T 8123:2018
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 要求事項························································································································· 2
4.1 一般 ···························································································································· 2
4.2 研磨ブラスト作業用防護手袋の要求事項············································································· 3
4.3 研磨ブラスト作業用防護服の要求事項················································································ 3
5 試験······························································································································· 4
5.1 サンプリング及び調整 ···································································································· 4
5.2 研磨ブラスト作業用防護手袋の試験方法············································································· 5
5.3 研磨ブラスト作業用防護服の試験方法················································································ 5
5.4 呼吸用保護具と組み合わせて使用する研磨ブラスト用防護服に実施する追加試験 ······················· 8
6 表示及び製造業者から提供される情報 ·················································································· 9
6.1 表示 ···························································································································· 9
6.2 製造業者から提供される情報 ··························································································· 9
附属書A(参考)研磨ブラスト作業用防護服の例 ······································································ 10
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 12
T 8123:2018
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,公益社団法人日本
保安用品協会(JSAA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格
を改正すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣及び経済産業大臣が改正
した日本工業規格である。これによって,JIS T 8123:2007は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣,経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の
特許出願及び実用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 8123:2018
粒状研磨材を用いるブラスト処理作業用防護服
Protective clothing for abrasive blasting operations using granular abrasives
序文
この規格は,2002年に第1版として発行されたISO 14877を基に作成した日本工業規格であるが,我が
国の実情を反映させるため技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,圧縮空気又は機械式手段で粒状物質を吹き付け,表面処理を行う研磨ブラスト作業用の防
護服及び手の防護に関する最低限の要求事項及び試験方法について規定する。防護服と呼吸用保護具間と
の接続とともに,ブラスト作業中に生じる物質に対する防護も対象とする。
なお,この規格は,蒸気ブラスト作業,ジェットブラスト作業,及び火炎ブラスト作業には適用しない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 14877:2002,Protective clothing for abrasive blasting operations using granular abrasives(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS G 5903:1975 鋳造ショット及びグリット
JIS K 6404-2 ゴム引布及びプラスチック引布試験方法−第2部:物理試験(基本)
注記 対応国際規格:ISO 1421,Rubber- or plastics-coated fabrics−Determination of tensile strength and
elongation at break(MOD)
JIS L 0001 繊維製品の取扱いに関する表示記号及びその表示方法
注記 対応国際規格:ISO 3758,Textiles−Care labelling code using symbols(MOD)
JIS L 1091 繊維製品の燃焼性試験方法
JIS L 1093 繊維製品の縫目強さ試験方法
JIS L 1096 織物及び編物の生地試験方法
注記 対応国際規格:ISO 13934-1,Textiles−Tensile properties of fabrics−Part 1: Determination of
maximum force and elongation at maximum force using the strip method及びISO 13934-2,Textiles
2
T 8123:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
−Tensile properties of fabrics−Part 2: Determination of maximum force using the grab method(全
体評価:MOD)
