T 8128:2018
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 一般及び設計要求事項 ······································································································· 5
4.1 一般要求事項 ················································································································ 5
4.2 設計要求事項 ················································································································ 5
4.3 ポケット及びポケットフラップ ························································································ 6
4.4 開閉部及び縫合部 ·········································································································· 6
4.5 ハードウェア ················································································································ 6
5 準備······························································································································· 6
5.1 試料採取 ······················································································································ 6
5.2 洗濯による前処理 ·········································································································· 6
5.3 経年変化 ······················································································································ 7
5.4 試料調整 ······················································································································ 7
6 一般性能要求事項 ············································································································· 7
6.1 クラス分類 ··················································································································· 7
6.2 引張強さ ······················································································································ 7
6.3 引裂強さ ······················································································································ 7
6.4 編物及び縫合部の破裂強さ ······························································································ 8
6.5 縫合部強さ ··················································································································· 8
6.6 寸法変化 ······················································································································ 8
6.7 火炎伝ぱ性 ··················································································································· 8
6.8 金属溶滴のばく露 ·········································································································· 9
6.9 熱伝達性(放射熱) ······································································································· 9
6.10 電気抵抗 ···················································································································· 10
6.11 皮革の脂肪分 ·············································································································· 10
6.12 性能要求事項 ·············································································································· 10
7 表示······························································································································ 11
8 製造業者が提供する情報 ··································································································· 11
8.1 一般 ··························································································································· 11
8.2 適切に使用するための情報 ····························································································· 11
8.3 不適切な使用への警告 ··································································································· 12
8.4 手入れ及び保守管理情報 ································································································ 12
附属書A(規定)溶接作業用防護服のタイプを選択するための手引き(クラス1/クラス2) ············ 13
T 8128:2018 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
附属書B(規定)評価及び分類のための特性値の決定方法 ··························································· 14
附属書C(規定)測定の不確かさ ··························································································· 15
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 16
T 8128:2018
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,公益社団法人日本保安用品協会(JSAA)及
び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出が
あり,日本工業標準調査会の審議を経て,厚生労働大臣及び経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣,経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の
特許出願及び実用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 8128:2018
溶接及び関連作業用防護服
Protective clothing for use in welding and allied processes
序文
この規格は,2015年に第2版として発行されたISO 11611を基とし,使用上の利便性を考慮するため技
術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,フード,エプロン,スリーブ,ゲートルを含め,頭部(フード),脚部(ゲートル)など着
用者の身体を防護するための防護服で,溶接及び関連作業(以下,溶接作業という)において着用する防
護服に関する性能要求事項及び試験方法について規定する。また,着用者の頭部及び脚部の防護用として
は,この規格は,フード及びゲートルだけに適用する。ただし,この規格は,足,手,顔及び/又は目の
保護具に関する要求事項は含まない。
この規格に定める防護服は,着用者をスパッタ[溶融金属の小飛まつ(沫)],火炎との短時間ばく露,
及び溶接作業で使用する電気アークから防護し,通常の溶接条件下で直流約100 Vに達した通電中の導電
体に接触した場合に受ける電気ショックを,最小限にすることを目的とする。汗及び汚れは,防護性能に
影響を与える可能性がある。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 11611:2015,Protective clothing for use in welding and allied processes(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 6557-2 革試験方法−物理試験−第2部:引張強さ及び伸びの測定
注記 対応国際規格:ISO 3376,Leather−Physical and mechanical tests−Determination of tensile
strength and percentage extension(MOD)
JIS K 6557-3 革試験方法−物理試験−第3部:シングルエッジ法による引裂荷重の測定
注記 対応国際規格:ISO 3377-1,Leather−Physical and mechanical tests−Determination of tear load
−Part 1: Single edge tear(MOD)
JIS K 6558-4 革試験方法−化学試験−第4部:ジクロロメタン又はヘキサン可溶性物質の測定
2
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 対応国際規格:ISO 4048,Leather−Chemical tests−Determination of matter soluble in
