T 8142:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本保安
用品協会(JSAA)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS T 8142:1989は改正され,この規格に置き換えられる。
今回の改正は,国際規格との整合化によって,JIS T 8141が改正されたのに伴いそれとの整合のため改
正された。
2
T 8142:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 種類及び形式 ·················································································································· 2
5. 品質 ······························································································································ 3
5.1 面体 ···························································································································· 3
5.2 溶接面の電気絶縁性 ······································································································· 3
5.3 金属部品の耐食性 ·········································································································· 3
6. 構造 ······························································································································ 3
6.1 一般 ···························································································································· 3
6.2 ヘルメット形溶接面 ······································································································· 3
6.3 ハンドシールド形溶接面 ································································································· 4
7. 面体の寸法 ····················································································································· 4
8. 材料 ······························································································································ 4
9. 試験 ······························································································································ 4
9.1 面体 ···························································································································· 4
9.2 溶接面の電気絶縁性試験 ································································································· 6
9.3 金属部品の耐食性試験 ···································································································· 6
10. 製品の呼び方 ················································································································ 6
11. 表示 ···························································································································· 6
12. 取扱説明書 ··················································································································· 7
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 8142:2003
溶接用保護面
Personal face protectors for welding
1. 適用範囲 この規格は,JIS T 8141の遮光保護具に規定するフィルタプレート及びカバープレートと
併用することによって,溶接,熱切断などの際に発生する目に有害な紫外放射及び赤外放射並びに強烈な
可視光(以下,有害光線という。)から作業者の目を保護し,かつ,アーク,スパッタなどによる外傷の危
険から顔部及び頭けい部の前面を保護する溶接用保護面(以下,溶接面という。)について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS T 8131:2000 産業用安全帽
JIS T 8141 遮光保護具
