T 6502:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類······························································································································· 2
5 品質······························································································································· 2
5.1 生体適合性 ··················································································································· 2
5.2 外観 ···························································································································· 2
5.3 フロー ························································································································· 2
5.4 トリミング時の性質 ······································································································· 2
5.5 火炎溶融時の外観 ·········································································································· 2
5.6 軟化時の性質 ················································································································ 2
5.7 人工歯上の残留物 ·········································································································· 2
5.8 着色材の性質 ················································································································ 2
5.9 貯蔵時の溶着 ················································································································ 3
6 サンプリング ··················································································································· 3
7 試験方法························································································································· 3
7.1 試験条件 ······················································································································ 3
7.2 外観 ···························································································································· 3
7.3 フロー ························································································································· 3
7.4 トリミング時の性質 ······································································································· 6
7.5 火炎溶融時の性質 ·········································································································· 6
7.6 軟化時の性質 ················································································································ 6
7.7 人工歯上の残留物及び着色材の性質··················································································· 7
7.8 貯蔵時の溶着 ················································································································ 7
8 容器又は包装 ··················································································································· 8
9 表示及び添付文書 ············································································································· 8
9.1 表示 ···························································································································· 8
9.2 添付文書 ······················································································································ 8
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 9
T 6502:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本歯科材料工業
協同組合(JDMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣が改正した日本工業規格であ
る。これによって,JIS T 6502:2005は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 6502:2014