dichloromethane and free fatty acid content(MOD)
JIS K 6911 熱硬化性プラスチック一般試験方法
JIS L 0105 繊維製品の物理試験方法通則
JIS L 1093 繊維製品の縫目強さ試験方法
注記 対応国際規格:ISO 13935-2,Textiles−Seam tensile properties of fabrics and made-up textile
articles−Part 2: Determination of maximum force to seam rupture using the grab method(MOD)
JIS L 1096 織物及び編物の生地試験方法
注記 対応国際規格:ISO 13934-1,Textiles−Tensile properties of fabrics−Part 1: Determination of
maximum force and elongation at maximum force using the strip method及びISO 13938-1,Textiles
−Bursting properties of fabrics−Part 1: Hydraulic method for determination of bursting strength and
bursting distension(MOD)
JIS L 1909 繊維製品の寸法変化測定方法
注記 対応国際規格:ISO 5077,Textiles−Determination of dimensional change in washing and drying
(MOD)
JIS T 8005 防護服の一般要求事項
注記 対応国際規格:ISO 13688,Protective clothing−General requirements(MOD)
JIS T 8020 熱及び火炎に対する防護服−放射熱暴露による防護服材料の性能評価
注記 対応国際規格:ISO 6942,Protective clothing−Protection against heat and fire−Method of test:
Evaluation of materials and material assemblies when exposed to a source of radiant heat(MOD)
JIS T 8022 防護服−熱と炎からの防護−火炎伝ぱ性試験方法
注記 対応国際規格:ISO 15025,Protective clothing−Protection against flame−Method of test for
limited flame spread(IDT)
JIS T 8025 防護服−溶融金属の飛まつ(沫)に対する防護服材料の測定方法
注記 対応国際規格:ISO 9150,Protective clothing−Determination of behaviour of materials on impact
of small splashes of molten metal(MOD)
ISO 7000,Graphical symbols for use on equipment−Registered symbols
ISO 13937-2,Textiles−Tear properties of fabrics−Part 2: Determination of tear force of trouser-shaped test
specimens (Single tear method)
ISO 13938-2,Textiles−Bursting properties of fabrics−Part 2: Pneumatic method for determination of bursting
strength and bursting distension
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
経年変化(ageing)
時間の経過に伴う防護服材料の初期特性の変化。
注記 経年変化は,次の一つ以上の因子の組合せによって引き起こされる。
− 洗濯,保守管理又は殺菌処理。
− 可視光線及び/又は紫外線。
3
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 高温,低温又は温度変化。
− 湿気を含む化学物質。
− 細菌,菌類,昆虫,その他の小動物などの生物因子。
− 摩耗,折曲げ,圧迫,変形などの機械的作用。
− 汚れ,油,溶融金属飛まつ(沫)などの汚染物質。
− 通常の使用による損耗。
3.2
エアアークガウジング(air-arc gouging)
炭素電極及び圧縮空気を用いて,アーク熱で溶かした金属を圧縮空気で連続的に吹き飛ばして金属表面
に溝を掘る方法(JIS Z 3001-1の11722)。
3.3
関連作業(allied processes)
熱切断,エアアークガウジング,溶射などの溶接に関連する危険性がある作業。
3.4
洗濯(cleaning)
汚れなどの付着物質を除去する手段。
3.5
防護服構成(clothing assembly)
着用時の順番に配置された防護服の組合せ。
3.6
部材構成(component assembly)
最終的な防護服構造として提示される全ての材料及びハードウェアの組合せ。
3.7
試料調整(conditioning)
標準的な温湿度環境条件下で,規定時間,試料を維持すること。
3.8
ゲートル(gaiter)
脚の膝下部分を保護するための取外し可能な保護具。靴の甲まで覆うものもある。
3.9
ハードウェア(hardware)
防護服の一部又は附属物になる非繊維品。
例 金属,プラスチック製のボタン,スライドファスナー又は面ファスナー。
3.10
ヘム(hem)
裾の折返し部分。
3.11
孔(hole)
溶融,赤熱又は無炎燃焼による境界線を伴う,最大長が5 mm以上の試験片内の破損。
4
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.12
フード(hood)
頭部及びけい(頸)部を覆うもの。肩まで覆うものもある。
3.13
最内層材料(innermost lining)
着用者の皮膚に最も近い防護服の材料。
3.14
中間層材料(interlining)
積層構造の表地と最内層材料との間の層。
3.15
材料(material)
ハードウェアを除く,防護服を構成する素材。
3.16
材料構成(material assembly)
防護服を構成する全ての材料の組合せ。
3.17
