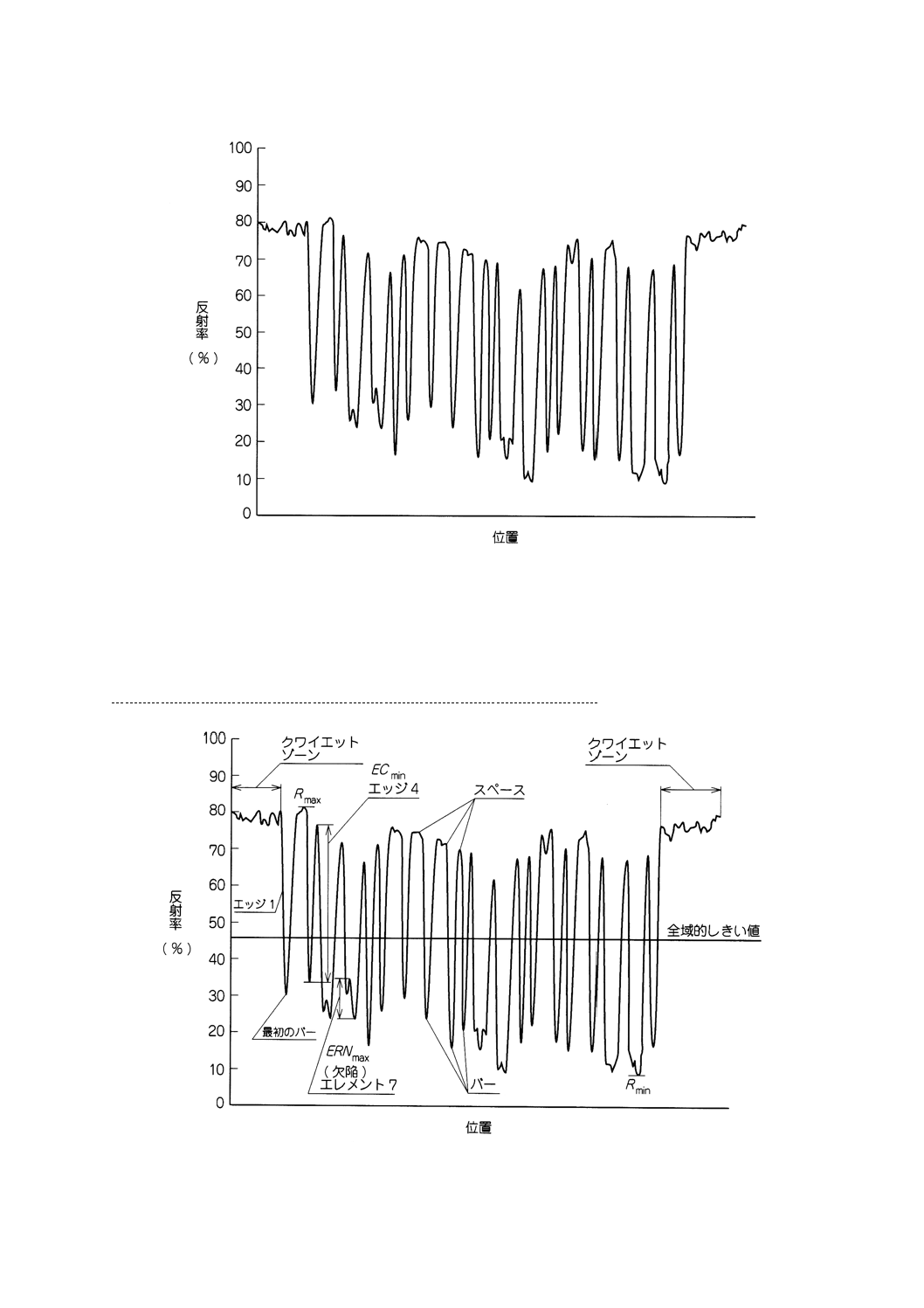
5.4
走査反射率波形における評価パラメタ
5.4.1〜5.4.9に規定されている走査反射率波形パラメタが,この規格に従って評価されなければならない。
図4は,図3と同じ走査反射率波形に注目すべき幾つかの特徴を追記したものである。
走査反射率波形に対するグレードの決定については,附属書B参照。
図4−走査反射率波形の詳細
9
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4.1
エレメントの判定
エレメントがバーかスペースかを判定するには,全域的しきい値を確定しなければならない。全域的し
きい値は,走査反射率波形で測定された最大反射率と最小反射率との中間の反射率となる。
次の式で示す。
GT=(Rmax+Rmin) /2
ここに, Rmax: 最大反射率
Rmin: 最小反射率
全域的しきい値より上にある各々の領域はスペースとみなし,それぞれの領域内の最大反射率をスペー
ス反射率Rsとする。同様に,全域的しきい値より下にある領域はバーとみなし,それぞれの領域内の最小
反射率をバー反射率Rbとみなす。
5.4.2
エッジの判定
エレメントのエッジは,走査反射率波形が,隣り合う二つの領域のRsとRbとの中間点と交差する点に
位置すると規定される。すなわち,反射率が (Rs+Rb) /2となる点である。もし,隣接するエレメントの間
でこの規定を満足する二つ以上の点が存在するならばエッジ位置及びエレメントの幅が不明瞭となり,そ
の走査反射率波形は,復号できなくなる。クワイエットゾーン及びキャラクタ間ギャップ(ある場合は)
は,スペースとみなす。
5.4.3
復号の判定
評価パラメタ“復号の判定”は,シンボル復号の成功・失敗を表すものである。シンボルを復号するに
は5.4.2で判定されたエレメントエッジを基に,そのシンボル体系が参照している復号アルゴリズムを用
いなければならない。
5.4.4
シンボルコントラスト(SC)
シンボルコントラストは,走査反射率波形中の最大反射率と最小反射率との差である。
SC=Rmax−Rmin
5.4.5
最小反射率(Rmin)
Rminは走査反射率波形中の最小反射率で,0.5 Rmaxを超えてはならない。このパラメタは,Rminが大きす
ぎないことを確実にしようとするものであり,基材の反射率とバーの反射率との間に十分な余裕を確保(特
に,Rmax値が大きい場合)しようとするものである。
5.4.6
エッジコントラスト(EC)
エッジコントラストは,クワイエットゾーンを含む隣接するエレメントのRsとRbとの差である。走査
反射率波形中にある最も小さいエッジコントラスト値が,最小エッジコントラストECminである。
EC=Rs−Rb
5.4.7
モジュレーション(MOD)
モジュレーションは,最小エッジコントラストのシンボルコントラストに対する比である。
MOD=ECmin/SC
5.4.8
欠陥(Defects)
欠陥とは,エレメント及びクワイエットゾーンに見られる不均一部のことであり,エレメント反射率非
均一性の表現で測定される。個々のエレメント又はクワイエットゾーン内のエレメント反射率非均一性と
は,最高山部の反射率と最低谷部の反射率との差である。一つのエレメントが一つの山又は一つの谷で形
成されているならば,非均一性はゼロである。走査反射率波形中に見られるエレメント反射率の非均一性
10
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の最大値が,最大エレメント反射率の非均一性 (ERNmax) である。欠陥値は最大エレメント反射率非均一
性のシンボルコントラストに対する比で表現される。
欠陥値=ERNmax/SC
5.4.9
復号容易度
一次元シンボルの復号容易度とは,適切な参照復号手順による生成結果の正確さの尺度である。一般に,
一次元シンボル走査装置は,復号容易度が低いシンボルに対するよりも,復号容易度が高いシンボルに対
してよりよく機能すると期待され得る。
各々のシンボル体系のための公称寸法を定める規定は,それぞれのシンボル体系規格に示されている。
参照復号手順は,エレメント幅又は他の測定値のそれぞれに対し,一つ又は一つ以上の判定用の参照しき
い値を規定することによって,印刷及び読取りにおける誤差に対し,適切な余裕を認めている。
走査反射率波形の復号容易度とは,許容されている余裕に対して,印刷過程で使われずに残った余裕で
あり,このことによって,走査過程に供される余裕である。ある走査反射率波形における復号容易度の値
Vを算出する場合,注意すべきは,そのシンボル体系規格の参照復号手順によって必要とされる計測値に
よらなければならないことである。
次のa)〜c) において,“測定値”という表現は,エレメント幅を参照復号手順で用いるシンボル体系(例
えば,コード39)においては1エレメント幅を指すと解釈し,エッジ対類似エッジ測定値を復号に用いる
シンボル体系(例えば,コード128)においては,二つ又はそれ以上のエレメントの合算幅を指すと解釈
する。
注記 エッジ対類似エッジとは,図4Aに示すとおり,バーの先頭エッジからそれに隣接するバーの
先頭エッジまで,又はバーの最終エッジからそれに隣接するバーの最終エッジまでを意味する。
図4A−エッジ対類似エッジ
復号容易度の値は,次の式によって算出する。
a) 走査反射率波形中の特定の組合せ[例えば,何本かの細エレメントだけ,又は公称合計2(又は3,4,
…)モジュールとなるバーとスペースとの組合せ]の測定値において得られる平均幅(次の式でAと
表す。)
b) 上記Aに対応する参照しきい値(次の式でRTと表す。)
c) 参照しきい値に向かってAから最も離れた実際の測定値(次の式でMと表す。)
Vを算出するための一般的な式は,
V=| (RT−M) / (RT−A) |
ここに,
(RT−M): 印刷変動によって消費されなかった余裕
(RT−A): エレメントの理想的測定値に基づく理論的余裕
11