3. 定義 この規格で用いる主な用語の定義は,次による。
a) フィルタプレート 有害光線を遮へいする長方形のフィルタで,JIS T 8141に規定するフィルタプレ
ート。
b) カバープレート スパッタ,ヒュームなどがフィルタプレートに付着するのを防ぐための長方形で無
色透明のガラス板又はプラスチック板。フィルタプレートと併用する。
c) 面体 顔部及び頭けい部の前面を覆うものであって,フィルタプレート及びカバープレートを挿入で
きる窓部をもつもの。
d) ヘルメット形 頭部に装着する溶接面。
e) ハンドシールド形 手で保持する溶接面。
f)
安全帽 JIS T 8131の産業用安全帽に規定するもの又は労働安全衛生法の保護帽の規格に規定するも
の。
2
T 8142:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
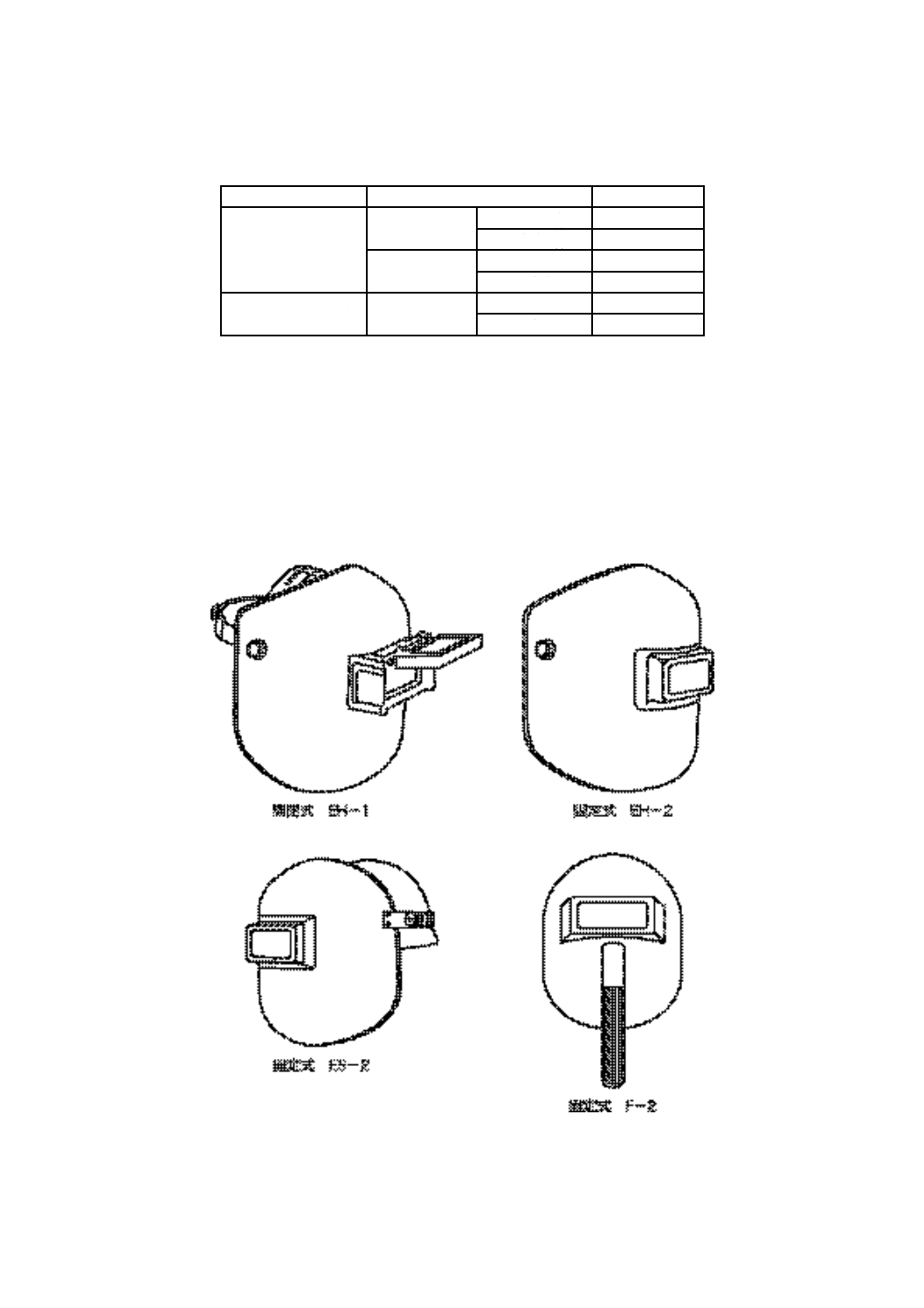
4. 種類及び形式 溶接面の種類及び形式は,表 1及び図 1による。
表 1 溶接面の種類及び形式
種類
形式
記号
ヘルメット形
ヘッドギヤ
タイプ
開閉式 (1)
EH-1
固定式 (2)
EH-2
安全帽取付け
タイプ
開閉式
ES-1
固定式
ES-2
ハンドシールド形
―
開閉式
F-1
固定式
F-2
注(1) 開閉式とは,窓部が二重になっていて外側窓枠が開閉できるもの。
(2) 固定式とは,窓部が開閉できないもの。
備考1. 表の記号は,次による。
E :ヘルメット形の略号
F :ハンドシールド形の略号
H :ヘッドギヤタイプの略号
S :安全帽取付けタイプの略号
1 :開閉式の略号
2 :固定式の略号
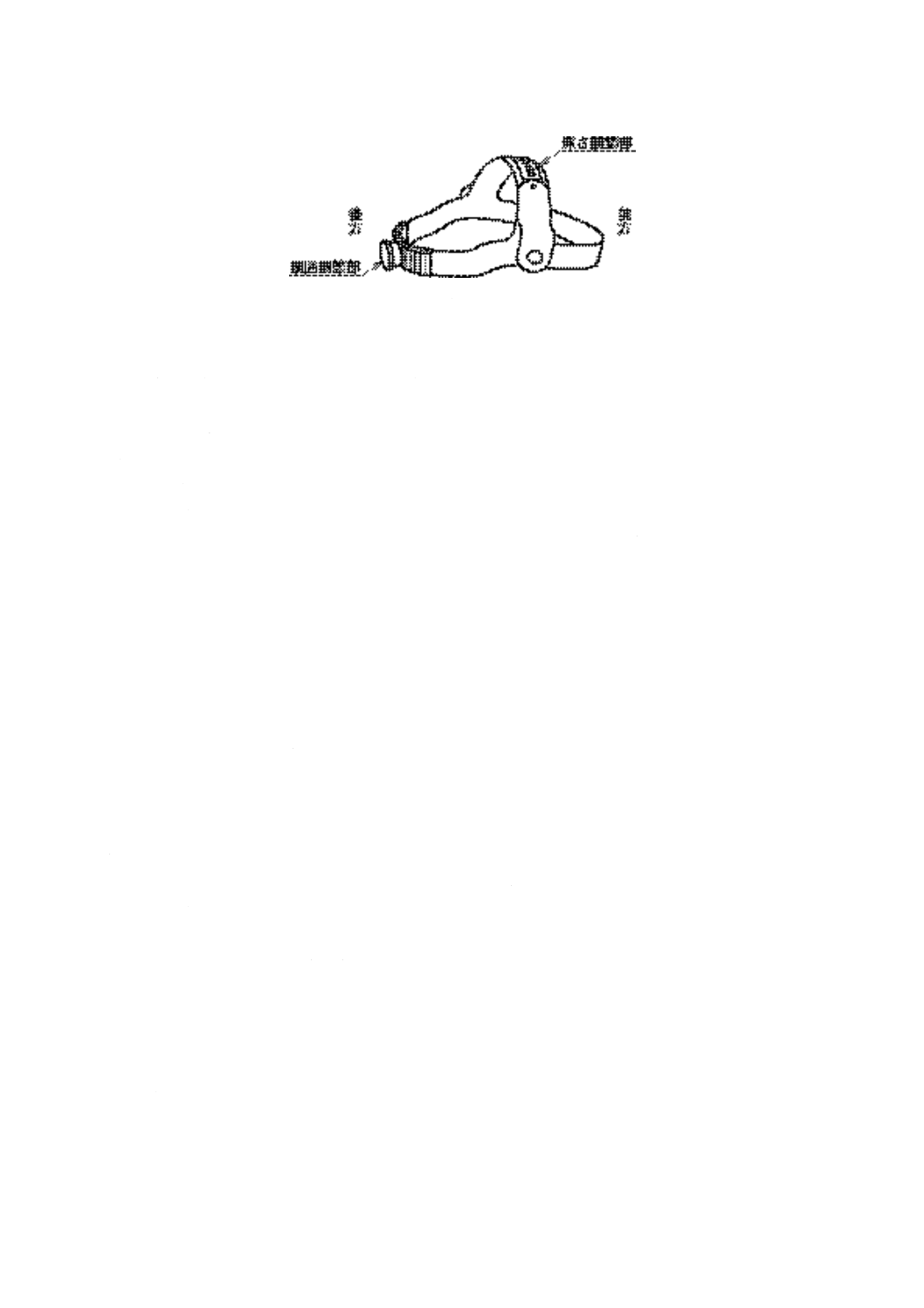
2. ヘッドギヤについては,参考図 1に示す。
図 1 溶接面の種類及び形式(図は一例を示す)
3
T 8142:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考図 1 ヘッドギヤ(図は一例を示す)
5. 品質
5.1
面体 面体は,次の性能をもたなければならない。
a) 難燃性 9.1 a)によって試験を行ったとき,1分間に75 mm以上の速度で燃えてはならない。
