T 6532:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 用語及び定義 ··················································································································· 1
3 要求事項························································································································· 3
3.1 有害元素 ······················································································································ 3
3.2 寸法及び角度 ················································································································ 3
4 サンプリング ··················································································································· 4
5 試験方法························································································································· 4
5.1 寸法及び角度 ················································································································ 4
6 包装······························································································································· 8
7 表示及び添付文書 ············································································································· 9
7.1 表示 ···························································································································· 9
7.2 添付文書 ······················································································································ 9
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 10
T 6532:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本歯科材料工業協同組合(JDMA)及び一
般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,厚生労働大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 6532:2014
歯列矯正用ブラケット及びチューブ
Brackets and tubes for use in orthodontics
序文
この規格は,2010年に第1版として発行されたISO 27020を基とし,図面の変更,分かりやすい表現な
ど技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,固定性矯正装置に用いる歯列矯正用ブラケット(以下,ブラケットという。)及び歯列矯正
用チューブ(以下,チューブという。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 27020:2010,Dentistry−Brackets and tubes for use in orthodontics(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
用語及び定義
この規格で用いる主な用語及び定義は,次による。
2.1
トルク角度,θ(angle of torque)
スロットの近遠心長軸方向から見て,べース歯面側の接線に垂直な線と,スロット高さをこう(咬)合
側−歯肉側に2等分する線とで形成する角度(図1参照)。
注記 その角度がこう(咬)合側へ向いているときは,ポジティブ(+)という。歯肉側へ向いてい
るときは,ネガティブ(−)という。
2.2
アンギュレーション,α(angulation)
頰側・唇側から見て,スロットの近遠心方向長軸に垂直な線と,ブラケット又はチューブのこう(咬)
合−歯肉方向中心軸との間の角度(図2参照)。
注記 こう(咬)合−歯肉方向中心軸の歯肉側が,スロットの近遠心方向長軸に垂直な線に対して遠
心に傾いているときは,ポジティブ(+)という。近心に傾いているときは,ネガティブ(−)
という。
2.3