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5は,この概念を図示したものである。斜線部は,平均値がAとなる同様の組合せ(例えば,何本か
の細バー)の測定値が分布する領域を示す。全ての測定値は,ゼロを基点としている。
図5−復号容易度の概念
2値幅シンボル体系に,又は (n, k) シンボル体系に適用される,より特徴的な式が附属書Aに規定され
ている。また,個々のシンボル体系によって固有の復号容易度の計算方法については,そのシンボル体系
の規格を参照しなければならない。
注記 シンボル体系とその参照復号手順とによっては,復号容易度の測定値は,エレメントの太り又
は細りを示すこともあるが,印刷品質管理のための十分な情報を提供することはない。しかし,
シンボル作成工程管理の目的として,エレメントの太り又はエレメントの細りの測定は,実行
されるのが望ましい(附属書J参照)が,この測定値がシンボルグレード付けに採用されるこ
とはない。
5.4.10
クワイエットゾーンの確認
平均細バー幅Zを算出し,この寸法を基にクワイエットゾーンを逆算して決定する。最初の走査反射率
波形解析に用いられるクワイエットゾーンのERN及びRsは,逆算によって求められたクワイエットゾー
ンから得られた新しいERN及びRsと比較しなければならない。もし値が異なる場合は,走査反射率波形
が影響を受けた部分は再試行しなければならない。
6
シンボルのグレード付け
要求されるレベルの信頼性を得るために必要なシンボルの品質は,用いる読取装置及び環境によって異
なる。したがって,アプリケーションで必要なシンボルのグレードを,E.3の指針に従って決定しなけれ
ばならない。
シンボルグレードは,用いる環境において,シンボルの品質を測定するために用いる。
それぞれの走査反射率波形は解析され,それぞれのパラメタにつき4〜0のグレードを決定する。グレー
ド4が最高品質でグレード0は失格を表す。全てのパラメタの中で最低のものが走査反射率波形のグレー
ドとなる。
全体のグレードは走査反射率波形グレードの平均値となる。同じシンボルを2回走査したときの復号結
果が違ったときは,グレードは0となる。
E.2に記載されているそれぞれのパラメタのグレードを決定することは,全体のグレードが低かったと
き,その原因を調べるために必要である。工程管理の目的で,グレード値の平均,又は全ての走査反射率
波形から得られるパラメタの値は,改善のための情報となる。
有用だと思われるパラメタは,シンボルコントラスト,復号容易度,モジュレーション,及びバーの太
12
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
り又は細りである。グレードだけでは情報が足りない場合は,走査反射率波形の波形も参照することが望
ましい。
6.1
走査反射率波形のグレード付け
走査反射率波形のグレードは,次の評価パラメタの,最低のグレードとする。
a) 復号の判定
b) シンボルコントラスト(SC)
c) 最小反射率(Rmin)
d) 最小エッジコントラスト(ECmin)
e) モジュレーション(MOD)
f)
欠陥
g) 復号容易度(V)
h) アプリケーション仕様又はシンボル仕様で課された追加要件
これらのパラメタは,上記の順番で測定することが適切である。
6.1.1
復号の判定
復号可能なシンボルは,特にキャラクタの符号化,スタートパターン,ストップパターン,シンボルチ
ェックキャラクタ,クワイエットゾーン及びキャラクタ間ギャップ(存在する場合)については,そのシ
ンボル体系仕様に適合しなければならない。もし,走査反射率波形が参照復号アルゴリズムを用いて復号
できない場合,そのシンボルは,不合格のグレード0とする。そうでなければ,そのシンボルは,グレー
ド4とする。通常,走査反射率波形の解析から,復号に失敗する原因が分かる。
6.1.2
反射率パラメタのグレード付け
測定値によって,シンボルコントラスト,モジュレーション及び欠陥は,4〜0にグレード付けをする。
最小反射率及び最小エッジコントラストのグレードは,4又は0にグレード付けをする。これらのパラメ
タは,互いに依存するため,合わせて検討する必要がある。表2に,各グレードに対応するパラメタの値
を規定する。
表2−反射パラメタのグレード付け
グレード
最小反射率
(Rmin)
シンボル
コントラスト
(SC)
最小エッジ
コントラスト
(ECmin)
モジュレー
ション
(MOD)
欠陥
(Defects)
4
≦0.5 Rmax
≧70 %
≧15 %
≧0.70
≦0.15
3
≧55 %
≧0.60
≦0.20
2
≧40 %
≧0.50
≦0.25
1
≧20 %
≧0.40
≦0.30
0
>0.5 Rmax
<20 %
<15 %
<0.40
>0.30
6.1.3
復号容易度
それぞれの走査反射率波形に対して,附属書Aに示す当該シンボル体系の形式ごとの公式に従って,復
号容易度の値Vを計算する。必要に応じて,シンボル体系仕様に含む,当該シンボル体系に特有の公式が
補完する。復号容易度は,表3に基づいて,4〜0にグレード付けをする。
13
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−復号容易度のグレード
V
グレード
≧0.62
4
≧0.50
3
≧0.37
2
≧0.25
1
<0.25
0
6.2
シンボルグレードの表記
シンボルグレードは,読取波長を測定開口径とともに表記しなければならない。
表記形式はG/A/Wであり,ここに,Gはシンボルのグレード,Aは測定開口径の参照番号,そして,W
は照明の波長(nm)である。
例えば,2.7/05/660という表記は,0.125 mmの測定開口径(参照番号05)で照明の波長が660 nmのと
きのグレードが2.7であるということを表す。
7
基材の特質
ある基材の特徴,特に光沢,不透明性ラミネートの存在は,反射率の測定に影響する。これらの要因が
存在する場合は,附属書Dを考慮することが望ましい。
14