歯科用パラフィンワックス
Dental baseplate wax
序文
この規格は,2005年に第1版として発行されたISO 15854を基とし,その適用範囲及び規定項目から,
歯科用パラフィンワックスに関する事項を抜粋し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,主に義歯の作製時に用いる歯科用パラフィンワックス(歯科用ベースプレートワックスと
もいう。以下,ワックスという。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15854:2005,Dentistry−Casting and baseplate waxes(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS T 0993-1 医療機器の生物学的評価−第1部:リスクマネジメントプロセスにおける評価及び試験
JIS T 6001 歯科用医療機器の生体適合性の評価
JIS T 6506 レジン歯
注記 対応国際規格:ISO 3336,Dentistry−Synthetic polymer teeth(MOD)
JIS T 6511 義歯床用陶歯
注記 対応国際規格:ISO 4824,Dentistry−Ceramic denture teeth(MOD)
JIS T 6604 歯科用焼石こう(膏)
注記 対応国際規格:ISO 6873,Dental gypsum products(MOD)
JIS T 6605 歯科用硬質石こう(膏)
注記 対応国際規格:ISO 6873,Dental gypsum products(MOD)
2
T 6502:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
パラフィンワックス(baseplate wax)
義歯床のワックスパターン形成に用いる成形材料で,主として義歯床の仮床,こう(咬)合堤の築盛,
人工歯の排列などに用いるワックス。歯科用ベースプレートワックスともいう。
4
種類
種類は,硬さを表すフロー特性によって,次のとおり分類する。
a) タイプ1 軟質
b) タイプ2 硬質
c) タイプ3 超硬質
5
品質
5.1
生体適合性
生体適合性については,JIS T 0993-1及びJIS T 6001によって生物学的安全性を評価する。
5.2
外観
ワックスは,7.2によって試験したとき,色及び形状・寸法が均一で,滑らかな表面をもち,異物が混入
していてはならない。
5.3
フロー
フローは,7.3によって試験したとき,表1による。
表1−フロー
温度
℃
軟質
%
硬質
%
超硬質
%
23.0±0.2
1.0以下
0.6以下
0.2以下
37.0±0.2
5.0〜90.0
10.0以下
1.2以下
45.0±0.2
−
50.0〜90.0
5.0〜50.0
5.4
トリミング時の性質
ワックスは,7.4によって試験したとき,欠け,剝がれ及び亀裂がなく,削れなければならない。
5.5
火炎溶融時の外観
ワックスは,7.5によって試験したとき,滑らかな光沢をもたなければならない。
5.6
軟化時の性質
ワックスは,7.6によって試験したとき,手指及び器具に粘着せず,もろ(脆)くなったりせずに軟化し,
薄片状になったり崩れたりせずに成形できなければならない。
5.7
人工歯上の残留物
ワックスは,7.7によって試験したとき,陶歯又はレジン歯上に残留物があってはならない。
5.8
着色材の性質
ワックスは,7.7によって試験したとき,着色材がワックスから分離したり,石こう模型に浸透してはな
らない。
3
T 6502:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.9
貯蔵時の溶着
ワックスは,7.8によって試験したとき,貯蔵中に溶着し,ワックス又は分離紙に接触する表面が損傷さ
れてはならない。分離紙がある場合には,ワックスが分離紙からきれいに,また,容易に剝がれなければ