JIS L 1909 繊維製品の寸法変化測定方法
JIS L 1930 繊維製品の家庭洗濯試験方法
注記 対応国際規格:ISO 6330:2012,Textiles−Domestic washing and drying procedures for textile
testing(MOD)
JIS L 1931-2 繊維製品の商業クリーニング−第2部:パークロロエチレンによるドライクリーニング
試験方法
注記 対応国際規格:ISO 3175-2:2010,Textiles−Professional care, drycleaning and wetcleaning of
fabrics and garments−Part 2: Procedure for testing performance when cleaning and finishing using
tetrachloroethene(MOD)
JIS R 6253 耐水研磨紙
JIS T 8005 防護服の一般要求事項
JIS T 8051 防護服−機械的特性−突刺抵抗性試験方法
JIS T 8052 防護服−機械的特性−鋭利物に対する切創抵抗性試験方法
JIS T 8153 送気マスク
JIS T 8157 電動ファン付き呼吸用保護具
ISO 7000:2004,Graphical symbols for use on equipment−Index and synopsis
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS T 8005によるほか,次による。
3.1
研磨ブラスト作業(abrasive blasting operation)
研磨材を直接表面に吹き付けて表面処理をするための手法。ブラスト作業中,研磨ブラスト作業者及び
ブラスト処理される材料は,閉鎖された屋内又は屋外に存在する。研磨ブラスト作業者は,ブラスト処理
される材料から跳ね返る研磨材及び発生する粉じんに直接ばく露される。
3.2
研磨材(abrasives)
表面処理のために,ブラスト処理される材料の表面に高速で直接当てられる粒状物質。
3.3
研磨ブラスト用コンビネーション(abrasive blasting combination)
研磨ブラスト作業時に生じるリスクに対する防護服,及び適切な呼吸用保護具の組合せ。
4
要求事項
4.1
一般
着用者の皮膚に直接接触する可能性のある材料は,皮膚炎又はその他の健康被害の原因となる可能性が
知られている材料であってはならない。また,着用者と接触する可能性がある全ての部位の仕上げ面には,
鋭利な縁部及び ばりが存在してはならない。
3
T 8123:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
研磨ブラスト作業用防護手袋の要求事項
4.2.1
一般要求事項
研磨ブラスト用の防護手袋の防護性能は,手の全ての部位に対して,次に示すような性能でなければな
らない。
a) 当該用途の予見し得る使用条件下で,適切な防護が最高レベルに与えられるよう設計し,製造する。
b) 構造に縫合部を含む場合には,手袋全体の性能を著しく低下させることがないような材料及び縫合部
の強さでなければならない。
c) 材料,分解生成物,含有物,縫い目,及び生地端が無害でなければならない。皮革の場合,pHは,3.5
を超え9.5未満とし,クロム(VI)の含有量が2 mg/kg未満でなければならない。
d) 全ての試験は,特別の指定がない限り未使用品で行い,取扱表示がある場合には,推奨回数のクリー
ニングの前後で評価試験を行わなければならない。
4.2.2
手袋材料の摩耗強さ
5.2.1によって試験したとき,手袋材料の摩耗強さは,摩擦回数2 000回以上とする。
