T 6528:2019
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 2
5 要求事項························································································································· 2
5.1 硬化前のレジン ············································································································· 2
5.2 硬化後のレジン ············································································································· 2
6 試験方法························································································································· 3
6.1 サンプリング ················································································································ 3
6.2 試験の準備 ··················································································································· 3
6.3 外観 ···························································································································· 4
6.4 滑沢性及び形状成形性 ···································································································· 4
6.5 色調 ···························································································································· 5
6.6 気泡,曲げ強さ及び曲げ弾性率 ························································································ 5
6.7 曲げ試験による破壊じん性 ······························································································ 7
6.8 MMAモノマー残留量 ···································································································· 10
6.9 フタレート可塑剤(該当する場合)·················································································· 14
6.10 吸水量及び溶解量 ········································································································ 17
7 包装······························································································································ 19
8 表示及び添付文書 ············································································································ 19
8.1 表示 ··························································································································· 19
8.2 添付文書 ····················································································································· 20
附属書A(規定)MMA含量測定のための高速液体クロマトグラフ(HPLC)法 ······························ 21
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 23
T 6528:2019
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本歯科材料工業
協同組合(JDMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣が改正した日本工業規格であ
る。
これによって,JIS T 6528:2013は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 6528:2019
歯科矯正床用レジン
Dental orthodontic base resins
序文
この規格は,2013年に第2版として発行されたISO 20795-2を基とし,国内の実情を反映するために技
術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,動的矯正装置及び静的矯正装置の両方に用いる歯科矯正床用レジン(ポリマー及びコポリ