ならない。
6
サンプリング
試験用ワックスは,同一ロット又はバッチから,500 g以上を採取する。
7
試験方法
7.1
試験条件
試験は,温度23±2 ℃の環境下で行う。
7.2
外観
外観は,健常視力で拡大せずに検査する(眼鏡などは,着用してもよい。)。
7.3
フロー
7.3.1
測定器具
7.3.1.1
マイクロメータ 試験片の長さの測定には,測定範囲が10 mm以上で0.005 mmの精度又はそれ
より高い精度をもつJIS B 7502に規定するものを用いる。
7.3.1.2
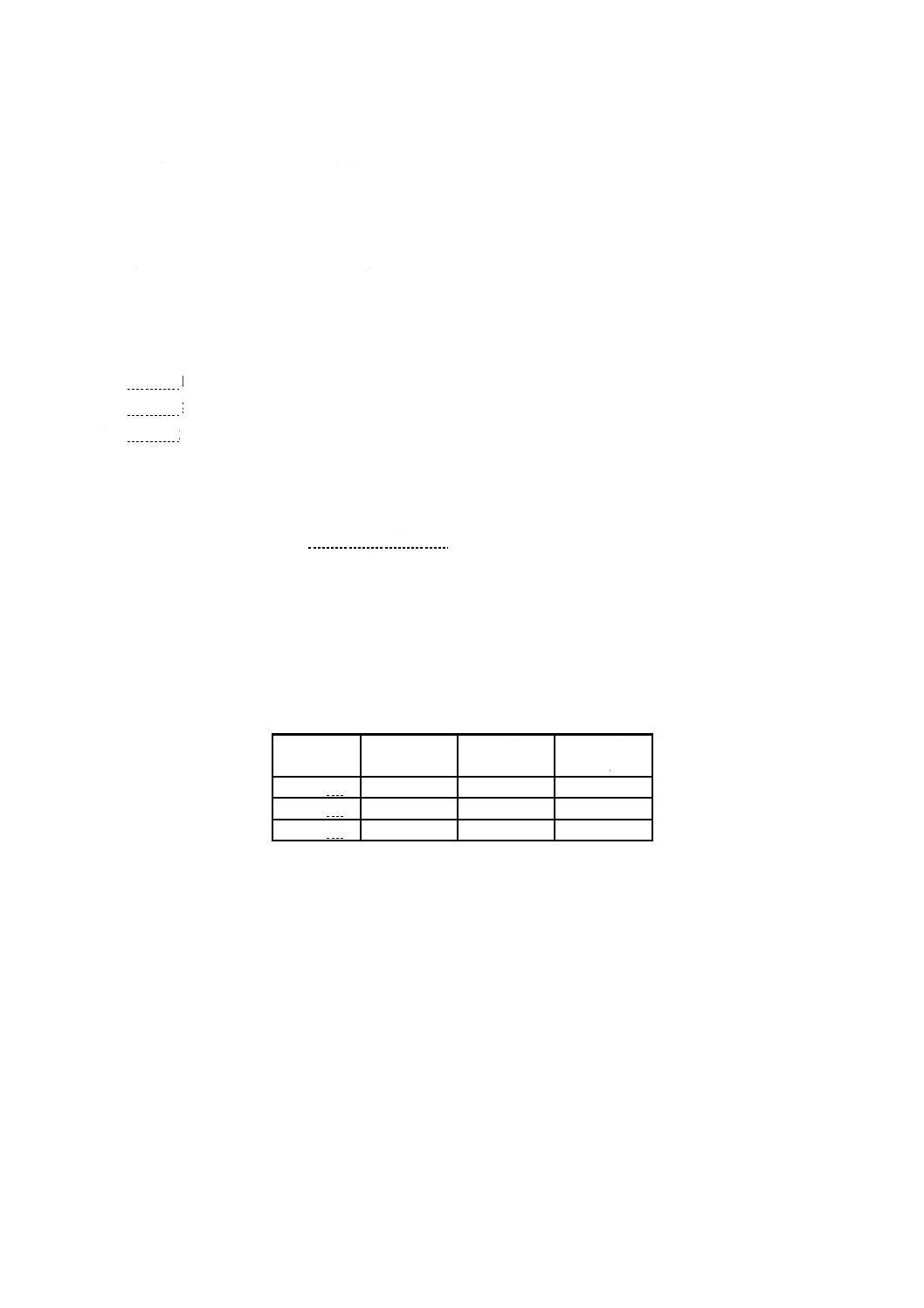
フロー試験器 次に示す構成部品からなるもの(図1参照)。
a) おもり 金属製で円柱状のもの。
b) シャフト プラスチック製又は硬質ゴム製のもの。
c) 真ちゅう板 直径は,50 mm以上で,厚さは6.5 mm以下のもの。
d) ダイヤルゲージ 測定範囲が10 mm以上,かつ,0.005 mmの精度又はそれより高い精度をもつもの
で,確実に固定されたJIS B 7503に規定するもの。
e) 固定ねじ このフロー試験器は,おもり,シャフト及び真ちゅう板の合計質量で,軸方向に19.6±0.1 N
の圧縮力を加えるものである。おもりは,シャフトを介して真ちゅう板から,最低76 mm以上隔てら
れている。ダイヤルゲージ及び固定ねじは,直接測定用のマイクロメータの代わりに使用できる。
7.3.1.3
ワックス溶融器 ハンドル部をもつ金属製又は陶器製で,溶融したワックスを注入できるもの
(図2参照)。
7.3.1.4
赤外線ランプ ワックスを加熱するために用いる,定格出力が250 Wのもの。
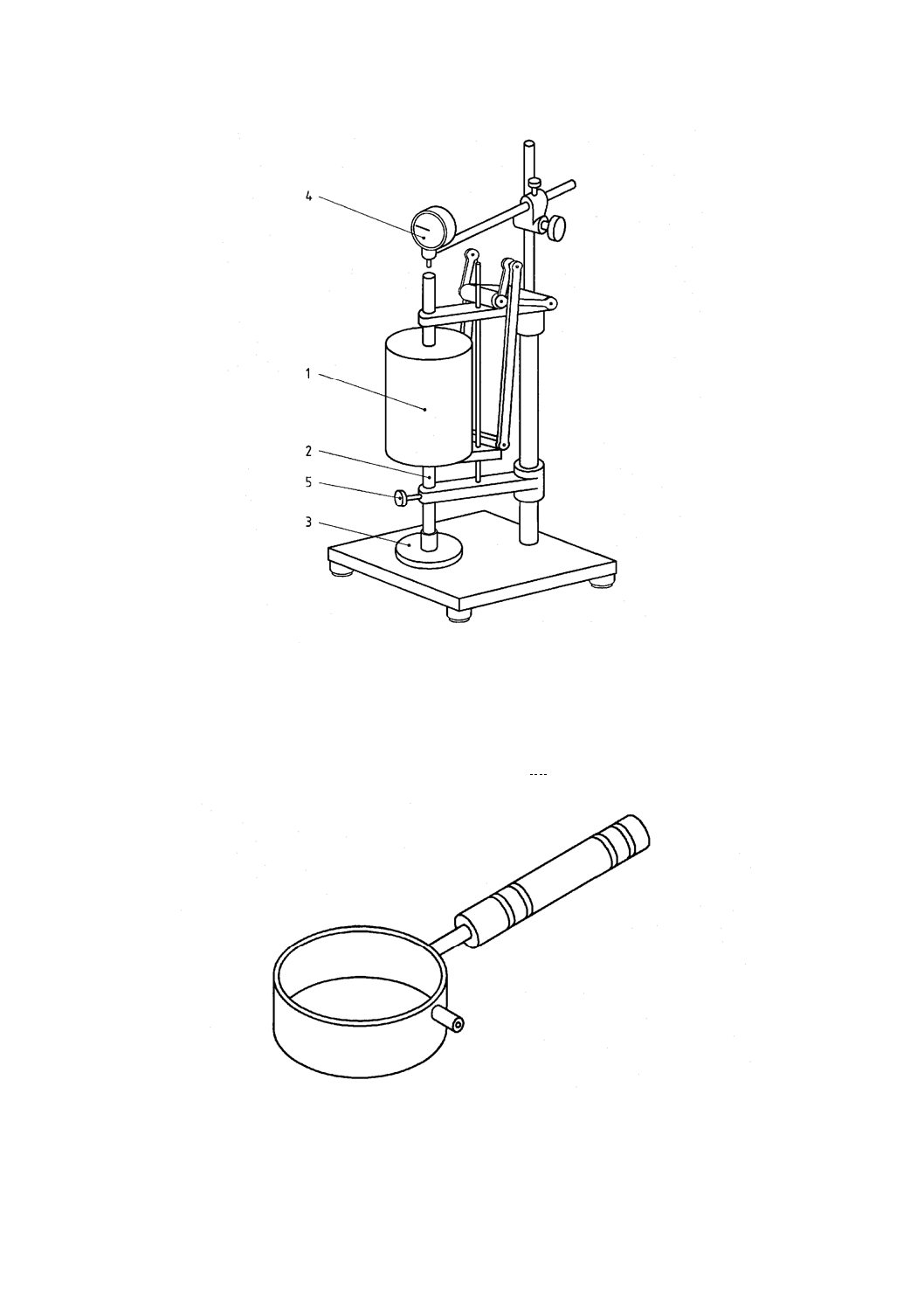
7.3.1.5
フロー試験用金型 試験片を作製するために用い,上下面が平行で,厚さ 6.0±0.1 mmの平滑な
ステンレス鋼板に,直径10.0±0.1 mmの孔があるもの(図3参照)。孔の軸は,板の面に垂直であり,孔
の側面は,表面粗さ(Ra)が0.3 μm未満に研磨されていなければならない。
7.3.1.6
ガラス厚板 金型の底板で,長さ約152 mm,幅約76 mm,厚さ約19 mmのガラス製のもの。
7.3.1.7
ガラス板 金型を覆うために十分な大きさをもち,すず又はアルミニウム製の薄いフォイルで覆
われた,薄いガラス製のもの。
7.3.1.8
恒温水槽 精度が0.2 ℃の温度調節装置とかくはん(攪拌)装置とを備えた十分な容量をもつ水
槽。
4
T 6502:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
おもり
2
シャフト
3
真ちゅう板
4
ダイヤルゲージ
5
固定ねじ
図1−フロー試験器の例
図2−ワックス溶融器の例
5
T 6502:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図3−フロー試験用金型の例
7.3.2
試験片の作製
試験片の作製は,次による。
a) 十分な量のワックスを砕いて,ワックス溶融器の中に入れる。そのワックス溶融器を赤外線ランプの
約130 mm下に置き,ワックスが完全に溶融するまで,かくはんしながら加熱する。
b) フロー試験用金型の内面に分離剤としてシリコーングリスを非常に薄く塗布した後,フロー試験用金
型を平滑なガラス厚板の上に置き,55±5 ℃に加熱する。
c) ワックスを溶融後,直ちにフロー試験用金型の中に注ぐ。ワックスが固化するにつれて収縮が生じる
ので,更に溶融したワックスを追加する。
d) すず又はアルミニウム製フォイルで覆った平滑なガラス板に,b)と同様のシリコーングリスを塗布し,
55±5 ℃に加熱しておき,ワックスの表面から光沢が消えたところで,型の上面に置く。次に,フォ
イルで覆ったガラス板の上面に,約90 Nの力を30分間加える。
e) 加圧を除いて上面のガラス板を取り除き,直線刃の金属スクレーパで型の上面を削って過剰のワック