積層材料(multilayer material)
複数の防護服材料を重ね合わせて一体化した材料。
3.18
表地(outer material)
防護服の最外層の材料。
3.19
パッチポケット(patch pocket)
張り付けて作ったポケット(JIS L 0112の1407)。
3.20
前処理(pre-treatment)
試験前に行う試料準備。
3.21
防護服(protective clothing)
個人用衣服の上から又はその代わりに着用する衣服類で,着用する身体の部分を特定の危険有害性から
守るもの。
3.22
再帰性反射材(retroreflective material)
再帰反射性能をもつ材料(JIS T 8127参照)。
3.23
縫合部(seam)
複数の材料を恒久的に接合した部分。
3.23.1
わき縫い(side seam)
衣服の前身頃を上にして平面上に広げたとき,衣服の側部に沿う縫合部。
5
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.23.2
地縫い(structural seams)
衣服を形作る縫合部。
3.24
腕カバー(sleeve)
上着又はオーバーオールの袖に追加して腕の一部又は全体及び手首を防護するための保護具。
3.25
溶射(thermal spraying)
燃焼又は電気エネルギーを用いて溶射材料を溶融又はそれに近い状態にした粒子を基材に吹き付けて被
膜を形成すること(JIS H 8200の1001)。
3.26
溶接(welding)
2個以上の母材を,接合される母材間に連続性があるように,熱,圧力又はその両方によって一体にす
る操作(JIS Z 3001-1の11101)。
4
一般及び設計要求事項
4.1
一般要求事項
この規格に規定されていない一般要求事項は,JIS T 8005による。
溶接作業用防護服は,金属ファスナーなどによる外部から内部への通電防止の設計しなければならない。
4.2
設計要求事項
4.2.1
サイズ
防護服のサイズは,JIS T 8005による。
4.2.2
形状及び構造
溶接作業用防護服は,胴の上部及び下部,けい(頸)部,腕から手首,及び脚からくるぶしを完全に覆
うもので,次の形状及び構造とする。
a) 形状 一体形防護服,例:カバーオール若しくはボイラースーツ,又は上衣及び下衣から成るツーピ
ース形防護服
b) 構造 防護服の外面のプリーツなどは,高温物及び/又は溶融物の捕捉場所と成り得る。防護服にプ
リーツなどを付ける場合には,プリーツなどの底部に溶融金属の取り込みを防止することができる手
段をもつこととする。要求事項の適合性は目視検査によって確認する。
この規格に規定するツーピース形防護服は,上衣の裾が下衣上部と重なり,その重なりしろは,次に示
す動作で離れてはならない。すなわち,防護服は,正しいサイズを着用した作業者が,直立して両腕を頭
上にいっぱいに伸ばした後,指先が地面に触れるまで前屈しても,上衣と下衣との重なりが維持されてい
なければならない。着用した防護服が適切なサイズであるかの確認は,目視によるフィット性の評価及び
寸法測定によって行う。また,直立時にも手首,前腕,及びくるぶしを覆うものでなければならない。こ
のことは一体形防護服にも適用する。
4.2.3
特定の部位を追加防護する防護服
溶接作業用防護服は,4.2に規定する防護服以外に,ネックカーテン,フード,腕カバー,エプロン,ゲ
ートルなどを装備することで,身体の特定の部位を追加防護する。この防護服の性能試験は,防護服と追
加防護する防護服から成る防護服構成について行う。フード,スリーブ,エプロン,ゲートルなどの追加
6
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
防護する防護服は,適切なサイズの防護服と共に着用したときに意図する領域を覆うものであり,かつ,
単独で規格の要求事項を満たさなければならない。
エプロンは,着用者の身体前面を少なくともわき縫いからわき縫いまで覆うものとする。
フードには,製造業者がフードに組み込む特定のバイザーを指定しなければならない。
4.3
ポケット及びポケットフラップ
防護服にポケットが取り付けられている場合には,ポケットは次の設計になっていなければならない。
a) パッチポケットを含め,外側への開口部のあるポケットは6.7及び6.8に適合した生地で作られていな
ければならない。
b) 貫通開口部を含め,外側への開口部のあるポケットは,次の場合は,開口部を覆うフラップを装備し
なければならない。
− ウエストから下のサイドポケットの開口部角度が,わき縫いから10°以上になるもの。
− 片脚又は両脚のわき縫いから後方にあり,平らに置いて測ったとき,開口部が75 mmを超えるポケ
ット。
c) フラップは全て,ポケット内にたくし込まれることを防ぐため,ポケットの開口部から20 mm以上(両
縁10 mm以上)の幅をもたなければならない。両側を縫い留めるか,ファスナーを用いて開口部を覆
うことができるものでなければならない。フラップ生地は6.7及び6.8に従うものとする。
4.4
開閉部及び縫合部
開閉部は,防護服の外側に防護カバーフラップを付ける設計とする。ボタン孔又はホックの間の最大距
離は150 mmとする。スライドファスナーを使用する場合には,ファスナーは,完全に閉めたときにロッ
クする設計でなければならない。袖口は,幅を調節できる開閉部を設けてもよい。開閉部及びそれが作る
折り目は袖下側にくるようにする。袖口に折返しは付けてはならない。首の開口部には開閉具を付けなけ
ればならない。
ズボン及び一体形防護服には折返しは付けてはならない。サイドスリットを設ける場合は,サイドスリ
ットが覆われる構造でなければならない。
要求事項への適合は目視によって確認する。
4.5
ハードウェア
防護服又は防護服構成の表地に取り付けられたハードウェアは,その防護服又は防護服構成の最内層材
料に達してはならない。
要求事項への適合は目視によって確認する。
5
準備
5.1
試料採取
試料は,防護服完成品から採取するか,部材構成を代表する材料から採取する。試験に用いる試料数及
び試験片の寸法は,箇条6による。
5.2
洗濯による前処理
6.2〜6.10に規定する試験の実施前に,試料を洗濯する。製造業者の取扱説明書に洗濯不可,すなわち,
使い捨てが指示されている場合には,洗濯前処理を行っていない試験片で試験する。
洗濯は,製造業者の取扱説明書に従い行う。洗濯回数が指定されていない場合には,洗濯を5回行って
から試験する(1回の洗濯は,1回の水洗い及び1回の乾燥から成る。)。水洗い及びドライクリーニングが