マー)(以下,レジンという。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 20795-2:2013,Dentistry−Base polymers−Part 2: Orthodontic base polymers(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS R 6253 耐水研磨紙
JIS T 0993-1 医療機器の生物学的評価−第1部:リスクマネジメントプロセスにおける評価及び試験
JIS T 6001 歯科用医療機器の生体適合性の評価
ISO 1942,Dentistry−Vocabulary
3
用語及び定義
この規格で用いる主な用語及び定義は,ISO 1942によるほか,次による。
3.1
常温重合レジン(autopolymerizable materials)
65 ℃未満の温度で外部エネルギーなしに重合を開始するレジン。
3.2
光重合レジン(light activated polymers)
2
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
可視光,紫外光など外部照射源によるエネルギーを照射して,重合を開始させるレジン。
3.3
熱可塑性レジン(thermoplastic material)
加熱すると軟化して型で成形できるようになり,その後,冷えると硬化状態に戻るレジン。
4
種類
レジンの種類は,次による。
タイプ1:常温重合レジン
タイプ2:光重合レジン
タイプ3:熱可塑性レジン
5
要求事項
5.1
硬化前のレジン
5.1.1
液
液は,次による。
a) 一般的性質 液は,粉末と相溶性のあるものでなければならない。
b) 均一性 液は,6.3によって試験したとき,きょう(夾)雑物又は沈殿物があってはならない。
5.1.2
粉末,ペースト及びペレット
粉末,ペースト及びペレットは,6.3によって試験したとき,きょう雑物があってはならない。
5.2
硬化後のレジン
5.2.1
生体適合性
生体適合性は,JIS T 0993-1及びJIS T 6001によって生物学的安全性を評価する。
5.2.2
表面特性
表面特性は,次による。
a) 6.8.2によって作製した試験片の表面は,6.3によって試験したとき,滑らかで,硬く,光沢がなけれ
ばならない。
b) 6.8.2及び6.10.3によって作製した試験片は,目視で識別できる変形があってはならない。
5.2.3
滑沢性
滑沢性は,6.4によって試験したとき,滑らかで,光沢のある面でなければならない。
5.2.4
形状成形性
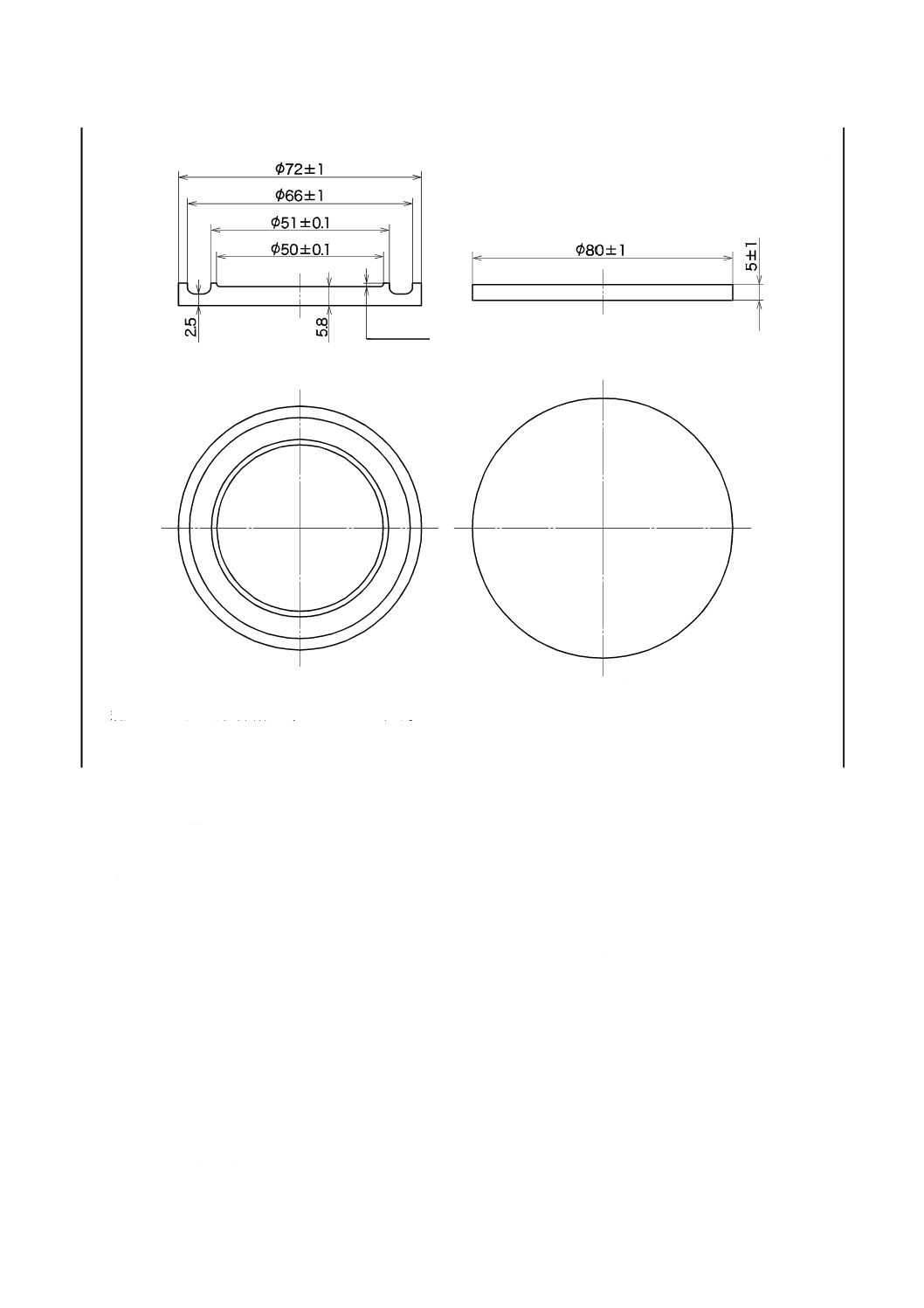
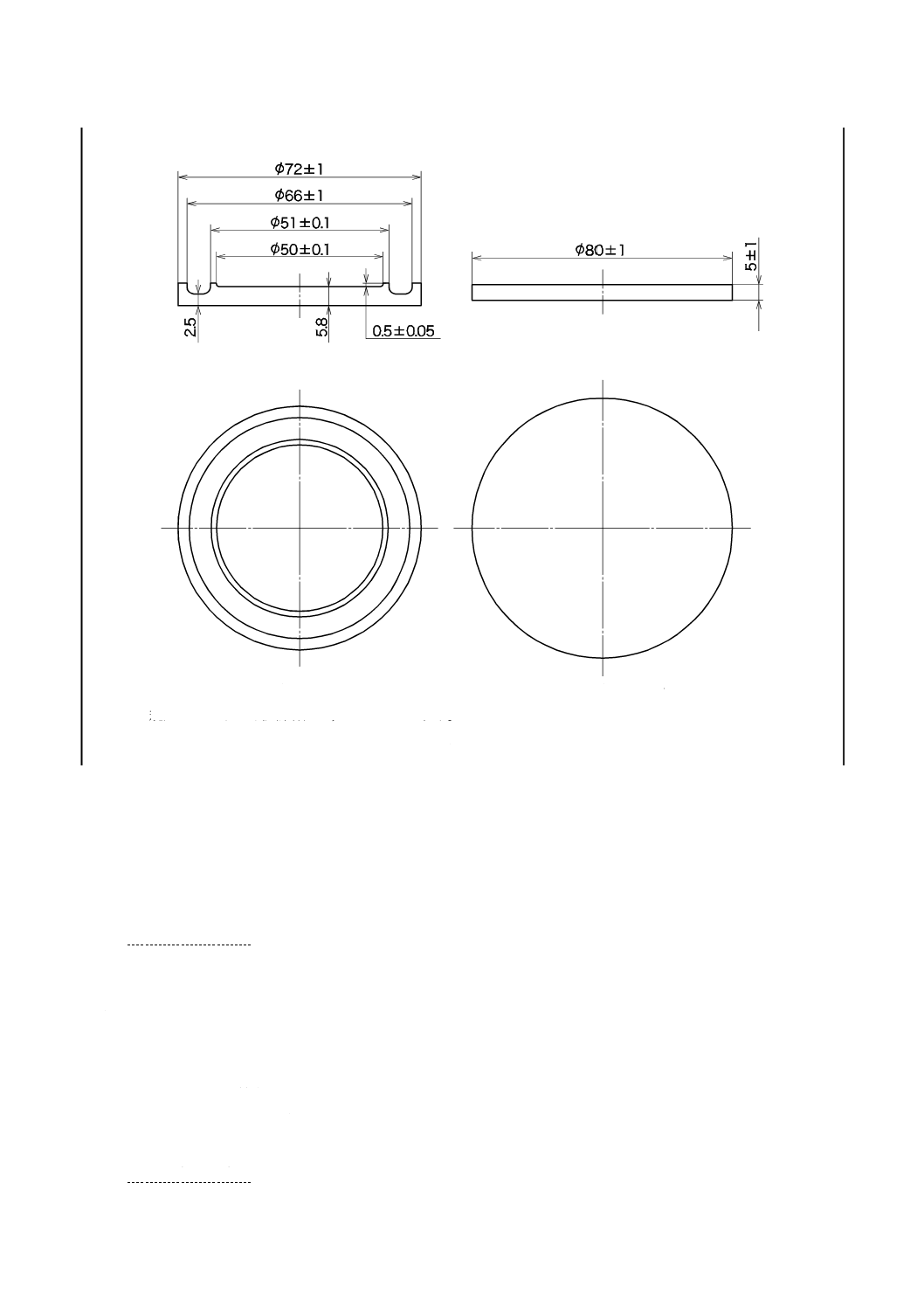
形状成形性は,6.4によって試験したとき,型どおりの辺縁をもった形状でなければならない(図1参照)。
5.2.5
色調
色調は,6.5によって試験したとき,次による。
a) 製造販売業者が指定した色調でなければならない。
b) 色調のあるレジンは,色調が均一でなければならない。
5.2.6
気泡
気泡は,6.6によって試験したとき,明瞭な気泡があってはならない。
5.2.7
曲げ強さ
曲げ強さは,6.6によって試験したとき,表1による。
5.2.8
曲げ弾性率
3
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
曲げ弾性率は,6.6によって試験したとき,表1による。
5.2.9
破壊じん(靱)性
5.2.9.1
最大応力拡大係数
製造販売業者が耐衝撃性材料であることを表示する場合には,最大応力拡大係数は,6.7によって試験し
たとき,表1による。
5.2.9.2
全破壊仕事
製造販売業者が耐衝撃性材料であることを表示する場合には,全破壊仕事は,6.7によって試験したとき,
表1による。
5.2.10
メタクリル酸メチルモノマー残留量
メタクリル酸メチル(以下,MMAという。)モノマーを使用したレジンの場合には,MMAモノマー残
留量は,次による。
a) MMAモノマー残留量は,6.8によって試験したとき,表1による。
b) 製造販売業者が表1よりも低いMMAモノマー残留量を指定した場合のMMAモノマー残留量は,製
造販売業者が指定した値から,質量分率0.2 %を超えてはならない。
5.2.11
フタレート可塑剤
硬化した材料に溶出するフタレート可塑剤が存在する場合には,フタレート可塑剤は,6.9によって試験
したとき,表1による。
5.2.12
吸水量
吸水量は,6.10によって試験したとき,表1による。
5.2.13
溶解量
溶解量は,6.10によって試験したとき,表1による。
表1−特性
種類
曲げ強さ
MPa
曲げ
弾性率
MPa
最大応力
拡大係数
MPa・m1/2
全破壊
仕事
J/m2
MMAモノ
マー残留量
質量分率%
フタレート
可塑剤
質量分率%
吸水量
μg/mm3
溶解量
μg/mm3
全ての
タイプ
50以上
1 500以上
1.1以上
250以上
5以下
表示値を10 %
超過しない。a)
32以下
5以下
注a) 例えば,製造販売業者がフタレート可塑剤の質量分率5 %を表示している場合,その含有量は,質量分率5.5 %
以下でなければならない。
6
試験方法
6.1
サンプリング
試験に用いるレジンは,同一の製造番号のもので,再試験も含めて十分な量を準備する。
6.2
試験の準備
6.2.1
試験条件
試験条件は,この規格に規定していない場合,温度23±2 ℃,相対湿度(50±10)%とする。添付文書
で製造販売業者が指定した場合は,その条件による。
6.2.2
手順
試験片の作製は,この規格に規定していない場合には,製造販売業者が指定する機器及び方法によって,
必要な処理を行う。2種又は3種以上の構成要素の混合を必要とする材料から作製する試験片については,
4
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験片ごとに個別に混合する。
6.2.3
特殊な機器
製造販売業者が指定する材料を処理するための特殊な機器は,製造販売業者が指定する手段で入手でき
なければならない。
6.3
外観
5.1.1 b),5.1.2及び5.2.2 a) に規定する要求事項の適合性は,目視検査による。
6.4
滑沢性及び形状成形性
6.4.1
器具
器具は,次による。
a) デンチャーフラスコ 試験片(A)用の模型を,その角がデンチャーフラスコ壁から5 mm以上離し