b) 引張強さ 9.1 b)によって試験を行ったとき,次の規定を満足しなければならない。
1) 常温における引張強さ 50 MPa以上でなければならない。
2) 加熱後の引張強さ 30 MPa以上でなければならない。
c) 耐熱ひずみ 9.1 c)によって試験を行ったとき,変形が10.0 mm以下でなければならない。
5.2
溶接面の電気絶縁性 溶接面は,9.2によって試験を行ったとき,電気絶縁抵抗は,0.50 MΩ以上で
なければならない。
5.3
金属部品の耐食性 金属部品は,9.3によって試験を行ったとき,腐食があってはならない。ただし,
ばねは除く。
6. 構造
6.1
一般 面体は,顔部及び頭けい部の前面を有害光線,スパッタなどから防護するような大きさと形
状をもち,内面は反射を防ぐために暗色とし,金属部品が面体を貫通している構造のものは,金属部品の
面体の内側又は外側を電気絶縁体で覆ったものでなければならない。また,窓枠は,着用者の視野を妨げ
ない構造のもので,フィルタプレート及びカバープレートが自由に交換でき,かつ,有害光線がプレート
と窓枠のすき間から漏れない構造でなければならない。
なお,各部は,着用者に切り傷,擦過傷を与えないよう鋭角,凹凸などがなく,仕上げが良好でなけれ
ばならない。
6.2
ヘルメット形溶接面 ヘルメット形溶接面は,次のa) 〜 c)を満足しなければならない。
a) ヘッドギヤ ヘッドギヤは,面体が着用者の頭部のいずれにも触れないように,かつ,しっかりと顔
の前面に面体を保持できるとともに,着用者が面体を頭上にはね上げて使用できる構造でなければな
らない。また,面体の上げ下げは容易でなければならない。
なお,ヘッドギヤは,容易に調節でき,かつ,前額部に当たる部分には,汗止めを取り付けられる
構造でなければならない(参考図 1参照)。
b) 安全帽取付け部 ヘッドギヤの代わりに安全帽を着用し,面体をこれに連結するものについては,安
全帽取付け部の機構は,a)の条件を満たさなければならない。
c) あご止め又は位置決めストッパ 着用者の顔面に面体が直接触れないようにするためのあご止め又は
位置決めストッパを設ける場合には,あご止め及び位置決めストッパの取外しが可能でなければなら
ない。
4
