T 6530:2017
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類······························································································································· 3
5 要求事項························································································································· 3
5.1 生体適合性 ··················································································································· 3
5.2 一般 ···························································································································· 3
5.3 寸法 ···························································································································· 3
5.4 オーステナイト終了温度 ································································································· 3
5.5 機械的性質 ··················································································································· 3
5.6 有害元素 ······················································································································ 3
6 試験方法························································································································· 3
6.1 試料の採取 ··················································································································· 3
6.2 寸法 ···························································································································· 3
6.3 オーステナイト終了温度 ································································································· 4
6.4 機械的試験 ··················································································································· 4
7 包装,表示及び添付文書 ···································································································· 7
7.1 包装 ···························································································································· 7
7.2 表示 ···························································································································· 7
7.3 添付文書 ······················································································································ 7
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 8
T 6530:2017
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本歯科材料工業
協同組合(JDMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣が改正した日本工業規格であ
る。これによって,JIS T 6530:2009は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
T 6530:2017
歯列矯正用ワイヤ
Wires for use in orthodontics
序文
この規格は,2014年に第2版として発行されたISO 15841を基とし,添付文書の記載項目の変更など技
術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,固定式及び可撤式矯正装置に用いる歯列矯正用ワイヤ(以下,ワイヤという。)について規
定する。この規格には,成形したアーチワイヤ(弧線)は含むが,スプリング及びその他の成形品は含ま
ない。この規格は,矯正用ワイヤの物理的及び機械的性質,その試験方法,包装並びに表示事項に関する
要求事項を規定している。
注記1 平成32年2月29日までJIS T 6530:2009を適用することができる。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15841:2014,Dentistry−Wires for use in orthodontics(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS T 0993-1 医療機器の生物学的評価−第1部:リスクマネジメントプロセスにおける評価及び試験
JIS T 6001 歯科用医療機器の生体適合性の評価
JIS Z 2241 金属材料引張試験方法
注記 対応国際規格:ISO 6892-1,Metallic materials−Tensile testing−Part 1: Method of test at room
temperature(MOD)
ISO 1942,Dentistry−Vocabulary
ASTM F2082,Standard Test Method for Determination of Transformation Temperature of Nickel-Titanium
Shape Memory Alloys by Bend and Free Recovery
2
T 6530:2017
3
用語及び定義
この規格で用いる主な用語及び定義は,ISO 1942によるほか,次による。
3.1
オーステナイト終了温度(austenite-finish temperature),Af
低温のマルテンサイト相から,高温のオーステナイト相への金属学的変態が完了する温度。
注記 対応国際規格ではTafと表記している。
3.2
荷重たわみ比(force deflection rate),FΔ
曲げ試験において,弾性限内の1単位のたわみを生じさせるために要する荷重増分。単位はN/mm。
3.3
呼び(descriptor)
ワイヤの断面寸法を識別するコード。1 000分の1インチ単位で,単位呼称はない。
3.4
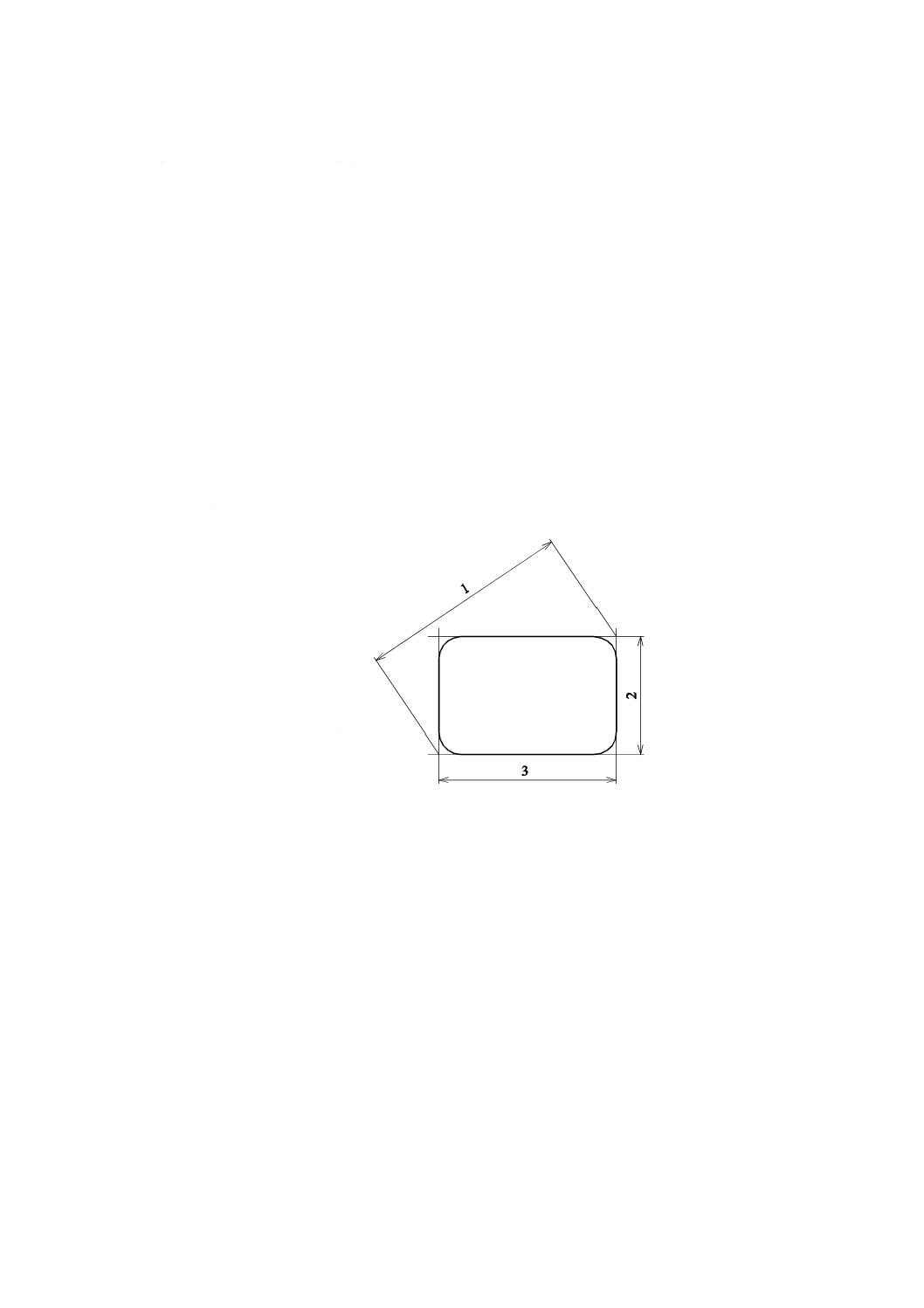
対角線(diagonal)
角ワイヤの最大断面寸法(図1参照)。
1
対角線
2
高さ
3
幅
図1−角ワイヤ断面の寸法
3.5
多重よ(撚)り線ワイヤ(multistrand wire)
複数のよ(撚)り素線を,ねじり,編み又は同軸に成形したワイヤ。