ておける大きさのもの。
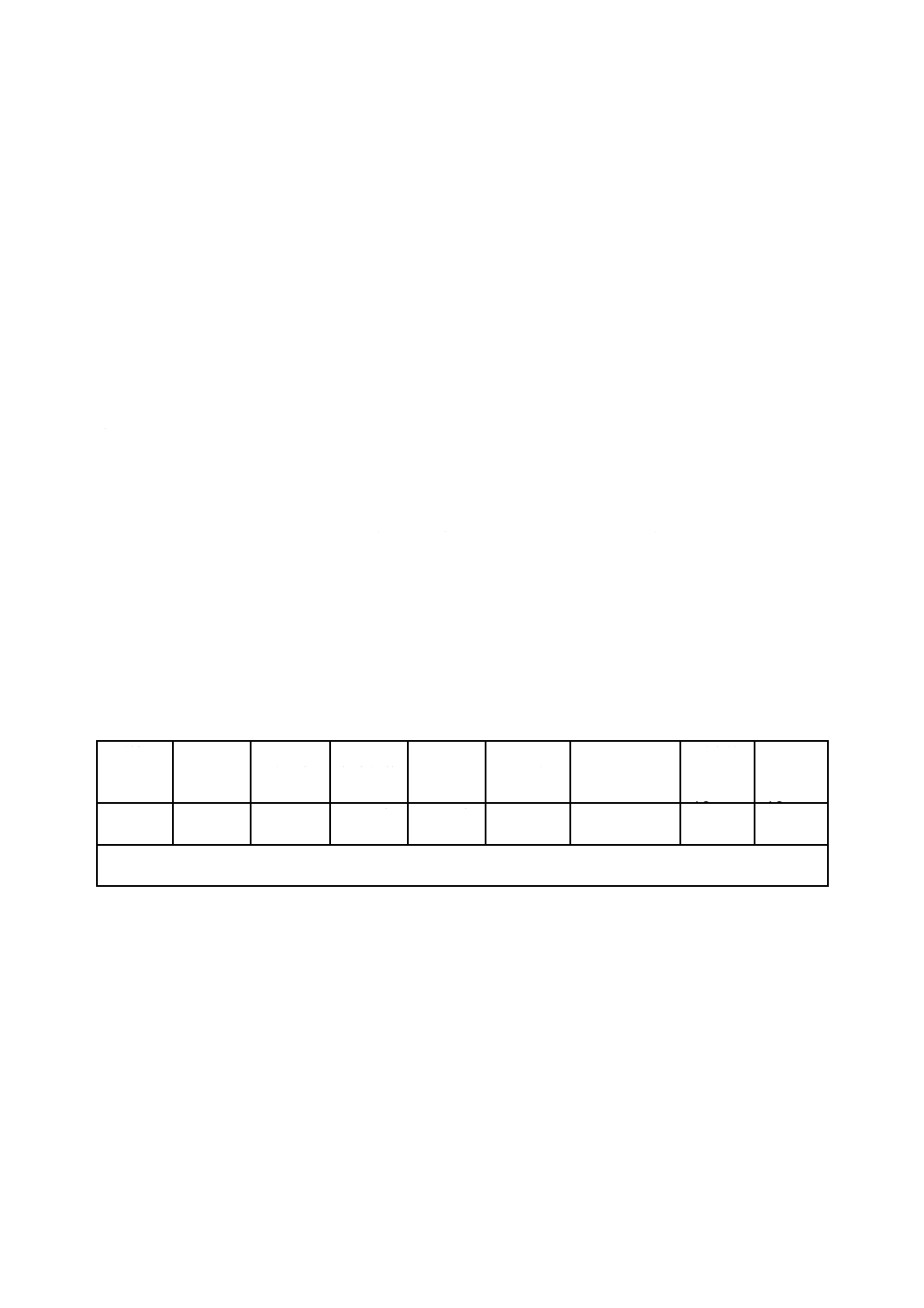
b) 試験片(A)用の模型 図1に規定する寸法の金型又はプラスチック。
単位 mm
全ての寸法許容差は,±1 mmとする。
図1−試験片(A)用の模型
c) 試験片(A)を作製するための材料 石こう,ハイドロコロイド印象材などを含む。
d) 耐水研磨紙 JIS R 6253に規定する粒度P500のもの,又はこれと同等のもの。
e) 湿ったみがき砂 粒径が約10〜20 μmのもの。
f)
研磨用コンパウンド
g) 布(モスリンを含む。)ホイール 直径が70〜95 mmで,16〜36重になっており,外径とステッチ又
は他の補強との間の距離が少なくとも10 mm以上のもの。
h) ステッチのない布(モスリンを含む。)ホイール 直径が70〜95 mmで,16〜36重のもの。
6.4.2
型の作製
タイプ1については,製造販売業者の指定によって,試験片(A)用の模型をデンチャーフラスコに埋
没する。タイプ2及びタイプ3については,製造販売業者の指定によって型を作製する。
6.4.3
手順
タイプ1については,6.4.1の器具及び6.4.2の型を用い,製造販売業者が指定する方法によって,各々
別個の混合物から2個の試験片(A)を作製する。タイプ2及びタイプ3については,製造販売業者が指
5
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
定する型及び方法によって,2個の試験片(A)を作製する。試験片(A)の表面を1分間以内,湿ったみ
がき砂及び湿った布ホイールを用いて,650±350 m/minの円周速度で研磨する。その後,ステッチのない
布ホイールを用いて研磨用コンパウンドで研磨する。
研磨及び清掃後,研磨面を目視にて観察し,5.2.3及び5.2.4への適合性を調べる。
6.4.4
評価
滑沢性及び形状成形性の評価は,次による。
a) 2個が5.2.3及び5.2.4に適合したときに,合格とする。
b) 2個が5.2.3及び5.2.4に適合しないときは,不合格とする。
c) 1個だけが5.2.3及び5.2.4に適合したときは,3個の試験片(A)で試験全体を繰り返し,3個が5.2.3
及び5.2.4に適合したときに,合格とする。
6.5
色調
6.6.3によって作製した試験片(B)の色調は,目視によって表示した色調への適合性を試験する。
6.6
気泡,曲げ強さ及び曲げ弾性率
6.6.1
試験片(B)
6.4で試験し,合格した2個の試験片(A)を用いる。
6.6.2
機器
機器は,次による。
a) 切断器具 試験片を切断できるもの。
b) ミリング装置又は空冷式若しくは水冷式の他の切断器具 試験片(B)(6.6.3参照)の作製中に試験片
(B)の温度が30 ℃よりも高くならない器具(ミリングヘッド及び鋭いカーバイトエッジ付きの機械
などが適する。)。
c) 耐水研磨紙 JIS R 6253に規定する粒度P500,P1 000及びP1 200のもの,又はこれらと同等のもの。
d) マイクロメータ及び/又はノギス JIS B 7502に規定する精度が0.01 mmで両測定面が平行なマイク
ロメータ,及び/又はJIS B 7507に規定する最小読取長さ0.01 mmのノギス。
e) 保存用容器 試験片(B)を37±1 ℃の水中で保存できる容器。
f)
試験機 クロスヘッドスピードが5±1 mm/minとなるように校正し,試験片(B)のたわみを0.025 mm
以内で測定する装置を備えたもの。試験機を校正する場合には,試験ジグが及ぼす負荷を考慮に入れ
る。
g) 曲げ試験用ジグ 直径3.2 mmの円柱状先端部をもつ,支点間距離50±0.1 mm(円柱状先端部を形成
する丸棒は,直径の許容差0.1 mm以内で,両者を平行に配置したもの。)の二つの試験片支持部と,
試験片の中央(許容差0.1 mm以内)に垂直に荷重を加えるための直径3.2 mmの円柱状先端部をもつ
荷重プランジャとからなるもの。長さは,少なくとも10.5 mmであるもの。
h) 試験用水槽 37±1 ℃が保持できる試験用水槽。
6.6.3
試験片(B)の作製
6.4で試験し,合格した2個の試験片(A)を,それぞれ切断器具を用いて縦長に3個ずつに切断し,こ
れをミリング装置で長さ64 mm,幅10.0±0.2 mm,厚さ3.3±0.2 mmとなる3個の同一の寸法の試験片(B)
に加工し,計6個の試験片(B)を作製する。このミリング装置での加工作業時に,試験片(B)が過熱す
ることを避けて,やや大き目の寸法に仕上げる。全ての面及び端を,耐水研磨紙で滑らかに,かつ,平た
んに湿式研磨し,規定の幅及び厚さにする。試験片(B)の3か所の幅及び厚さを,長軸に沿って±0.01 mm
の精度で測定する。長軸に沿った3か所の測定値の偏差は,±0.02 mmとする。
6
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.6.4
気泡の試験
6.6.3で作製した試験片(B)の気泡は,目視によって試験する。
6.6.5
気泡の評価
6個のうち5個以上が5.2.6に適合したときに,合格とする。
6.6.6
曲げ強さ及び曲げ弾性率の試験
曲げ強さ及び曲げ弾性率の試験は,次による。
a) 試験方法 5個の試験片(B),再試験の場合は6個の試験片(B)を,曲げ試験に先立って50±2時
間,温度37±1 ℃の水中に保存する。水中保存した試験片(B)を取り出して,直ちに試験用水槽中
に浸せきした曲げ試験用ジグの二つの試験片支持部に,試験片(B)の広い面を載せ,試験片(B)の
長軸が試験片支持部に垂直に,かつ,荷重プランジャ先端部の長軸に対して,左右対称となるように
置く。試験片(B)を水槽温度と同じになるようにし,5±1 mm/minの一定なクロスヘッドスピード
で試験片(B)が破折するまで,荷重プランジャで荷重を加える。
b) 曲げ強さの計算 曲げ強さは,次の式によって求める。
2
2
3
bh
Fl
=
σ
ここに,
σ: 曲げ強さ(MPa)
F: 試験片(B)に加えた最大荷重(N)
l: 支点間距離(mm)
b: 水中保存の直前に測定した試験片(B)の幅(mm)
h: 水中保存の直前に測定した試験片(B)の厚さ(mm)
c) 曲げ弾性率の計算 曲げ弾性率は,次の式によって求める。
d
bh
l
F
E
3
3
1
4
=
ここに,
E: 曲げ弾性率(MPa)
F1: 荷重−たわみ曲線の直線部分中の適切な点における荷
重(N)
注記 より正確にするために,直線を延長してもよ