アーチワイヤ(archwire)
2
T 6532:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
歯列弓状におおむね成形されたワイヤ。
2.4
補助スロット(auxiliary slot)
メインワイヤで意図する力方向とは,別方向の力を追加するために,ワイヤを通すブラケット及びチュ
ーブに付加された孔。
2.5
補助スロット寸法(auxiliary slot dimensions)
補助スロットを通る最大ワイヤの直径又は断面寸法。
2.6
バンド(band)
ブラケット,チューブなどを取り付けるために,歯冠の外周に装着する環状のもの。
2.7
ベース(base)
ブラケット又はチューブの,エナメル質,バンド,クラウンなどに取り付ける部分。
2.8
呼び(descriptor)
一般に容認されている歯列矯正関係の慣行に従って,単位なしで1インチの1 000分の1で,スロット
サイズを識別するもの(例えば,18,22)。
2.9
ブラケット,チューブ(bracket,tube)
エナメル質,バンド,クラウンなどに取り付けて,アーチワイヤを保持するもの。
2.10 イン・アウト,li(in-out)
2.10.1
ブラケットのイン・アウト(bracket in-out)
スロットの近遠心長軸方向から見て,スロットの中心を通るスロットの近遠心方向長軸に垂直な面と,
スロットをこう(咬)合側−歯肉側に2等分する面とが交わる線上の,スロット床面とベース歯面側の面
との間の距離[図3 a) 参照]。
2.10.2
チューブのイン・アウト(tube in-out)
歯肉側から見たとき,チューブの近心端において,スロットをこう(咬)合側−歯肉側に2等分する面
内における,スロット床面とベースの歯面側との間の距離。近心側が面取りしてあるチューブでは,イン・
アウトは,チューブの近心端において,スロットをこう(咬)合側−歯肉側に2等分する面内における,
チューブを通過できる最大寸法のアーチワイヤ(丸孔チューブでは丸い断面のワイヤ,そして長方形孔チ
ューブでは長方形断面ワイヤ)と接しているスロット床面とベースの歯面側との間の距離である[図3 b)
参照]。
2.11
ローテーション・オフセット,δ(rotational offset)
こう(咬)合側から見て,スロット床面に平行な線と,スロットの近心側及び遠心側の端面の延長線と
ベースの歯面側との両交点を結ぶ線との間の角度(図4参照)。
注記 スロット床面の遠心側が近心側より歯面から遠い場合,ディスタルオフセットといい,近心側
3
T 6532:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
が遠心側より歯面から遠い場合には,メジアルオフセットという。
2.12
スロット(slot)
ブラケット又はチューブの,主にアーチワイヤを装着する近遠心方向の孔。