可能な防護服の場合には,水洗いだけを行う。ドライクリーニングだけが可能な防護服の場合には,製造
7
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
業者の取扱説明書に従いドライクリーニングする。
皮革は,洗濯が可能であることが製造業者によって示されている場合を除き,洗濯前処理を行っていな
い試験片で試験する。洗濯は製造業者の取扱説明書に従い行う。
試験結果報告書には,洗濯による前処理方法及び回数を報告する。
注記 製造業者の取扱説明書には一般に,JIS L 1930,JIS L 1931-2及びISO 15797に定める各種方法
及び処理工程の一つ若しくは複数又はこれらに相当する標準化された洗濯工程が記載されてい
る。
5.3
経年変化
6.7に規定する火炎伝ぱ性を保持するため製造業者は,防護服にある種の処置が必要な場合には,防護服
の防護性能を保持するための処置の前に行うことができる洗濯方法及び最大回数を示さなければならない。
6.7に規定する火炎伝ぱ性試験は,最後の洗濯の後,製造業者が規定する処置の前に実施する。
5.4
試料調整
皮革以外の試験片は,JIS L 0105に規定する標準状態[温度20±2 ℃,相対湿度(65±4)%]の雰囲気
で24時間以上調整する。皮革試験片は,JIS L 0105に規定する標準状態[温度20±2 ℃,相対湿度(65
±4)%]の雰囲気で48時間以上調整する。この雰囲気から試験片を取り出して2分以内に試験を開始す
る。
6.10に規定する電気抵抗試験の試料は,温度20±2 ℃,相対湿度(85±5)%の雰囲気で皮革以外の試
験片は24時間以上調整し,皮革試験片は48時間以上調整した後,試験する。
6
一般性能要求事項
6.1
クラス分類
この規格は,防護服を次の性能要求事項によって二つのクラスに分類する(附属書A参照)。
− クラス1:金属溶滴及び放射熱がもたらす危険度の低い溶接技術(少量のスパッタ及び溶滴の形成を
伴う手動溶接技術)及び作業環境(機械の使用)に対する防護である。
− クラス2:金属溶滴及び放射熱がもたらす危険度の高い溶接技術(大量のスパッタ及び溶滴の形成を
伴う手動溶接技術)及び作業環境(機械の使用)に対する防護である。
箇条6において特性値の要求事項が最小値又は最大値で表されている場合,又は最小値若しくは最大値
がその特性のクラス分類に使用される場合には,その特性値の決定は附属書Bによる。箇条6の全ての試
験結果は,附属書Cによる。
6.3,6.8及び6.9においていずれかの特性で性能がクラス1に該当する防護服の性能は,クラス1に分類
する。
6.2
引張強さ
織物表地の引張強さは,JIS L 1096の附属書J(ストリップ法)で試験し,たて方向及びよこ方向で400
N以上でなければならない。
皮革表地の引張強さは,JIS K 6557-2で試験し,生地面において直角をなす2方向について80 N以上で
なければならない。
6.3
引裂強さ
織物表地の引裂強さは,ISO 13937-2で試験し,クラス1はたて方向及びよこ方向で15 N以上,クラス
2はたて方向及びよこ方向で20 N以上でなければならない。
皮革表地の引裂強さは,JIS K 6557-3によって試験し,クラス1は,生地面において直角をなす2方向
8
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
で15 N以上,クラス2は,生地面において直角をなす2方向で20 Nでなければならない。
6.4
編物及び縫合部の破裂強さ
編物表地及び編物表地の地縫い部分の破裂強さは,JIS L 1096の附属書M(液圧法)又はISO 13938-2
(空気圧法)で試験し,試験面積が50 cm2の場合は100 kPa,試験面積が7.3 cm2の場合は270 kPa以上で
なければならない。
6.5
縫合部強さ
織物表地及び皮革の地縫いの縫合部強さは,JIS L 1093のA-3法(ISO法)で試験し,225 N以上でな
ければならない。
6.6
寸法変化
織物,不織布及びシート生地の寸法変化は,JIS L 1909で試験し,たて方向及びよこ方向で±3 %以内で
なければならない。
編地の寸法変化は,JIS L 1909で試験し,±5 %以内でなければならない。
ただし,使い捨て防護服には適用しない。
6.7
火炎伝ぱ性
6.7.1
一般
防護服材料及び縫合部の火炎伝ぱ性試験はJIS T 8022の手順A(表面着火)で行い,手順B(下端着火)
の試験は任意試験とする。試験は5.2に規定する前処理の前及び後に行う。
6.7.2
JIS T 8022の手順Aによる試験(コード文字A1)
JIS T 8022の手順Aによる試験(コード文字A1)は,次による。
a) JIS T 8022の手順Aで試験する場合には,単層防護服の試験片は表1の要求事項を満たさなければな
らない。
表1−JIS T 8022の手順Aの火炎伝ぱ性の性能要求事項(コード文字A1)
特性
要求事項
火炎伝ぱ
火炎の下端は,試験片の最上部又は左右の端部に達しない。
燃焼落下
試験片から燃焼落下物又は溶融滴下物が発生しない。
孔あきの有無
試験片のいずれの方向にも5 mm以上の孔があかない。ただし,熱と火炎
に対する防護以外の特定の防護のために使用する中間層材料を除く。
残じん時間
残じん時間は2秒以下とする。
炭化領域の内側のくすぶりはJIS T 8022で燃焼のない残じんと定義され
るが,この項の目的のため,残じんとはみなさない。
残炎時間
残炎時間は2秒以下とする。
縫合部は,地縫いを含む3枚の試験片をJIS T 8022の手順Aで試験する。バーナーの炎が縫合部に
直接当たるように,縫合部が試験片表面の中央を垂直に走るように試験片の向きを調節する。試験後
に縫合部は分離してはならない。皮革を除き,縫合部の試験は5.2の前処理後に行う。
b) 積層材料は,最内層材料の縫合部以外の縫合部を含めた積層状態の試験片を用い,防護服の表地及び
最内層材料の両表面を試験し,a)の要求事項(液体浸透など耐熱以外の特殊な防護のために使用する
中間層材料を除き,孔あきがないこと等)を満たさなければならない。
c) ハードウェアは,防護服の全ての開閉部を閉じた時(すなわち,正規な着用状態)に露出しているか
覆われているかにかかわらず,5.2の前処理後,JIS T 8022の手順Aで試験する。試験片は,JIS T 8022
に示すサイズとし,防護服層と一緒に採取する。ハードウェアを含む3枚の試験片を試験する。
9