3.6
オフセット曲げ荷重(offset bending force),FS(0.1)
曲げ試験において,0.1 mmの永久変形を起こす力。
3.7
高さ(height)
角ワイヤ断面における小さい方の辺の寸法(図1参照)。
3.8
幅(width)
角ワイヤ断面における大きい方の辺の寸法(図1参照)。
3
T 6530:2017
4
種類
ワイヤの種類は,弾性挙動によって次による。
a) タイプ1 50 ℃以下において,荷重を除く過程で線形弾性挙動を示すワイヤ。
b) タイプ2 50 ℃以下において,荷重を除く過程で非線形弾性挙動を示すワイヤ。
5
要求事項
5.1
生体適合性
生体適合性は,JIS T 0993-1及びJIS T 6001によって生物学的安全性を評価する。
5.2
一般
製造販売業者は,5.3〜5.5の性質を提示しなければならない。また,これらの性質は,箇条6によって
試験したとき,製造販売業者が提示した範囲内になければならない。
5.3
寸法
ワイヤの各断面寸法(該当する直径,幅,高さ及び対角線)を,0.01 mmの桁で示す。多重よ(撚)り
線ワイヤの寸法は,想定される最大寸法とする。
5.4
オーステナイト終了温度
タイプ2のワイヤは,オーステナイト終了温度を,1 ℃の単位で示す。オーステナイト終了温度は,6.3.1
又は6.3.2によって決定しなければならない。
5.5
機械的性質
製造販売業者が,ワイヤの異なる部分が異なる機械的性質をもつと表示している場合には,各部分を個
別に試験して,試験結果を個別に示さなければならない。
5.5.1
タイプ1
a) 6.4.2によって試験したときの,ヤング率(GPa),0.2 %耐力(MPa)及び破断伸び(%)を示さなけ
ればならない。
b) 6.4.3によって試験したときの,荷重たわみ比(N/mm)及び0.1 mmオフセット曲げ荷重(N)を示さ
なければならない。
5.5.2
タイプ2
6.4.3によって試験したとき,荷重を除く過程で,3.0 mm,2.0 mm,1.0 mm及び0.5 mmにおいて,測定
される力の大きさ及び荷重を除いた後の永久変形の量を示さなければならない。
5.6
有害元素
この規格でいう有害元素は,カドミウム,ベリリウム,鉛及びニッケルとする。カドミウム,ベリリウ
ム及び鉛の含有量は,それぞれ0.02 %以下でなければならない。ニッケルの含有量が0.1 %を超える場合
には,7.2 d) 及び7.3 f) による表示及び記載の値を超えてはならない。
6
試験方法
6.1
試料の採取
各試験のために,同一バッチの製品の試料を6個準備する。製造販売業者が熱処理を推奨する場合には,
試験前に熱処理を行う。
6.2
寸法
0.005 mmの精度をもつ,キャリパス,マイクロメータ,光学コンパレータ又は他の測定器を用いて,各
試料の各寸法について,測定する。
4
T 6530:2017
6.3
オーステナイト終了温度
6.3.1
