T 9253:2004
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,全日本スクリーン印刷共同組合連合会(JSPA)
/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日
本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS T 9253には,次に示す附属書がある。
附属書(参考)点字の形状及び寸法
T 9253:2004
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 点字の品質 ····················································································································· 2
4.1 接着強度 ······················································································································ 2
4.2 耐候性 ························································································································· 2
4.3 点字の直径・高さ及び断面形状 ························································································ 2
5. 試験方法 ························································································································ 2
5.1 試験片 ························································································································· 2
5.2 接着強度 ······················································································································ 2
5.3 耐候性 ························································································································· 2
5.4 点字の直径・高さ ·········································································································· 2
6. 検査 ······························································································································ 2
7. 表示 ······························································································································ 2
附属書(参考)点字の形状及び寸法 ························································································· 3
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 9253:2004
紫外線硬化樹脂インキ点字−品質及び試験方法
Performance and test method of ultraviolet ray hardening resinous braille
序文 視覚障害者は,今まで,上質紙に打ち出された点字を触読してきたが,最近,上質紙以外の素地に
多様な方法で作成された点字が見られるようになってきた。中でも紫外線硬化樹脂インキで作成された点
字は,透明インキで多様な素地に印字でき、更に重ね刷りした冊子,サインデザインなどで共用品として
の可能性も大きい。一方,加工方法によって,硬く角張って触読しにくい点字も出現している。
そこで,この規格では,2000年2月20日に公表したTR T 0007:2000(紫外線硬化樹脂インキ点字加
工技術)を元として,その後に寄せられた点の高さ及び断面形状に対する意見などを考慮して、JIS T xxxx
紫外線硬化樹脂インキの点字−品質及び試験方法としてまとめた。
1. 適用範囲 この規格は,紫外線硬化樹脂インキを用い,スクリーン印刷方式によって,紙,プラスチ
ック,金属板などの上に印刷される点字の品質及び試験方法について規定する。
なお,亜鉛板製版印刷方式によるエンボス点字などの加工方法による点字の品質及び試験方法を拘束す
るものではない。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS B 7754 キセノンアークランプ式耐光性及び耐候性試験機