2.13
スロット深さ,d(slot depth)
スロットの近遠心長軸方向から見て,短い方のスロット壁頂点を通り,スロット床面に平行な接線とス
ロット床面との間の寸法(図5参照)。
2.14
スロット高さ,h(slot height)
スロットの近遠心長軸方向から見て,スロットを完全に満たす長方形の,こう(咬)合側−歯肉側間の
最大寸法(図5参照)。
2.15
スロット長さ,ls(slot length)
スロット近心端と遠心端との間の,近遠心方向の最小寸法。
2.16
固定性矯正装置(fixed orthodontic appliance)
歯科医師によって装着又は撤去するように設計された構成品からなる口くう(腔)内矯正装置。
2.17
歯科矯正装置(orthodontic appliance)
動的又は静的矯正治療に用いる歯科用機器。
3
要求事項
3.1
有害元素
この規格では,カドミウム,ベリリウム,鉛及びニッケルを有害元素に指定する。製造販売業者は,有
害元素の含有量を質量分率で示さなければならない。
3.2
寸法及び角度
寸法及び角度は,次による。
a) 次の寸法を,箇条5によって測定したとき,0.01 mmの幅で丸めて記録する。製品の寸法は,製造販
売業者が示す範囲内でなければならない。
1) イン・アウト li
2) スロット深さ d
3) スロット高さ h
4) スロット長さ ls
5) 各補助スロット寸法
b) 次の角度を,箇条5によって測定したとき,1°の幅で丸めて記録する。製品の角度は,製造販売業者
が示す範囲内でなければならない。
1) トルク角度 θ
2) アンギュレーション α
3) ローテーション・オフセット δ
4
T 6532:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
サンプリング
一つの製品について6個の試料を,同一バッチから採取する。各試料について3.2に規定した寸法及び
角度を測定する。
5
試験方法
5.1
寸法及び角度
5.1.1
機器
測定機器は,寸法が0.005 mm又は角度が0.5°まで測定可能なキャリパ,マイクロメータ,光学コンパ
レータ,その他の機器を用いる。
5.1.2
手順
5.1.2.1
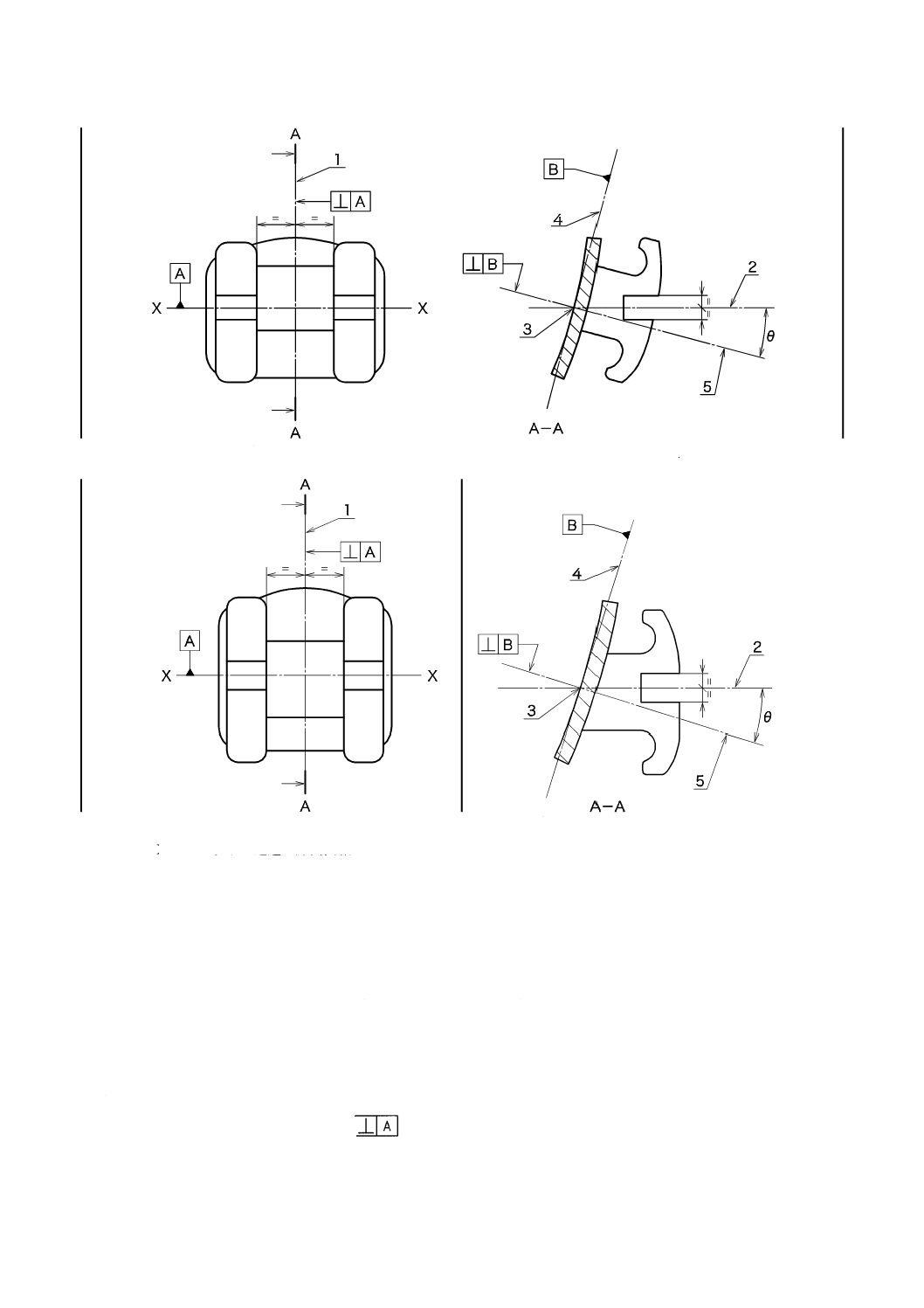
トルク角度(図1参照)
トルク角度は,次による。
a) 頰側・唇側から見て,次の操作を行う。
1) スロットの近遠心方向長軸(X軸)に沿って,線を引く。
2) スロットの中心において,(記号
で表す)X軸に直交する面1(図1中のA−A参照)を作成
する。
b) 面1上において,次の操作を行う。
1) スロットをこう(咬)合側−歯肉側に2等分する線2を引く。
2) ベースの歯面側と線2との交点(図1中の点3参照)において,ベースの歯面側に接する線4を引
く。
3) 点3を通り,(記号
で表す)線4に垂直な線5を引く。