T 8142:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
ハンドシールド形溶接面 ハンドシールド形溶接面は,次のa)及びb)を満足しなければならない。
a) ハンドグリップ ハンドグリップは,ぐらつかないよう面体へ強固に取り付け,着用者が片手でハン
ドグリップを支えて顔面を覆いながら作業するのに適した構造でなければならない。
b) あご止め及び位置決めストッパ あご止め及び位置決めストッパは,設けてはならない。
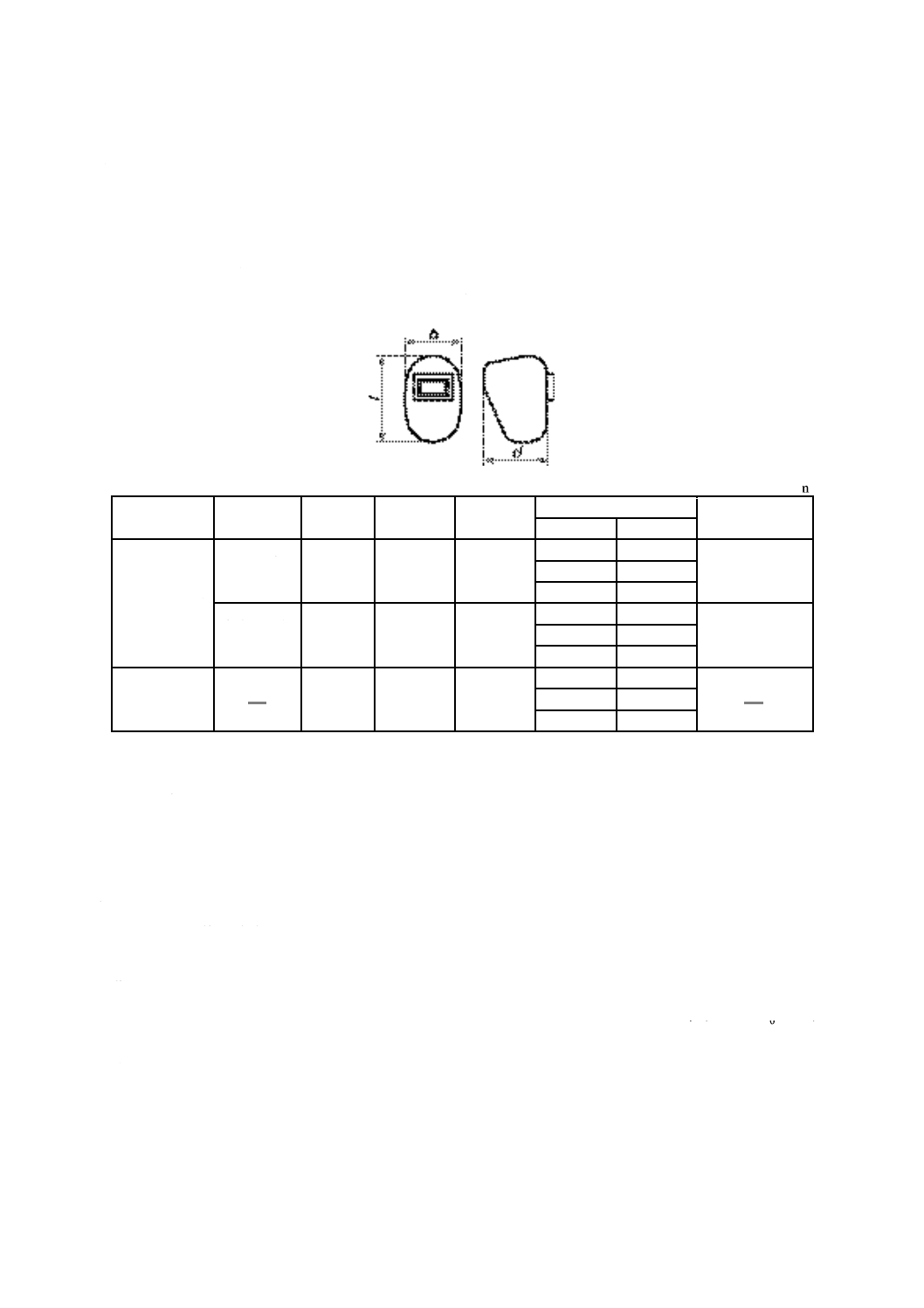
7. 面体の寸法 面体の寸法は,表 2による。
表 2 面体の寸法
単位 mm
種類
形式
長さ
l
幅
b
深さ
d
窓枠開口部の大きさ
目から面体内面
までの距離
縦方向
横方向
ヘルメット形
ヘッドギヤ
タイプ
320以上
210以上
140以上
40±2
90±2
50以上
90±2
90±2
40以上
90以上
安全帽取付
けタイプ
320以上
210以上
140以上
40±2
90±2
50以上
90±2
90±2
40以上
90以上
ハンドシール
ド形
―
310以上
210以上
120以上
40±2
90±2
―
90±2
90±2
40以上
90以上
8. 材料 溶接面の各部に使用する材料は,フィルタプレート及びカバープレートを除き次の条件を満足
しなければならない。
a) 皮膚に接触する部分に使用する材料は,皮膚に有害な影響を与えないものでなければならない。
b) 強さ,弾性などが用途に対し適切でなければならない。
9. 試験
9.1
面体 面体の試験は,次による。
a) 難燃性試験
1) 予備処理 面体を温度20±5 ℃,相対湿度(50±5)%の環境で約90時間放置しておく。
2) 準備 面体の最も肉厚の薄い部分から,なるべく平らな試験片(幅13
5.0
0
+
mm,長さ12020+ mm)
を3個切り取り,ノギスなどで全長を測定しておく。
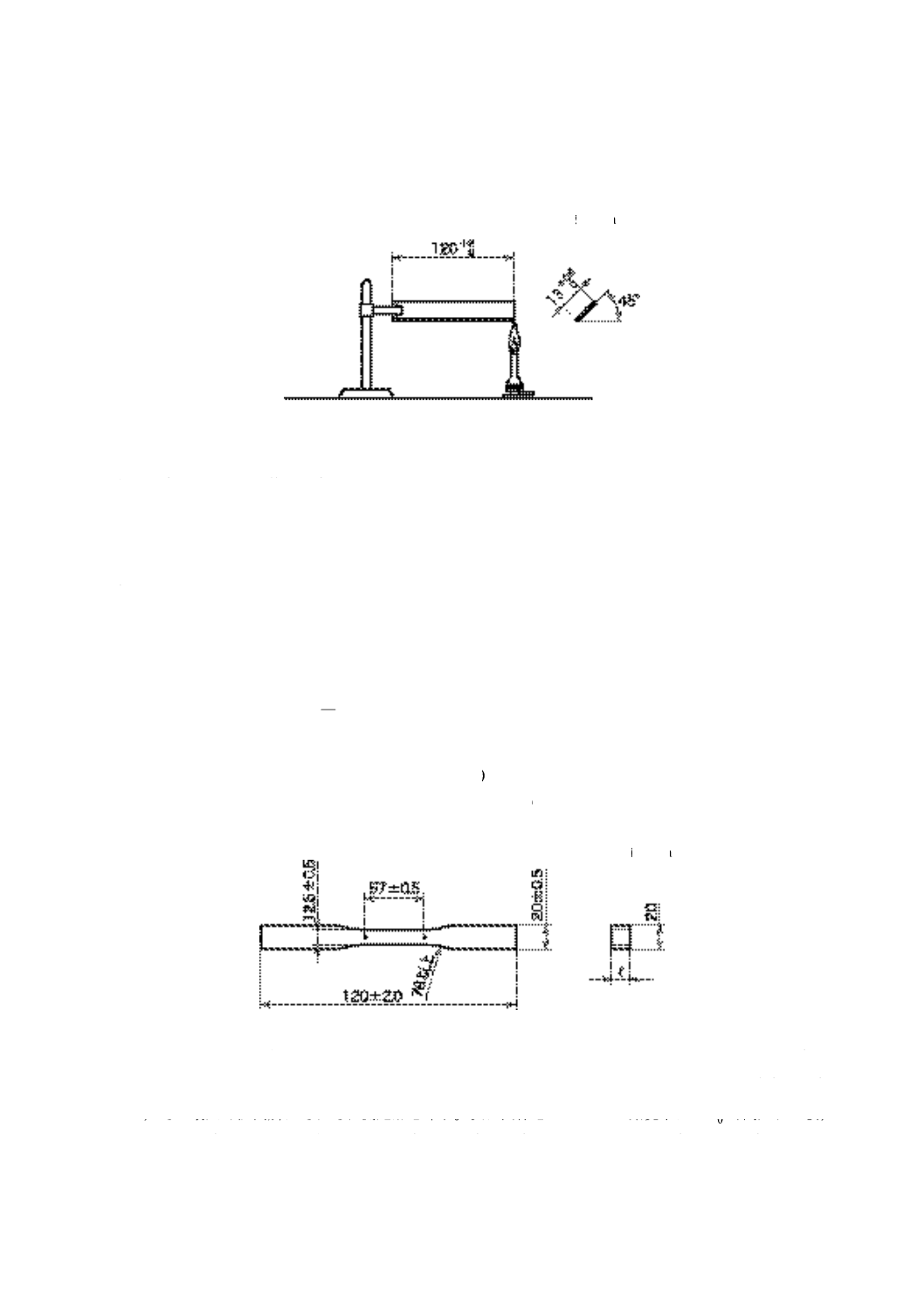
3) 試験方法 無風の室内で,図 2に示すように試験片の長軸を水平面に対してほぼ45度になるよう
に一端をクランプでつかみ,スタンドに保持する。試験片の自由端にガスバーナの長さ13〜19 mm