JIS K 5600-5-4 塗料一般試験方法―第5部:塗膜の機械的性質―第4節:引っかき硬度(鉛筆法)
JIS S 6006 鉛筆,色鉛筆及びそれらに用いるしん
JIS Z 1522 セロハン粘着テープ
3. 定義 この規格で用いる主な用語の定義は,次による。
a) 紫外線硬化樹脂インキ 水銀ランプなどで発生させた紫外線を照射することによって硬化する樹脂性
のインキ。
b) スクリーン印刷方式 ポリエステル,ナイロン,ステンレスなどの糸で織ったメッシュに感光乳剤を
塗布し,これを光工学的方法によって必要な目を開けて版を作成し,この版にインキを通して印刷す
る方式。
c) 印刷膜 紫外線硬化樹脂インキ及びスクリーン印刷用原版を用いて作成した点字印刷の膜。
4. 点字の品質
2
T 9253:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1
接着強度 5.2.1及び5.2.2によって試験を行ったとき,印刷膜のはく離があってはならない。ただし,
被印刷材が紙などの場合にそれが破れたときは,印刷膜のはく離とは見なさない。
4.2
耐候性 5.3によって試験を行ったとき,印刷膜の劣化及び著しい変色があってはならない。
4.3
点字の直径・高さ及び断面形状 5.4によって測定を行ったとき,1点の直径は1.45±0.05 mm,1点
の高さは0.4±0.1 mmでなければならない。
なお,縦又は横に隣り合う点の高さの差は,0.05 mm以下とする。
備考1 冊子などの文字量の多い媒体で長時間触読するものに使用する場合には,点の直径を規定の範
囲内にとどめて,点の高さを0.3 mmに近づけると,断面形状は曲率半径の大きい楕円・アーチ
形となる。また,サインなど文字量の少ない媒体で短時間触読するものに使用する場合には,
点の直径を1.5 mmに近づけ,点の高さを0.5 mmに近づけると,断面形状は,おわん(椀)形
に近くなる。
備考2 附属書(参考)として,ノズル噴射印刷方式などの紫外線硬化樹脂インキ点字加工方法による
点字においても参考とすることができるよう点字の形状及び寸法を補足した。
5. 試験方法
5.1
試験片 紫外線硬化樹脂インキでスクリーン印刷された製品から,その製品の代表する部分を,次
の5.2.1及び5.2.2の試験を行うのに十分な大きさに切り取り,試験片とする。
5.2
接着強度
5.2.1
粘着テープはく離試験 JIS Z 1522に規定する幅18 mm又は24 mmのセロハン粘着テープ(以下,
粘着テープという。)を試験片の点字の上に張りつけ,その上から消しゴムなどを用いて十分にこすりつけ,
完全に付着させる。1分間経過後,粘着テープの一方の端を持ち,直角方向に瞬間的に引きはがし,印刷
膜のはく離の有無を調べる。
5.2.2
鉛筆引っかき試験 JIS K 5600-5-4に規定する方法によって,塗膜を印刷膜に読み替え,JIS S 6006