い。
d: 荷重F1におけるたわみ(mm)
l,b及びh: 6.6.6 b) による(mm)。
6.6.7
曲げ強さ及び曲げ弾性率の評価
6.6.7.1
曲げ強さの評価
曲げ強さの評価は,次による。
a) 5個のうち4個以上が表1に適合したときに,合格とする。
b) 5個のうち3個以上が表1に適合しないときは,不合格とする。
c) 5個のうち3個が表1に適合したときは,6個の試験片(B)で試験全体を繰り返し,5個以上が表1
に適合したときに,合格とする。
6.6.7.2
曲げ弾性率の評価
曲げ強さ試験において,5個のうち4個以上が表1に適合するとき,5個の試験片(B)の各々に対して,
6.6.6 c) によって曲げ弾性率を求める。曲げ強さの再試験を行ったとき,この再試験の6個のうち5個の
曲げ弾性率を求める。
7
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
曲げ弾性率の評価は,次による。
a) 5個のうち4個以上が表1に適合したときに,合格とする。
b) 5個のうち3個以上が表1に適合しないときは,不合格とする。
c) 5個のうち3個が表1に適合したときは,6個の試験片(B)で試験全体を繰り返し,5個以上の曲げ
強さ及び曲げ弾性率の両方が表1に適合したときに,合格とする。
6.7
曲げ試験による破壊じん性
6.7.1
材料
材料は,次による。
a) 試験片(C) 6.4の方法で作製した試験片(A)を2個用いる。
b) グリセリン 工業用グレードのグリセリン。
6.7.2
機器
機器は,6.6.2のa)〜e) によるほか,次による。
a) 切込み器具 切込み器具は,深さ3.0±0.2 mmまで切り込めるもの。ダイヤモンドブレード(厚さ0.5
±0.1 mm)を用いることが望ましい。
b) 固定用クランプ付きの保持具 ノッチの切込み操作中に,試験片(C)の位置合わせができるもの。
c) 鋭利な刃 真っすぐで曲がらない刃をもつ,スカルペル,かみそり(剃刀)の刃,工作ナイフなど。
d) 光学顕微鏡 切込みとノッチとを合わせた全深さを0.01 mm単位で測定できるスケール付きのもの。
e) 恒温水槽2台 ノッチ付き試験片(C)を23±1 ℃及び37±1 ℃で水中保存できる水槽。
f)
曲げ試験用ジグ 6.6.2 g) による。ただし,支点間距離(lt)は,32.0±0.1 mmとする。
g) 試験機 クロスヘッドスピードが1.0±0.2 mm/minで,試験片(C)のたわみを0.025 mm以内で測定
できる装置を備えたもの。
6.7.3
曲げ試験による破壊じん性試験
6.7.3.1
試験方法
試験方法は,次による。
a) 硬化操作開始後24時間以上経過した,6.4で作製した試験片(A)を湿式研削又は6.6.2 b) の装置で
両面を均等に研削し,平らな平行面となるようにする。試験片(A)の厚さを4.0 mmよりもやや大き
めにしておく。このとき,試験片(A)が過熱しないように注意する。
b) 切断器具を用いて,各試験片(A)を横方向に,8.0 mm幅よりもやや大きめに切り分ける。粒度P1 000
又はP1 200の耐水研磨紙を用いて,全ての面が平滑で平行になるように湿式研磨して,長さ約39 mm,
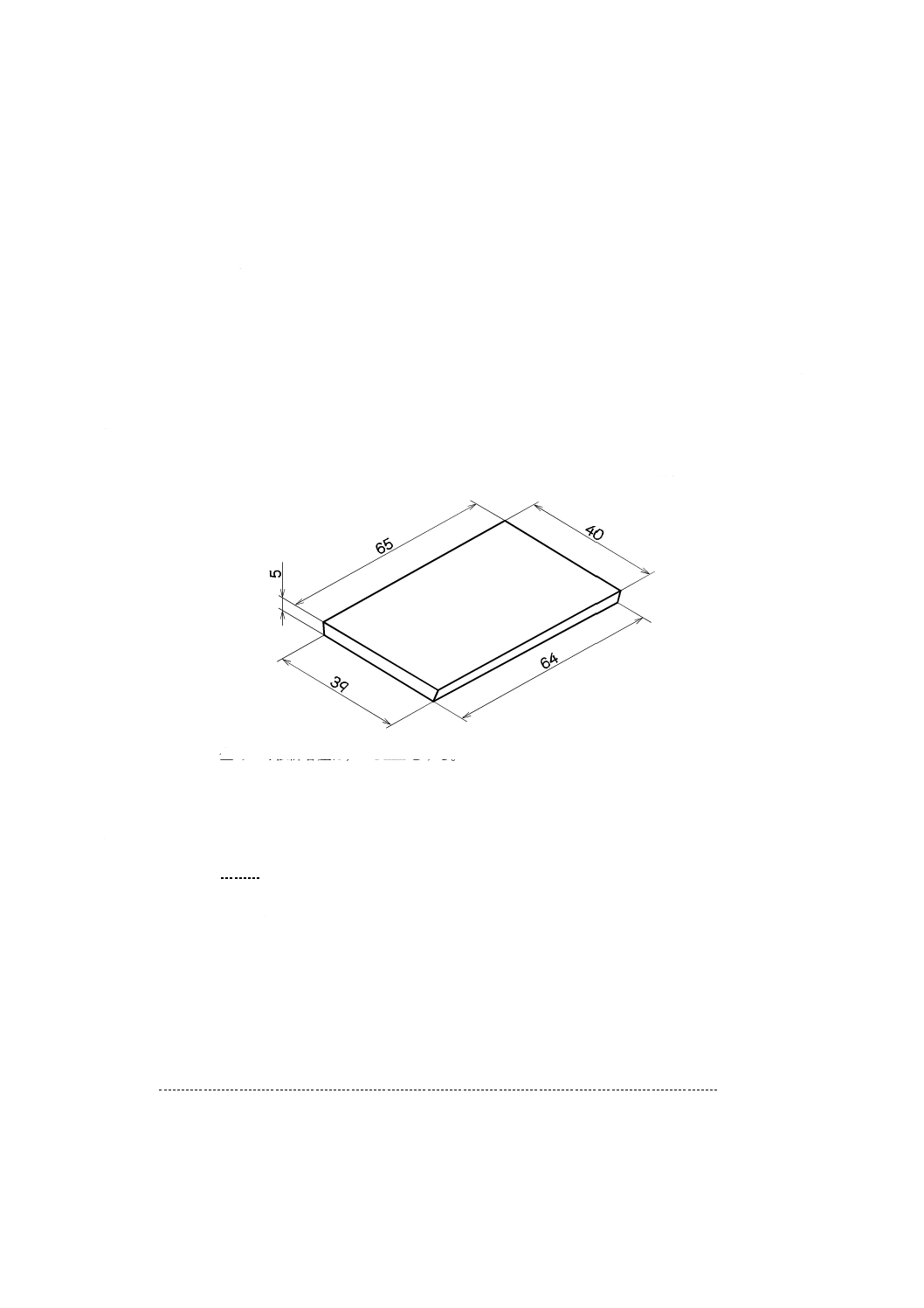
高さ8.0±0.2 mm,幅4.0±0.2 mmの試験片(C)にする。
c) 試験片(C)を長さ方向で固定用クランプ付きの保持具に固定して,試験片(C)の上面に両端からの
中心に両端に平行な線を描く。切込み器具を用いて,中心線に沿って上面に垂直に深さ3.0±0.2 mm
まで切込みを入れる。
d) 試験片(C)1個を,クランプ又は固定用クランプ付きの保持具に固定する。切込みにグリセリン1
滴を塗布する。切込みの底に鋭利な刃を当てて,手又は機械で圧力を加え,前後に動かして,鋭いノ
ッチを入れる。ノッチの深さは,100〜400 μmの範囲とする。ノッチの入れ方は,図2 a) による。
e) 光学顕微鏡を用いて,切込み(a')とノッチとを合わせた全深さ(a)を確認する。
注記1 予備の試験片(C)を用いて切込み手順を練習することが推奨される。ノッチ深さを追加
して,更に深くしようとすることは望ましくない。
f)
ノッチ付き試験片の幅(bt)及び高さ(ht)を,マイクロメータで測定する[図2 b) 参照]。
8
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) ノッチ付き試験片10個を,37±1 ℃の恒温水槽に,168時間(7日間)±2時間保存する。試験に先立
って,23±1 ℃の恒温水槽中に,60±15分間,ノッチ付き試験片を浸せきする。
h) 浸せき後,ノッチ付き試験片1個を水中から取り出し,清浄な乾いたタオルで水分を除く。曲げ試験
用ジグの二つの試験片支持部に,ノッチ付き試験片のノッチを荷重プランジャの反対側に向けて置く
[図2 b) 参照]。ノッチが二つの試験片支持部の中央にあることを確認する。
i)
クロスヘッドスピードが1.0±0.2 mm/minで,最大荷重を過ぎ,荷重が最大荷重の5 %に減少するか,
1.0±0.2 Nよりも小さくなるまで試験する。荷重−たわみ曲線全体を記録する。調整したノッチ付き
試験片10個全てについて,試験を行う。
j)
試験の完了後,破壊面の,切込みとノッチとを合わせた全深さ(a)[図2 a) 参照]を,光学顕微鏡を
用いて測定する。
注記2 深さの識別を容易にするために,破壊じん性試験前に,ノッチの中にインクを流し込み,
乾かしてもよい。
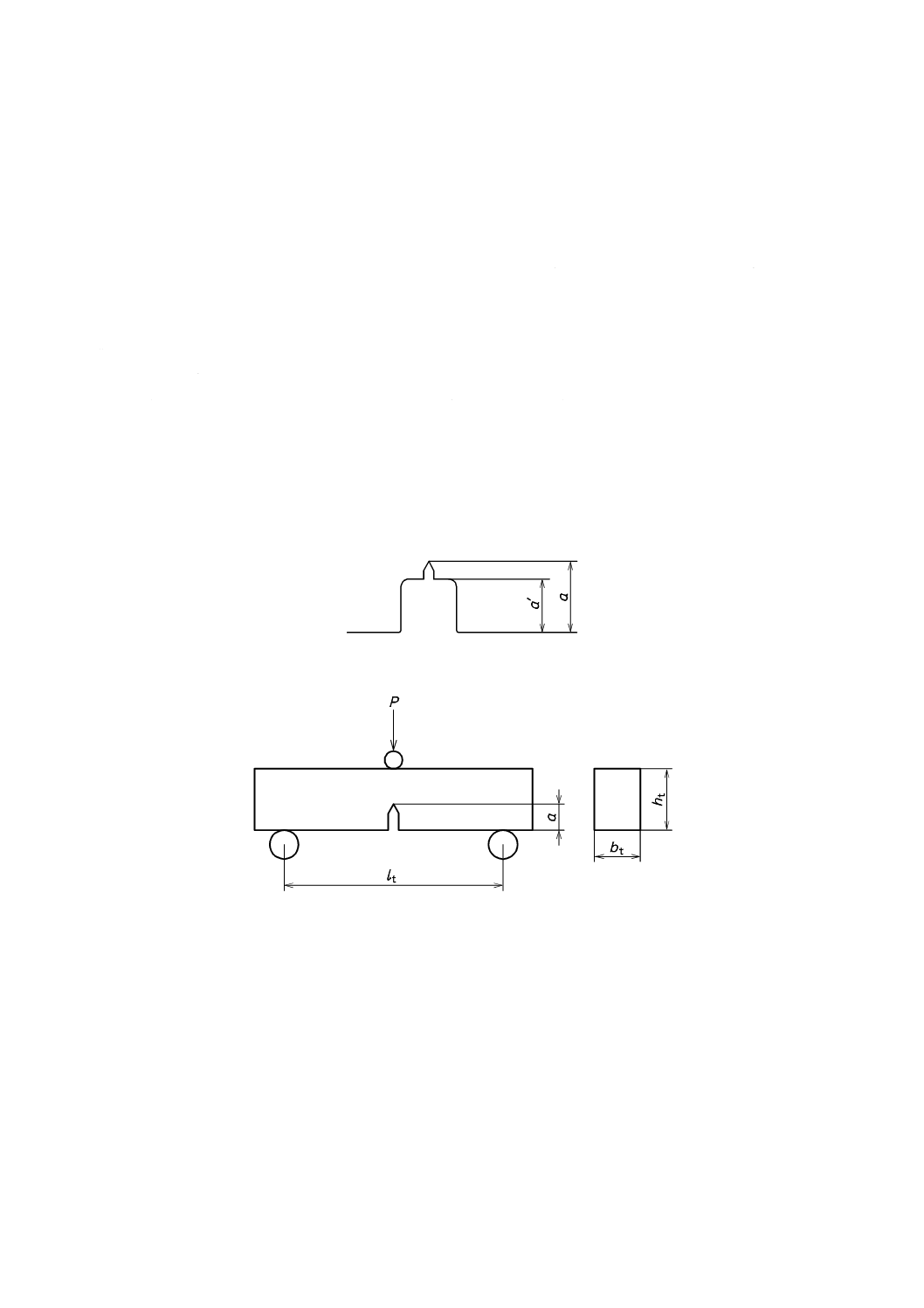
切込みとノッチとを合わせた全深さ(a)を,ノッチ付き試験片面と試験で破壊した領域との距離の
3測定値(a1,a2,a3)の平均として求める。
これらの3測定値は,試験片幅の4分の1及び2分の1の箇所で求める(図3参照)。
a) ノッチの入れ方
b) 荷重プランジャに対してノッチが正確に反対側を向いている試験片
図2−破壊じん性試験
9
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3−破壊面に隣接する全クラック長さの測定
6.7.3.2
最大応力拡大係数の計算
最大応力拡大係数(Kmax)は,次の式によって算出する。
2
/
3
2
/
3
t
t
t
max
max
10−
×
=
h
b
l
P
f
K
(MPa・m1/2)
ここで,fは,xの幾何関数であり,
()
(
)(
)
(
)(
)
x
x
x
.
x
.