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
復号容易度
この附属書は,シンボル体系の復号容易度の値Vを計算するための一般的な公式を規定する。計算に必
要な参照しきい値は,参照復号アルゴリズムで規定する。これらの公式は,個別のシンボル体系に特有,
かつ,そのシンボル体系仕様で規定する公式で補われる場合がある。
A.1 2値幅シンボル体系
それぞれの走査反射率波形で,シンボル全体に対してZ及びNを計算する。
シンボルの実測太細比Nは次の式で計算する。
N=(平均太バー幅+平均太スペース幅)/2Z
Z寸法は次の式で計算する。
Z=(平均細バー幅+平均細スペース幅)/2
キャラクタ間ギャップは,これらの計算に含めてはならない。
それぞれのシンボルキャラクタ又は補助パターンに対し,参照復号アルゴリズムに従って,RTを計算す
る。V1及びV2を次の式で計算する。
V1=(RT−e) / (RT−Z)
V2=(E−RT) / [(N×Z)−RT]
VCをV1又はV2のいずれか小さい方の値とする。
走査反射率波形に対する復号容易度Vは,全てのシンボルキャラクタ又は補助パターンに対するVCの
最低の値とする。
A.2 エッジから同類のエッジまでの寸法で復号できるシンボル体系[(n, k) シンボル体系]
それぞれの走査反射率波形において,必要であればシンボル全体に対するZを計算する。
Z=(Sの平均) /n
ここに,S及びnは,4.2に規定するとおり。
それぞれのシンボルキャラクタごと参照しきい値RTjを決定する。全てのj=1〜n−2(k−1) に対してRTj
を計算する。
RTj=[(j+0.5)×S] /n
ここに,S,n及びkは,4.2に規定するとおり。
全てのi=1〜2(k−1) 及び j=1〜n−2(k−1) に対してKを計算する。
K=(ei−RTj) の絶対値又は前回のKのいずれか小さい方の値とする。
ここに,ei=エレメントiの先頭エッジからエレメント (i+2) の先頭エッジまでの寸法。
次にVC=K/(S/2n) を求める。
走査反射率波形に対する復号容易度の値Vは,全てのシンボルキャラクタ又は補助パターンに対するVC
の最低の値とする。
15
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
シンボル品質のグレード付けの例
B.1
個々の走査反射率波形のグレード
この附属書は,図3及び図4に示す走査反射率波形に対するグレードの決定について説明する。測定は,
900 nm(赤外)光源と0.125 mm開口径とを用いる。
走査反射率波形をグレード付けするために,実際の反射率値は,図3のようなグラフで示すこともでき
る。最小反射率(Rmin)は10 %であり,最大反射率(Rmax)は82 %である。したがって,全域的しきい値
は,46 %である。Rminは,(0.5×82 %)=41 %より小さいため,(0.5×Rmax) の条件を満足する。
シンボルコントラスト(SC)は,82−10=72 %である。
エッジコントラストの最小値(ECmin)は,エッジ4で発生する。ここに,Rs及びRbは,それぞれ76 %
及び34 %である。ECminは,76−34=42 %である。
したがって,モジュレーション(MOD)は,42/72=0.58である。
エレメント反射率の非均一性の最大値(ERNmax),つまり,最大非均一性又は走査反射率波形における
欠陥は,エレメント7,つまりバーにおけるボイドとして発見される。ERNmaxは,36−24=12に等しい。
したがって,欠陥値は,12/72=0.17である。ERNmaxは,どのバー,スペース又はクワイエットゾーンにも
あり得ることに注意する。
シンボルが正しく復号され,復号容易度の値Vが,0.58と計算されたと仮定すると,表B.1に示すとお
り,個々のパラメタのグレード及び走査反射率波形のグレードは,図3における走査反射率波形から決め
ることができる。
表B.1−図3に示す走査反射率波形に対するグレード
パラメタ
値
グレード
復号の判定
4
Rmax
82 %
Rmin
10 %
4
SC
82−10=72 %
4
ECmin
76−34=42 %
4
MOD
42/72=0.58
2
欠陥
12/72=0.17
3
復号容易度
0.58
3
個々のグレードの最小,つまり,この例ではMODに対するグレードは2であるので,走査反射率波形
のグレードも2である。
附属書Hも参照。
B.2
総合的なシンボルグレード
図3及び図4で用いたシンボルの10回の走査が次の走査反射率波形グレードであるとする。
2,2,3,3,4,2,2,2,3,3
16
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
これらのグレードの平均値,つまり,総合的なシンボルグレードは,2.6である。結果は,次の形式で示
す。
2.6/05/900
参考として,ANSI X3.182に従い,英字グレードを用いると,この結果は,次の形式となる。
B/05/900
17
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
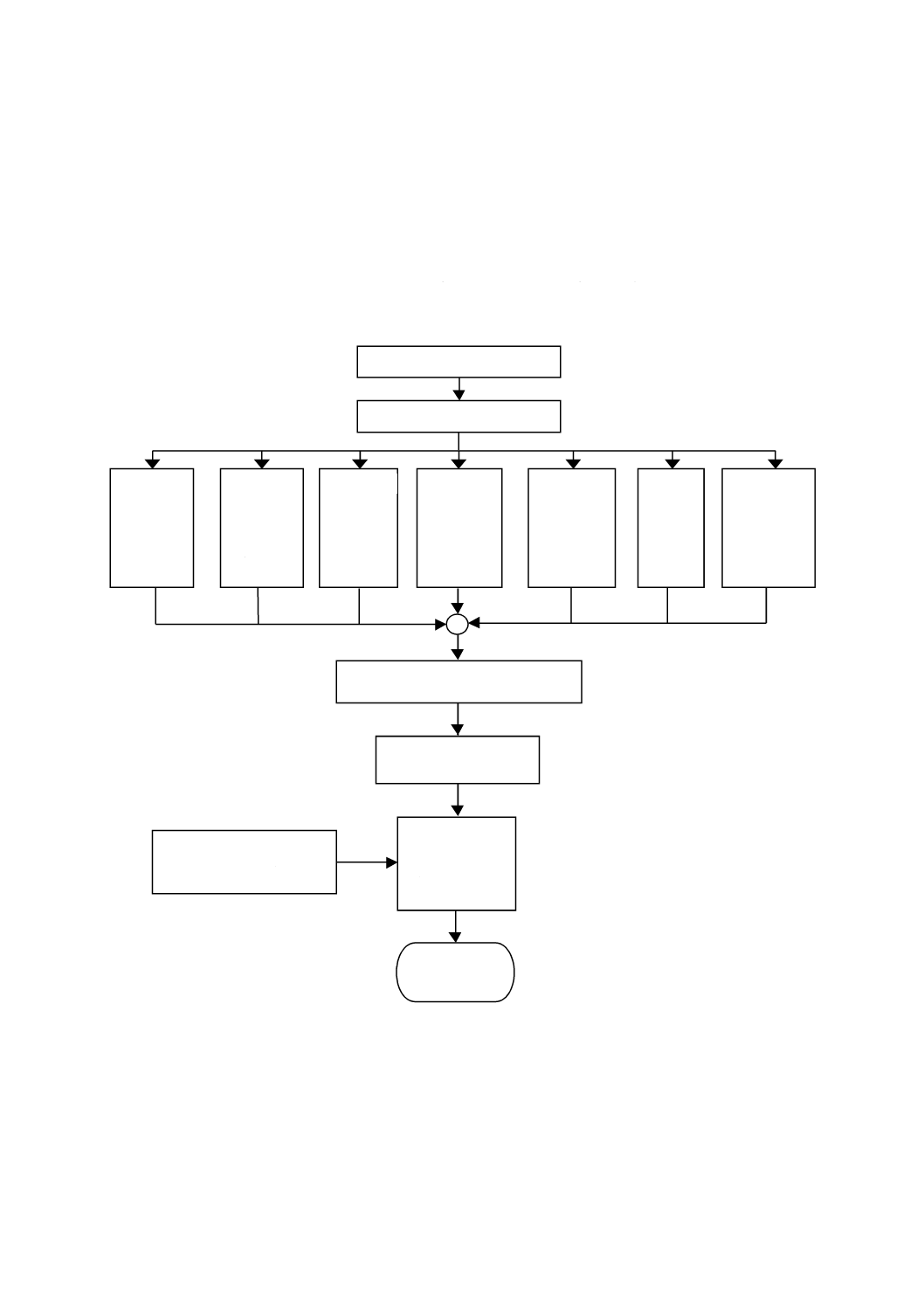
シンボル品質のグレード付けのフローチャート
次のフローチャートは,走査反射率波形取得後の,シンボル品質をグレード付けする過程を図示したも
のである。パラメタは,5.4.1〜5.4.10に従って測定し,6.1に従ってグレード付けする。
図C.1−シンボル品質のグレード付けのフローチャート
シンボル
コントラスト
4≧70 %
3≧55 %
2≧40 %
1≧20 %
0<20 %
最小エッジ
コントラスト
モジュレー
ション
4≧0.70
3≧0.60
2≧0.50
1≧0.40
0<0.40
復号容易度
欠陥
パラメタの最低グレード
(4=最高,0=最低)
復号の判定
4=可
0=不可
最小反射率
Rmin
走査反射率波形の
グレード
総合的な
シンボル
グレード
10回の走査の
走査反射率波形
グレードの平均