の青い炎の先端を接触させる。その接触と同時にストップウォッチを始動させ10秒経過後,ガスバ
ーナの炎を取り去り,試験片を燃えるままの状態にする。ガスバーナの炎を取り去ったときから1
分後に試験片の燃焼を消火し,ブラシなどでカーボンをきれいに落としてから,燃え残った試験片
5
T 8142:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の最短部分の長さを測定する。この長さと2)で測定したその試験片の全長との差によって燃焼速度
を求める。3個の試験片についてそれぞれ燃焼速度を求め,それらの平均値を算出する。
単位 mm
図 2 燃性試験装置(図は一例を示す)
b) 引張強さ試験
1) 試験片の採取 面体の縦方向から図 3に示す試験片を常温及び加熱後の引張試験用に各3個採取す
る。
2) 常温における引張強さ 試験片を温度20±5 ℃,相対湿度(50±5)%の環境で約90時間放置して
おいた後,引張強さを測定し,その平均値を算出する。
3) 加熱後の引張強さ 試験片を125±3 ℃の環境中に適切な方法で2時間以上つるし,次に,これを
取り出し,常湿(50±5)%の環境で約24時間放置した後,引張強さを測定し,その平均値を算出
する。
なお,引張強さは切断時の力を試験片の原断面積で除したMPaで表し,次の式で計算する。
S
F
T=
ここに, T:引張強さ(MPa)
F:切断時の力(N)
S:試験片の断面積(mm2)
単位 mm
図 3 引張強さ試験片(図は一例を示す)
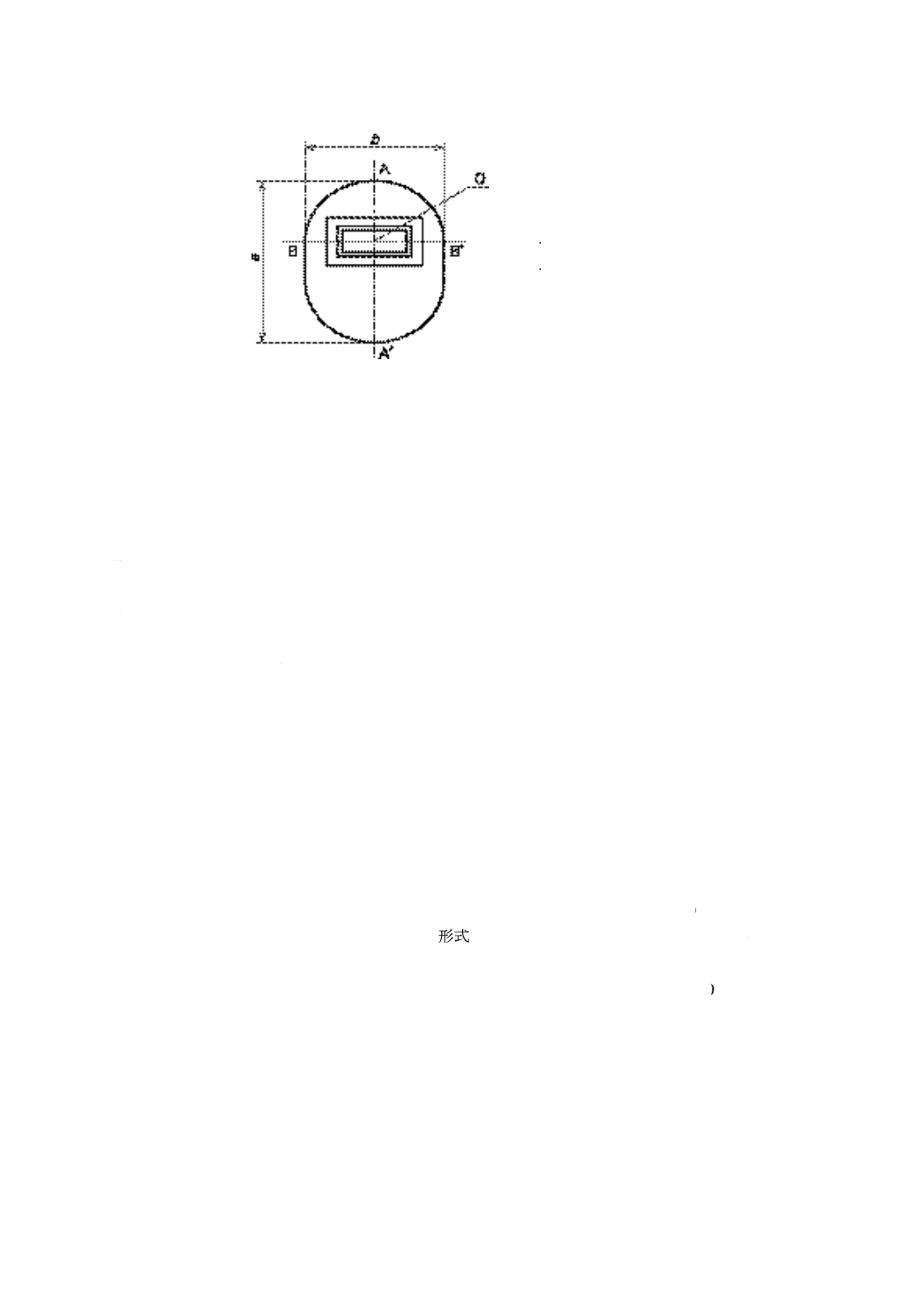
c) 耐熱ひずみ試験 面体をあらかじめ40±2 ℃の環境中に約1時間入れた後,図 4に示す要領で,窓部
の中心を通る垂直線,水平線に沿って面体の長さと幅の寸法をあらかじめ1.0 mmまでの精度で測定
し,その最大寸法箇所にそれぞれ測定点を印す。次に面体を70±2 ℃の環境中に2410+時間入れた後,
室温で約4時間放置し,面体の長さと幅方向の測定点の変形寸法をそれぞれ測定する。測定点の例を
図 4に示す。
6
T 8142:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 4 測定要領