スを除去し,試験片を型の上面と同じ高さに仕上げる。
f)
試験片の入っている型を約10 ℃の水中で冷却し,型をガラス板から取り除く。試験片の両端面は,
平滑で平行でなければならない。必要であれば,型から取り出す前に,紙又は非常に細かい研磨紙の
上でこすって,両端面を平滑にする。
g) 型から試験片を取り出し,試験する前に少なくとも24時間,23±2 ℃で試験片を保存する。
7.3.3
手順
手順は,次のいずれかによる。
a) フロー試験器がダイヤルゲージ及び固定ねじを備えていない場合
1) 試験片を2枚のポリエチレンフィルムの間に挟んで,フロー試験器の真ちゅう板の下に置き,軸方
向に19.6±0.1 Nの圧縮力を1分間加えた後,試験片を取り出す。
2) マイクロメータを用いて試験片の長さを0.005 mm単位で測定し,初期長さとする。
3) 試験片を2枚のポリエチレンフィルムの間に挟んで,真ちゅう板の下に置く。試験片を約50 mmの
深さに浸せき(漬)して,規定の試験温度の恒温水槽中にフロー試験器を入れ,20 分間保つ。
4) 試験片の軸方向に19.6±0.1 Nの圧縮力を10分間加えてから,荷重を取り除き,試験片を恒温水槽
から取り出して,空気中で30分間,23±2 ℃に冷却する。ポリエチレンフィルムを取り除き,初期
長さと同様に最終長さを測定する。
6
T 6502:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5) 表1に規定する各温度において,試験を2回行う。
b) フロー試験器がダイヤルゲージ及び固定ねじを備えている場合
1) 2枚のポリエチレンフィルムを挟み込んでおいて,ダイヤルゲージのゼロ点調節を行う。試験片を
ポリエチレンフィルムに挟んで,フロー試験器の下に置く。
2) 固定ねじを緩めて1分間,19.6±0.1 Nの圧縮力を試験片に加える。固定ねじを締めて初期長さを測
定する。
3) 試験片を約50 mmの深さに浸せきして,規定の試験温度の恒温水槽中にフロー試験器を入れ,20 分
間保つ。
4) 固定ねじを緩めて,試験片の軸方向に19.6±0.1 Nの圧縮力を10分間加える。再び固定ねじを締め
た後,恒温水槽からフロー試験器を取り出す。固定ねじを締めたまま空気中で30分間,23±2 ℃へ
冷却する。固定ねじを30秒間緩めて測定し,最終長さとする。
5) 表1に規定する各温度において,試験を2回行う。
7.3.4
フローの算出
試験片の初期長さと最終長さとの差を,初期長さの百分率としてフローを求める。
7.3.5
評価
評価は,次による。
a) 2個が5.3に適合したときに,合格とする。
b) 1個だけが5.3に適合したときは,試験全体を繰り返し,2個全てが5.3に適合したときに,合格とす
る。
c) その他の場合には,不合格とする。
7.4
トリミング時の性質
歯科用ワックス形成器を用いて,ワックスの一部分を切り取り,削り面を目視検査する。
7.5
火炎溶融時の性質
7.5.1
器具
7.5.1.1
焼成器具 ブンゼンバーナ又は同等の器具
7.5.2
手順
手順は,次による。
a) 1辺が約80 mmの正方形ワックスシートを切り出す。
b) 切り出したワックスシートを,焼成器具の弱い炎の上を速やかに通過させ,ワックスの表面だけが溶
融するまで繰り返す。
c) 放冷して,ワックス面の滑らかさ及び光沢を目視検査する。
7.6
軟化時の性質
7.6.1
器具
7.6.1.1
焼成器具 ブンゼンバーナ又は同等の器具
7.6.2
手順
手順は,次による。
a) 7.5で得られた試料を用いて,焼成器具の炎の上で均一に軟化させ,手で円柱状に丸めて,更に馬てい
(蹄)形に成形する。
b) 目視検査する。
7
T 6502:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.7
人工歯上の残留物及び着色材の性質
7.7.1
器具
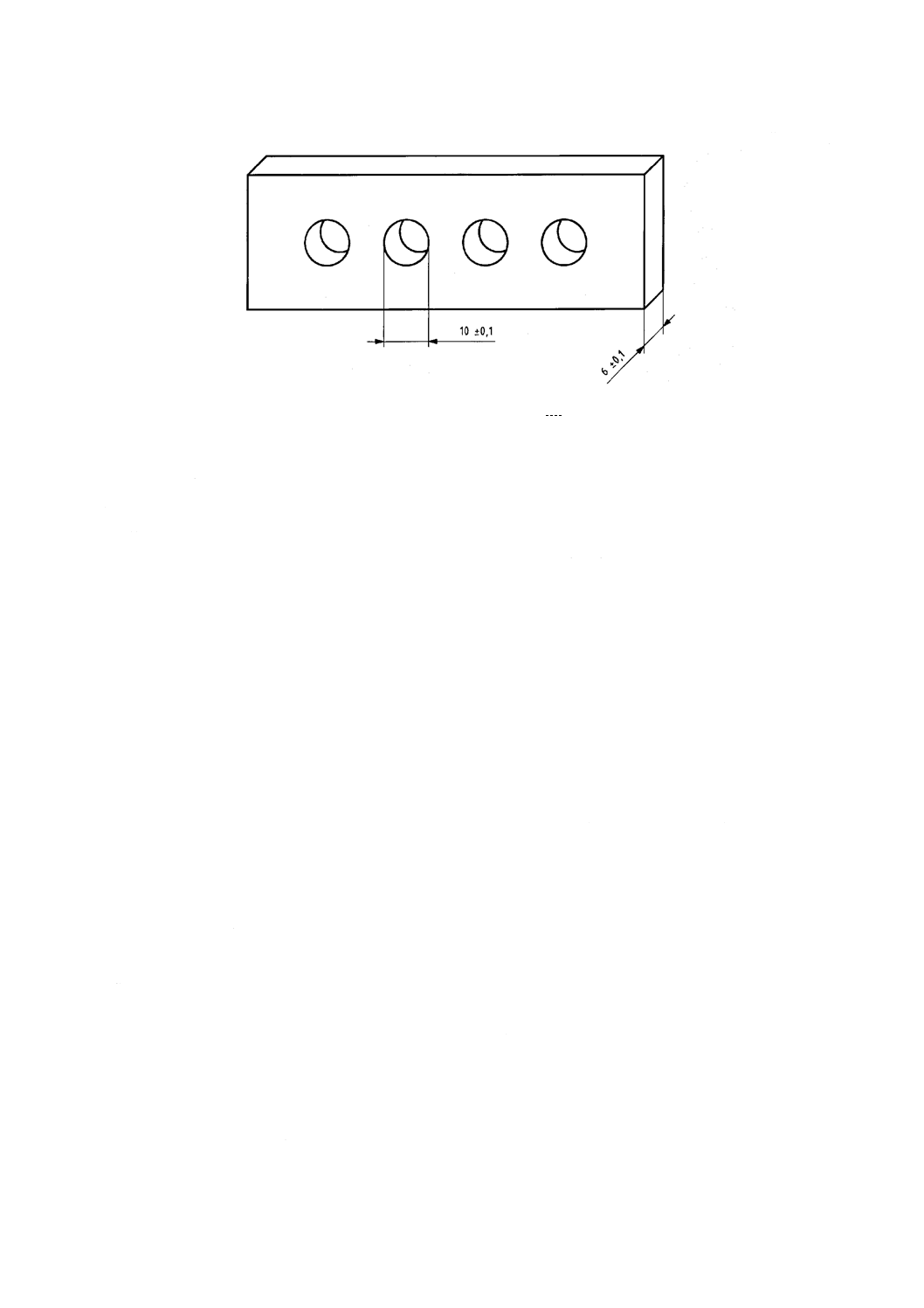