4) 線5と線2との間のトルク角度(θ)を測定する。
推奨する方法は,次による。
ブラケット又はチューブのスロットの近遠心長軸(X軸)方向から見て,ブラケット又はチューブの面
1内において,ベースの歯面側に対して,凸面のテンプレート(convex radius template)を置く。すなわち,
ベースの歯面側を作成する。その後,1),2),及び3)によって,線2,線4及び線5を引く。
5
T 6532:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) トルク・イン・フェイス(スロットにトルク角度を付けたもの)
b) トルク・イン・ベース(ベースにトルク角度を付けたもの)
X スロットの近遠心方向長軸
1
スロットの中心において,X軸に直交する面
2
スロットをこう(咬)合側−歯肉側に2等分する線
3
線2の,ベースの歯面側との交点
4
点3を通り,ベースの歯面側に接する線
5
点3を通り,線4に垂直な線
θ
トルク角度
図1−ブラケット又はチューブのトルク角度
5.1.2.2
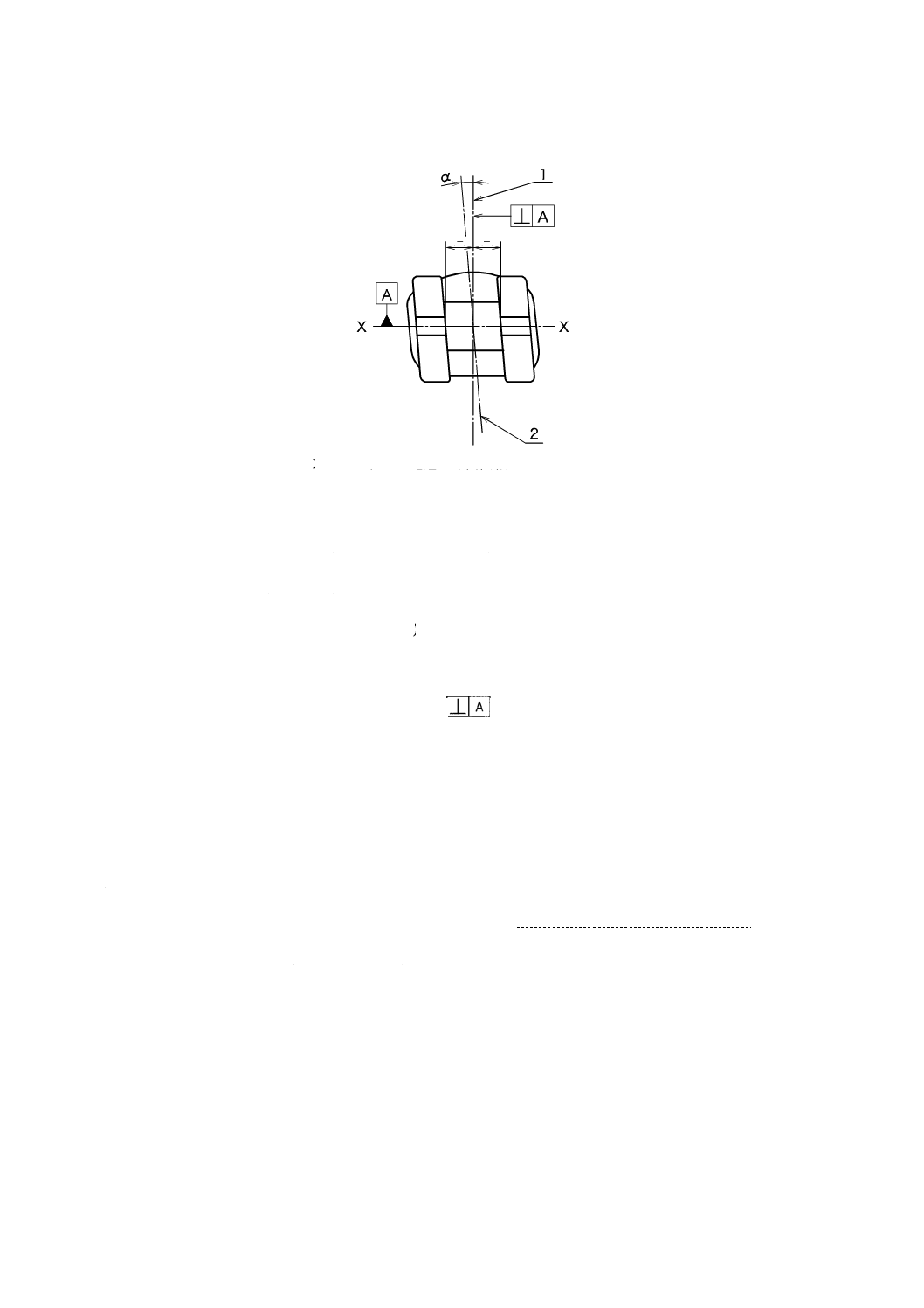
アンギュレーション(図2参照)
頰側・唇側から見て,次の操作を行う。
a) スロットの近遠心方向長軸(X軸)に沿って,線を引く。
b) スロットの中心において,(記号
で表す)X軸に直交する線1を引く。
c) こう(咬)合−歯肉方向中心軸に沿って,線2を引く。
6
T 6532:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 線1と線2との間のアンギュレーション(α)を測定する。
X スロットの近遠心方向長軸
1
スロットの中心において,X軸に直交する線
2
こう(咬)合−歯肉方向中心軸上の線
α
アンギュレーション
図2−ブラケット又はチューブのアンギュレーション
5.1.2.3
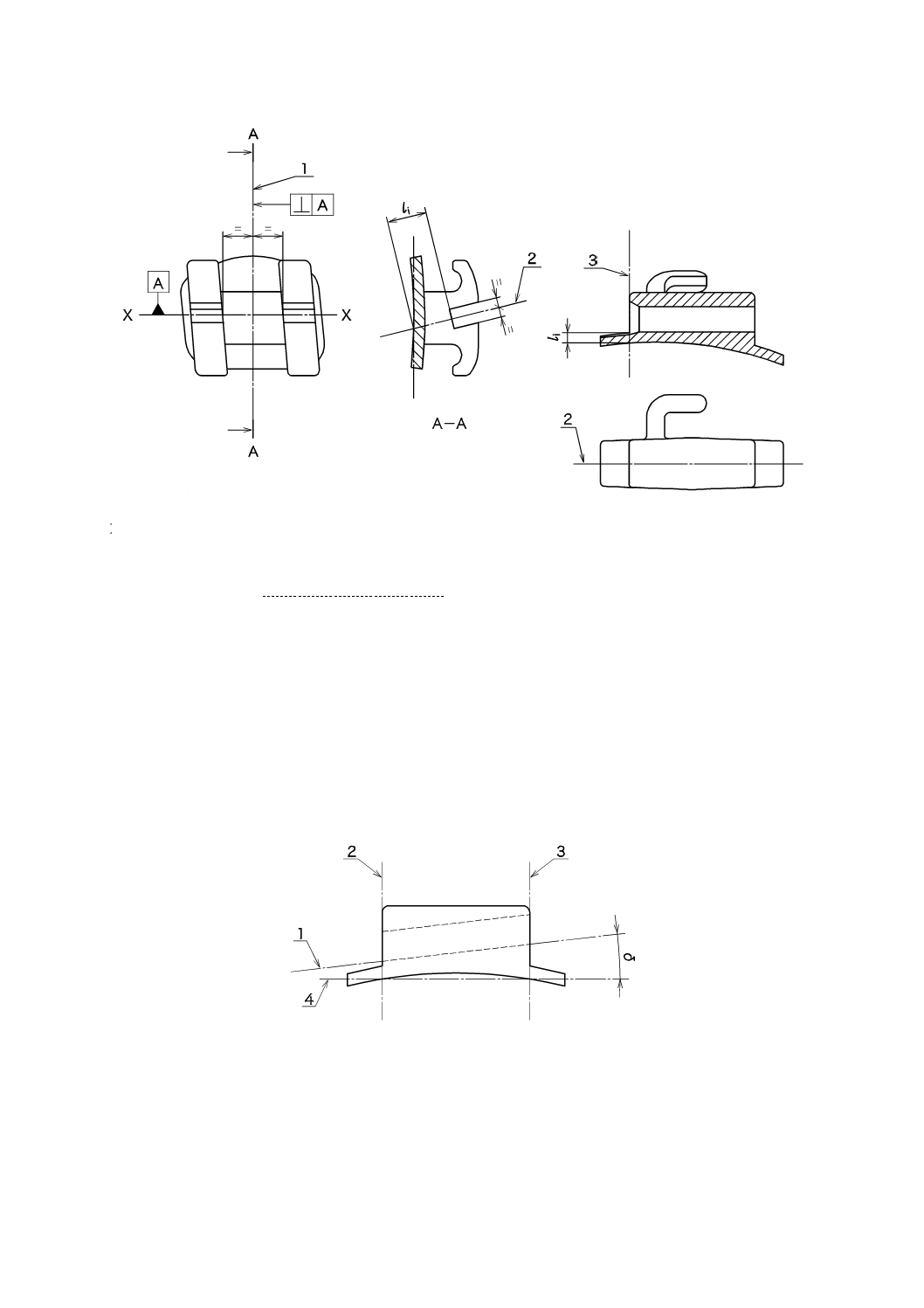
イン・アウト(図3参照)
5.1.2.3.1
ブラケットのイン・アウト[図3 a) 参照]
頰側・唇側から見て,次の操作を行う。
a) スロットの近遠心方向長軸(X軸)に沿って,線を引く。
b) ブラケット・スロットの中心において,(記号
で表す)X軸に直交する面1[図3 a) 中のA−A
参照]を作成する。
c) 面1上において,スロットをこう(咬)合側−歯肉側に2等分する面2を作成する。
d) 面1内で,スロット床面から,面2がベースの歯面側と交わる線までのイン・アウト距離(li)を測定
する。
5.1.2.3.2
チューブのイン・アウト[図3 b) 参照]
歯肉側から見て,次の操作を行う。
a) チューブのスロットを,こう(咬)合側−歯肉側に2等分する面2を作成する。
b) 面2上において,チューブのスロットの近心端に接してスロット床面の延長線と直交する面3を作成