エッジの判定
エレメントの判定
他の9回の走査の
走査反射率波形グレード
4≦0.5 Rmax
0>0.5 Rmax
4≧15 %
0<15 %
4≦0.15
3≦0.20
2≦0.25
1≦0.30
0>0.30
4≧0.62
3≧0.50
2≧0.37
1≧0.25
0<0.25
18
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
基材の特質
ある特定の状況下,例えば,一次元シンボルが印刷されたこん包材の設計,生産では,目的の一次元シ
ンボルアプリケーションに対して,基材及び/又はインクの色を吟味することが必要で,かつ,望ましく,
一次元シンボルを利用する前に,この規格に一致する試験をすることが望ましい。
D.1 基材の不透明性
シンボルは,その最終形態(最終構成,例えば,中が荷物で満たされている。)で6.1.2の反射率パラメ
タに従って,グレードが付けられることが望ましい。
もし,最終形態でシンボルの測定ができない場合は,高コントラストを阻害するパターンの透過効果は,
基材の不透明度が0.85以上ならば,無視できるかもしれない。もし,不透明度が0.85未満ならば,シンボ
ルの裏面に反射率5 %以下の一様な支持物を添えて,測定されることが望ましい。
基材の不透明度は,次のように計算される。
不透明度=R2/R1
ここに,
R1: 反射率89 %以上の白で裏打ちされたサンプルシートの反射率
R2: 反射率5 %以下の黒で裏打ちされた同じサンプルシートの反
射率
D.2 光沢
反射率の測定のために規定した基準照明条件は,シンボル及び基材からの拡散反射率をサンプリングす
るとき,鏡面反射があっても,その影響は最大限除外するようになっている。したがって,高光沢材料及
び入射角の変化及び/又は集光によって拡散反射率特性が変化する材料の実際の運用の際のグレードは,
基準光学装置の使用によって得られる値と異なったグレードとなる場合がある。
D.3 オーバーラミネート
ラミネートによって保護されることを想定したシンボルは,所定の位置にラミネートして測定したとき
に得られる6.1.2の反射率パラメタによってグレードを付けることが望ましい。のり(糊)を含めたラミ
ネートの厚さは,読取効果を損なわないようにするため,できるだけ薄くすることが望ましい。
D.4 静反射率の測定
場合によっては,一次元シンボルが印刷される基材の静反射率測定及び,色材又はインク色のサンプル
の静反射率測定を生じることがある。この後に示す指針は(そのとおりに行えば),シンボルを動的に走査
したときに得られる結果を,一般的に可能な近さで推測する方法を提供している。
静反射率測定の際の光の波長,開口径,光学系は,実際の用途に関連するとともに,5.2.1〜5.2.3で規定
されたようにすることが望ましい。
この附属書の記載事項を満たした反射率測定装置が利用できないときは,適切な光源と標準光学濃度計
とを用いて,反射率に変換することもできる。
19
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここで,濃度(D)と反射率(R)との関係は,R=100/10Dとなる。
注記 高精度なシンボルコントラストと,特に,印刷されたシンボルのエッジコントラストとを予測
することは不可能である。限界値に安全な余裕を上乗せすることは適切である。
D.4.1 シンボルコントラストの予測
シンボルコントラストを予測するには,でき上がったシンボルで存在するであろう最大反射率(Rmax)
及び最小反射率(Rmin)の領域を想定したサンプルの反射率の測定が必要である。
通常の一次元シンボルで,シンボルのクワイエットゾーンにRmaxを見つけることができる。したがって,
クワイエットゾーンで見つかった条件を想定するために,Rmaxはその上にシンボルが印刷されるであろう
基材のサンプルエリア,少なくとも直径10Xの中心で測定することが望ましい。
通常の一次元シンボルで,Rminは最も太いバーの中心で見つけることができる。したがって,実際は見
いだされるであろうそれと整合性があるRminの値をもたらす最も可能性が高い条件を想定するために,反
射率は2Xから3X幅のバーの中央で測定することが望ましく,それは,バーが印刷される色彩と一致する。
SCの予測値(SC')は,次の式で計算する。
SC'=Rmax−Rmin
D.4.2 最小エッジコントラスト及びモジュレーションの予測
モジュレーション(MOD)に対してグレードを与えるために,実際に見つかりそうなエッジコントラス
トの最小値を予測することが必要である。それには,印刷されたシンボルのエッジコントラストを測定す
るのが最良であるが,もし,それができないならば,ECminの予測は,隣接したエレメント間に見られるで
あろう最小反射率差を想定するサンプルの反射率を測定することが必要である。通常の一次元シンボルで
のこの条件は,1X幅のバーとスペースとが隣り合うところと,太暗エレメントに隣接する明エレメントの
部分で見つかる。
この条件をシミュレートするために,一次元シンボルの印刷に使われる色のサンプル基材を,図D.1の
ような型のマスクフォームにカットしたものを用意する。
図D.1−静反射率測定のためのマスク
20
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図D.1のマスクは,できる限り薄く作られることが望ましい。いくら薄くしても,ある程度の厚みがあ
り,影を生じることがある。この影の影響を最小にするために,測定機器の一つ以上の光源の方向性が,
エレメントの長手方向と一致することが必要である。
細暗エレメントAA及び細明エレメントBBは,それぞれ印刷されるシンボルのX幅に等しくすること
が望ましい。BBの高さは,少なくとも20X又は10 mmのいずれか大きい方が必要である。
反射率値Rsの測定は,基材又は一次元シンボルが印刷されるであろう材料の上に,図D.1のフォームで
マスクし,形成される細明エレメントで行わなければならない。