.
x
x
.
x
x
f
2
/
3
2
2
/
1
1
2
1
2
7
2
93
3
15
2
1
99
1
3
−
+
+
−
−
−
=
さらに,x=a/ht
ここに,
Kmax: 最大応力拡大係数(MPa・m1/2)
Pmax: ノッチ付き試験片に加えられる最大荷重(N)
ht: 高さ(mm)
bt: 幅(mm)
a: 全深さ(mm)
lt: 支点間距離(mm)
6.7.3.3
全破壊仕事の計算
全破壊仕事(Wf)は,次の式によって求める。破壊仕事は,荷重−たわみ曲線の積分面積から求める。
(
)
000
1
2
t
t
f
×
−
=
a
h
b
U
W
(J/m2)
ここに,
Wf: 全破壊仕事(J/m2)
U: 次の式で与えられる,記録した荷重−たわみ曲線とた
わみ軸との間の面積に相当する。
Δ
d
P
U∫
=
(N・mm)
∆:荷重Pにおけるたわみ量(mm)
bt,ht及びa: 6.7.3.2による(mm)。
注記 荷重−たわみ曲線とたわみ軸との間の面積は,試験片全体を壊すのに要するエネルギーを表す。
そのエネルギーを破壊面積の2倍の数値で除すると,単位J/m2で表される表面エネルギーが得
られる。
6.7.4
破壊じん性の評価
10
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
最大応力拡大係数及び全破壊仕事の評価は,次による。
a) 最大応力拡大係数の評価 最大応力拡大係数の評価は,次による。
1) 10個のうち8個以上が表1に適合したときに,合格とする。
2) 10個のうち6個以上が表1に適合しないときは,不合格とする。
3) 10個のうち5〜7個が表1に適合したときは,12個のノッチ付き試験片で試験全体を繰り返し,10
個以上が表1に適合したときに,合格とする。
b) 全破壊仕事の評価 全破壊仕事の評価は,次による。
1) 10個のうち8個以上が表1に適合したときに,合格とする。
2) 10個のうち6個以上が表1に適合しないときは,不合格とする。
3) 10個のうち5〜7個が表1に適合したときは,12個のノッチ付き試験片で試験全体を繰り返し,10
個以上が表1に適合したときに,合格とする。
6.8
MMAモノマー残留量
6.8.1
原理
MMAモノマーを使用したレジンの場合には,MMAモノマー残留量は,重合したレジンからMMAモノ
マーの溶媒抽出後のクロマトグラフ分析によって行う。ガスクロマトグラフ(以下,GCという。)法,高
速液体クロマトグラフ(以下,HPLCという。)法(附属書A参照),又はこれらの方法と同じ結果が出る
ことを保証できる他のクロマトグラフ法を用いてもよい。
6.8.2
試験片(D)の作製
試験片(D)の作製は,次による。
a) 機器 機器は,次による。
1) タイプ1用の型 直径50 mm,深さ3.0±0.1 mmで,平らなカバー付きの円形のステンレス鋼製の
もの(図4参照)。
2) タイプ2及びタイプ3用の型及び/又は装置 直径50 mm,深さ3.0±0.1 mmの試験片(D)を作
製するために,製造販売業者が指定するもの。
3) 耐水研磨紙 JIS R 6253に規定する粒度P500,P1 000及びP1 200のもの,又はこれと同等のもの。
4) マイクロメータ及び/又はノギス JIS B 7502に規定する精度が0.01 mmで両測定面が平行なマイ
クロメータ,及び/又はJIS B 7507に規定する最小読取長さ0.01 mmのノギス。
b) 手順 手順は,次による。
1) タイプ1については,a) 1),a) 3) 及びa) 4) の型及び機器を用い,製造販売業者が指定する方法に
よって,各々別個の混合物から3個の試験片(D)を作製する。タイプ2及びタイプ3については,
a) 2),a) 3) 及びa) 4) の型及び機器を用い,製造販売業者が指定する方法によって,各々別個の混
合物から3個の試験片(D)を作製する。
2) 6.2.1の試験条件で暗所に24±5時間保管後,耐水研磨紙を順次用いて2.0±0.1 mmの厚さになるま
で,試験片(D)の両面からおおよそ均等に湿式研削する。粒度P1 200の耐水研磨紙で試験片(D)
の全周を研削し,滑らかにする。試験片(D)を目視で観察し,明瞭な気泡のないことを確認する。
注記 試験片(D)を冷蔵庫に保存した場合には,モノマー含量は,数日間一定のままである。
また,試験片(D)を(−18 ℃よりも低い)冷凍庫に保存した場合には,モノマー含量は,
数箇月間一定のままである。
研削した試験片(D)を,モノマー抽出の少なくとも24±1時間前に試験条件(6.2.1参照)で暗
所に保存する。
11
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a) 型
b) カバー
規定していない寸法許容差は,±0.2 mmとする。
図4−モノマー残留量試験用の金型
6.8.3
モノマーの抽出
モノマーの抽出は,次による。
a) 試薬 試薬は,次による。
1) ハイドロキノン
2) アセトン 分析グレード又はHPLC法グレードのもの。
3) メタノール 分析グレード又はHPLC法グレードのもの。
4) 内部標準用試薬 n-ペンタノールの分析グレード,又はサンプル溶液のほかのいずれのピークにも
重ならない内部標準用試薬(例えば,1-ブタノール)。
製造販売業者が,可塑剤が存在することを示している場合には,追加の内部標準用試薬を導入し
てもよい。その選択した追加の各内部標準用試薬のピークは,サンプル溶液のいずれのピークにも
重なってはならない。
b) 機器 機器は,次による。
1) 一般的な実験室器具
2) 磁気かくはん(攪拌)器 ポリテトラフルオロエチレンコーティング(以下,PTFEコーティング
という。)磁気かくはん子付きのもの。
3.0±0.1
12
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) 分析はかり 精度が0.1 mg以上のもの。
4) 全量フラスコ 容量が5 mL,10 mL及び1 Lのもの。
5) 蓋付きガラス製遠心管
6) メスピペット 容量が100 μL,2 mL,3 mL及び5 mLのもの。
7) 遠心分離機 遠心分離できる十分な能力をもつもの。
8) 試験管 蓋付きのガラス製のもの。
c) 溶液の調製 溶液の調製は,次による。
1) アセトン溶液 ハイドロキノン約0.02 gをひょう(秤)量して,1 L全量フラスコの中に入れる。
アセトンを加えて,全体の体積を1 Lにする。
2) メタノール溶液 ハイドロキノン約0.02 gをひょう量して,1 L全量フラスコの中に入れる。メタ
ノールを加えて,全体の体積を1 Lにする。
3) メタノール/アセトン溶液 アセトン溶液とメタノール溶液とを体積比1:4の割合で混合する。
4) 内部標準用溶液 内部標準用試薬約350 mgをひょう量して,10 mL全量フラスコの中に入れる。メ
タノール溶液を加えて,全体の体積を10 mLにする。
5) サンプル溶液 サンプル溶液の作製は,次による。
5.1) 試験片(D)を,10 mL全量フラスコの首部を通る大きさの細片に砕き,全量フラスコに砕いた試
験片(D)約650 mgを入れる。この質量を分析はかりでひょう量して,記録する。これを繰り返
して,3個の試験片(D)からそれぞれ3個のサンプル,すなわち,全部で9個のサンプルを作製
する。
5.2) 各全量フラスコにアセトン溶液を加えて,全体の体積を10 mLにし,PTFEコーティング磁気かく
はん子を入れ,全量フラスコを密閉し,サンプル溶液を室温で72±2時間,磁気かくはん器を用
いて,かくはんする。
5.3) 個別のメスピペットを用いて,各サンプル溶液から2 mLを各10 mL全量フラスコに入れる。それ
から各全量フラスコに100 μLの内部標準用溶液を加える。さらに,メタノール溶液をこれらのサ
ンプル溶液に各々加えて,全体の体積を10 mLとし,かくはんする。個別のメスピペットを用い
て,このサンプル溶液5 mLを,蓋付きガラス製遠心管へ移す。
5.4) このサンプル溶液を3 000 gn m/s2で15分間遠心分離機で遠心分離する。個別のメスピペットを用
いて,遠心分離された各溶液のうちの約3 mLを個別の試験管に移し,溶液中にポリマーが存在し
ないことを調べるために,メタノール溶液を加える。その液の入った試験管に,垂直に光線を照
射したとき,液は,透明でなければならない。この試験は,暗室で行わなければならない。液が
透明に見えない場合には,より多い量のメタノール溶液を用いて,上述の遠心分離以降の手順を
繰り返す。
5.5) ポリマーを完全に沈殿させるために必要であったメタノール溶液の量を記録する。液が透明に見
えるならば,モノマー残留量を,GC法,HPLC法(附属書A参照)又は他の同等なクロマトグラ
フ法(6.8.1参照)によって測定する。
6.8.4
ガスクロマトグラフ(GC)法
GC法は,次による。
a) 試薬及び機器 試薬及び機器は,次による。
1) MMA GC法純度が99 %以上のもの。
2) GC 液体サンプル用スプリット/スプリットレス注入口(スプリットモード,スプリット比1:10
13
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
を推奨。),水素炎イオン化検出器及び記録システムを備えるもの。
3) マイクロシリンジ 容量が0.1〜5 μLのもの。
b) 手順 手順は,次による。
1) GC法の検量線用溶液の調製 質量分率約0.1〜6 %のMMA濃度が少なくとも5種の検量線用溶液
(内部標準用試薬も含有する。)を調製する。
手順は,次のいずれかによる。
1.1) 6 mg,60 mg,150 mg,300 mg及び400 mgのMMAをひょう量し,それぞれ5 mL全量フラスコ