4.2.3
手袋材料の刃物切創抵抗性
5.2.2によって試験したとき,手袋材料の刃物切創抵抗性は,2 N以上とする。
4.2.4
手袋材料の引裂強さ
5.2.3によって試験したとき,手袋材料の引裂強さは,50 N以上とする。
4.2.5
手袋材料の突刺抵抗性
5.2.4によって試験したとき,手袋材料の突刺抵抗性は,100 N以上とする。
4.2.6
研磨ブラスト作業用手袋の寸法
手袋の寸法は,次の表1に示す最小長さとする。手袋の長さとは,中指先端から手の甲側袖口までの長
さとし,ニット製品又は手首部分に伸縮性素材を用いた製品は,静置した状態で測定した値で示す。
表1−研磨ブラスト作業用手袋の最小長さ
呼び号数(号)
6
7
8
9
10
11
研磨ブラスト作業用手袋の最小長さ(mm)
295
305
315
325
340
350
4.2.7
研磨ブラスト作業における手袋着用時のつかみやすさ(dexterity)
5.2.5によって試験したとき,30秒以内に連続して3回,失敗せずにつまみ上げることができるレベル以
上とする。
4.3
研磨ブラスト作業用防護服の要求事項
4.3.1
型式
研磨ブラスト作業用防護服の三つの型式は,次のとおりとする。
a) 1型 研磨剤及び研磨ブラスト作業によって発生する物質から,身体の大部分又は一部を防護する防
護服。このタイプの防護服は,呼吸用保護具と組み合わせて使用する必要はない。
b) 2型 研磨剤及び研磨ブラスト作業によって発生する物質から,身体の大部分又は一部を防護する防
護服。このタイプの防護服は,適切な呼吸用保護具と組み合わせて使用する。
c) 3型 研磨剤及び研磨ブラスト作業によって発生する物質から,着用者の全身を防護する防護服で,
粉じんに対する密閉性が要求される。このタイプの防護服は,適切な呼吸用保護具と組み合わせて使
用する。
4
T 8123:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
研磨ブラスト作業用防護服2型及び3型の例を,附属書Aに示す。
4.3.2
研磨ブラスト作業用防護服に関する一般要求事項(上記の全型式)
4.3.2.1
防護服材料の寸法変化
5.3.2によって試験したとき,防護服材料の寸法変化は,JIS T 8005の5.3(洗濯による寸法変化)の要
求事項に適合しなければならない。
4.3.2.2
防護服材料の引張強さ
5.3.3によって試験したとき,防護服材料の引張強さは,主要な2方向において450 N以上とする。この
要求事項は,50 %を超える破断時の伸びのある材料には適用しない。
4.3.2.3
防護服材料の縫合部強さ
5.3.4によって試験したとき,防護服材料の縫合部強さは,200 N以上とする。
4.3.2.4
防護服材料の突刺抵抗性
5.3.5によって試験したとき,防護服材料の突刺抵抗性は,30 N以上とする。
4.3.2.5
防護服材料の引裂強さ
5.3.6によって試験したとき,防護服材料の引裂強さは,主要な2方向において30 N以上とする。
4.3.2.6
防護服のサイズ
防護服サイズ指定は,JIS T 8005の箇条6(サイズ)に適合しなければならない。
4.3.2.7
取扱表示ラベル
取扱表示ラベルは,JIS L 0001に適合しなければならない。
4.3.2.8
研磨材に対する防護服材料の防護性試験
5.3.7によって試験したとき,研磨ブラスト作業用防護服材料には,貫通孔,裂け目などが目視されては
ならない。
4.3.2.9
難燃性
5.3.8によって試験したとき,残炎時間は,JIS L 1091に規定する区分2以上でなければならない。
4.3.2.10 摩耗強さ
5.3.9によって試験したとき,500サイクル終了後に,肘から膝に至る部分の防護服材料には,貫通孔が