7.7.1.1
金属型 人工歯をマウントするために用いる,幅6±1 mm,深さ2.0±0.5 mmの溝が組み込まれ
ている金属製のもの[図4 a)参照]。
7.7.1.2
重合用器具 義歯の埋没及び重合に用いるフラスコなどの器具
7.7.2
手順
手順は,次による。
a) 金属型の溝の中に試験用ワックスを置き,JIS T 6506に規定する前歯用レジン歯を3本,及びJIS T
6511に規定する前歯用陶歯を3本,ワックスにマウントする[図4 a)参照]。
b) JIS T 6604に規定する歯科用焼石こう若しくはJIS T 6605に規定する歯科用硬質石こう,又は両方を
用いて,人工歯をマウントした金属型を義歯用フラスコ中に埋没する[図4 b)参照]。
c) ワックスに接触させて歯科用焼石こう又は歯科用硬質石こうを注入した後,フラスコを2.5±0.5時間,
静置する。
d) その後,50±2 ℃の水槽中に10分間浸せきした後,取り出して,直ちにフラスコを開ける。
e) 金属ブロック及び大部分のワックスを取り除き,60±5秒間,フラスコ中の人工歯に沸騰水をかける。
f)
露出した人工歯及び石こうの表面を目視検査する。
単位 mm
b) a)を埋没したフラスコの例
図4−人工歯上の残留物及び着色材の性質の試験に用いる器具
7.8
貯蔵時の溶着
7.8.1
測定器具
7.8.1.1
圧接板 重ねたワックスシートを圧接するために用いる,幅50±1 mm,長さ60±1 mm,厚さ5.0
a) 人工歯をマウントした金属型の例
8
T 6502:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
±0.5 mmのもの,2枚。
7.8.1.2
恒温器 重ねた試験体を保存するために用いる単一又は複数のもので,30±1 ℃及び40±1 ℃に
維持できるもの。
7.8.1.3
おもり 重ねた試験体を荷重するために用いる,13.2±0.1 N(標準重力下で1 347±10 gのおも
りに相当)のもの。
7.8.2
手順
手順は,次による。
a) 3枚のワックスシートを包装から取り出す(分離紙がある場合には,そのまま取り出す。)。
b) ワックスシートを重ねたまま50 mm×75 mmの寸法に切る。
c) 3枚重ねたワックスシートが圧接盤の一端から15 mm出るように2枚の圧接盤の間に置く。
d) タイプ1ワックスは,30±1 ℃に,タイプ2及びタイプ3については,40±1 ℃に維持した恒温器の
平らで固い場所に試料一体物を水平に置き,その上におもりを載せる。
e) 24±0.25時間後に,試料一体物を恒温器から取り出して,室温で放冷する。
f)
恒温器から取り出した120±5分後に,圧接盤からはみ出た端から手でワックスを分離し,目視検査す
る。
8
容器又は包装
容器又は包装は,損傷及び汚染からワックスを保護するものでなければならない。
9
表示及び添付文書
9.1
表示
ワックスの容器又は包装には,次の事項を表示しなければならない。
a) 製品名(販売名)
b) 種類(例えば,タイプ2及び/又は硬質)
c) 質量又は内容量
d) 使用期限
e) 製造番号又は製造記号
f)
製造販売業者名及び所在地
g) 他の法定表示事項
9.2
添付文書
ワックスには,次の事項を記載した添付文書を添付しなければならない。
a) 推奨する保管条件
b) 他の法定記載事項
9
T 6502:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
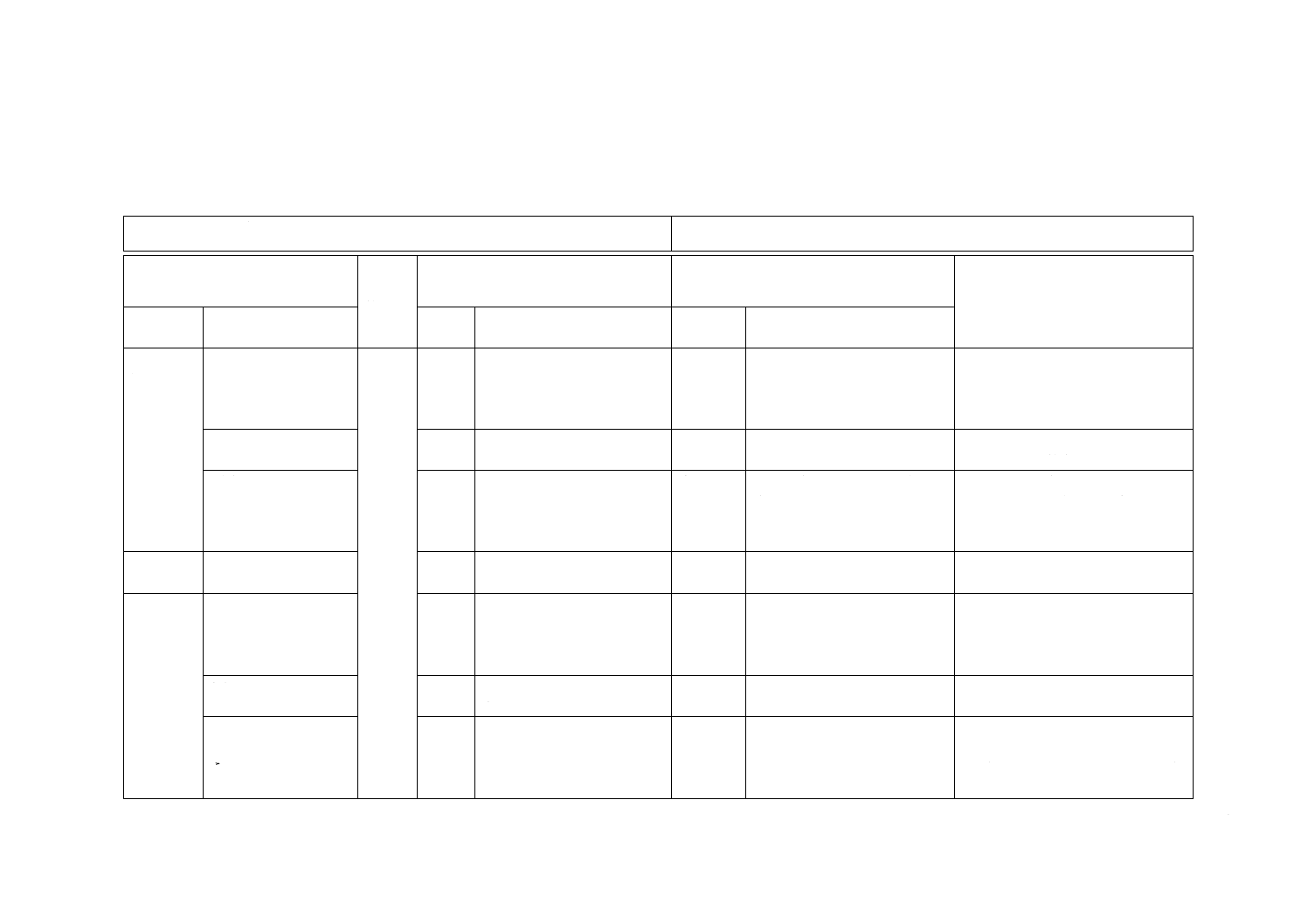
JIS T 6502:2014 歯科用パラフィンワックス
ISO 15854:2005 Dentistry−Casting and baseplate waxes
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1適用範
囲
歯科用パラフィンワ
ックス
1
歯科用キャスティングワッ