反射率値Rbの測定は,基材又は一次元シンボルが印刷されるであろう材料の上に,図D.1のフォームで
マスクし,形成される細暗エレメントで行わなければならない。
ECminの予測値(ECmin')は,次の式で計算する。
ECmin'=Rs−Rb
注記 不透明度の試験に合わない(D.1で詳細を示した)材料で,SCとECminとを予測するための測
定は,反射率が5 %以下の一様な暗い背景のサンプルで行われることが望ましい。同じように,
反射率が89 %以上の一様な明るい背景のサンプルで行われることが望ましい。静的なSC及び
ECminの計算値は,試験のために,明るい背景と暗い背景との両方で行い,アプリケーションの
ために選択されたグレードの最小値以上であることが望ましい。
MODの予測値(MOD')は,次の式で計算する。
MOD'=ECmin'/SC'
D.4.3 実測値及び予測値の許容度
SC及びECminの静的な値とモジュレーションとして予測された値とに対応するグレードは,最低限アプ
リケーション用に明示した全シンボルグレードよりも大きくなければならない。PCSが一次元シンボルの
反射率特性を決定することが望ましい方法であるアプリケーションでは,PCS値の近似値は,SCを予測す
るために測定された値から決めることができる。
附属書Iを参照。
21
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E
(参考)
走査反射率波形及び波形グレードの解釈
E.1
走査反射率波形の重要性
走査反射率波形は,典型的なバーコード走査装置からの信号を表す。バーコードリーダで,この信号は,
最初にエッジ検出回路によって処理(2値化)され,復号器に入力される。
各種エッジ検出回路が,対象のエレメントを見つけることができるように,次の反射率パラメタを考慮
するのがよい。
− シンボルの全てのエッジが,全域的しきい値を通過する。
− シンボルコントラスト,モジュレーション及び最小エッジコントラストは,低すぎないことが望まし
い。
− 欠陥及び最小反射率は高すぎないことが望ましい。
さらに,復号器が機能できるように,次のパラメタを考慮するのがよい。
− 復号の判定
− 復号容易度
E.2
結果の解釈
試験したシンボルが,低いグレードとなった原因を調べるときには,全体のグレードだけでなく,個々
のパラメタのグレードも調べることが望ましい。個々のパラメタの間には,ある程度関連があるが,典型
的な原因とその現象とを次のリストに挙げる。プロセス制御のために,グレードパラメタに追加して,バ
ー幅の太り又は細りの平均を調べることもある。
バー幅が太ると,次のようになる。
− バー幅の太りを平均値として,直接報告してもよい。
− ECが小さい。
− MODが小さい。
− 復号容易度が低い。
− 規則的な太りではない場合,復号容易度は低くなるが,バー幅の太りの平均は,過度の値にはな
らない。
− 規則的な太りの場合,復号容易度は低くなり,バー幅の太りの平均は,大きくなる。
− バー幅の太りが限度を超えると,復号できない。
バー幅が細くなると,次のようになる。
− バー幅の細りを,平均値として,直接報告してもよい。
− 初めは,ECが大きい。限度を超えると,ECは小さい。
− 初めは,MODが大きい。限度を超えると,MODは小さい。
− Rminが大きい。
− 復号容易度が低い。
22
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 規則的な細りではない場合,復号容易度は低くなるが,バー幅の細りの平均は,過度の値にはなら
ない。
− 規則的な細りの場合,復号容易度は低くなり,バー幅の細りの平均は,大きくなる。
− バー幅の細りが限度を超えると,復号できない。
異常なエレメントエッジがあると,次のようになる。
− 走査反射率波形によって,復号容易度にばらつきを生じる。
− 限度を超えると,復号できない。
不均一な印字があると,次のようになる。
− ECが小さい。
− MODが小さい。
− ERNmaxが大きい。
− 誤ったエレメントが検出される(復号が失敗する。)ことがある。
欠け及び/又はしみがあると,次のようになる。
− ERNが大きい。
− 限度を超えた大きさの場合,誤ったエレメントが検出される(復号が失敗する。)ことがある。
− エッジの決定に失敗することがある。
E.3
アプリケーションへのグレードのマッチング
特に次に示すような,一次元シンボルシステムの特性の違いによって,異なるグレードのシンボルが,
実際には,よい読取りを示すときがある。読取環境に合致する,最低限許容可能なグレードを,測定開口
径及び照明光の波長とともに,アプリケーション仕様に明記することが望ましい。
− 垂直方向の冗長性
− 復号アルゴリズムが許容する公差
− 読み取りに失敗した場合に,操作者が再走査することが可能か
− 複数の走査線をもった読取装置を使えるかどうか
グレード3.5以上のシンボルは,最高の品質であり,原理的に,最も信頼性の高い読取りを行う。読取
装置が1回だけ走査(読取りに失敗したとき,再走査をする可能性がほとんどない。)する場合,又は固定
された1本の走査線に限定されているような場合に,このグレード以上を指定することが望ましい。
グレード2.5〜3.5のシンボルは,1本の走査線では再走査が必要になる場合がある。最低のグレード2.5
は,ほとんどの場合1本の走査線で読み取るが,再走査も認められるシステムに適している。
グレード1.5〜2.5のシンボルは,これより高いグレードのシンボルよりも再走査が必要になることが多
い。最高の読取性能を得るためには,走査線を複数もつ読取装置を用いるか,そうでなければ頻繁な再走
査を試みる機能を,システムとして前もって用意しておくことが望ましい。
グレード0.5〜1.5のシンボルは,特有の走査線を複数もつ読取装置を用いることが望ましい。このグレ
ードのシンボルの読取りに失敗する読取装置も,読取りに成功する読取装置もある。したがって,システ
ム設計者は,読取りに失敗する場合に備えて,別のデータ入力方法を要請することがある。このグレード