に入れて,検量線用溶液を調製する。メタノール/アセトン溶液を加えて,全体の体積を5 mLに
する。各検量線用溶液の100 μLを,100 μLの内部標準用溶液とともに,個別の10 mL全量フラス
コに移す。メタノール/アセトン溶液を加えて全体の体積を10 mLにする。各検量線用溶液ごと
にMMAの質量を記録し,最終濃度(μg/mL)を求める。サンプル溶液のMMA含量が,検量線作
成のMMA濃度内に入らない場合には,追加の検量点を作成する。
1.2) 約400 mgのMMAをひょう量し,5 mL全量フラスコに入れて,メタノール/アセトン溶液を加
えて,全体の体積を5 mLにし,検量線用溶液の母液を調製する。検量線用溶液の母液2 μL,15 μL,
38 μL,75 μL及び100 μLを,それぞれ100 μLの内部標準用溶液とともに,個別の10 mL全量フ
ラスコに移す。メタノール/アセトン溶液を加えて全体の体積を10 mLにする。各検量線用溶液
ごとにMMAの質量を記録し,最終濃度(μg/mL)を求める。サンプル溶液のMMA含量が,検量
線作成のMMA濃度内に入らない場合には,追加の検量点を作成する。
2) GC装置,ガス及び操作条件 GC装置,ガス及び操作条件は,次による。
2.1) カラム 長さ30 m,内径0.25 mmの溶融石英キャピラリ管がよい。固定相は,ポリシロキサン誘
導体(例えば,メチル基及びフェニル基をもつポリシロキサン)又はポリエチレングリコール。
2.2) カラムコンディショニング ガスを流して昇温し,6〜10時間係留する。
2.3) 推奨するカラム温度 75 ℃一定
2.4) 注入口温度 200 ℃
2.5) 検出器温度 200 ℃
2.6) キャリヤガス 流量が毎分約1.3 mLのガスクロマトグラフ分析用ヘリウム
2.7) 燃料ガス GC分析用の水素及び空気
c) サンプル溶液及び検量線用溶液のGC 使用するGCの感度によって,サンプル溶液[6.8.3 c) 5) によ
って調製]又は検量線用溶液[b) 1) によって調製]の適量を注入する。注入量は,対応するサンプル
溶液又は検量線用溶液について同じでなければならない。全成分が完全に流出されるまで,GCを作
動させる。サンプル溶液中のMMA含量を正確に定量するために,様々なカラムオーブン温度プロフ
ィールを用いて,全物質の良好な分離を確保しなければならない。
d) GCのピークの評価 MMA及び内部標準用試薬の保持時間を決定する。少なくともお互いの相対的な
保持時間を決定する。実測値は,カラムの古さ及び他のGCのパラメータによって変わる。MMA及
び内部標準用試薬のピーク高さ又は面積は,電子的記録及び積分によって求める。
6.8.5
計算及び評価
計算及び評価は,次による。
a) 検量線からの計算 検量線からの計算は,次による。
1) 検量線の作成 ピーク面積(又は高さ)の比を用いて,検量線を作成する。
14
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
I.S.
MMA
A
A
′
′
ここに,
A'MMA: 検量線用溶液中のMMAのピーク面積(又は高さ)
A'I.S.: 検量線用溶液中の内部標準用試薬(例えば,n-ペンタノ
ール)のピーク面積(又は高さ)
2) 測定の信頼性 線形回帰によって作成された検量線の相関係数は,0.990以上でなければならない。
3) MMAの濃度の決定 次の対応比を用いて,MMAの濃度を求める。
I.S.
MMA
A
A
ここに,
AMMA: サンプル溶液中のMMAのピーク面積(又は高さ)
AI.S.: サンプル溶液中の内部標準用試薬(例えば,n-ペンタノ
ール)のピーク面積(又は高さ)
分析されるサンプル溶液中のMMA濃度(cMMA μg/mL)を求めるために,検量線を用いる。
サンプル溶液中のMMA全量(mMMA μg)を次の式によって求める。
**
*
10
2
10
MMA
MMA
×
×
=c
m
注*
溶解ポリマーを沈殿させるために,密閉された全量フラスコ中のサンプル溶液2 mL及び
内部標準用溶液100 μLにメタノール溶液を加えて,全体量を10 mLにする。希釈率2:10
でポリマーが完全に沈殿しない場合には,この希釈率を変える必要がある。
** 元のサンプル溶液の体積は,10 mLである。
MMAモノマー残留量(質量分率)
100
SAMPLE
MMA×
=mm
ここに,
mMMA: サンプル溶液中のMMA全量(μg)
mSAMPLE: サンプルの質量(μg)
b) 評価 MMAモノマー残留量の評価は,次による。
1) 9個のサンプルのうち7個以上が5.2.10に適合したときに,合格とする。
2) 9個のサンプルのうち5個以上が5.2.10に適合しないときは,不合格とする。
3) 9個のサンプルのうち5個又は6個が5.2.10に適合したときは,試験全体を繰り返し,8個以上が
5.2.10に適合したときに,合格とする。
6.9
フタレート可塑剤(該当する場合)
6.9.1
一般
製造販売業者は,硬化した材料にフタレート可塑剤が存在する場合には,存在するフタレート可塑剤を
明示し,同定しなければならない。
6.9.2
原理
重合したレジンからフタレート可塑剤を溶媒抽出した後,クロマトグラフ分析を行う。GC法,HPLC法
(附属書A参照),又はこれらの方法と同じ結果が出ることを保証できる他のクロマトグラフ法を用いて
もよい。
6.9.3
試験片の作製
試験片は,6.8.2によって同様に作製する。
15
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.9.4
フタレート可塑剤の抽出
フタレート可塑剤の抽出は,6.8.3によって同様に行う。
a) 試薬 6.8.3 a) に用いた試薬及び次による。
1) フタレート可塑剤 製造販売業者が指示するもの。
2) 内部標準用試薬 分析グレードの純度,そのピークは,サンプル溶液の他のいずれのピークとも重
ならず,フタレート可塑剤の定量に適するもの。
b) 機器 6.8.3 b) による。
c) 溶液の調製 6.8.3 c) に用いた溶液及び次による。
1) 内部標準用溶液(I.S.) フタレート可塑剤のピークの近くで溶出する内部標準用試薬が望ましい。
追加の内部標準用試薬が6.8.3 a) 4) で導入されていない場合には,レジン中のフタレート可塑剤
を定量できるように内部標準用溶液を調製する。
2) サンプル溶液 サンプル溶液に加えられる内部標準用溶液がフタレート可塑剤の定量に適していな
ければならないことを除いて,6.8.3 c) 5) によって,サンプル溶液を調製する。
残留モノマー及び可塑剤の両方を定量するために追加の内部標準用試薬が溶液に導入されている
場合には,残留モノマーの定量のために6.8.3 c) 5) によって調製された溶液を用いることができる。
6.9.5
GC法
GC法は,次による。
a) 試薬 製造販売業者が指示するフタレート可塑剤(GC法によって求められた純度が99 %以上のもの)。
b) 機器 6.8.4 a) 2) 及び6.8.4 a) 3) による。
c) 手順 手順は,次による。
1) GC法の検量線用溶液の調製 サンプル溶液の定量に適切な可塑剤濃度をもつ内部標準用溶液を,
少なくとも5種,調製する。可塑剤をひょう量し,それぞれ5 mL全量フラスコに入れて,フタレ
ート可塑剤の検量線用溶液を調製する。メタノール/アセトン溶液を加えて,全体の体積を5 mL
にする。各検量線用溶液の100 μLを,100 μLの内部標準用溶液とともに,個別の10 mL全量フラ
スコへ移す。メタノール/アセトン溶液を加えて,全体の体積を10 mLにする。
各検量線用溶液ごとにフタレート可塑剤の質量を記録し,最終濃度(μg/mL)を求める。
サンプル溶液の可塑剤含量が,検量線の両端のフタレート可塑剤濃度内に入らない場合には,追
加の検量点を作成する。
2) GC装置,ガス及び操作条件 GC装置,ガス及び操作条件は,6.8.4 b) 2) による。
フタレート可塑剤の定量に適するように,条件を変更できる。
MMAと(MMAの定量のために選ばれた)内部標準用試薬との両方が溶出する等温期が経過した
後,フタレート可塑剤の定量に適する温度に達するまでカラム温度を上げる。可塑剤は,フタレー
ト可塑剤の定量のために選ばれた内部標準用試薬とともに,新たな等温期に溶出することが望まし
い。
d) サンプル溶液及び検量線用溶液のGC 使用するGCの感度によって,サンプル溶液[6.9.4 c) 2) によ
って調製]又は検量線用溶液[c) 1) によって調製]の適量を注入する。注入量は,結果の算出に極め
て重大ではないが,対応するサンプル溶液又は検量線用溶液について同じでなければならない。全成
分が完全に流出されるまで,GCを作動させる。サンプル溶液中のフタレート可塑剤含量を正確に定
量するために,適切なカラムオーブン温度プロフィールを用いて,全物質の良好な分離を確保しなけ
ればならない。
16
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) GCのピークの評価 サンプル溶液中のフタレート可塑剤を,クロマトグラフ法によって同定する。
フタレート可塑剤及び内部標準用試薬の保持時間を決定する。少なくともお互いの相対的な保持時間
を決定する。フタレート可塑剤及び内部標準用試薬のピーク高さ又は面積は,電子的記録及び積分に
よって求める。
6.9.6
計算及び評価
計算及び評価は,次による。
a) 検量線からの計算 検量線からの計算は,次による。
1) 検量線の作成 ピーク面積(又は高さ)の比を用いて,それぞれのフタレート可塑剤ごとに,検量
線を作成する。
I.S.