クス及び歯科用ベースプレ
ートワックス
削除
歯科用キャスティングワック
スに関する項目を削除した。
歯科用キャスティングワックスは,
JIS T 6503で規定されているため,
このJISは,歯科用パラフィンワッ
クスに限定した。
“主に義歯の作製時
に用いる”
−
−
追加
JISの規定を追加した。
使用者に分かりやすくするため。ま
た,旧JISに整合させた。
(歯科用ベースプレ
ートワックスともい
う。以下,ワックスと
いう。)
1
歯科用ベースプレートワッ
クス
変更
ISO規格の表記を括弧書きに
変更した。
我が国では,歯科用パラフィンワッ
クスと呼ぶが,海外では歯科用ベー
スプレートワックスと呼ぶため付
記した。
2引用規
格
3用語及
び定義
−
3.1
歯科用キャスティングワッ
クス
削除
歯科用キャスティングワック
スを削除した。
歯科用キャスティングワックスは,
JIS T 6503で規定されているため,
このJISは,歯科用パラフィンワッ
クスに限定した。
3.1 義歯床の仮床,…,
人工歯の排列
3.2
歯科用ベースプレートワッ
クス
追加
JISの定義を追加した。
一般的名称の定義に基づき,用途を
追記した。
3.1 歯科用ベースプレ
ートワックスともい
う。
3.2
歯科用ベースプレートワッ
クス
変更
ISO規格の項目名の表記を文
章中に付記した。
我が国では,歯科用パラフィンワッ
クスと呼ぶが,海外では歯科用ベー
スプレートワックスと呼ぶため付
記した。
2
T
6
5
0
2
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10
T 6502:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
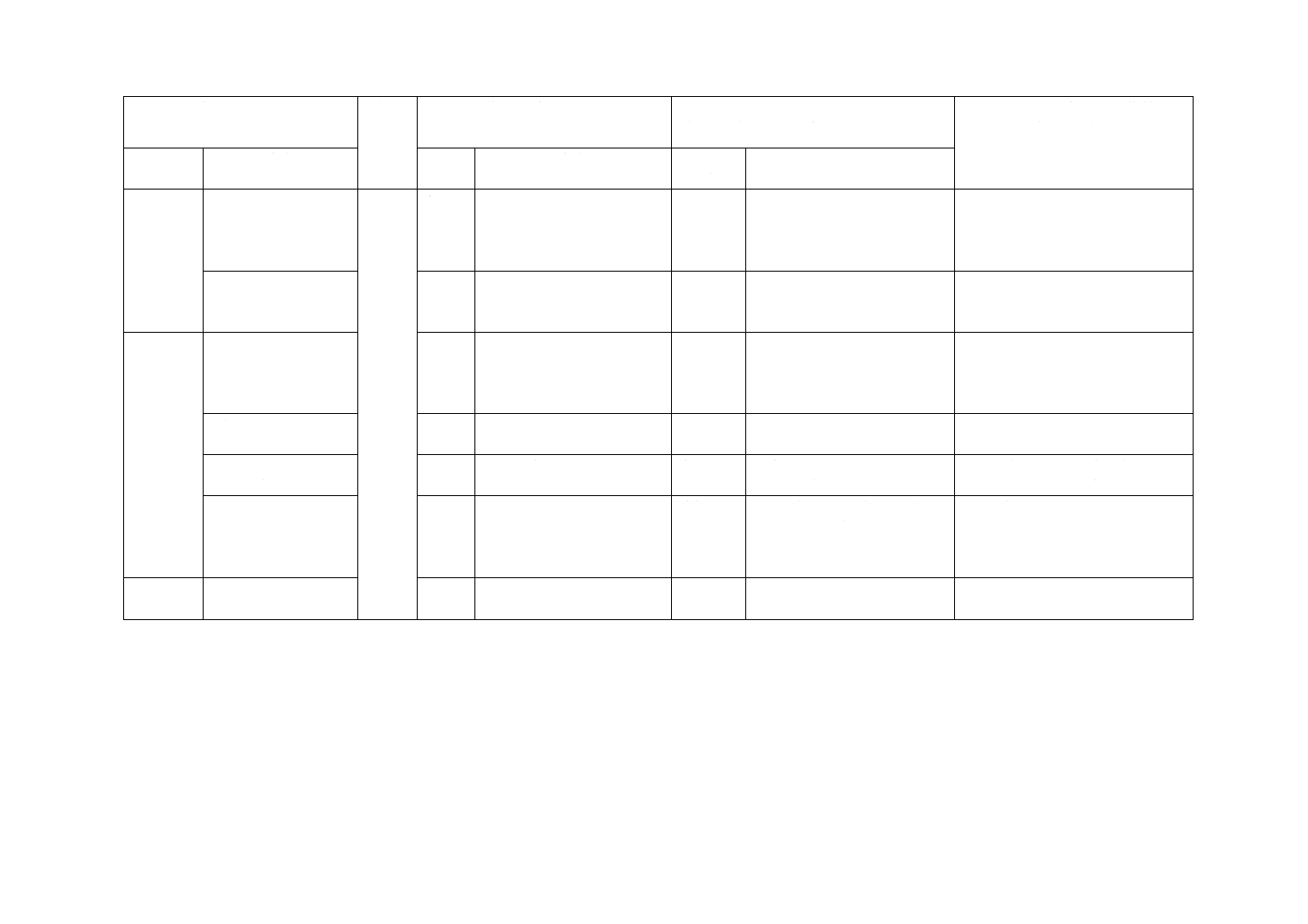
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 種類
−
4
a) タイプ1(歯科用キャステ
ィングワックス)
削除
歯科用キャスティングワック
スを削除した。
歯科用キャスティングワックスは,
JIS T 6503で規定されているため,
このJISは,歯科用パラフィンワッ
クスに限定した。
a) タイプ1
b) タイプ2
c) タイプ3
4 b)
a) クラス1
b) クラス2
c) クラス3
変更
クラスをタイプに変更した。
JISでは,クラスよりもタイプの呼
びを優先する。
5 品質
−
5
タイプ1だけに関する事項
削除
ISO規格の規定を削除した。
試験方法についても同様に削
除した。
歯科用キャスティングワックスは,
JIS T 6503で規定されているため,
このJISは,歯科用パラフィンワッ
クスに限定した。
5.1 生体適合性
5.11
生体適合性
変更
ISO規格は,参照になっている
が,JISでは規定とした。
他のJISに整合した。
5.3 フロー
表1 温度 ±0.2 ℃
5.2
表1 温度±0.1 ℃
変更
温度許容値を,±0.1 ℃から±
0.2 ℃に変更した。
試験実施が可能な温度に変更した。
ISO規格改正時に提案する。
5.6 軟化時の性質
5.6
−
追加
ISO規格8.6に“指に粘着しな
い”ことが記載されているが,
“手指及び器具に粘着せず”と
し,品質に追記した。
ISO規格の主旨を明確化した。
ISO規格改正時に提案する。
6サンプ
リング
ロット又はバッチ
6
バッチ
追加
ロットを追加した。
我が国では,バッチよりもロットが
使用されることが多い。
2
T
6
5
0
2
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
T 6502:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
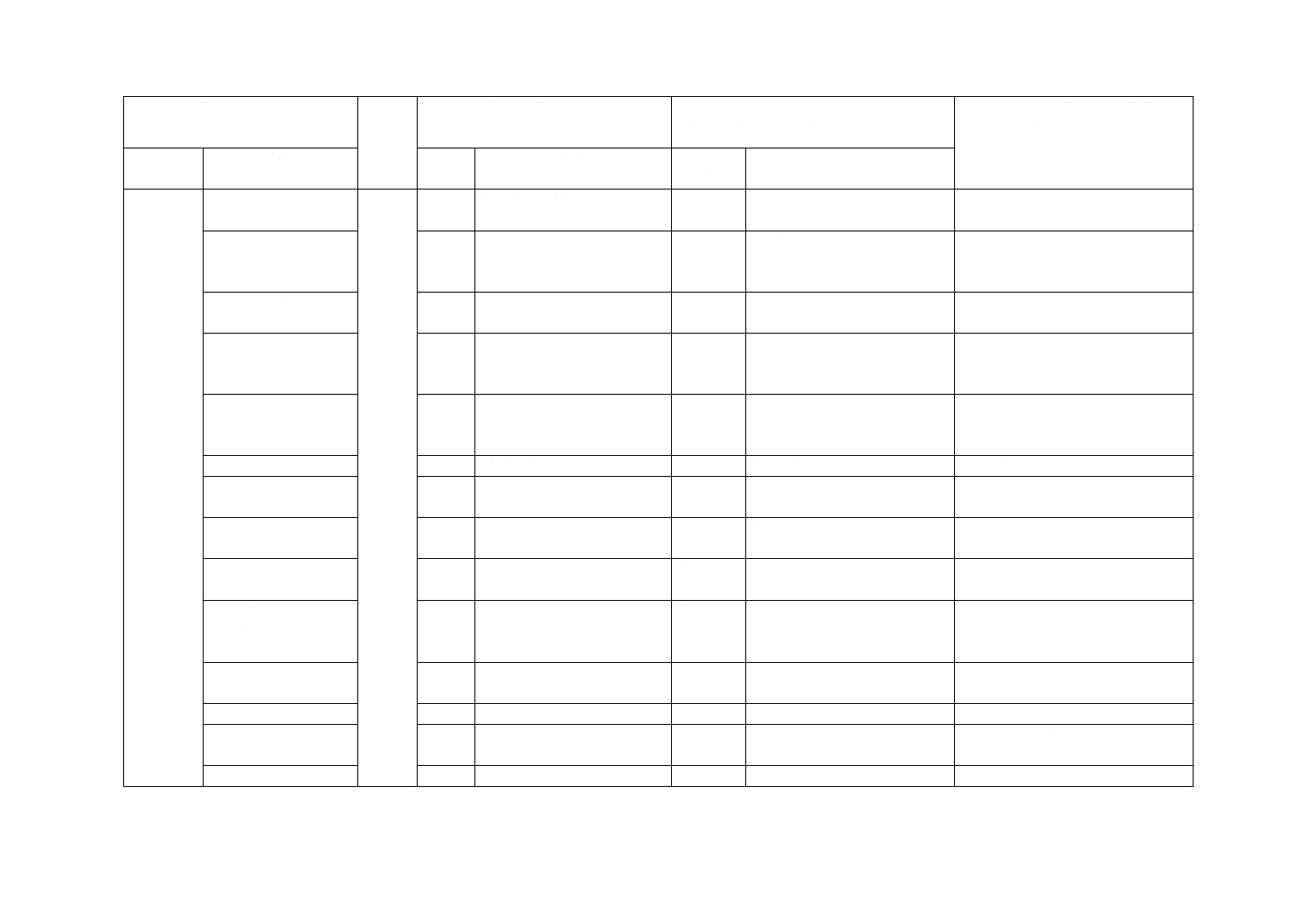