する。
c) 面2と面3との交わる線を引き,その線上で,スロット床面から,ベースの歯面側までのイン・アウ
ト(li)を測定する。
7
T 6532:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) ブラケットのイン・アウト
b) チューブのイン・アウト
X スロットの近遠心方向長軸
1
ブラケット・スロットの中心において,X軸に直交する面
2
スロットをこう(咬)合側−歯肉側に2等分する面
3
チューブの近心端に接してスロット床面の延長線と直交する面
li
イン・アウト
図3−イン・アウト
5.1.2.4
ローテーション・オフセット(図4参照)
こう(咬)合側から見て,次の操作を行う。
a) スロット床面に平行な線1を引く。
b) スロットの近心端面及び遠心端面に接する線2及び線3をベース方向へ引く。
c) 線2及び線3と,ベースの歯面側との両交点を結ぶ線4を引く。
d) ローテーション・オフセットとして,線1と線4との間の角度(δ)を測定する。
1
スロット床面に平行な線
2,3
それぞれ,スロットの近心端面及び遠心端面に接する線
4
線2及び線3とベースの歯面側との交点を結ぶ線
δ
ローテーション・オフセット
図4−ローテーション・オフセット[こう(咬)合側から見た図]
8
T 6532:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1.2.5
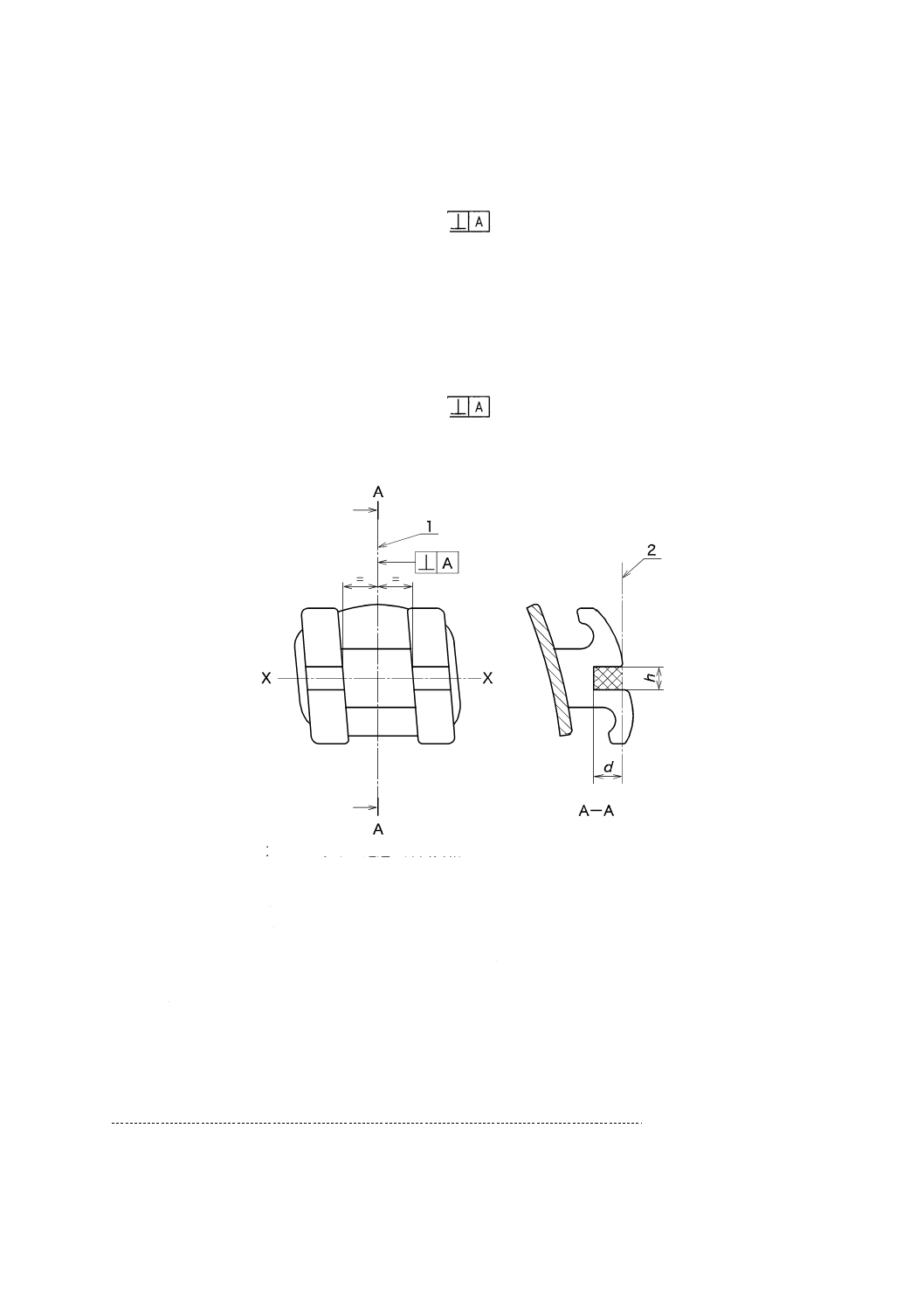
スロット深さ(図5参照)
頰側・唇側から見て,次の操作を行う。
a) スロットの近遠心方向長軸(X軸)に沿って,線を引く。
b) ブラケット・スロットの中心において,(記号
で表す)X軸に直交する面1(図5中のA−A参
照)を作成する。
c) 面1上において,短い方のスロット壁頂点を通り,スロット床面に平行な接線2を引く。
d) スロット深さ(d)を測定する。
5.1.2.6
スロット高さ(図5参照)
頰側・唇側から見て,次の操作を行う。
a) スロットの近遠心方向長軸(X軸)に沿って,線を引く。
b) ブラケット・スロットの中心において,(記号
で表す)X軸に直交する面1(図5中のA−A参
照)を作成する。
c) 面1上において,こう(咬)合−歯肉方向の最大寸法をスロット高さ(h)として測定する。
X スロットの近遠心方向長軸
1
ブラケット・スロットの中心において,X軸に直交する面
2
短い方のスロット壁頂点を通り,スロット床面に平行な接線
h
スロット高さ
d
スロット深さ
図5−スロット高さ及びスロット深さ
5.1.3
評価
要求事項に適合するには,各試料の試験結果が製造販売業者の指定する範囲内でなければならない。
6
包装
製品は,輸送中及び保管中に汚染されないように包装しなければならない。
9