のシンボルを受け入れる前に,そのアプリケーションで用いる読取装置で許容限度内の読取りができるか
23
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
どうかを調べることが望ましい。
グレード0.5未満の場合は,読取りに失敗する可能性が高く,どのような読取装置を用いても信頼性の
高い運用はできない。
E.4
アルファベット式グレード付け
ANSI X3.182:1990と同等の標準及びあるアプリケーション仕様においては,グレードは,この規格で用
いる数値グレード4,3,2,1及び0に対応する文字A,B,C,D及びFを用いて識別する。
この体系を用いた総合的なシンボルグレード付けは,表E.1に従う。
表E.1−総合的なシンボルグレード−数字及びアルファベット(ANSI)のグレード付け対応
数値の範囲
アルファベットのグレード
3.5〜4.0
A
2.5〜3.5
B
1.5〜2.5
C
0.5〜1.5
D
〜0.5
F
24
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F
(参考)
光源波長選択の指針
5.1及び5.2.1では,実際に用いる読取装置で用いる光源の波長を使って測定することを必要とする。も
し,アプリケーション仕様で光源が指定されないならば,確かな測定結果を得るために,アプリケーショ
ンで正しく読む可能性が高くなるような,最も有望な波長を選択し決定する。
F.1
光源
一次元シンボル走査用の光源には,通常二つの広範囲な光源,すなわち可視光及び赤外光に落ち着くが,
ごく少数の専門的なアプリケーション(蛍光一次元シンボル)のための紫外光もある。
可視光走査では,通常ピーク波長620〜700 nmスペクトルの赤い光源を用いる。赤外走査では,ピーク
波長720〜940 nmの光源を用いる。
一次元シンボル走査のための一般的な光源を,次に示す。
a) ヘリウム−ネオン レーザ(633 nm)
b) LED(可視光,赤外光がある。)
c) 半導体レーザ(可視光,赤外光がある。)
d) 白熱灯(通常は白い光)
これらの主な特徴は,
ヘリウム−ネオン レーザは,632.8 nm(通常は633 nmに丸める。)のピーク波長をもつ,赤単色のコ
ヒーレント光を発するガス管である。
LEDは,ペン(ワンド)又はCCDスキャナの光源として見られ,低消費電力の半導体部品である。可
視光領域では,波長620〜680 nm(一般的には633/640 nm又は660 nm)が用いられる。赤外領域では,一
般的に波長880〜940 nmが用いられる。
この規格の制定時点では,半導体レーザの代表的な波長は780 nm(赤外光)及び660〜680 nmの可視光
である。それらは,手持ち式スキャナ及び多くの固定式スキャナでしばしば見られる。
一次元シンボル走査アプリケーションにおいて,白熱灯は,主に,走査技術よりもイメージ処理技術及
びCCDカメラを用いたシステムで見られる。光源は,可視領域から赤外領域も十分にカバーし,光学特
性はピーク波長よりも色温度で規定される。なぜならば,帯域幅が広くピーク波長がないからである。
ラッテン26フィルタとともに用いられるとき,2 856°Kランプの光学特性は,620〜633 nmの光源とし
て概算される。
注記 上記波長は,技術が進歩するにつれて変化することがある。
F.2
波長変動の効果
基材又は一次元シンボルエレメントの反射率は,入射光の波長で変化する。黒,青又は緑で印刷された
領域は赤い光を吸収する(低反射率となる。)。一方,白,赤又は黄赤の領域は,赤い光源からの入射光の
大部分を反射する。赤外スペクトルでは,エレメントの外見上の色は反射率に関係しない。それは,用い
る着色剤(例えば,カーボンの含有量)に左右されるからである。633 nmで測定した反射率を基準にして,
660 nm又は680 nmで測定した結果は,シンボルグレードが1又は2に変わる可能性が大きく,感熱紙に
25
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
印刷されたバーでは更に大きく変わる可能性がある。
26
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書G
(参考)
シンボルの走査回数の指針
バーコードシンボルは,垂直方向にバーコードシンボル情報の冗長性を,相当量もたせるように設計さ
れている。局所的な欠陥及びシンボル特性の変動がシンボルの高さ方向に生じる可能性があり,シンボル
を横切る異なる走査線からの走査反射率波形が,著しく異なる結果をもたらす可能性がある。したがって,
複数の走査線での走査反射率波形のグレードを平均することによる,総合的なシンボル品質の評価が必要
である。
5.2.5に規定するとおり,シンボルごとの最低走査本数は,通常10,又は測定領域の高さを測定開口径で
除した値のいずれか小さい方とするのがよい。
製造工程,特にJ.1で示すような状況の製造工程で,前述の欠陥及び変動の発生率が比較的低いことが
JIS Q 9000及び関連する規格に従って文書化された公式の品質保証手順を通して明らかにされている場合
は,大量のシンボルの評価工程を簡略化するため,シンボル当たりの走査回数を減らしてもよい。この削
減の詳細は,J.2を参照。
27
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書H
(参考)
検証報告書の例
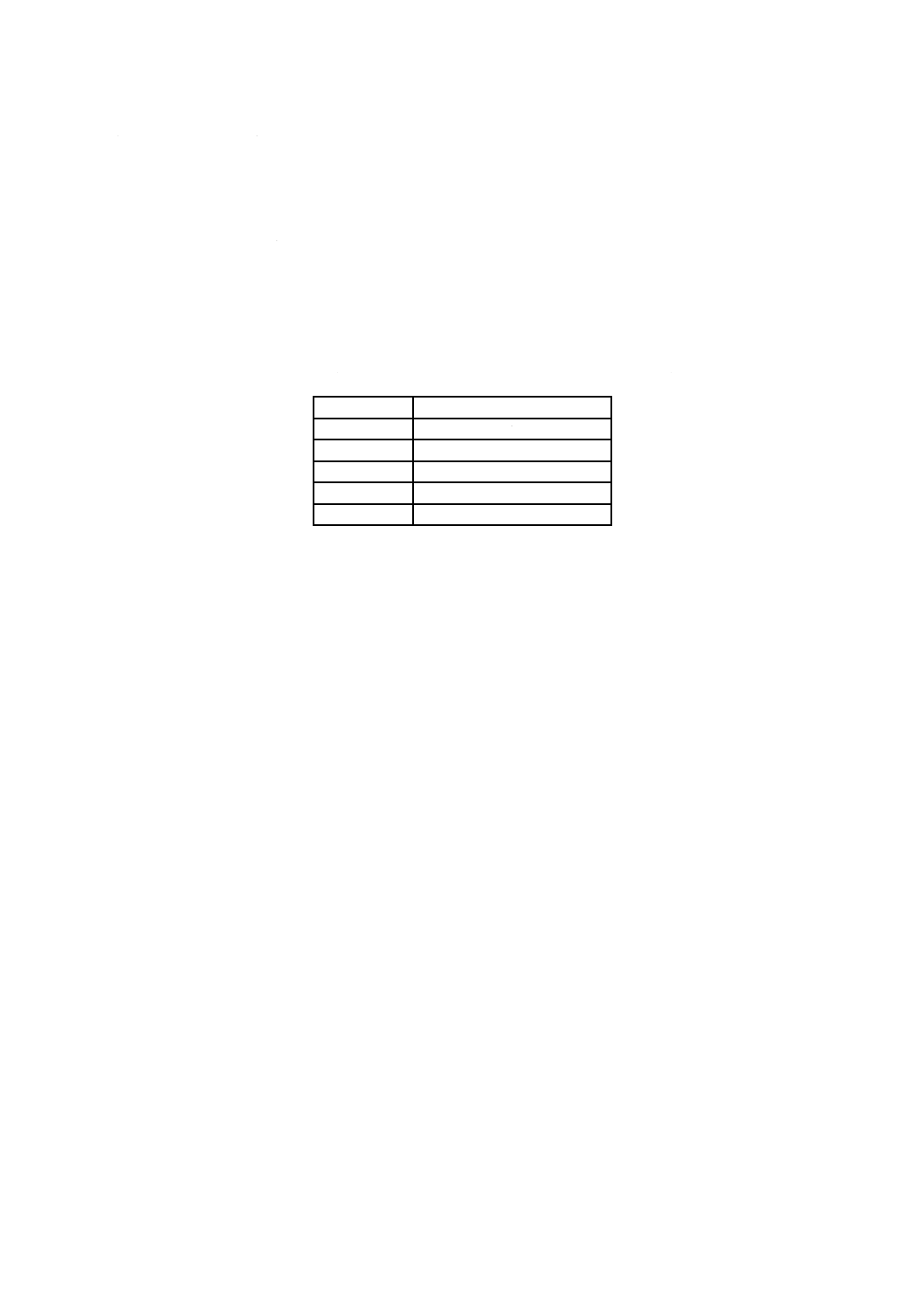
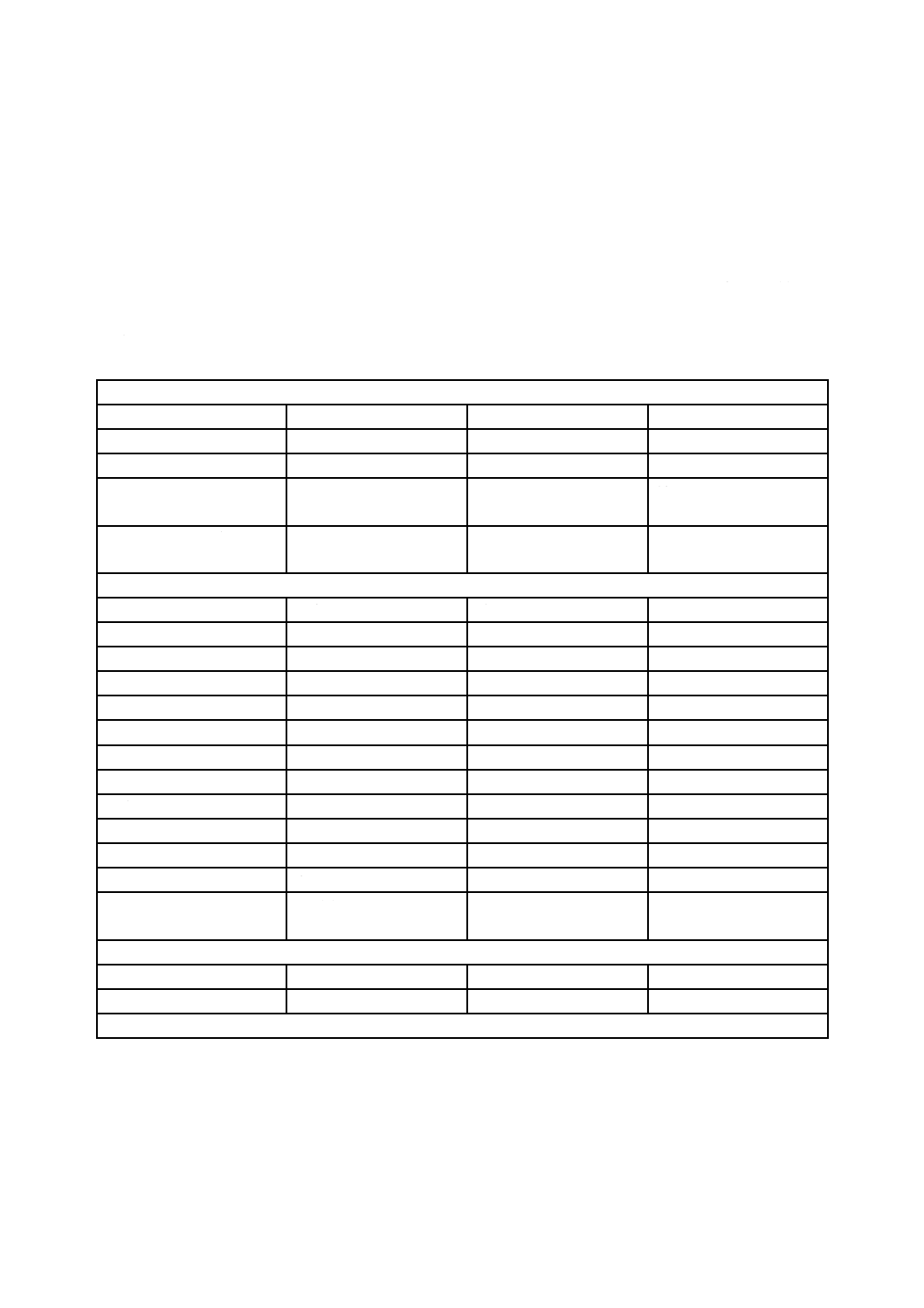
バーコードシンボルの品質を測定するために設計された検証装置には,幅広い種類がある。図H.1に,
これらの装置の一つで作成された報告書の例を示す。次の報告書は,直径0.250 mmの測定開口(参照番
号10)及び660 nmの光源を用いて得られたと仮定する。したがって,グレードは,3.0/10/660と報告する
のがよい。
検証報告書