目視されてはならない。
4.3.3
2型及び3型の研磨ブラスト用防護服に対する追加要求事項
4.3.2による要求事項に加え,2型及び3型の研磨ブラスト用防護服は,次の要求事項に適合しなければ
ならない。
a) 研磨ブラスト用防護服と組み合わせて使用する呼吸用保護具は,JIS T 8153又はJIS T 8157に適合す
るものとする。
b) 3型の防護服は,換気性がなければならない。供給された空気は,上肢を折り曲げ,しゃがんだ姿勢
の状態で,防護服の上肢及び下肢の開口部を経由して排出されるか,又は着用者の操作で適切な弁を
経由して排出されなければならない。試験は,5.4によって行う。
c) 3型の防護服の全ての開口部は,防護服内に粉じんが侵入しない構造でなければならない。防護服は,
ポケットのない設計とする。試験は,5.3.7によって行う。
5
試験
5.1
サンプリング及び調整
採取する試料は,防護服又は手袋の材料,及び設計を代表するものとする。

5
T 8123:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
各試験に使用する試料の数及び大きさは,該当する試験規格に従う。特に指定されない限り,試験は提
供された材料で実施する。また,全ての表面試験は,最も外側にある面を対象として実施する。
5.2
研磨ブラスト作業用防護手袋の試験方法
5.2.1
手袋材料の摩耗強さの測定
防護手袋材料の摩耗強さは,JIS L 1096の8.19.5[E法(マーチンデール法)]による衣料用試験条件に
おいては,標準摩擦布に代えてJIS R 6253に規定するP120-Cwの研磨紙を用いて試験する。
試料が相互に連結していない数層で構成されている場合,各層ごとに個別の試験をする。等級付けは,
個別試験の摩擦回数の合計によって行う。
5.2.2
手袋材料の刃物切創抵抗性の測定
手袋材料の刃物切創抵抗性の測定は,JIS T 8052に規定する試験方法による。
5.2.3
手袋材料の引裂強さの測定
手袋材料の引裂強さの測定は,JIS L 1096の8.17.1[A法(シングルタング法)]に規定する試験方法に
よって,図1の試験片をクランプの引張速度100 mm/minで試験する。
単位 mm
図1−試験片
5.2.4
手袋材料の突刺抵抗性の測定
手袋材料の突刺抵抗性の測定は,JIS T 8051に規定する試験方法による。
5.2.5
手袋着用時のつかみやすさ(dexterity)の測定
つかみやすさの測定は,手袋を着用して親指と人差し指だけを用い,他の一切の補助手段なしに平面上
に置いた長さ40 mm,直径11 mmのステンレス鋼製のピンを,つまみ上げることによって試験する。
5.3
研磨ブラスト作業用防護服の試験方法
5.3.1
前処理
取扱表示ラベルに特別な指定がない限り,試験前に防護服を,JIS L 1930によって5回洗濯し,最後に
JIS L 1930の10.2.2(F法−タンブル乾燥)によって乾燥させる。水洗いができないと表示されている材料
は,JIS L 1931-2によって5回ドライクリーニングを実施する。
5.3.2
防護服材料の寸法変化
防護服材料の寸法変化試験は,JIS L 1096の8.39(寸法変化)及び/又はJIS L 1909によって行う。
6
T 8123:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.3
防護服材料の引張強さ
引張強さ試験は,被覆された材料はJIS K 6404-2の箇条6(引張試験)によって,織物材料はJIS L 1096
の附属書J(繊維製品−生地の引張特性−引張強さ及び伸び率の測定−ストリップ法)による。クランプ
の移動速度は,100±10 mm/minとする。