に規定する濃度記号2Hの鉛筆で試験を行い,印刷膜のはく離の有無を調べる。
5.3
耐候性 JIS B 7754に規定する試験機で1 000時間照射し,印刷膜の劣化及び変色を調べる。
5.4
点字の直径・高さ 試験片の任意の印刷膜10か所以上をJIS B 7502に規定するマイクロメータ又は
これと同等以上の精度をもつ測定器を用いて,点字の直径及び高さを0.01 mmのけたまで測定し,10か所
以上の平均値を求める。ただし,測定時の接触圧は,最小限にとどめる。
備考 点の底面の直径は,スクリーン印刷方式によるインキのにじみ,プラスチック・金属などの滑
面の素地への滑りなどで,素地から0.05 mm程度の高さまですそ(裾)を引くことがあるが,
これは触読に影響を与えないので,直径として無視してもよい。
6. 検査 加工の初期,中間及び印刷終了後において,5.2〜5.4によっての試験を行ったとき,4.1〜4.3
の規定を満足しなければならない。
7. 表示 送り状又は他の適切な箇所に,次の事項を容易に消えない方法で表示しなければならない。
a) 印刷方式(スクリーン印刷)
b) 印刷加工業者名
c) 分別収集など廃棄するときの留意点
3
T 9253:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考)点字の形状及び寸法
この附属書は,本体に関する事柄を補足するもので,規定の一部ではない。
この附属書の数値及び断面図は,上質紙などに紫外線硬化樹脂インキ点字をスクリーン印刷した製品の
数値で,版の大きさを示すものではない。また,ノズル噴射印刷方式など,別の加工方法においてもこれ
を製品の目標値とすることができる。
なお,これらの数値は,紫外線硬化樹脂インキ点字印刷方式以外の亜鉛板製版・プレス印刷などのエンボ
ス点字の寸法・形状などを拘束するものではない。
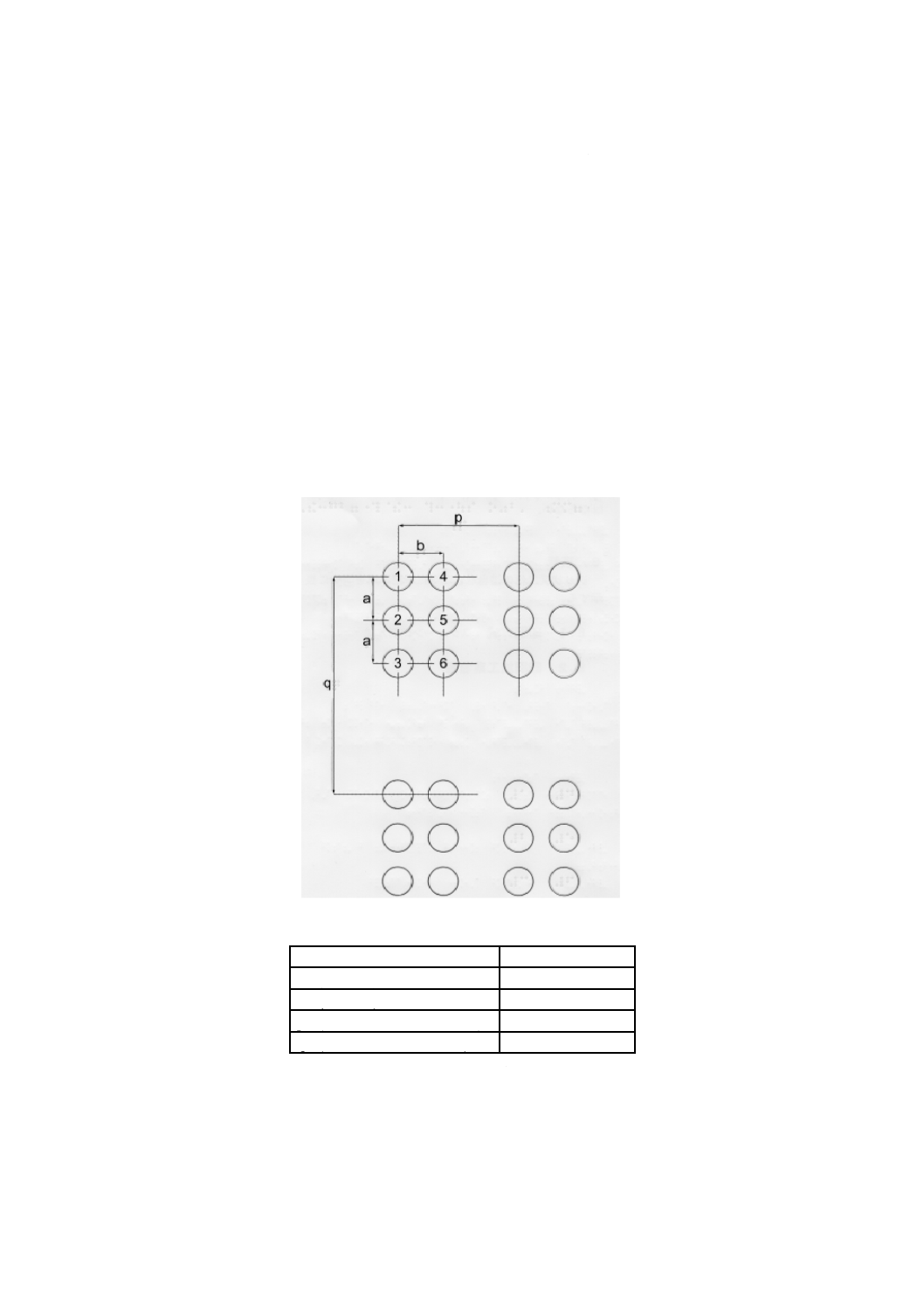
1. 点字の配列及び点の中心間距離 紫外線硬化樹脂インキをスクリーン印刷した場合の点字の配列及び
点の中心間距離を附属書図1に示す。
単位 mm
中心間の場所
中心間距離
a (1-2点間)
2.3±0.1
b (1-4点間)
2.3±0.1
p (1ますの領域・横1-1点間)
6.1±0.2
q (1行の領域・縦1-1点間)
5a以上
附属書図 1 点字の配列及び点の中心間距離
4
T 9253:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
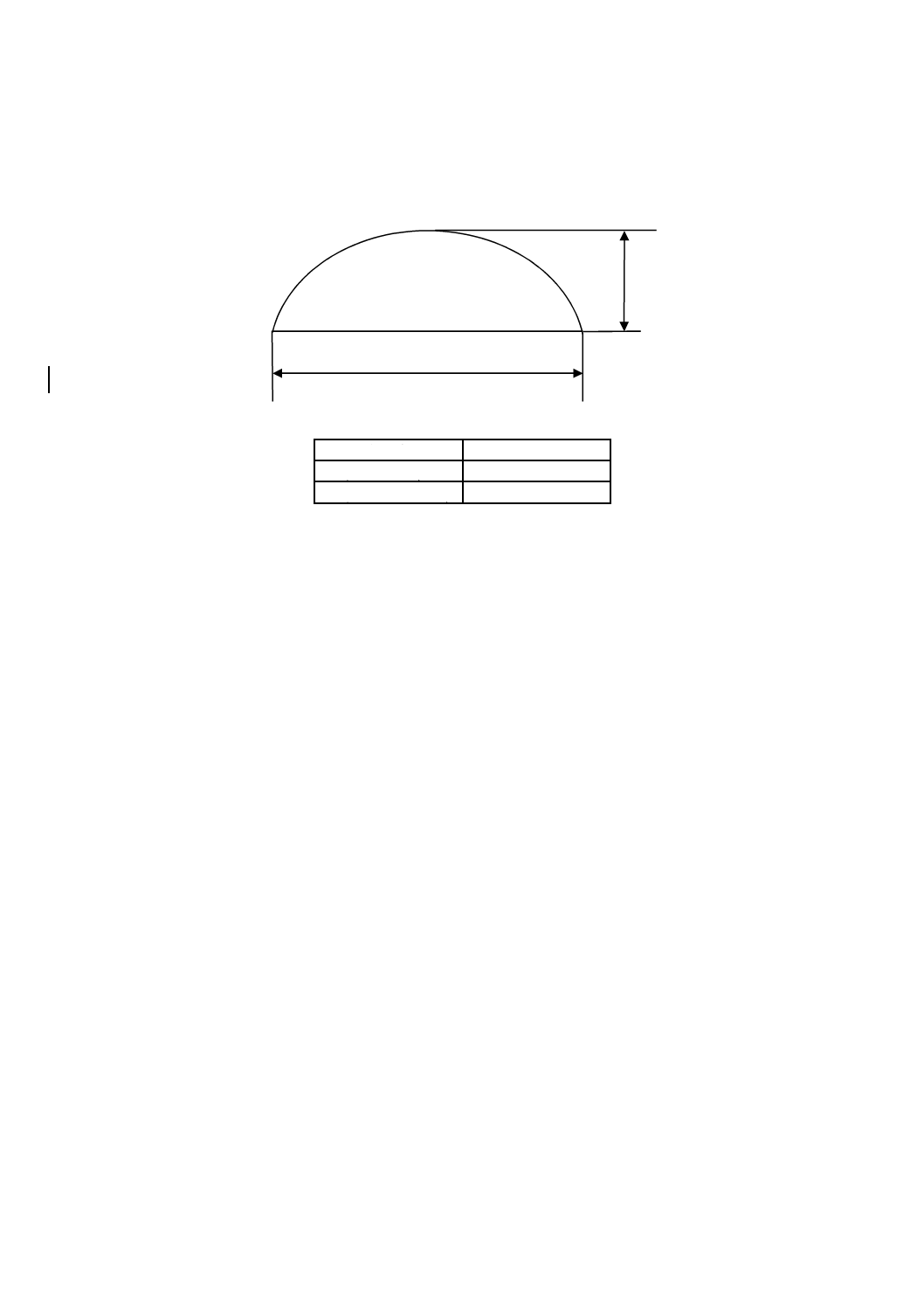
d
2. 一点の断面形状及び寸法 紫外線硬化樹脂インキをスクリーン印刷した場合の点字一点の断面形状及
び寸法を附属書図2に示す。
単位 mm
直径と高さ
寸法
d (底面の直径)
1.45±0.05
h (点の中心の高さ)
0.4±0.1
附属書図 2 一点の断面形状及び寸法
h