9.2
溶接面の電気絶縁性試験 溶接面の電気絶縁性試験は,次による。
a) 準備 窓部にフィルタプレート及びカバープレートを挿入した状態で,面体外面を上にして,あらか
じめ水でぬらして固く絞ったさらし(晒)又はこれと類似の布片を3枚程度重ね,試験直前まで面体外
面に約10分間保つ。布片の大きさは,面体の外面にすき間を生じない大きさとする。
b) 試験方法
1) 準備した面体の布片を取らずに,バンドその他で面体にこの布片を密着させ,面体の外面を下に向
けておく。
2) 絶縁抵抗計の500 V電源からの一極を湿った布片につなぎ,他の一極をプローブ(テスト棒)につ
なぐ。
3) 次にプローブがほぼ垂直に接触できるように動かしながら,23 N以上の力でプローブを面体内面の
適切な3点以上の箇所に接触させ,抵抗値を測定する。
9.3
金属部品の耐食性試験 沸騰した10 %食塩水(質量分率)に15分間浸した後,直ちに常温の10 %
食塩水に10分間浸し,付着した食塩を洗浄することなく, 24時間常温で乾燥した後,微温湯で洗浄し,
目視によって腐食の有無を調べる。
10. 製品の呼び方 製品の呼び方は,種類,形式及び窓枠開口部の大きさによるか,又は製品名称の略称,
記号及び窓枠開口部の大きさによらなければならない(表1及び表2参照)。
例1. 種類,形式及び窓枠開口部の大きさによる場合
ヘルメット形溶接面 ヘッドギヤタイプ開閉式 40×90
種類 形式 窓枠開口部の大きさ
例2. 製品名称の略称,記号及び窓枠開口部による場合
溶接面 EH-1 40×90
製品名称の略称 記号 窓枠開口部の大きさ
11. 表示 面体の見やすいところに,容易に消えない方法で次の事項を表示しなければならない。
a) 溶接面の種類及び形式又はその記号
b) 製造業者名又はその略号
c) 製造年月又はその略号
a : 測定点A及びA′の寸法
b : 測定点B及びB′の寸法
O : 垂直線,水平線の交点
7
T 8142:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12. 取扱説明書 溶接面には,次の事項を記載した取扱説明書を添付しなければならない。
a) 使用上の注意
b) 保守の方法
c) その他の必要事項