5.3.4
防護服材料の縫合部強さ
縫合部強さ試験は,JIS L 1093による。
5.3.5
防護服材料の突刺抵抗性
突刺抵抗性は,JIS T 8051に規定する試験方法による。
5.3.6
防護服材料の引裂強さ
防護服材料の引裂強さ試験は,JIS K 6404-2の7.2[試験方法B:トラウザ法(トラウザ形試験片による
シングル引裂き)]による。
5.3.7
研磨材に対する防護服材料の防護性試験
5.3.7.1
試験原理
防護服及び下着をテストダミーに着せ,規定の圧力及び規定の距離から研磨材にばく露させる。
5.3.7.2
試験装置
5.3.7.2.1
マネキン
ショアA硬度90以上の連続した表面をもつ,滑らかな材料で作られた適切なマネキン。
5.3.7.2.2
研磨材
JIS G 5903:1975に規定するS-G100のグリットを使用する。試験に使用したグリットは,再使用しては
ならない。
5.3.7.2.3
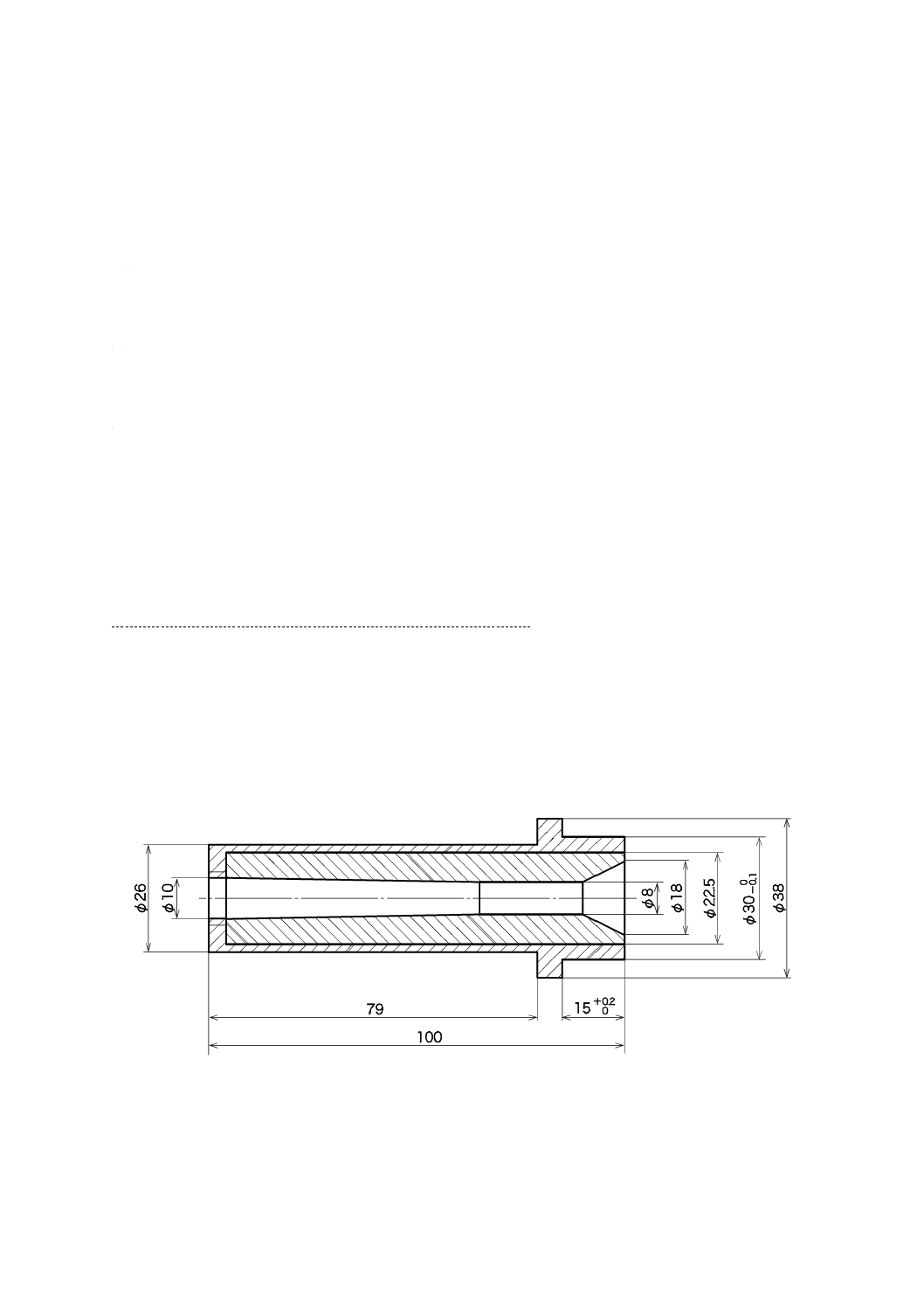
吹付けノズル
図2に示すベンチュリノズルを使用する。
注記 適切なノズルの供給元に関する情報は,CEN/TC 79の事務局から入手できる(http://www.
cenorm.be/)。
単位 mm
図2−吹付けノズル
5.3.7.2.4
圧縮空気の供給
ノズル出口において400 kPaの正圧をもち,連続した流量を確保する。
7
T 8123:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.7.2.5
マネキンの下着
質量160±10 g/m2のリブ編み綿の長袖及び長い裾の白い下着を使用する。
5.3.7.3
試験手順
テストダミーに下着及び防護服を着せる。
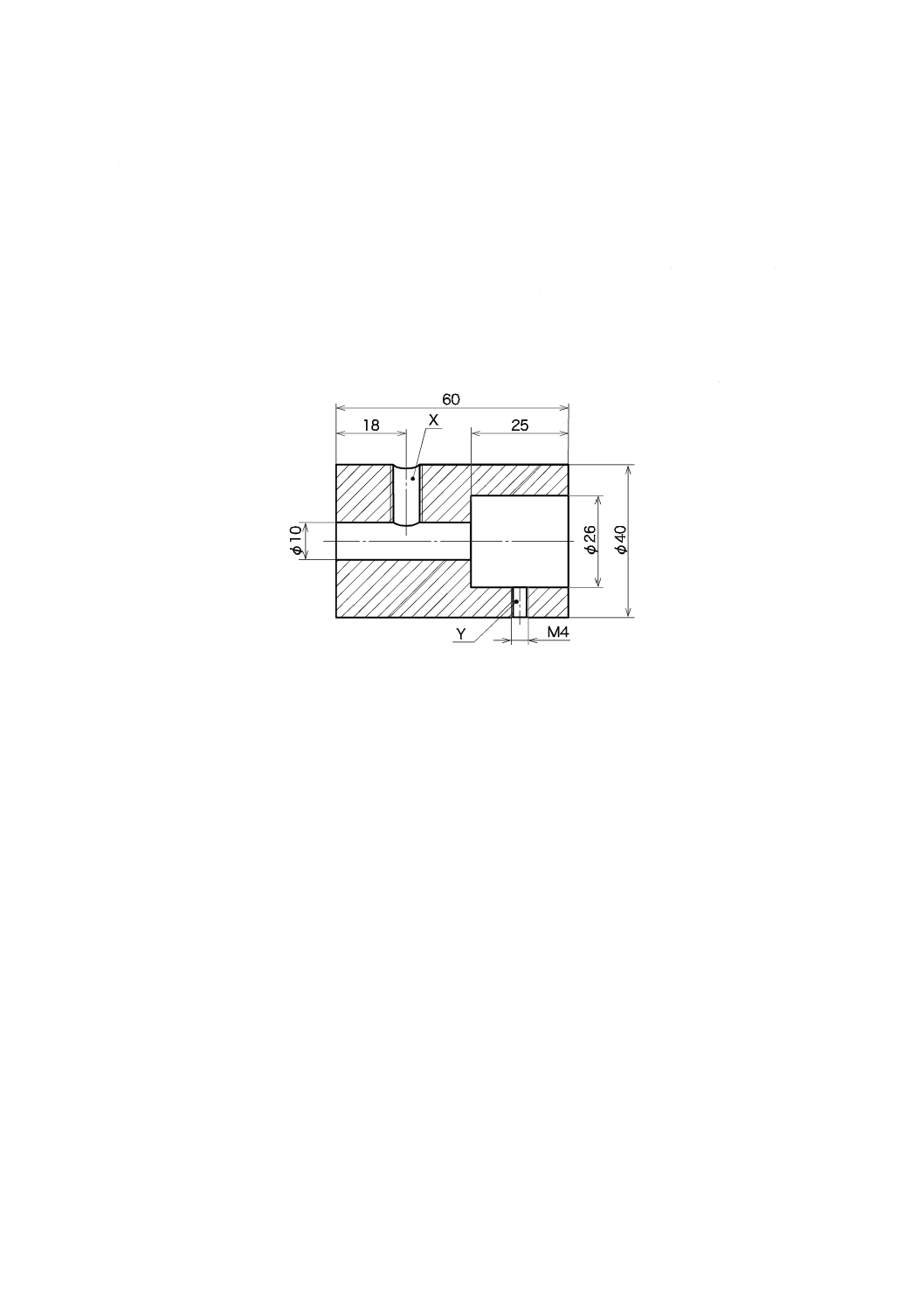
使用するノズル,空気供給元及び研磨材を準備する。チェック装置(図3)をノズル(図2)の出口に差
し込み,Y部をねじで締め付ける。チェック器具のX位置にゲージを取り付け,ブラスト圧力(吹付け圧
力)を測定し,空気の供給量を調節してゲージ圧を400 kPaに合わせる。試験を開始する前にチェック器
具を取り外す。
単位 mm
X チェック装置の接続部
Y 圧量調整時のノズル取付け用固定ねじの位置
図3−チェック装置
なお,材料への定常な流れを確保するために,テストダミーに直接当てる前に15秒間45°の角度でジ
ェットを横にそらして噴射する必要がある。
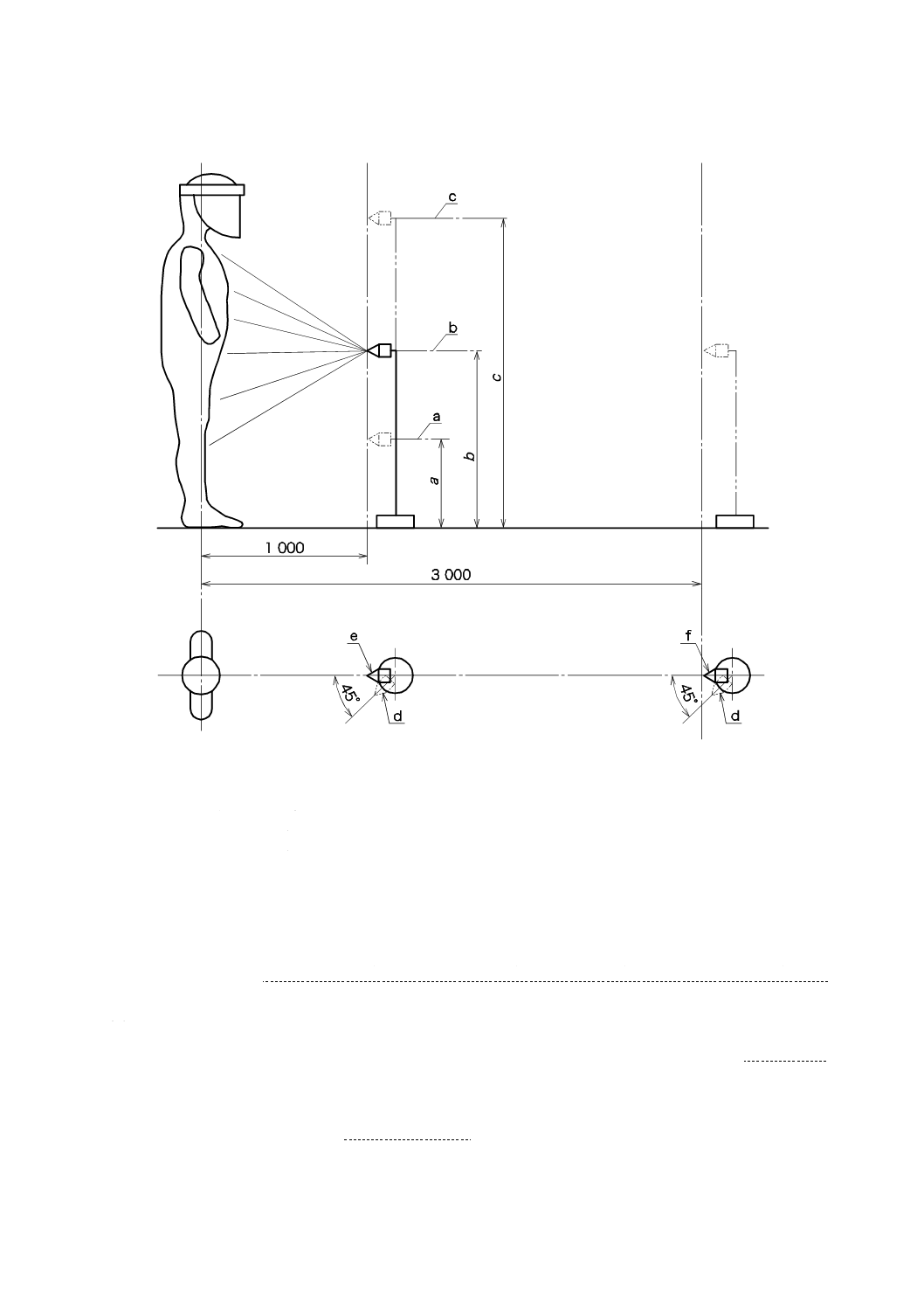
テストダミーから3 mの距離にノズルを固定する。テストダミーの防護服で覆われている部分だけを研
磨材のジェットにばく露する。その他の部分は,適切な保護材で被う。規定の高さ(覆面の中央,胸,下
半身)へのノズルの調整については,図4に示す。
5.3.7.2.4に規定した正圧で2分間,研磨材のジェットを防護服に直接当てる。
ブラストノズルをダミーから1 mの位置に移動し,5.3.7.2.4に規定した正圧で全ての試験対象のばく露
部分に2秒間再度ブラストする。
防護服に目に見える損傷(貫通孔,裂け目など)がないかを検査する。
3型の防護服については,下着に粉じんが付着していないかを検査する。
8
T 8123:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a 膝部分
b バイザー中心から450 mm
c バイザー中心
d 試験前:15秒間ブラスト
e 試験中:2秒間ブラスト
f
試験中:2分間ブラスト
図4−ブラスト作業用防護服材料の耐研磨材性試験のためのノズル配置
5.3.8
難燃性
難燃性試験は,JIS L 1091のA-1法(45°ミクロバーナ法)又はA-2法(45°メッケルバーナ法)によ