T 6532:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
表示及び添付文書
7.1
表示
包装には,次の事項を表示しなければならない。
a) 製品名(販売名)
b) ブラケット又はチューブの呼び
c) 内容量
d) 用途
e) 有害元素を含有する製品については,警告表示(適切な場合,この情報は標識で表示することが望ま
しい。)
f)
製造番号又は製造記号
g) 製造販売業者名及び所在地
h) 他の法定表示事項
7.2
添付文書
添付文書には,次の事項を記載しなければならない。
a) 製品名(販売名)
b) 寸法(3.2参照)
c) 材質(金属製の場合には,薬事法の歯科用金属の規定による。)及び有害元素の濃度(3.1参照)
d) カドミウム,ベリリウム,鉛及びニッケルに関する注意事項
e) 他の法定記載事項
参考文献 JIS T 6530 歯列矯正用ワイヤ
10
T 6532:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS T 6532:2014 歯列矯正用ブラケット及びチューブ
ISO 27020:2010 Dentistry−Brackets and tubes for use in orthodontics
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理
由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
−
1
第2及び第3パラグラフ 削除
ISO規格の規定を削除した。
他のJISに整合させた。
2 用語及び
定義
2.1及び2.2 注記
3.1
−
追加
“(+)”,“(−)”を追加した。 慣例的に符号を用いている。
ISO規格改正時に提案する。
2.6
3.6
−
追加
“など”を追加した。
その他の装置を取り付ける場合もある。
ISO規格改正時に提案する。
2.7 クラウンなど
3.7
−
追加
“クラウンなど”を追加した。 クラウンなどに取り付ける場合もある。
ISO規格改正時に提案する。
2.9 エナメル質,ク
ラウンなど
3.9
ベース
変更
“エナメル質,クラウンなど”
に変更した。
ベースは,ブラケット及びチューブの一
部であるため,削除した。
エナメル質,クラウンなどに取り付ける
場合もある。
2.11 注記
3.11
−
追加
“近心側より”及び“遠心側よ
り”を追加した。
分かりやすくした。
2.13
3.13
変更
JISの規定に変更した。
分かりやすくした。
2.16 固定性矯正装
置
−
−
追加
定義を追加した。
ISO 1942に規定された歯科用語である
が,JISでは同規格を引用しないため。
2.17 歯科矯正装置
−
−
追加
定義を追加した。
ISO 1942に規定された歯科用語である
が,JISでは同規格を引用しないため。