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ハードウェアが覆われている場合には,ハードウェアが位置する部材構成の外表面にバーナーの炎
を当てる。ハードウェアが露出している場合には,ハードウェアに直接バーナーの炎を当てる。
防護服の全ての開閉機構を閉めた時にハードウェアが覆われる場合には,その構成はa)の要求事項
を満たさなければならない。試験終了後5分以上経過してから,開閉機構が1回以上開くことを確認
する。
ハードウェアが露出している場合には,ハードウェアは溶融しない又は燃焼落下物若しくは溶融滴
下物を生じてはならない。残じん時間は2秒以下,残炎時間は2秒以下でなければならない。試験終
了後5分以上経過してから,開閉機構が1回以上開くことを確認する。
d) 防護服の表面に取り付けられるラベル,バッジ,再帰性反射材,プリント等の附属物の試験片は,JIS
T 8022に示すサイズとし,表地に取り付けられた状態で採取し,5.2の前処理後に試験する。3枚の試
験片を試験する。バーナーの炎が試験片の端部ではなく中間面に直接当たるように,試験片の中心線
を附属物の長軸が垂直になるように試験片の向きを調節する。附属物は,防護服の表地と同様に,a)
の要求事項を満たさなければならない。この要求事項は,表面積が10 cm2未満の附属物(ラベル,刺
繍等)には適用しない。
6.7.3
JIS T 8022の手順Bによる試験(コード文字A2)
JIS T 8022の手順Bによる試験(コード文字A2)は,次による。
a) 単層防護服のヘム試験片は,JIS T 8022の手順Bで試験し,表2の要求事項を満たさなければならな
い。
表2−JIS T 8022の手順Bの火炎伝ぱ性の性能要求事項(コード文字A2)
特性
要求事項
火炎伝ぱ
火炎の下端は,試験片の最上部又は左右の端部に達しない。
燃焼落下
試験片から燃焼落下物又は溶融滴下物が発生しない。
残じん時間
残じん時間は2秒以下とする。
炭化領域の内側のくすぶりはJIS T 8022で燃焼のない残じんと定義され
るが,この項の目的のため,残じんとはみなさない。
残炎時間
残炎時間は2秒以下とする。
縫合部は,地縫い部分を含む3枚の試験片をJIS T 8022の手順Bで試験する。バーナーの炎が縫合
部に直接当たるように,縫合部が試験片表面の中央を垂直に走るように試験片の向きを調節する。試
験後に縫合部は分離してはならない。皮革を除き,縫合部の試験は5.2の前処理後に行う。
b) ヘム試験片は,防護服完成品から採取するか,防護服と同じ構成で作製したものとする。
c) 積層防護服の場合には,縫合部を含む材料構成のヘム試験片は積層構成の端部に火炎を当てることに
よって試験し,a)の要求事項を満たさなければならない。
6.8
金属溶滴のばく露
JIS T 8025で試験し,表地又は材料構成は次の要求事項を満たさなければならない。
− クラス1:試験片裏面の温度が40 ℃上昇した時の金属溶滴が15滴以上でなければならない。
− クラス2:試験片裏面の温度が40 ℃上昇した時の金属溶滴が25滴以上でなければならない。
試験中に発火する表地又は材料構成は,この要求事項を満たさない。
6.9
熱伝達性(放射熱)
JIS T 8020のB法によって,熱流束20 kW/m2で試験し,放射熱に対する防護が求められる単層又は積層
10
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の防護服又は材料構成は,次の放射熱伝達指数(RHTI)によってクラス分類する。
− クラス1:放射熱伝達指数(RHTI) ≧ 7.0
− クラス2:放射熱伝達指数(RHTI) ≧ 16.0
積層防護服は,積層材料の表面を熱源に向けて試験する。
注記 放射熱伝達指数(RHTI)とは,特定の入射熱流束密度で試験するとき,熱量計の温度を24±
0.2 ℃上昇させるのに必要な平均時間。
6.10 電気抵抗
試験は,温度20±2 ℃,相対湿度(85±5)%で行わなければならない。JIS K 6911に規定された試験法
に従い,適用電圧100±5 Vで試験したとき,電気抵抗は防護服のあらゆる材料構成について1.0×105 Ω
より大きくなければならない[1 mA以下の漏えい(洩)電流に相当]。試験片は中央に縫合部がこなけれ
ばならない。
6.11 皮革の脂肪分
皮革の脂肪分は,JIS K 6558-4で試験し,15 %以下でなければならない。
6.12 性能要求事項
箇条6の性能要求事項を表3に示す。
表3−性能要求事項のまとめ
項番
要求事項
クラス1
クラス2
6.2
引張強さ
織物表地
皮革表地
400 N以上
80 N以上
6.3
引裂強さ
織物表地
皮革表地
15 N以上
15 N以上
20 N以上
20 N以上
6.4
破裂強さ
試験面積:7.3 cm2
試験面積:50 cm2
270 kPa以上
100 kPa以上
6.5
縫合部強さ
織物表地
皮革表地
225 N以上
225 N以上
6.6
寸法変化
織物,不織布,シート生地
編物
±3 %
±5 %
6.7
火炎伝ぱ性
手順A
手順B
火炎の下端は,試験片の最上部又は左右の端部に達しない
孔があかないa)
燃焼落下物又は溶融滴下物が発生しない
残じん時間2秒以下
残炎時間2秒以下
6.8
金属溶滴のばく露
15滴以上
25滴以上
6.9
熱伝達性(放射熱 B法)
RHTI ≧ 7.0
RHTI ≧ 16.0
6.10
電気抵抗
1.0×106 Ω以上
6.11
脂肪分
15 %以下
注a) 6.7.3で引用するJIS T 8022の手順Bには孔あきの評価項目はない。
11
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
表示
この規格の要求事項を満たす防護服には,次の情報をJIS T 8005に従って表示する。
a) 分類
− クラス1:この規格番号及び西暦年並びに図1に示す図記号及び,“クラス1”,火炎伝ぱ性に関する
“A1”又は“A1+A2”のいずれか。
− クラス2:この規格番号及び西暦年並びに図1に示す図記号及び,“クラス2”,火炎伝ぱ性に関する
“A1”又は“A1+A2”のいずれか。
図1−図記号:溶接作業に対する防護(ISO 7000-2683)
b) 使い捨てを意図する防護服は,“再使用禁止”と明記するとともに,図2に示すISO 7000-1051の図記
号を表示する。
図2−図記号:再使用禁止(ISO 7000-1051)
c) 再利用可能な防護服は,洗濯に関する指示を表示する。
8
製造業者が提供する情報
製造業者はJIS T 8005に基づき,次の事項を通知又は警告情報として取扱説明書に含めなければならな
い。
8.1
一般