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7試験方
法
−
7.2
装置機能の検証
削除
器具及び装置の校正など,装置
機能の検証を削除した。
他のJISに整合した。
7.2 外観
眼鏡などは着用して
もよい。
8.1
−
追加
眼鏡などは着用可能とした。
実用に合わせた。
7.3.1.1 マイクロメータ
JIS B 7502に規定
−
−
追加
JISを規定した。
JISが制定されているため。
7.3.1.2 d)
ダイヤルゲージ
JIS B 7503に規定
−
−
追加
JISを規定した。
JISが制定されているため。
7.3.1.5 フロー試験用
金型の孔数
8.2.1.5
型
削除
ISO規格では,金型の孔数を4
個と規定しているが,JISでは
規定しない。
使用者の利便性のため。
ISO規格改正時に提案する。
7.3.1.8 恒温水槽
8.2.1.8
試験環境
変更
恒温水槽とした。
ISO規格の主旨を明確化した。
7.3.1.8 恒温水槽
精度0.2 ℃
8.2.1.8
精度0.1 ℃
変更
精度を0.1 ℃から0.2 ℃に変
更した。
試験実施が可能な温度に変更した。
ISO規格改正時に提案する。
図1 フロー試験器の
例
図1
−
追加
例示とした。
使用者の利便性のため。
図3 フロー試験用金
型の例
図3
−
追加
例示とした。
使用者の利便性のため。
7.3.3 a)
7.3.3 b)
項目名の設定
8.2.3
−
追加
項目名を追加した。
使用者に分かりやすくするため。
7.3.3 b) 2)
8.2.3
軸方向の圧縮力
変更
ISO規格の記載を19.6±0.1 N
の圧縮力とした。
使用者に分かりやすくするため。
7.3.4 フローの算出
8.2.4
結果の表現及び評価
変更
記載箇所を変更した。
様式による。
7.7.2 f)
8.7.2
手順に要求事項が含まれる。 削除
要求事項を削除した。
手順には必要ない。
ISO規格改正時に提案する。
図4 例
図4
−
追加
例示とした。
使用者の利便性のため。
2
T
6
5
0
2
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12
T 6502:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
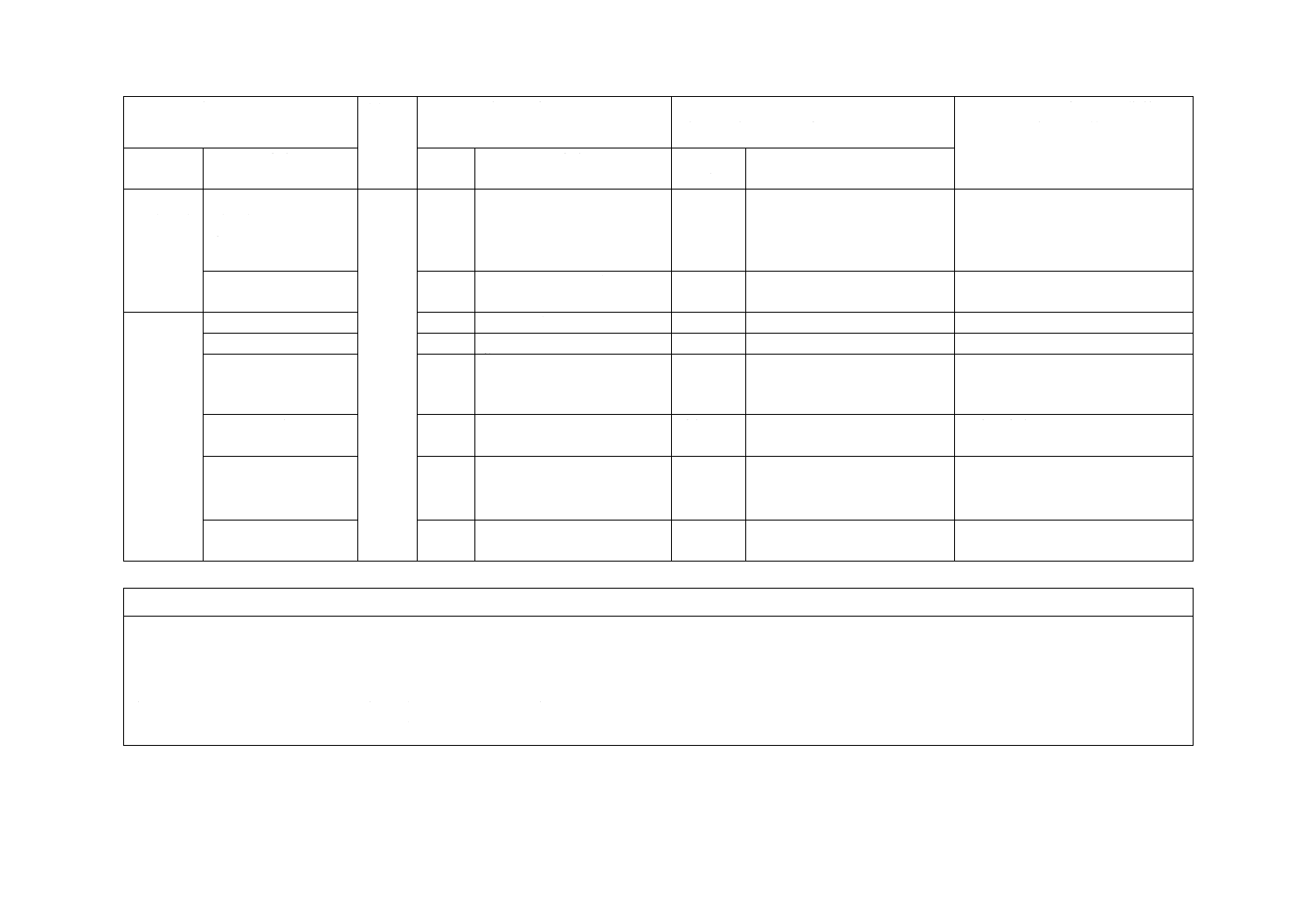
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7試験方
法(続き)
7.8.1.3 おもり
(標準重力下で1 347
±10 gのおもりに相
当)
8.8.1.3
13.2±0.1 N
追加
グラム標記も追記した。
作業者の利便性のため追記した。
7.8.2 f)
8.8.2
手順に要求事項が含まれる。 削除
要求事項を削除した。
手順には必要ない。
ISO規格改正時に提案する。
9表示及
び添付文
書
表示及び添付文書
9
表示及び包装
追加
添付文書を追加した。
添付文書の記載事項があるため。
9.1 表示
9.1
g) 保管条件
削除
保管条件を削除した。
添付文書の記載事項であるため。
9.1 表示
g) 他の法定表示事項
−
−
追加
他の法定表示事項を追加した。 法定要求事項である。
9.2 添付文書
添付文書
−
−
追加
添付文書を追加した。
法定要求事項である。
9.2 添付文書
a) 推奨する保管条件
−
−
追加
推奨する保管条件を追加した。 添付文書の記載事項であるため。
9.2 添付文書
b) 他の法定記載事項
−
−
追加
他の法定記載事項を追加した。 法定要求事項である。
JISと国際規格との対応の程度の全体評価:ISO 15854:2005,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
T
6
5
0
2
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。