R
PLASTICIZE
A
A
′
′
ここに, A'PLASTICIZER: 検量線用溶液中のフタレート可塑剤のピーク面積(又
は高さ)
A'I.S.: 検量線用溶液中の内部標準用試薬のピーク面積(又は
高さ)
2) 測定の信頼性 線形回帰によって作成された検量線の相関係数は,0.990以上でなければならない。
3) フタレート可塑剤の濃度の決定 次の対応比を用いて,フタレート可塑剤の濃度を求める。
I.S.
R
PLASTICIZE
A
A
ここに, APLASTICIZER: サンプル溶液中のフタレート可塑剤のピーク面積(又
は高さ)
AI.S.: サンプル溶液中の内部標準用試薬のピーク面積(又は
高さ)
分析されるサンプル溶液中のフタレート可塑剤濃度(cPLASTICIZER μg/mL)を求めるために,検量線
を用いる。
サンプル溶液中のフタレート可塑剤含量(mPLASTICIZER μg)を次の式によって求める。
*
*
*
10
2
10
R
PLASTICIZE
R
PLASTICIZE
×
×
=c
m
注*
溶解ポリマーを沈殿させるために,密閉された全量フラスコ中のサンプル溶液2 mL及び
内部標準用溶液100 μLにメタノール溶液を加えて,全体量を10 mLにする。2:10の希釈
でポリマーが完全に沈殿しない場合には,この希釈率を変える必要がある。
** 元のサンプル溶液の体積は,10 mLである。
複数のフタレート可塑剤が存在する場合は,それぞれのフタレート可塑剤の量を合計し,フタレ
ート可塑剤の総含量を各サンプルの元の質量で除する。
各サンプルのフタレート可塑剤の濃度は,次の式によって求める。
フタレート可塑剤(質量分率%)
100
SAMPLE
TPC
×
=mm
ここに,
mTPC: フタレート可塑剤の総含量(μg)
mSAMPLE: サンプルの質量(μg)
17
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 評価 フタレート可塑剤残留量の評価は,次による。
1) 9個のサンプルのうち7個以上が5.2.11に適合したときに,合格とする。
2) 9個のサンプルのうち5個以上が5.2.11に適合しないときは,不合格とする。
3) 9個のサンプルのうち5個又は6個が5.2.11に適合したときは,試験全体を繰り返し,8個以上が
5.2.11に適合したときに,合格とする。
6.10
吸水量及び溶解量
6.10.1
材料
材料は,次による。
a) ポリエステルフィルム 厚さ50±25 μmのポリエステルフィルム。ステンレス鋼の型を覆うためのも
の。
b) シリカゲル 130±5 ℃で300±10分間乾燥したもの。
c) 水 精製水又は蒸留水。
6.10.2
機器
機器は,次による。
a) ステンレス鋼製の型及びカバー(タイプ1) 図5に規定する寸法のステンレス鋼製の型及びカバー。
b) 型及び/又は器具(タイプ2及びタイプ3) 試験片(E)作製のために製造販売業者が指定するもの。
c) プレス及びクランプ(必要な場合)
d) マイクロメータ又はノギス JIS B 7502に規定する精度が0.01 mmで両側定面が平行なマイクロメー
タ,又はJIS B 7507に規定する最小読取長さ0.01 mmのノギス。
e) デシケータ 2個
f)
架台 試験片を平行に並べて分離しておくための架台。
g) 恒温器 37±1 ℃を維持できる恒温器。
h) 天びん 精度0.1 mg以上のもの。
i)
恒温水槽 恒温を維持できる水槽(必要な場合)。
j)
ピンセット プラスチックでコーティングしたもの。
k) タイマ 1秒単位で計測できるもの。
6.10.3
試験片(E)の作製
試験片(E)の作製は,次による。
a) タイプ1の材料 レジンを混合し,混合物を6.10.2 a) の金型の中に充塡し,ポリエステルフィルムを
介在させ,カバーを押し付ける。その後,製造販売業者が指定する方法によって重合する。重合中は,
ポリエステルフィルムをそのままにしておく。5個の試験片(E)を,別々の混合物から作製する。
b) タイプ2及びタイプ3の材料 6.10.2 b) の型及び/又は器具を用い,製造販売業者が指定する方法に
よって,5個の試験片(E)を作製する。
c) 試験片 試験片(E)は,マイクロメータ又はノギスを用いて,直径50±1 mm,厚さ0.5±0.1 mmで,
上下面が目視によって平らであることを確認する。
6.10.4
手順
手順は,次による。
a) 恒量 恒量は,次による。
1) 乾燥したシリカゲルが入っている第1のデシケータ内部の架台に,試験片(E)を載せる。37±1 ℃
の恒温器中にデシケータを23±1時間保存した後,恒温器からデシケータを取り出す。
18
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 新たに乾燥したシリカゲルを入れ,23±2 ℃に保った第2のデシケータに,架台に保存された試験
片(E)を直接移す。60±10分後に第2のデシケータ内の試験片(E)を取り出し,天びんを用いて,
試験片(E)を0.2 mgの精度でひょう量する。試験片(E)を出し入れするとき,デシケータを開け
るのをできるだけ短時間で行い,それ以外は密閉しておく。
3) 全ての試験片(E)をひょう量し終わった後,第1のデシケータ中のシリカゲルを新しく乾燥した
シリカゲルと入れ替えて,そのデシケータを37±1 ℃の恒温器中に置く。
4) 試験片(E)が恒量(m1)に達するまで,上記の乾燥・ひょう量作業を繰り返す。すなわち,続け
てひょう量する間で各試験片(E)の質量減が0.2 mg以下になるまで繰り返す。恒量となった時点
で,直径を等間隔に3部位及び厚さ(中心及び円周部の等間隔な4点)の5部位を測定し,その平
均値から各試験片(E)の体積(V)を求める。
b) 水中浸せき及び直後の質量 恒量となった試験片(E)を37±1 ℃の水中に168時間(7日間)±2時
間浸せきする。その後,ピンセットを用い,水中から試験片(E)を取り出し,水分がなくなるまで
乾いたタオルで拭き,空気中で15±1秒間振り,水中から取り出してから60±10秒後に0.2 mgの精
度でひょう量する。この質量をm2とする。
c) 水中浸せき後の乾燥質量 b) のひょう量後,a) によって,デシケータの中で恒量になるまで試験片
(E)を乾燥する。乾燥した試験片(E)の質量をm3とする。a) と同じ乾燥条件を適用することが肝
要であって,同じ番号の試験片(E)を用い,デシケータには新しく乾燥したシリカゲルを使う。
d) 計算及び評価 計算及び評価は,次による。
1) 吸水量 吸水量は,次の式によって求める。得られた数値は,丸めの幅を1 μg/mm3とする。
V
m
m
W
3
2
sp
−
=
ここに,
Wsp: 吸水量(μg/mm3)
m2: 試験片(E)の水中浸せき直後の質量(μg)
m3: 試験片(E)の水中浸せき後の乾燥質量(μg)
V: 試験片(E)の体積(mm3)
2) 溶解量 溶解量は,次の式によって求める。得られた数値は,丸めの幅を0.1 μg/mm3とする。
V
m
m
W
3
1
sL
−
=
ここに,
WsL: 溶解量(μg/mm3)
m1: 試験片(E)の恒量(μg)
m3: 試験片(E)の水中浸せき後の乾燥質量(μg)
V: 試験片(E)の体積(mm3)
3) 吸水量及び溶解量の評価 吸水量及び溶解量の評価は,次による。
3.1) 5個のうち4個以上が表1に適合したときに,合格とする。
3.2) 5個のうち3個以上が表1に適合しないときは,不合格とする。
3.3) 5個のうち3個が表1に適合したときは,6個の試験片(E)で,試験全体を繰り返し,5個以上
が表1に適合したときに,合格とする。
19
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a) 型
b) カバー
規定していない寸法許容差は,±0.2 mmとする。
図5−吸水量及び溶解量試験用の金型
7
包装
レジンは,内容物を汚染しない又は内容物に汚染されない材料からなる,適切に密閉できる容器で供給
する。容器は,輸送又は貯蔵中の損傷又は漏出を防ぐように包装する。液は,暗色瓶又は不透明容器に入
れる。少量包装のために,1個又は複数個の直接容器を入れる外装を用いてもよい。
8
表示及び添付文書
8.1
表示
レジンの包装には,次の事項を表示しなければならない。
a) 製品名
b) 種類及び色調
c) 質量又は内容量
d) 使用期限及び保管条件
e) 製造販売業者名及び所在地
f)
製造番号又は製造記号
g) 他の法定表示事項
20
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.2
添付文書
レジンには,次の事項を記載した添付文書を添付しなければならない。
a) 製品名
b) 最大モノマー残留量
c) 最大モノマー残量が質量分率1 %よりも少ないと記載する場合には,達成する手段(該当する場合)
d) 液又は混和物が皮膚に長時間接触しないように,また,単量体(モノマー蒸気)を吸入しないように
という警告(該当する場合)
e) 粉液比[(粉:質量)と(液:体積)との比,又は(粉:質量)と(液:質量)との比](該当する場
合)
f)
塡入を行う手順,時間及び温度(該当する場合)
g) 塡入ができる時間範囲(該当する場合)
h) 型の作製に必要な機器及び材料(例 フラスコのタイプ,石こう,ハイドロコロイド印象材)
i)
推奨する分離材
j)
保管条件
k) 塡入中のフラスコ温度(該当する場合)
l)
レジンの重合開始から完結するための詳細な手順
m) 成形品の後処理方法(冷却及びフラスコから取り出した後の保管について)
n) 重合後のレジンから抽出できるフタレート可塑剤の名称及び最大量(質量分率)
o) 使用上の注意事項
p) 他の法定記載事項
21
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