防護性能を維持する洗濯に関する情報(JIS T 8005参照)。
仕上げ加工によって防護性能が維持される場合には,仕上げ加工を必要とする洗濯の最大回数及び再仕
上げ方法の手順。
8.2
適切に使用するための情報
適切に使用するための情報は,次による。
a) 溶接作業用防護服の適切なクラスの選択に関する助言(附属書A参照)
b) 防護服が対象とする特定の危険有害性[例:火炎,溶融金属飛まつ(沫),放射熱,短時間の偶発的な
電気的接触]
c) 頭上で溶接作業をする場合など,追加の保護具を必要とする場合がある警告
d) 感電の危険が大きい場合には,追加の電気絶縁層が必要となることの警告
アーク溶接回路の通電部分との短い不慮の接触に対する防護だけを意図したものであり,6.10の要
求事項を満たす防護服は,電圧が直流100 V前後までの通電中の導電体との短期かつ偶発的接触に対
12
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
する防護を提供するために設計されたものである。
8.3
不適切な使用への警告
不適切な使用への警告は,次による。
a) 防護服に可燃性物質が付着する場合には,火炎に対する防護性能が低下する。
b) 空気中の酸素濃度の増加は,防護服の火炎に対する防護性能が低下する。
c) 防護服がぬ(濡)れている,汚染しているなどの場合には,防護服の電気絶縁性が低下する。
d) ツーピース形防護服については,上衣・下衣を同時に着用しなければならない。
e) 追加の身体防護を必要とする場合には,この規格による防護服に追加して他の防護具(防護服を含む。)
を着用しなければならない。
f)
目的外使用をしてはならない。
8.4
手入れ及び保守管理情報
洗濯方法,洗濯の最大回数,維持,検査,及び可能な場合には防護服の修理についての使用者に対する
情報。指定した最大回数の洗濯後における防護服の性能に関する情報。
13
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
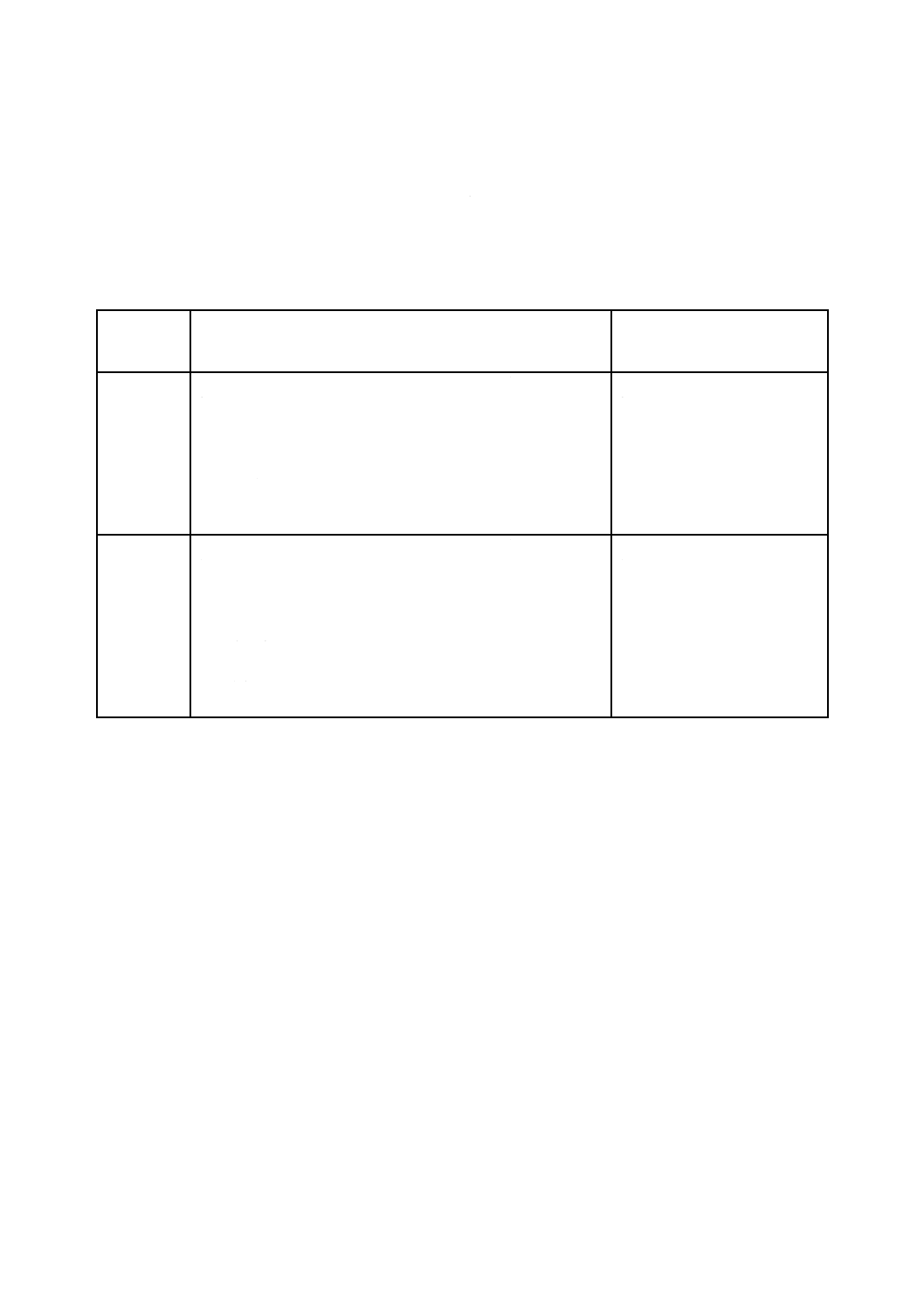
附属書A
(規定)
溶接作業用防護服のタイプを選択するための手引き
(クラス1/クラス2)
表A.1−溶接作業で使用する防護服の選択基準
溶接作業用
防護服
タイプ
作業工程に関する選択基準
環境条件に関する選択基準
クラス1
少量のスパッタ及び溶滴の形成を伴う手動溶接技術
例 ガス溶接
TIG溶接
MIG溶接
マイクロプラズマ溶接
ろう付け
スポット溶接
MMA溶接(ルチル被覆電極による)
機械の使用
例 酸素切断機
プラズマ切断機
抵抗溶接機
溶射のための機械
ベンチ溶接
クラス2
大量のスパッタ及び溶滴の形成を伴う手動溶接技術
例 MMA溶接(基本電極又はセルロース被覆電極による)
MAG溶接(CO2又は混合ガスによる)
MIG溶接(大電流による)
セルフシールドフラックス入りワイヤアーク溶接
プラズマ切断
ガウジング
酸素切断
熱溶射
機械の使用
例 狭い空間での作業
頭上又は比較的窮屈な姿勢
での溶接又は切断
14
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
評価及び分類のための特性値の決定方法
この規定は,この規格で要求される性能試験に対して適用する。
試験片の全ての個別成績が性能要求事項を満たさなければならない。
結果は,平均値を報告する。
材料のたて方向及びよこ方向で異なる特性値を示した場合には,特性値は性能の劣る方向で得られた値
を採用する。
測定数のうち,一つの試験片だけが不適合であった場合には,更にもう1セットの試験片を追加して試
験する。追加の試験片に不適合が出た場合には,その試料はこの規格の要求事項に適合しない。
15
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
測定の不確かさ
この規格によって行われる各測定結果について,測定の不確かさの推定値を見積もらなければならない。
測定の不確かさの推定値は,測定の不確かさが特性の評価又は分類に影響を及ぼすおそれがある場合に適
用する。ただし,受渡当事者間で,測定の不確かさの管理について合意した場合には,製造業者は合意し
た当該試験項目に関して測定の不確かさに関する情報を使用者に提供しなければならない。
参考文献 [1] JIS H 8200 溶射用語
[2] JIS L 0112 衣料の部分・寸法用語
[3] JIS L 1930 繊維製品の家庭洗濯試験方法
[4] JIS L 1931-2 繊維製品の商業クリーニング−第2部:パークロロエチレンによるドライク
リーニング試験方法
[5] JIS T 8127 高視認性安全服
[6] JIS Z 3001-1 溶接用語−第1部:一般
[7] ISO 2589,Leather−Physical and mechanical tests−Determination of thickness
[8] ISO TR 2801,Clothing for protection against heat and flame−General recommendations for
selection, care and use of protective clothing
[9] ISO 3071,Textiles−Determination of pH of aqueous extract
[10] ISO 4045,Leather−Chemical tests−Determination of pH
[11] ISO 15797,Textiles−Industrial washing and finishing procedures for testing of workwear
[12] ISO 17075-1,Leather−Chemical determination of chromium(VI) content in leather−Part 1:
Colorimetric method
[13] ISO 17227,Leather−Physical and mechanical tests−Determination of dry heat resistance of
leather
[14] IEC 60974-1,Arc welding equipment−Part 1: Welding power sources
16
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
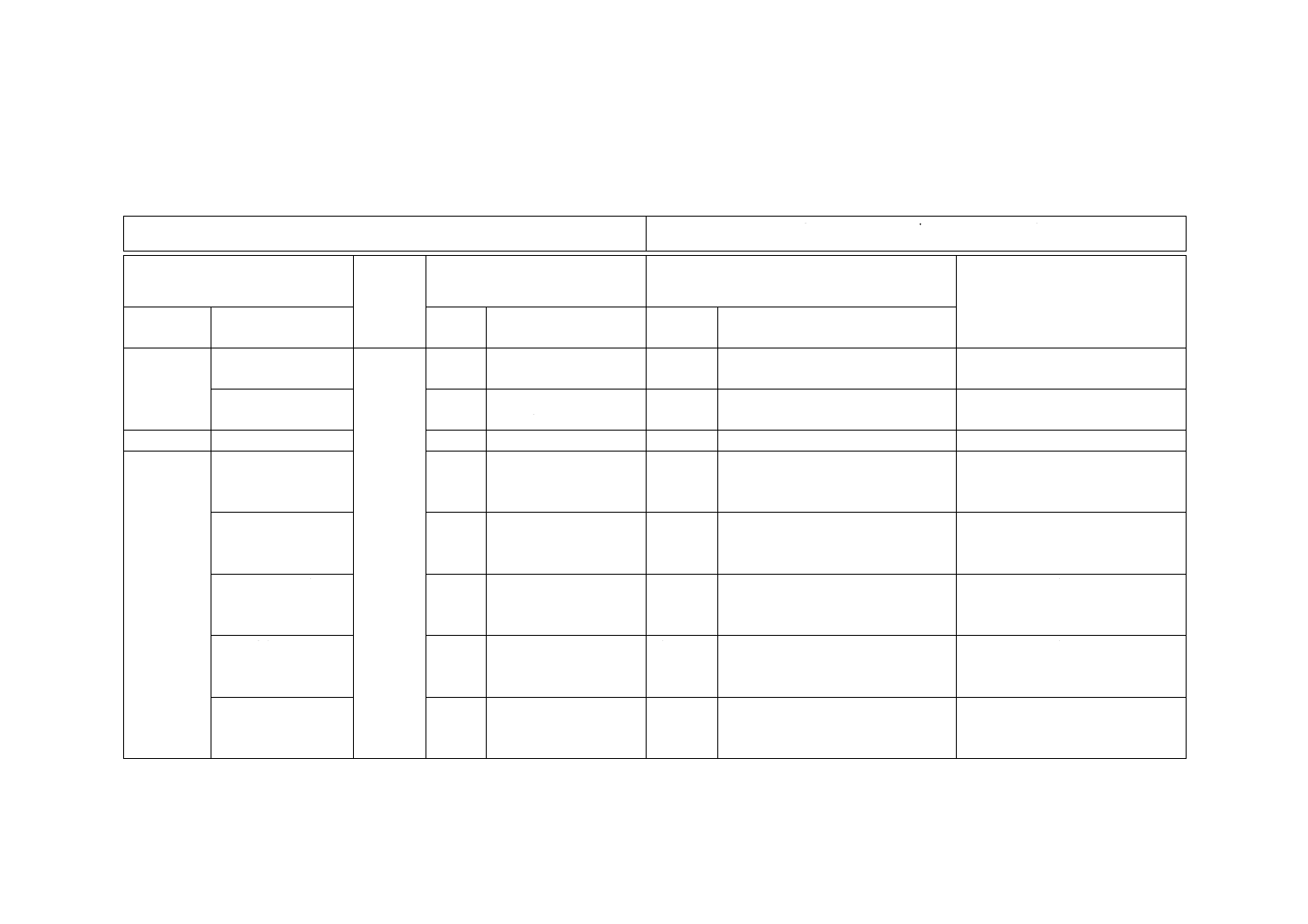