測定日
1996-12-23
測定時刻
16:12:36
測定開口径
0.25 mm
測定波長
660 nm
コードタイプ
コード39
復号データ
$M
総合的なシンボルグレー
ド
3.0 (B)
走査回数
10
1回目の走査反射率波形
グレード
3.0 (B)
走査反射率波形解析(1回目)
パラメタ
測定値
グレード
復号の判定
合格
4
Rmax
79 %
N/A
Rmin
2 %
4
全域的しきい値
40 %
N/A
シンボルコントラスト
77 %
4
最小エッジコントラスト 48 %
4
モジュレーション
0.63
3*
欠陥
0.16
3*
復号容易度
0.75
4
PCS
0.97
N/A
平均バー幅太り
+3.0 %
N/A
2回目の走査反射率波形
グレード
3.0 (B)
走査反射率波形解析(2回目)
パラメタ
測定値
グレード
…
…
…
注記 *は,走査反射率波形グレードを決定するパラメタのグレードを示す。
図H.1−検証報告書の例
28
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書I
(参考)
従来の測定方法との比較
I.1
従来の測定方法との比較
従来,信頼できるアプリケーションの規格では,印刷品質の評価に二通りの方法が採用されてきた。こ
の規格では利用業者,特にシンボルの印刷業者が従来のパラメタを用いて得られた結果と比較するために
助言が与えられている。それらは,次の二つである。
a) エレメントの幅の測定値,特に公称エレメントの寸法からの太り又は細り
b) 反射率値RLとRDとから得られるPCS値(Print Contrast Signal)の計算
この規格に従う印刷品質を規定していないシンボルをアプリケーションで用いる場合,これらのパラメ
タはシンボル品質の評価過程の一部として測定されることもあり,特にシンボル印刷の工程管理を目的と
して測定される(附属書J参照)。しかしながら,従来の規格が採用している合格又は不合格の基準は読
取りの操作を反映していないため,この規格のグレード付け体系からは除外される。パラメタはグレード
付けとしては含まれていないが選択的な測定方法としてこの規格に含まれているので,ここに規定してい
る方法と相関した履歴的な品質情報とすることができる。
I.2
PCS値とシンボルコントラスト測定値との相関関係
幾つかの一次元シンボルアプリケーションの仕様は,PCS値について評価するバーとスペース又は基材
との間のコントラストを規定している。これらの仕様は,合格のためのPCSの最低値を規定している。こ
れが固定値(例 PCSmin=0.75は一般的に規定される値)の場合もあるし,PCSmin自体が基材の反射率の
関数である場合もある。
PCSは,次の方程式で算出される。
PCS=(RL−RD) /RL
ここに, RL: 明反射率
RD: 暗反射率
上記に示した仕様の多くは,RLを計測する場所とRDを計測する場所とを規定していない。したがって,
決定したPCS値が一定しない危険性がある。また,この規格で規定されている波形評価技術は,PCSに基
づいた方法よりも,より正確に一次元シンボル読取りの特質を表している。その結果,印刷品質の評価に
PCSが使われた場合,良質で信頼性の高い性能をもったシンボルが,PCSの最低条件に失格することもあ
り,また,条件にあったシンボルが確実に読めないこともある。
しかしながら,RLをRmaxと等しく扱い,かつ,RDをRminと等しく扱うことによって,PCS測定法をシ
ンボルコントラスト測定法に,おおよそ関連付けさせることは可能である。この仮定が,所定の機器によ
る実際のPCS値を表していない可能性もあるので,このような仮定での同等評価に信頼性をおくには,事
前に注意が必要である。PCSとSC(シンボルコントラスト)とは,次のようにそれぞれ算出することがで
きる。
PCS=SC/Rmax
SC=PCS×RL
29
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 PCS<0.50(上記に示した仮定に基づく算出)における走査反射率波形は,この規格のRminテ
スト(5.4.5及び6.1.2参照)に失格するので,グレードは0になる。
I.3
アプリケーションのグレード付け及びPCSの規定に関する指標
コントラスト条件をPCSに基づき,かつ,この規格の下で品質のグレード付け条件を規定する必要のあ
るアプリケーションでは,次のオプションを適用することができる。
a) 一般的に基材反射率が高いシンボルに対しては,そのアプリケーションで起こり得る最も低い基材反
射率を乗じ,アプリケーションで規定されているPCSmin値から導かれたSC値を基に,全てのパラメ
タをカバーする最低の全体シンボルグレードを規定する。
b) 基材反射率が低いシンボルを多く用いるであろうアプリケーションに対しては(Rmaxが,例えば,通
常45 %未満),シンボルコントラスト以外の全てのパラメタに最低のグレードを規定し,また,シン
ボルコントラストに対しては個別の低いグレードをa) と同様の基準に基づき規定する。この最低グ
レードは,低いシンボルコントラストの影響を補うため,a) の場合のグレード付けよりも,僅かに高
めにする必要があるかもしれない。
この規定は,次の場合に適用される。
− この規格に従ったアプリケーションの仕様には合格のためのPCS最低レベルは規定してあるが,最低
グレードは規定していない。
− 許容できるほど低いレベルの読取りに関する問題が,低い反射率の基材上のシンボルに起こるが,し
かし,それが仕様の最低PCS条件に従っている。
などの場合である。
30
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書J
(参考)
プロセス制御への要求事項
この附属書は,シンボルの作成プロセスで重要な変量を制御するために有用なフィードバック情報源と
して応用するための走査反射率波形の解析方法を記述する。最も重要なものはエレメント幅の太り又はエ