示差走査熱量測定装置による測定 測定装置は1 ℃まで校正したものを用いる。
6.3.1.1
手順
手順は,次による。
a) 示差走査熱量測定法によってオーステナイト終了温度を測定する。
b) 昇温速度は,10±2 ℃/minとする。
c) 試験装置に適した長さに試料を切断する。
6.3.1.2
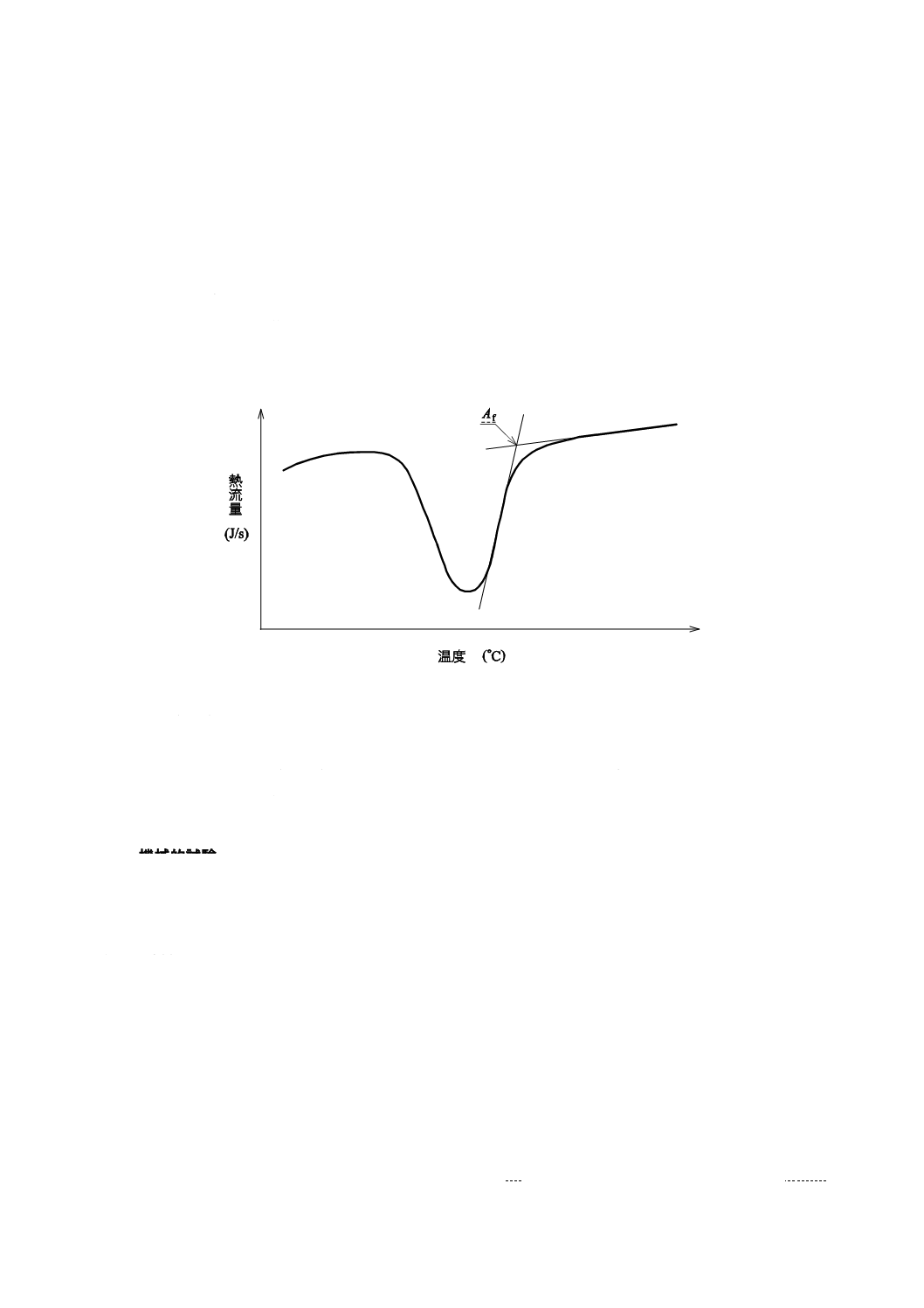
オーステナイト終了温度の測定
示差走査熱量測定法によって得られた曲線(図2参照)を用いて,示差熱曲線の谷の高温側から,変曲
点における接線と隣接するベースラインの漸近線との交点を,オーステナイト終了温度(Af)とする。
図2−示差走査熱量測定曲線
6.3.2
曲げ及び自由回復法による測定 測定装置は1 ℃まで校正したものを用いる。
6.3.2.1
手順
ASTM F2082による曲げ及び自由回復法によってオーステナイト終了温度(Af)を測定する。
6.3.2.2
オーステナイト終了温度の測定
ASTM F2082の試験結果による曲げ及び自由回復の曲線からオーステナイト終了温度(Af)を決定する。
6.4
機械的試験
6.4.1
一般
引張試験又は曲げ試験の試料は,真っすぐなものとする。ワイヤがコイル状で供給される場合には,真
っすぐにする。成形されたアーチワイヤから試料を採取する場合には,アーチワイヤの最も真っすぐな部
分から試料を切り取る。
6.4.2
引張試験
6.4.2.1
一般
ヤング率,0.2 %耐力及び破断伸びは,JIS Z 2241によって求める。
6.4.2.2
機器
6.4.2.2.1
引張試験装置 0.5〜2.0 mm/minの範囲でクロスヘッド速度を校正及びロードセルを校正した
もの。
6.4.2.2.2
マイクロメータ又は同等精度の寸法測定器 0.005 mmの精度をもつマイクロメータ又はこれ
と同等の精度をもつ測定器を用いる。マイクロメータは,JIS B 7502に規定する最小表示量が0.001 mmの
5
T 6530:2017
もの又はこれと同等のものとする。
6.4.2.3
手順
手順は,次による。
a) クロスヘッド速度は,0.5〜2.0 mm/minの範囲とする。
b) マイクロメータ又は同等精度の測定器(6.4.2.2.2)を用いて寸法を測定し,原断面積(S0)を求める。
円形断面の製品については,直交する2方向で測定した二つの直径の算術平均から原断面積を算出す
る。また,原断面積は,長さが既知の試料の質量及びその材料の密度からも求められる。
c) 原標点距離(L0)は,20±0.2 mmとする。
d) 試験機のチャック間の距離は,L0+50 mm以上とする。
e) 0.1 mmの精度をもつ器具を用いて,破断伸びを測定する。
f)
応力−ひずみ線図の直線部分の勾配から,ヤング率を求める。
g) 応力−ひずみ線図において,ひずみが0.2 %の点から耐力を求める。
6.4.3
曲げ試験
6.4.3.1
機器
6.4.3.1.1