附属書JA
(参考)
JISと対応国際規格との対比表
JIS T 8128:2018 溶接及び関連作業用防護服
ISO 11611:2015,Protective clothing for use in welding and allied processes
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
−
1
作業者の防護
削除
参考情報のため,本文から削除し解
説に記載した。
次回ISOに提案する。
−
1
作業者のタイプの選択
の手引き
削除
参考情報のため,本文から削除し
た。
次回ISOに提案する。
2 引用規格
3 用語及び
定義
3.2 エアアークガウ
ジング
−
−
追加
本文中で使用されている用語であ
るが定義がされていないため追加
した。
次回ISOに提案する。
3.10 ヘム
−
−
追加
本文中で使用されている用語であ
るが定義がされていないため追加
した。
次回ISOに提案する。
3.22 再帰性反射材
−
−
追加
本文中で使用されている用語であ
るが定義がされていないため追加
した。
次回ISOに提案する。
3.25 溶射
−
−
追加
本文中で使用されている用語であ
るが定義がされていないため追加
した。
次回ISOに提案する。
3.26 溶接
3.24
溶接
変更
溶接に関するJISに当該用語の定
義が既にされているので,対応国際
規格の定義から変更した。
他のJISとの整合性を取るため。
3
T
8
1
2
8
:
2
0
1
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
17
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
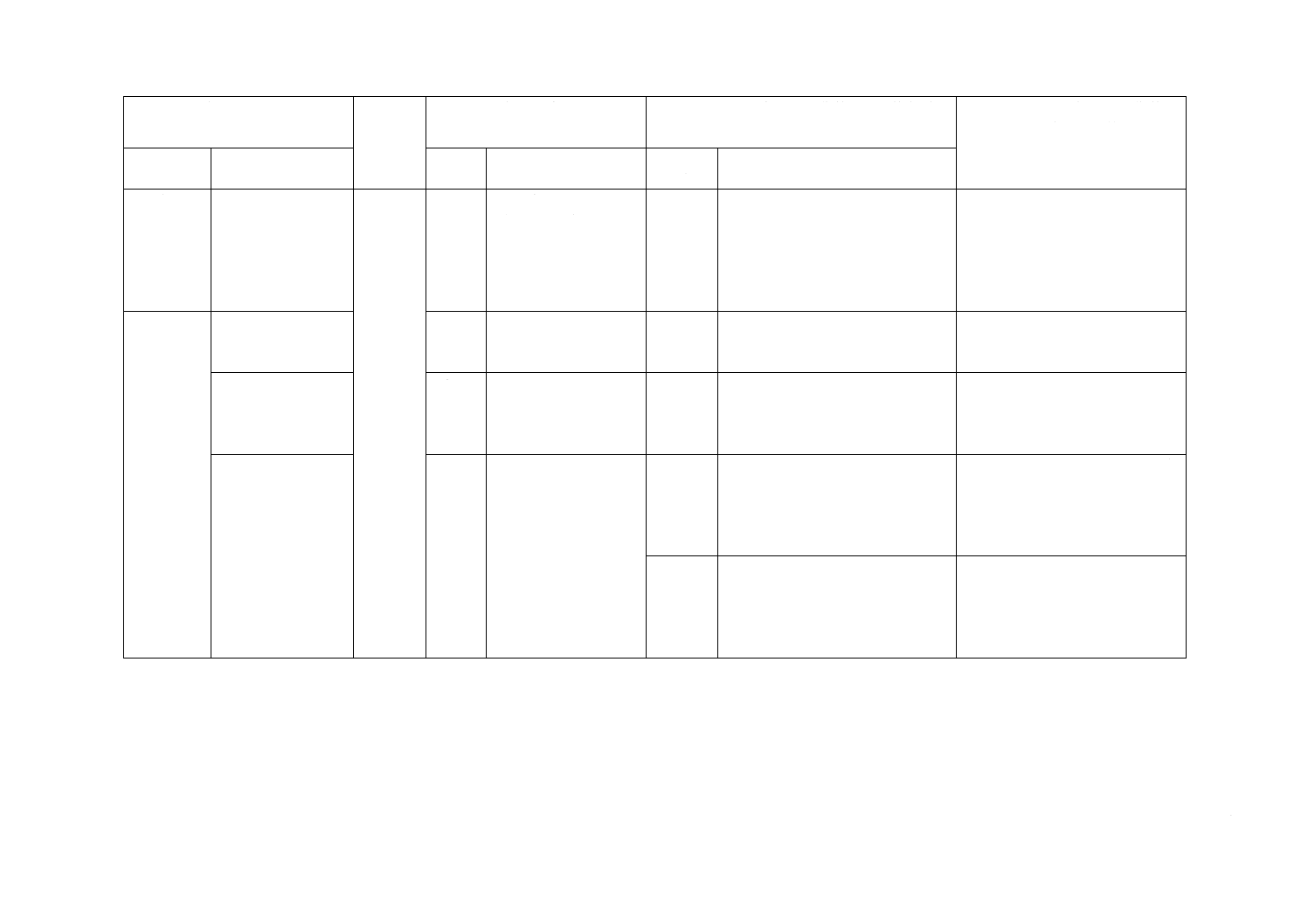
4 一般及び
設計要求事
項
4.2 設計要求事項
4.2
4.3
4.4
サイズ
形状及び構造
特定の部位を追加防護
する防護服
変更
対応国際規格では,防護服の設計要
求事項が4.2〜4.4に記載されてい
るが,JISでは4.2の中の細分箇条
にすることで表現の統一を図った。
この変更に伴い,以降の箇条番号を
変更した。
他の関連規格(JIS T 8129,JIS T
8130)との整合性を取るため。
次回ISOに提案する。
5 準備
5.2 洗濯による前処
理
5.2
材料の前処理
追加
洗濯による前処理の方法及び洗濯
回数を試験報告書に記載するよう
にした。
次回ISOに提案する。
5.3 経年変化
5.3
経年変化
追加
対応国際規格では,洗濯の最大回数
のみを記載することになっている
が,洗濯方法についても記載するよ
うにした。
次回ISOに提案する。
5.4 試料調整
5.4
試料調整
変更
対応国際規格では試料調整の温湿
度条件を温度20±2 ℃,相対湿度
(65±5)%としているが,JISでは
JIS L 0105の標準状態[20±2 ℃,
(65±4)%]を採用した。
国内における試験環境の実状を考
慮し変更した。
変更
試料調整環境から取り出して試験
を実施するまでの許容時間を対応
国際規格の5分以内からJISでは2
分以内に変更した。
関連するJIS T 8129において規定
する試料調整環境から取り出して
試験を実施するまでの許容時間と
整合性を取るため変更した。
次回ISOに提案する。
3
T
8
1
2
8
:
2
0
1
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
18
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
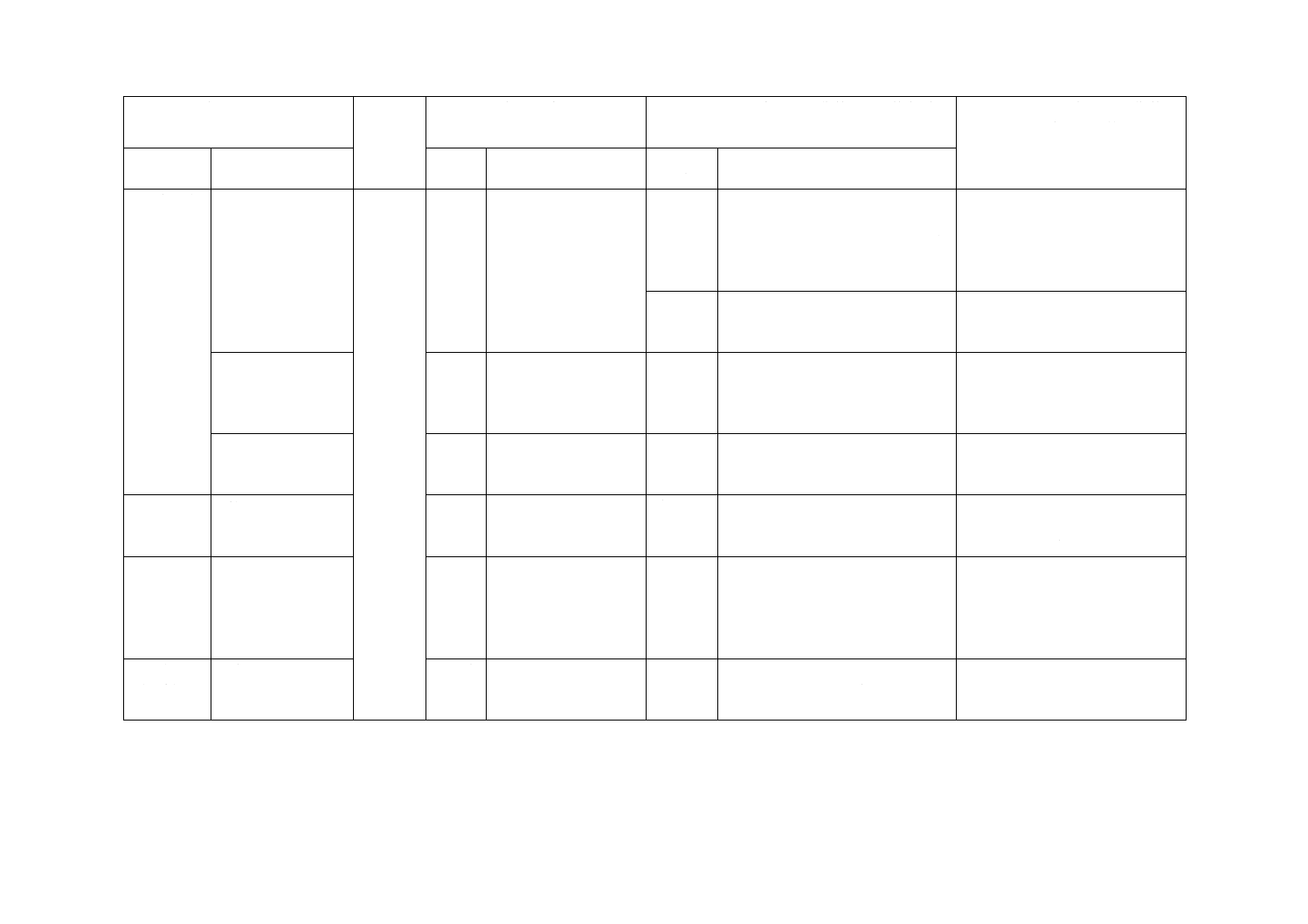
6 一般性能
要求事項
6.1 クラス分類
6.1
クラス分類
追加
防護服がクラス1及びクラス2に該
当する場合のクラス分類について
は,対応国際規格では箇条7 a)に記
載されている内容であるが,記載場
所を変更した。
クラス分類する上で重要な事項で
あるため。
次回ISOに提案する。
追加
JISでは溶接技術及び作業環境にお
ける危険度の高低を判断するため
の具体的説明を追加した。
使用者の利便性を考慮して説明を
追加した。
次回ISOに提案する。
6.4 編物及び縫合部
の破裂強さ
6.4
編物及び縫合部の破裂
強さ
変更
試験面積が7.3 cm2の場合,編物及
び縫合部の破裂強さの性能要求値
を対応国際規格が200 kPaとしてい
るが,JISでは270 kPaにした。
JISでは理論値から性能要求値を
270 kPaにした。
次回ISOに提案する。
6.9 熱伝達性(放射
熱)
6.9
熱伝達性(放射熱)
追加
放射熱伝達指数(RHTI)の定義を
本文に注記として追加した。
使用者の利便性を考慮して説明を
追加した。
次回ISOに提案する。
7 表示
7 b) 表示
7 b)
表示
追加
再使用禁止を示すグラフィックシ
ンボルを図2として示した。
使用者の利便性を考慮して説明を
追加した。
次回ISOに提案する。
8 製造業者
が提供する
情報
−
8
−
追加
対応国際規格では,通知又は警告情
報について提供する場所を明示し
ていないが,JISでは製造業者は
JIS T 8005に基づいて,取扱説明書
に明示することにした。
次回ISOに提案する。
附属書B
(規定)
評価及び分類のた
めの特性値の決定
方法
附属書
B
−
追加
特性値の決定方法を適用する部分
を明確化するために追加した。
次回ISOに提案する。
3
T
8
1
2
8
:
2
0
1
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
19
T 8128:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書C
(規定)
測定の不確かさ
附属書
C
−
追加
JISでは測定の不確かさの管理につ
いては,受渡当事者間で合意の下,
必要とする場合には,製造業者は使
用者に対して不確かさに関する情
報を提供しなければならないこと
とした。
国内における不確かさの管理の実
状を考慮し追記した。
JISと国際規格との対応の程度の全体評価:ISO 11611:2015,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
T
8
1
2
8
:
2
0
1
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。