る。
5.3.9
摩耗
摩耗試験は,JIS L 1096の8.19.5による衣料用試験条件において,標準摩擦布に代えてJIS R 6253に規
定するP320-Cwの研磨紙を用いて試験する。
5.4
呼吸用保護具と組み合わせて使用する研磨ブラスト用防護服に実施する追加試験
呼吸用保護具のタイプに従いJIS T 8153又はJIS T 8157の最低必要風量が供給できることを検査する。
9
T 8123:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
表示及び製造業者から提供される情報
6.1
表示
6.1.1
研磨ブラスト作業用防護手袋の表示
研磨ブラスト作業用防護手袋には,本体の見やすい場所に次の事項を恒久的な方法で表示する。ただし,
1枚ごとの包装に表示してもよい。
a) この規格番号
b) 製造業者名又はその略号
c) 製品の名称及び/又は型番号
d) サイズ
e) 使用目的:研磨ブラスト作業用
手袋には,研磨ブラスト作業を表す図記号(図5参照)を添付する。
図5−研磨ブラスト作業用防護服の図記号(ISO 7000-2482)
6.1.2
研磨ブラスト作業用防護服の表示
表示は,JIS T 8005による。表示には,型式名(1型,2型又は3型)を含めなければならない。
研磨ブラスト作業用防護服には,研磨ブラスト作業の図記号(図5参照)を添付する。
6.2
製造業者から提供される情報
6.2.1
研磨ブラスト作業用手袋に関して製造業者から提供される情報
製造業者から提供される情報は,JIS T 8005の箇条8(製造業者情報)に適合しなければならない。
6.2.2
研磨ブラスト作業用の防護服に関して製造業者から提供される情報
製造業者から提供される情報は,JIS T 8005の箇条8に適合しなければならない。
研磨ブラスト用防護服2型及び3型には,次の情報を追加しなければならない。
− 同時に使用する呼吸用保護具のタイプ又は型式名
− 同時に使用する呼吸用保護具が,JIS T 8153又はJIS T 8157に適合していることの表示。
10
T 8123:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
研磨ブラスト作業用防護服の例
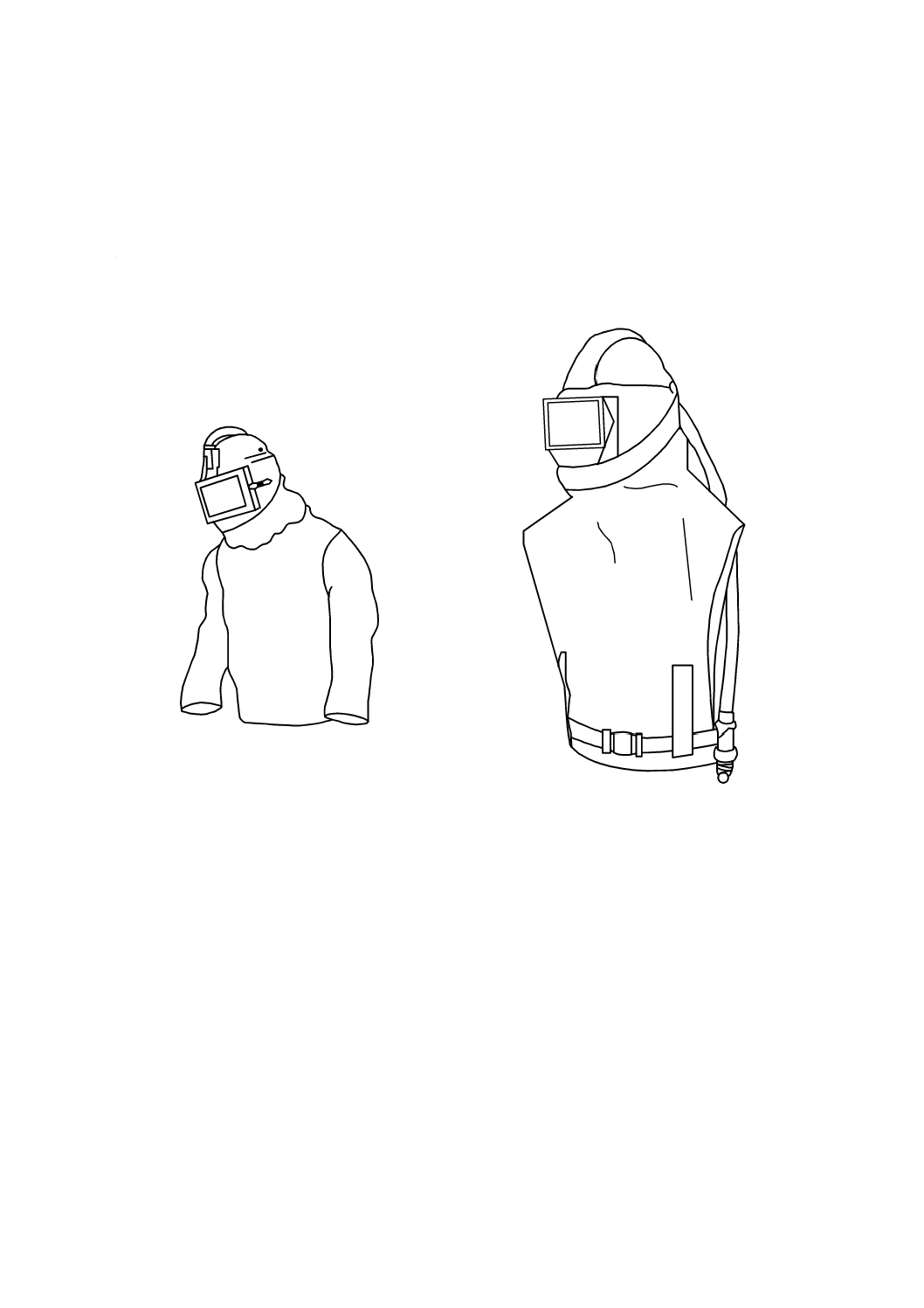
A.1 研磨ブラスト作業用防護服2型
図A.1に研磨ブラスト作業用防護服2型の例を示す。
図A.1−研磨ブラスト作業用防護服2型の例
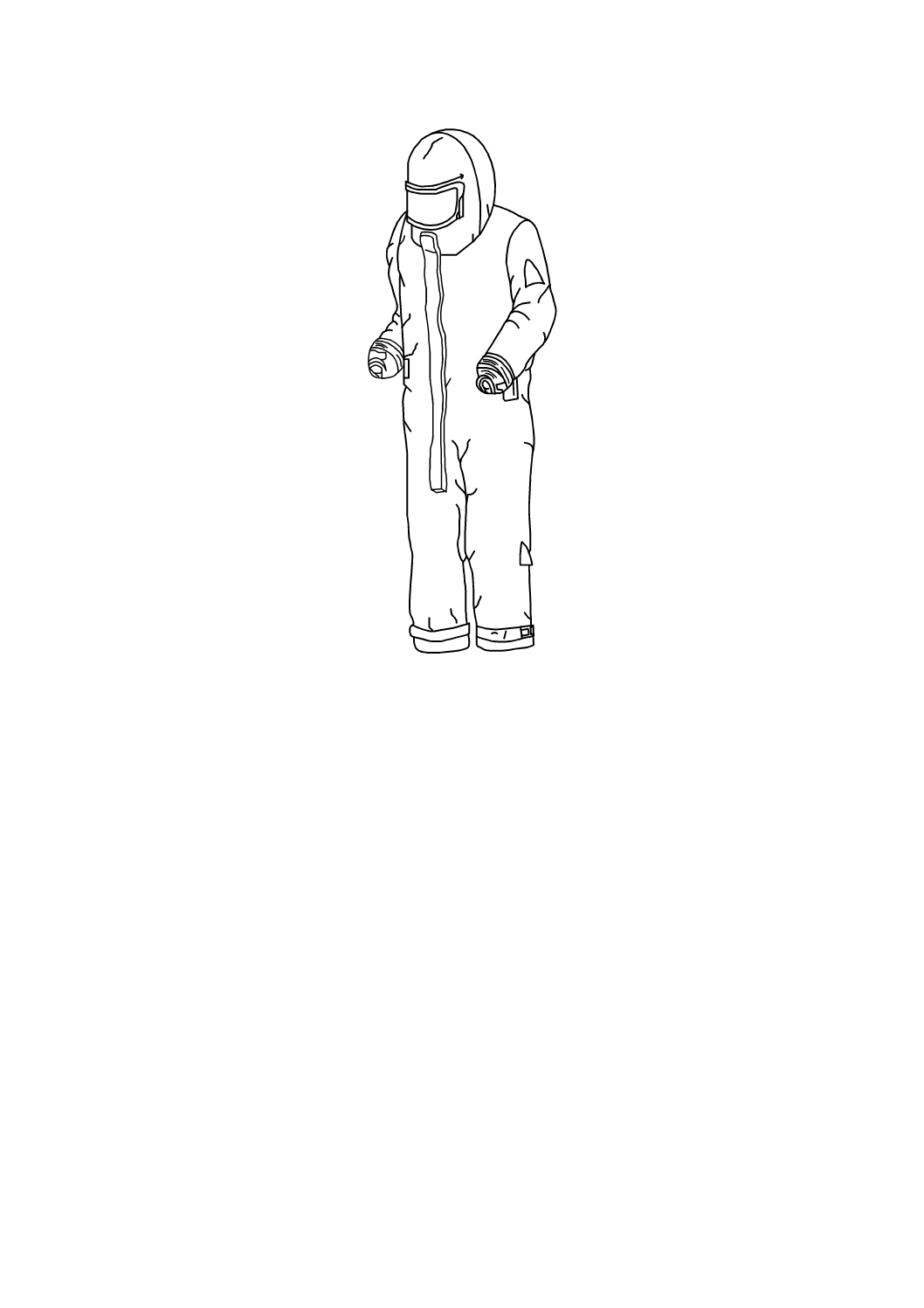
A.2 研磨ブラスト作業用防護服3型
図A.2に研磨ブラスト作業用防護服3型の例を示す。
11
T 8123:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A.2−研磨ブラスト作業用防護服3型の例
12
T 8123:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS T 8123:2018 粒状研磨材を用いるブラスト処理作業用防護服
ISO 14877:2002,Protective clothing for abrasive blasting operations using granular
abrasives
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規格
2
JISと同じ
変更
EN規格及びISO 7000以外のISO
規格の引用はやめて対応するJIS
に置き換えた。
JISとして国内で使用するため。
実質的差異はない。
4 要求事項 4.2 研磨ブラスト作