圧縮試験装置 0.5〜2.0 mm/minの範囲でクロスヘッド速度を校正及びロードセルを校正した
もの。
6.4.3.2
手順
手順は,次による。
a) クロスヘッド速度は,1.25±0.75 mm/minとする。
b) 試料を長さ30 mm以上に切断する。
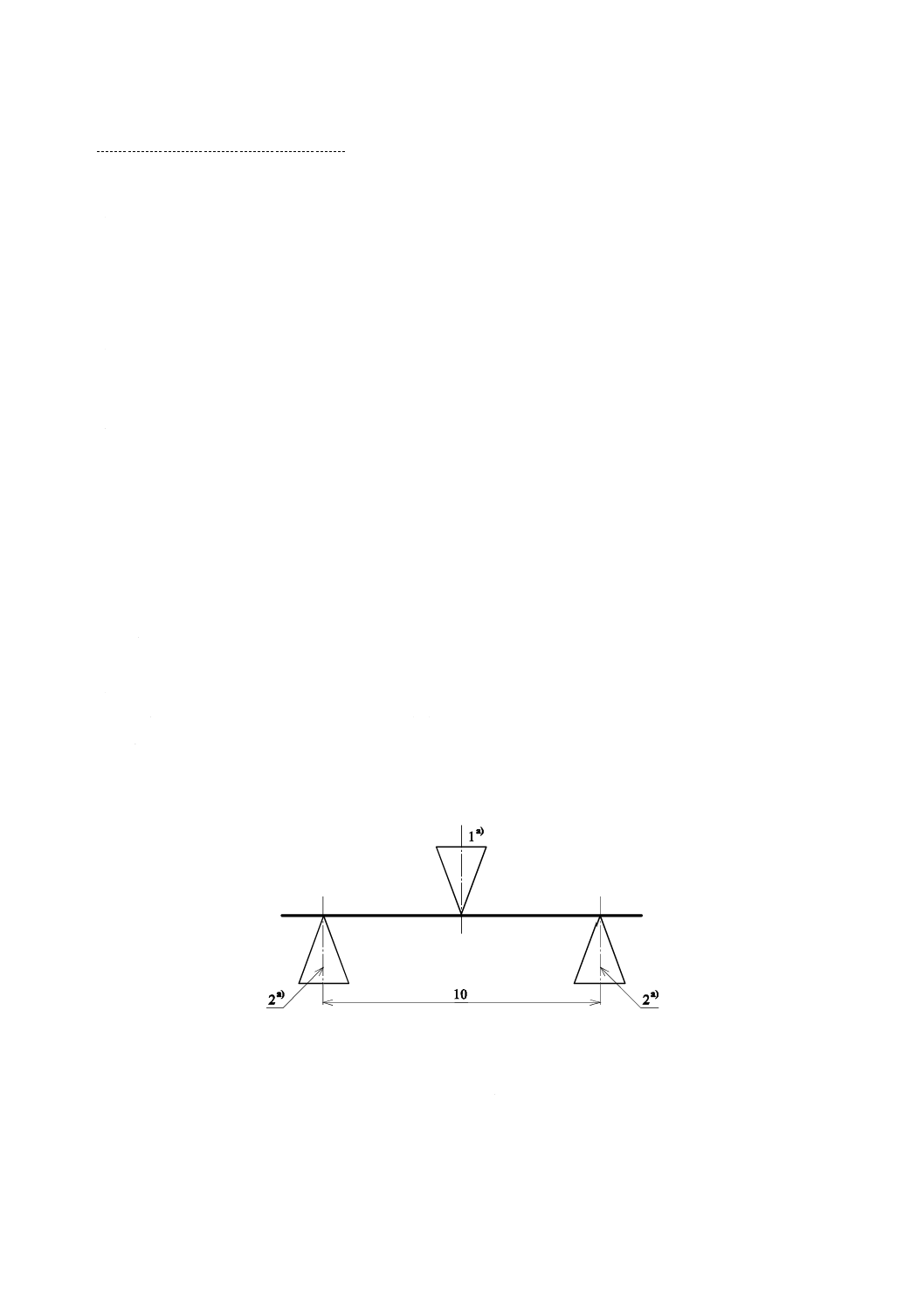
c) ワイヤを対称3点曲げで試験する。
d) ワイヤの支点間距離を10 mmとする(図3参照)。
e) 中央に置かれた圧子によって,たわみを与える。
f)
支点及び圧子の先端の半径は,0.10±0.05 mmとする。
g) 断面が長方形のワイヤは,ワイヤの高さ方向に荷重を加えて試験する。
単位 mm
1
圧子
2
支点
注a) 支点及び圧子の先端の半径は,0.10±0.05 mm。
図3−3点曲げ試験
6.4.3.3
タイプ1のワイヤの手順
手順は,次による。
6
T 6530:2017
a) タイプ1のワイヤは,室温23±2 ℃で試験する。
b) ワイヤに0.1 mm以上の永久変形を与える。
c) オフセット曲げ荷重は,0.1 mm永久変形したときの荷重とする。
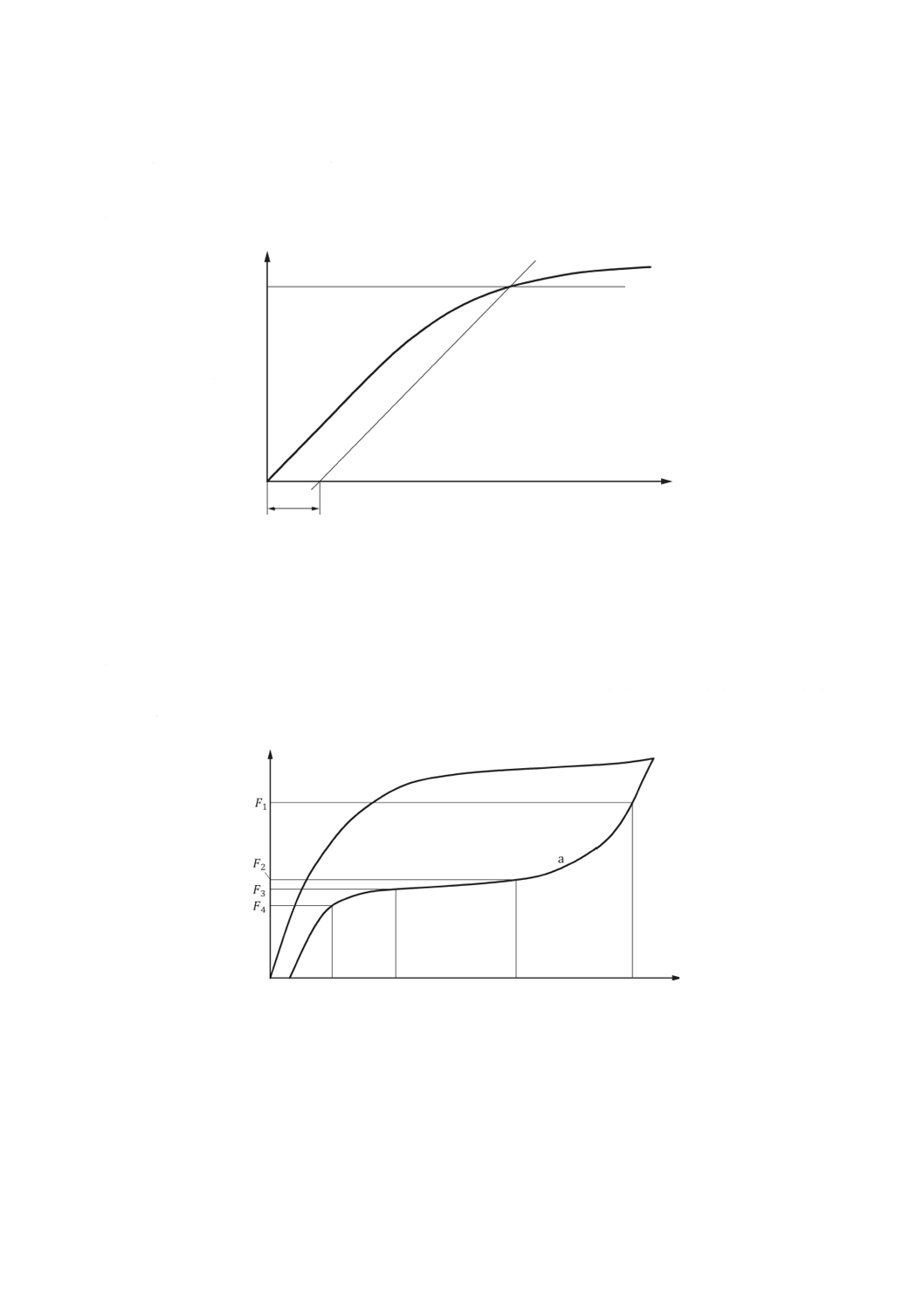
d) 荷重たわみ比は,荷重たわみ曲線(図4参照)における直線部分の勾配を算出して求める。
図4−荷重たわみ曲線(タイプ1)
6.4.3.4
タイプ2のワイヤの手順
手順は,次による。
a) タイプ2のワイヤは,36±1 ℃の温度範囲で試験する。
b) ワイヤに3.1 mmまで変位を与える。
c) 荷重たわみ曲線(図5参照)によって,荷重を除く過程での3.0 mm(F1),2.0 mm(F2),1.0 mm(F3)
及び0.5 mm(F4)のたわみにおける荷重を求める。
0.5
1.0
2.0
3.0
たわみ(mm)
a
除荷曲線(下側の曲線)から結果を求める。
図5−荷重たわみ曲線(タイプ2)
たわみ(mm)
荷
重
(N)
0.1 mm永久変形
荷
重
(N)
7
T 6530:2017
7
包装,表示及び添付文書
7.1
包装
ワイヤは,輸送中又は保管中,汚損が十分に防げるよう包装しなければならない。
7.2
表示
包装には,次の事項を表示しなければならない。
a) 製品名及び種類
b) 内容量
c) ワイヤの寸法(mm又は呼び)
d) ニッケルの含有量及び注意事項(0.1 %を超える場合)
e) 製造番号又は製造記号
f)
製造販売業者名及び所在地
g) その他法定要求事項
7.3
添付文書
添付文書には,次の事項を記載しなければならない。
a) 製品名及び種類
b) 断面寸法(mm)
c) 機械的性質
d) オーステナイト終了温度(該当する場合)
e) 成分分量(法定の歯科用金属の規定による)
f)
ニッケルの含有量及び注意事項(0.1 %を超える場合)
g) 推奨する熱処理手順(該当する場合)
h) その他法定要求事項
8
T 6530:2017
附属書JA
(参考)
JISと対応国際規格との対比表