レメント幅の細りで,2番目に重要なものは,シンボルコントラストである。シンボル作成プロセスで適
用する補正方法は,用いられるシンボル作成方法の機能であるが,ここでは明記しない。
プロセス制御のために,グレード値の平均,又は,全ての走査反射率波形から得られた特定のパラメタ
の値が参考になることがある。最も用いられる可能性が高いパラメタは,シンボルコントラスト,復号容
易度及びモジュレーション(グレード値又は数値)並びにバー幅の太り(数値)又は細り(数値)である。
J.1
繰返し印刷のためのプロセス制御
シンボル作成プロセスを制御する目的のために,次の項目が関連する。
− 同じ印刷原版若しくは類似の素材からの同じシンボルの繰返し印刷又はオンデマンドプロセスによる
シンボルの大量作成
− 印刷工程,例えば,印刷包装材料の製造全体にわたって,画像領域全体の印刷品質の一貫性を確保す
るために設計した,公式な品質保証手順(JIS Q 9000及び/又はJIS Q 9001に従う。)
注記 対応国際規格では,ISO 9002(JIS Z 9902)も記載されていたが廃止された規格であり,内容
はISO 9001(JIS Q 9001)に含まれるため削除した。
次の推奨事項を適用してもよい。
− サンプリング頻度及びサンプル数は,シンボル作成者の公式な品質保証手順の一部として規定するこ
とが望ましく,著しいシンボル品質の逸脱を十分検出できることが望ましい。
− 受入可能な最低シンボルグレードを規定しなければならない。
− それぞれのシンボルを横切る走査線の最低数は,シンボル作成プロセスの変動度合い及び箇条6に従
って規定する最小許容グレード値を,測定したシンボルグレードが超える量に応じて,J.2に記述する
方法で決めるのがよい。
J.1で示した環境で,作成する速度でシンボル品質をオンラインで評価するために設計した装置は,短時
間で順番に製造される多数のシンボルの異なる位置を走査することで,規定の走査回数を実行し,あたか
も同じシンボルを複数回走査したかのように走査反射率波形の結果を解析してもよい。しかしながら,こ
のやり方は,検査帯の全ての高さをサンプリングすることにはならないため,5.2.4に従ってサンプルを抜
き取る方法の正確な代替にはならない。
J.2
走査回数
最初の作成時(特殊な作成工程又は装置,基材及び他の材料の組合せでの)の走査回数は,5.2.5の規定
31
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
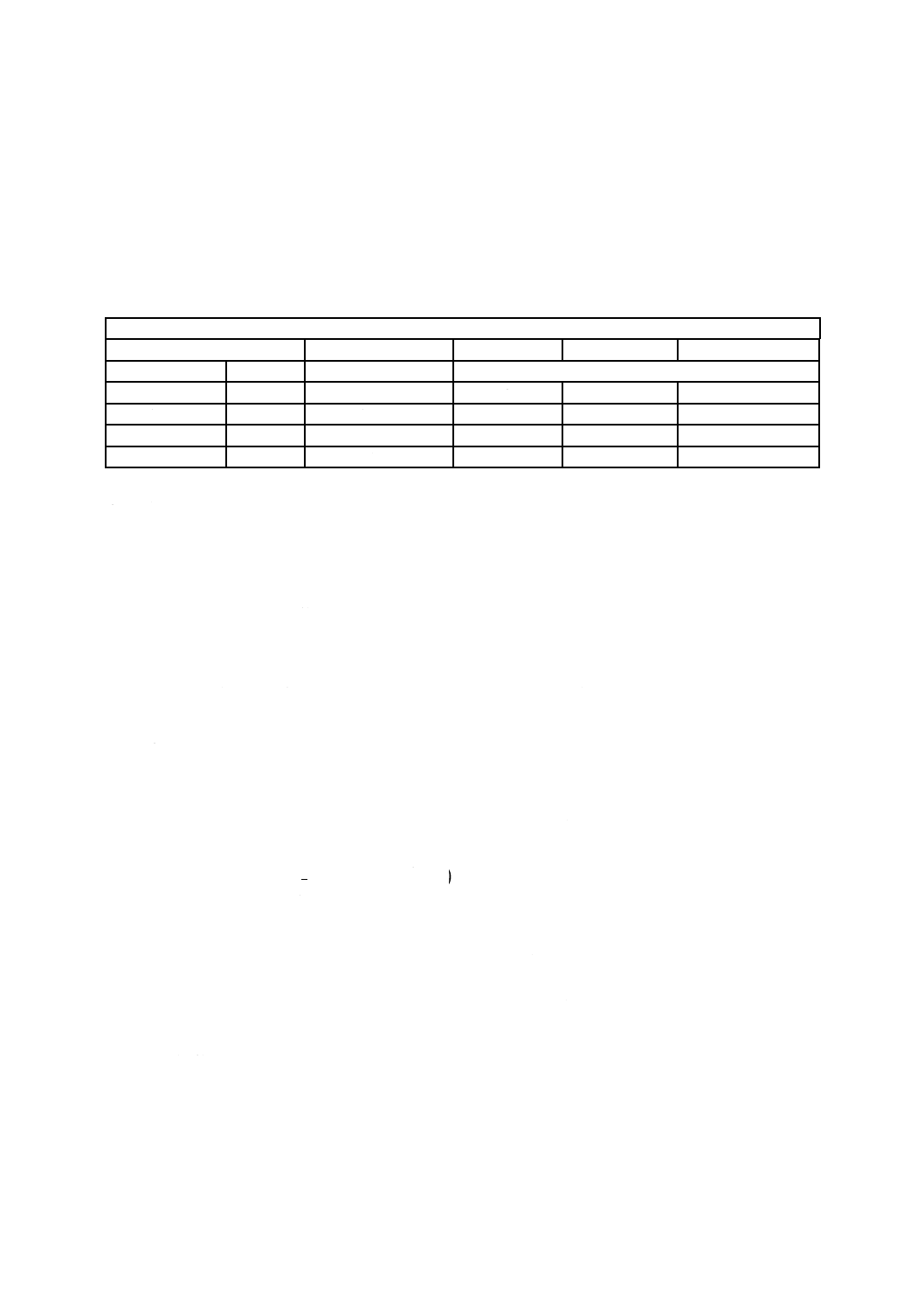
に従うことが望ましい。品質の傾向が安定した場合,確定した走査回数は,箇条6に従って規定する最小
許容グレード値を,シンボルグレードが超える量に応じて,表J.1に示す回数まで減らしてもよい。表J.1
で“超過グレード値”は,最小許容グレード値を,得られたグレード値の超過分を示す。どの製造単位に
おいても,最初の三つのシンボルに対する走査回数は,過去の経験で決定した予想グレード差に基づくの
がよい。その後は,最新の三つのシンボルに対して測定したグレード差の移動平均に基づくのがよい。
表J.1−走査回数
最小許容グレード値
≧3.5
≧2.5
≧1.5
≧0.5
超過グレード値
走査回数
超過グレード値
走査回数
≧0.2
2
≧0.4
2
3
3
≧0.1
3
≧0.3
3
4
4
<0.1
5
≧0.15
4
6
6
<0.15
5
8
10
J.3
バー幅偏差
印刷品質を測定するため,平均バー幅太り又は平均バー幅細りを,プロセス制御手順の一部として伝統
的に用いてきた。平均バー幅太り又は平均バー幅細りは,復号容易度及び他のグレードの改善に直接つな
がる印刷工程の調整に反映させるために,X寸法(又はX寸法の規定がない場合には,Z寸法)の直接的
な寸法表現又は比率として計算し,表現するのがよい。個々のエレメントの偏差は復号容易度の評価に用
いるため,この要素は,グレード付けしない。
J.3.1
2値幅シンボル体系
2値幅シンボル体系の場合には,シンボルの実測Z寸法及び実測太細比Nは,A.1に規定する方法で計
算する。キャラクタ間ギャップは,これらの計算に含めてはならない。
J.3.2
(n, k) シンボル体系
(n, k) シンボル体系の場合には,実測Z寸法は,A.1に規定する方法で計算する。
J.3.3
平均バー幅太り又は平均バー幅細り
いずれのシンボルのタイプでも,平均バー幅太り又は平均バー幅細りは,X又はZに対する比率として
次の式で与えられる。
(
)(
)b
X
G
i
b
×
∑
−
∑
×
=
/
100
ここに, X[及びZ(必要であれば)]は,4.2に規定するとおり(注記参照)。
G: バー幅太り(Gが負の場合,バー幅細りを表す。)
Σb: 実測バー幅の和
Σi: 公称バー幅の和(注記参照)
b: バーの本数
注記 上記の式でXが指定されていない場合,Xは,Zで置き換える。公称バー幅は,X(又はZ)寸
法を基準として,2値幅シンボル体系では,細バーには1を,太バーにはNをそれぞれ乗じて,
(n, k) シンボル体系では,バーのモジュール数を乗じて計算する。
32
X 0520:2014 (ISO/IEC 15416:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献 JIS Q 9000 品質マネジメントシステム−基本及び用語
JIS Q 9001 品質マネジメントシステム−要求事項
JIS Z 9015-1 計数値検査に対する抜取検査手順−第1部:ロットごとの検査に対するAQL指
標型抜取検査方式
ISO 3951-1,Sampling procedures for inspection by variables−Part 1: Specification for single sampling
plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection for a single quality
characteristic and a single AQL