MMA含量測定のための高速液体クロマトグラフ(HPLC)法
A.1 一般
この附属書は,MMA含量測定のためのHPLC法を規定する。
注記 HPLC法に必要とされる項目の幾つかは,GC法の場合と同一である(6.8参照)。
A.2 試験
A.2.1 試験片(D)の作製
試験片(D)の作製は,6.8.2による。
A.2.2 モノマーの抽出
A.2.2.1 試薬
試薬は,次による。
a) 試薬 6.8.3 a) に規定したもの。
b) テトラヒドロフラン(以下,THFという。) 分析グレード又はHPLCグレード。
c) 水 HPLCに用いるのに適したもの。
A.2.2.2 機器
測定に用いる機器は,6.8.3 b) による。
A.2.2.3 溶液の調製
溶液の調製は,6.8.3 c) による。
注記 THFをアセトンの代わりに使用できる。内部標準用溶液は必要としない。
A.2.2.4 HPLC法
HPLC法は,次による。
a) 試薬 6.8.4 a) に規定したもの。
b) 機器 機器は,次による。
1) HPLC 205 nmで測定できる紫外線吸収検出器,及び記録システムが附属しているもの。
2) インジェクションループ 例えば,容量20 μLのもの。
c) 検量線用溶液の調製 6.8.4 b) 1) による。ただし,内部標準用溶液は不必要であり,THFをアセトン
の代わりに使用できる。
d) HPLC装置及び操作条件 HPLC装置及び操作条件は,次による。
1) カラム オクタデシルシリカ担体(ODS),粒径5 μm,長さ250 mm及び内径4〜5 mmのもの,又
は同等の性能をもつもの。
2) 移動相 66 % CH3OH/34 % H2O
3) 流量 0.8 mL/min
4) 検出 波長205 nmのUV
5) 温度 一定の室温
注記 良好な分離を得るためには,操作条件を変更してもよく,また,別の移動相(例 アセトニ
トリル/水)を用いてもよい。
22
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) サンプル溶液及び検量線用溶液の高速液体クロマトグラム サンプル溶液中の低濃度のMMAを検出
するためには,波長205 nmが適する。検量線は,直線でなければならない。サンプル溶液の濃度が
高過ぎる場合には,サンプル溶液及び検量線用溶液の定量的な希釈が必要となるか,又は別の波長(例
えば,225 nm)を選択してもよい。
サンプル溶液及び検量線用溶液の一定量を確実に注入するために,定容量(例えば,20 μL)のイン
ジェクションループを用いる。
サンプル溶液中のMMA含量を正確に定量するために,適切な移動相組成を選んで,主要物質のピ
ークを分離する。
全主要成分が完全に溶出されるまで,HPLCを作動させる。
f)
HPLCクロマトグラムのピークの評価 MMAの保持時間は,サンプル溶液及び検量線用溶液の分析
の間一定でなければならない。MMAのピーク高さ又は面積は,電子的記録及び積分によって求める。
A.2.3 計算及び評価
計算及び評価は,次による。
a) 検量線からの計算 検量線からの計算は,次による。
1) 検量線の作成 検量線用溶液中のMMAのピーク面積(又は高さ)とそれぞれのMMA濃度(μg/mL)
とに基づいて,検量線を作成する。
2) 測定の信頼性 線形回帰によって作成した検量線の相関係数は,0.990以上とする。
3) MMAの濃度の決定 分析されるサンプル溶液中のMMA濃度(cMMA μg/mL)を求めるために,検
量線を用いる。サンプル溶液中のMMA全量(mMMA μg)は,6.8.5 a) 3) によって求める。
b) 評価 6.8.5 b) による。
23
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS T 6528:2019 歯科矯正床用レジン
ISO 20795-2:2013,Dentistry−Base polymers−Part 2: Orthodontic base polymers
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義
−
3.2
築盛法
削除
本文中に記載箇所がない。
−
−
−
−
−
−
3.3
3.5
3.6
3.7
3.8
3.9
直接容器
液
矯正床
外装
粉
プロセッシング
削除
“直接容器”のほか,5件の用語を
削除した。
歯科関係で一般的な用語であるた
め。
5 要求事項 5.2.1 生体適合性
評価する
5.2.1
推奨する
変更
“推奨する”を“評価する”に変更
した。
他のJISと同様に規定とした。
5.2.2 表面特性
5.2.3 滑沢性
5.2.2
表面特性
変更
表面特性(5.2.2)及び滑沢性(5.2.3)
に分けた。
分かりやすい表現とした。
技術的差異はない。
5.2.9.1 最大応力拡
大係数
5.2.9.2 全破壊仕事
5.2.8
5.2.9
JISとほぼ同じ
変更
“製造販売業者が耐衝撃性材料で
あることを表示する場合には”に変
更した。
JIS T 6501と整合させた。
この規格の2013年版と同内容と
した。
6 試験方法 6.4.1 d) 耐水研磨紙
8.3.1.2.4
−
追加
JIS R 6253を追加した。
以降の項も同様とする。
対応するJISを記載した。
6.4.2 型の作製
8.3.1.3
−
追加
タイプ2及びタイプ3の型の作製を
追加した。
使用者に分かりやすくした。
6.4.3 手順
8.3.1.4
−
変更
タイプ1,タイプ2及びタイプ3に
方法を分けた。
分かりやすい表現にした。
2
T
6
5
2
8
:
2
0
1
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
24
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 試験方法
(続き)
6.6.2 d) マイクロメ
ータ及び/又はノ
ギス
8.3.2.2.4
−
追加
JIS B 7502及びJIS B 7507を追加し
た。
以降の項も同様とする。
対応するJISを記載した。
6.6.3 試験片(B)の
作製幅
8.3.2.3
−
追加
幅を追加した。
幅の測定が必要である。
6.7.2 e) 恒温水槽2
台
8.4.2.1
−
追加
“2台”,“及び37±1 ℃”を追加し
た。
使用者に分かりやすく明記した。
6.8.2 試験片(D)の
作製
−
−
追加
タイプ1,タイプ2及びタイプ3に
方法を分けた。
同じ方法で作製できない。
ISO規格の改訂時に提案する。
6.8.2 図4
−
−
追加
“図4−モノマー残留量試験用の金
型”を追加した。
使用者に分かりやすくした。
6.8.3 b) 6) メスピペ
ット
8.5.3.2.4
−
追加
3 mL及び5 mLを追加した。
この規格の2013年版と同様の規
定とした。
6.8.3 b) 7) 遠心分離
機
8.5.3.2.7
3 000 gn m/s2
変更
“3 000 gn m/s2”を“十分な能力を
もつもの”へ変更した。
この規格の2013年版と同様の規
定とした。
6.8.4 b) 1.2) GC法の
検量線用溶液の調
製
8.5.4.3
検量線用溶液の調製
追加
検量線用溶液の母液から分液して
濃度を調製する方法を,1.2) として
追加した。
微量(6 mg又は60 mg)の高純度
MMAは,ひょう量中又は全量フ
ラスコ内で揮発してしまうため,
MMAの質量を算出しても真の値
は得られない。
ISO規格の改訂時に提案する。
6.9.6 a) 3) フタレー
ト可塑剤の濃度の
決定
8.6.6.1.3
−
追加
“複数のフタレート可塑剤が存在
する場合”を追加した。
複数のフタレート可塑剤が存在す
る場合を明確にした。
6.10.3 試験片(E)
の作製
8.7.3
−
追加
タイプ1,タイプ2及びタイプ3に
方法を分けた。
同じ方法で作製できない。
ISO規格の改訂時に提案する。
6.10.4 図5
−
−
追加
“図5−吸水量及び溶解量試験用の
金型”を追加した。
使用者に分かりやすくした。
2
T
6
5
2
8
:
2
0
1
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
25
T 6528:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
8 表示及び
添付文書
8 表示及び添付文
書
9
ラベリング,表示,包装
及び説明書
変更
表示及び添付文書とした。
他のJISに整合した。
8.1 g) 他の法定表示
事項
−
−
追加
他の法定表示事項を追加した。
他のJISに整合させた。
−
9.2.1 g)
液の可燃性及び引火点
の注意書き
削除
ISO規格の9.2.1のg)〜i)を他の法
定表示事項に含めた。
国内では他の法定表示事項に入る
内容である。
9.2.1 h)
毒性,危険性又は刺激性
の注意書き
9.2.1 i)
薬理活性成分の識別
8.2 a) 製品名
−
−
追加
製品名を追加した。
他のJISに整合した。
8.2. c),d)
9.3 c),f)
−
追加
“該当する場合”を追加した。
特定のレジンの場合に必要となる
事項であることが明らかであるた
め。
8.2 k) 塡入中のフラ
スコ温度
9.3 l)
−
追加
“該当する場合”を追加した。
タイプ3だけに必要である。
8.2 o),p)
−
−
追加
“使用上の注意事項”及び“他の法
定記載事項”を追加した。
他のJISに整合した。
JISと国際規格との対応の程度の全体評価:ISO 20795-2:2013,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
T
6
5
2
8
:
2
0
1
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。