JIS T 6530:2017 歯列矯正用ワイヤ
ISO 15841:2014,Dentistry−Wires for use in orthodontics
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の
箇条ごとの評価及びその内容
(V)JISと国際規格との技術
的差異の理由及び今後の対
策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規格
3 用語及び
定義
3.1オーステナイト終了
温度 Af
3.1
オーステナイト変態終了温度 Taf
変更
TafをAfに変更した。
国内で一般的に用いられて
いる記号を用いた。
3.1
注記 AfはISO規格で
はTaf と表記している。
−
−
追加
注記を追加した。
ISO規格で使用している記号
を注記で示した。
3.4 角ワイヤの最大断
面寸法
3.4
3.4 長方形ワイヤの最大断面寸法
変更
“長方形ワイヤ”を“角ワ
イヤ”に変更した。
角ワイヤには正方形のもの
もあるため,国内で用いられ
る一般的な呼称に変更した。
以下,原文で“rectangular
wire”とされる部分を一律に
変更した。
5 要求事項 5.1 生体適合性
−
−
追加
JIS T 0993-1及びJIS T 6001
によって評価することを規
定した。
他のJISに整合させた。
5.3 多重よ(撚)り線ワ
イヤの寸法は,想定され
る最大寸法とする。
5.3
5.3 多重よ(撚)り線ワイヤの寸法
は,ワイヤがぴったりと収まるチュ
ーブを想定したときのチューブの
内側寸法でなければならない。
変更
内容を把握しやすいように
変更した。
旧JISの表現に整合させた。
5.5.1 ヤング率
5.4.1
弾性率
変更
“弾性率”を“ヤング率”
に変更した。以下同様。
薬事上の試験項目名及び旧
JISの表現と整合させた。
2
T
6
5
3
0
:
2
0
1
7
9
T 6530:2017
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の
箇条ごとの評価及びその内容
(V)JISと国際規格との技術
的差異の理由及び今後の対
策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 要求事項
(続き)
5.6 有害元素
この規格でいう有害元
素は,カドミウム,ベリ
リウム,鉛及びニッケル
とする。カドミウム,ベ
リリウム及び鉛の含有
量は,それぞれ0.02 %
以下でなければならな
い。ニッケルの含有量が
0.1 %を超える場合に
は,7.2 d) 及び7.3 f) に
よる表示及び記載の値
を超えてはならない。
5.6
カドミウム,ベリリウム,鉛及びニ
ッケルは,有害元素と呼ばれ,含有
する場合,製造販売業者は,その成
分及び分量(%)を示さなければな
らない。
変更
含有量を規定した。
他のJISに整合させて基準値