ISO 1942の定義を変更しているため,
ISO規格改正時に提案する。
3 要求事項 3.1 製造販売業者
4.1
製造業者
変更
“製造販売業者”に変更した。
以下同様。
薬事法による。
2
T
6
5
3
2
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
T 6532:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理
由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 要求事項
(続き)
3.2 寸法及び角度
4.2
寸法の測定
変更
“寸法及び角度”に変更した。
箇条4,5.1も同様。
角度も入っているため明確にした。
5 試験方法 5.1.2.1 図1
5.2.2.1
図1
変更
a) 及びb) の左の図,並びにa)
の右の図を変更した。
トルクを説明しやすくするために,a)及
びb) の左の図のアンギュレーションを
なくした。
a) 及び b)の右の図をスロットを基準に
比較できるようにした。
5.1.2.3 図3の3
5.2.2.3
図3の3
変更
JISの記載内容に変更した。
分かりやすくした。
5.1.2.3.2 b)
5.2.2.3.2
−
追加
JISの規定を追加した。
分かりやすくした。
5.1.2.4 a)
5.2.2.4
a)
変更
JISの規定に変更した。
図4の1に整合させた。
5.1.2.5 図5の2
5.2.2.5
図5の2
変更
JISの規定に変更した。
分かりやすくした。
5.1.2.5 c)
5.2.2.5
c)
変更
JISの規定に変更した。
分かりやすくした。
5.1.2.6 c)
5.2.2.6
c) −
追加
“スロット高さ”を追加した。 分かりやすくした。
6 包装
6.2
変更
JISの規定に変更した。
他のJISに整合させた。
7 表示及び
添付文書
7.1 h)
6.3
−
追加
“他の法定表示事項”を追加した。他のJISに整合させた。
7.2 添付文書
6.1
一般的要求事項
変更
添付文書に変更した。
他のJISに整合させた。
7.2 a)
6.1
−
追加
“製品名”を追加した。
他のJISに整合させた。
7.2 c)
6.1
変更
JISの規定に変更した。
薬事法による。
7.2 d)
6.1
−
追加
JISの規定を追加した。
金属については,必要な事項である。
7.2 e)
6.1
−
追加
“他の法定記載事項”を追加した。他のJISに整合させた。
JISと国際規格との対応の程度の全体評価:ISO 27020:2010,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
T
6
5
3
2
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。