業用防護手袋の要
求事項
4.2
JISと同じ
変更/
追加
4.2.1 一般要求事項にEN 420の要
求事項を要約して追記した。
4.2.6 手袋の長さについて,EN 420
を要約して追記した。
4.2.7 研磨ブラスト作業における手
袋着用時のつかみやすさ(dexterity)
について,EN 420の試験の文言を
加えて要約し文言を変更した。
分かりやすくするため。
手袋材料の刃物切創抵抗性以外の
項目には実質的差異はない。
4.2.3 手袋材料の刃物切
創抵抗性は,EN 388の
丸刃法による要求事項
を規定している。
変更
4.2.3 手袋材料の刃物切創抵抗性の
要求事項を,丸刃法(EN規格)か
らカットスルーに必要な切創力
(JIS)に変更した。(EN規格改訂
を先取り)
手袋材料の刃物切創抵抗性の要求
事項については,国際規格見直し
の際,提案を検討する。
4.3 研磨ブラスト作
業用防護服の要求
事項
4.3
JISと同じ
変更
国際規格及びEN規格を対応JISに
変更した。
4.3.2.9 難燃性の要求事項をJIS L
1091に規定する区分2以上に変更
した。
JISとして国内で使用するため。
実質的差異はない。
2
T
8
1
2
3
:
2
0
1
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13
T 8123:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 試験
5.2 研磨ブラスト作
業用防護手袋の試
験方法
5.2
JISとほぼ同じ
ただし,5.2.2刃物切創
抵抗性試験では,EN
388の丸刃法を,規定し
ている。
選択/
追加/
変更
5.2.1にJISを選択可とし追加した。
5.2.2の試験方法をJIS T 8052に変
更し,刃物切創抵抗性試験方法を丸
刃法(EN規格)からカットスルー
に必要な切創力(JIS)に変更した。
5.2.3に試験片の図を追加した。
5.2.5にEN 420試験方法を要約して
追記した。
JISとして国内で使用するため。
刃物切創抵抗性試験方法以外,実
質的差異はない。
刃物切創抵抗性試験方法について
は,国際規格見直しの際,提案を
検討する。
5.3 研磨ブラスト作
業用防護服の試験
方法
5.3
JISとほぼ同じ
変更
5.3.7のグリットの粒度をJISに変
更した。
5.3.8の難燃性試験をJISに変更し
た。
5.3.9の摩耗試験の研磨紙をJIS R
6253に変更した。
JISとして国内で使用するため。
実質的差異はない。
5.4 呼吸用保護具と
組み合わせて使用
する研磨ブラスト
用防護服に実施す
る追加試験
5.4
JISと同じ
変更
3型へのEN規格引用を,2型及び
3型へのJIS引用に変更した。
JISとして国内で使用するため。
実質的差異はない。
6 表示及び
製造業者か
ら提供され
る情報
6.1 表示
6.1
JISと同じ
変更
EN規格をJISに変更した。
JISとして国内で使用するため。
実質的差異はない。
6.2 製造業者から提
供される情報
6.2
JISと同じ
変更
EN規格をJISに変更した。
JISとして国内で使用するため。
実質的差異はない。
JISと国際規格との対応の程度の全体評価:ISO 14877:2002,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
− 選択 ················ 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
T
8
1
2
3
:
2
0
1
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。