を設定した。
ISO規格改正時に提案する。
6 試験方法 6.4.2.2.2 マイクロメー
タは,JIS B 7502に規定
する最小表示量が0.001
mmのもの又はこれと
同等のものとする。
6.4.2.2.2
−
追加
マイクロメータのJISを追
加した。
マイクロメータを具体的に
示した。
7 包装,表
示及び添付
文書
−
7
使用者に提供されるべき,包装及び
ラベリングに関する情報
変更
表題及び条項の順を変更し
た。
法的規制に準拠し,他のJIS
と構成を統一した。
7.2表示
−
7.3
7.3 ラベリング
f) ワイヤの用途
削除
項目を削除した。
添付文書の法的要求事項に
含まれる。
7.2 d) ニッケルの含有
量及び注意事項(0.1 %
を超える場合)
7.1 c)
化学組成の提示:合金中に0.1質
量%以上の濃度で存在する全元素
及び5.5に示す有害元素について,
組成範囲を示さなければならない。
変更
ニッケルの含有量及び注意
事項を表示することとし
た。
他のJISに整合させた。
7.2 g) その他法定要求
事項
−
−
追加
項目を追加した。
法定要求事項に対応するた
め。
7.3 b) 断面寸法(mm)
7.1 d)
5.2によって測定した各断面寸法の
範囲
変更
mm単位であることを明記
した。
単位を明記した。
2
T
6
5
3
0
:
2
0
1
7
10
T 6530:2017
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の
箇条ごとの評価及びその内容
(V)JISと国際規格との技術
的差異の理由及び今後の対
策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 包装,表
示及び添付
文書(続き)
7.3 e) 成分分量(法定の
歯科用金属の規定によ
る)
7.1 c)
化学組成の提示:合金中に0.1質
量%以上の濃度で存在する全元素
及び5.5に示す有害元素について,
組成範囲を示さなければならない。
変更
表示内容を,薬事法に準拠
することとした。ニッケル
に関しては,別に記載した。
法定要求事項及び他のJISに
整合させた。
7.3 f) ニッケルの含有
量及び注意事項(0.1 %
を超える場合)
7.3 g)
有害元素を含む場合の注意事項
変更
ニッケルの含有量及び注意
事項を表示することとし
た。
他のJISに整合させた。
7.3 h) その他法定要求
事項
−
−
追加
項目を追加した。
法定要求事項及び他のJISに
整合させた。
JISと国際規格との対応の程度の全体評価:ISO 15841:2014,MOD
注記1
箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2
JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
T
6
5
3
0
:
2
0
1
7