T 6128:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 品質······························································································································· 2
4.1 生体適合性 ··················································································································· 2
4.2 外観 ···························································································································· 2
4.3 化学成分 ······················································································································ 2
4.4 接合強さ ······················································································································ 3
4.5 耐食性 ························································································································· 3
5 サンプリング ··················································································································· 3
6 試験片の作製 ··················································································································· 3
6.1 一般 ···························································································································· 3
6.2 引張試験片 ··················································································································· 3
6.3 腐食試験片 ··················································································································· 5
7 試験方法························································································································· 5
7.1 外観試験 ······················································································································ 5
7.2 定量試験 ······················································································································ 5
7.3 引張試験 ······················································································································ 5
7.4 腐食試験 ······················································································································ 6
8 溶加材の表示及び添付文書 ································································································· 6
8.1 表示 ···························································································································· 6
8.2 添付文書 ······················································································································ 7
9 試験報告書 ······················································································································ 7
附属書A(参考)レーザ溶接の品質保証 ··················································································· 8
参考文献 ···························································································································· 11
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 12
T 6128:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本歯科材料工業協同組合(JDMA)及び一
般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,厚生労働大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 6128:2013
歯科用金属材料のレーザ溶接
Laser welding for dental metallic materials
序文
この規格は,2010年に第1版として発行されたISO 28319を基とし,外観の規定項目の追加など技術的
内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。また,レーザ溶接の品質保証について,附属書A
に記載する。
1
適用範囲
この規格は,歯科用金属材料(以下,金属材料という。)のレーザ溶接及びレーザ溶接用溶加材(以下,
溶加材という。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 28319:2010,Dentistry−Laser welding(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS R 6253 耐水研磨紙
JIS T 0993-1 医療機器の生物学的評価−第1部:リスクマネジメントプロセスにおける評価及び試験
JIS T 6001 歯科用医療機器の生体適合性の評価
JIS T 6002 歯科用金属材料の腐食試験方法
注記 対応国際規格:ISO 10271,Dentistry−Corrosion test methods for metallic materials(MOD)
JIS T 6004 歯科用金属材料の試験方法
注記 対応国際規格:ISO 22674,Dentistry−Metallic materials for fixed and removable restorations and
appliances(MOD)
ISO 22674,Dentistry−Metallic materials for fixed and removable restorations and appliances
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
2
T 6128:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
レーザ溶接(laser welding)
熱源としてレーザを用い,類似する組成の金属材料同士又は類似していない組成の金属材料同士を接合
する方法。それぞれの母材が熱で溶融することによって溶融部を形成して一体化する。金属製の溶加材を
用いる場合もある。
3.2
ろう付(brazing)
ろう材を用い,類似する組成の金属材料同士又は類似していない組成の金属材料同士を接合する方法。
注記1 ろう材の液相点は,450 ℃より高く,母材の溶融温度範囲よりも低い。加熱によって溶融し
たろう材は,母材間の間隙に毛管作用で流れ込み,母材との合金相を生成して一体化する。
注記2 ろう付は,母材を溶融させない点で溶接とは異なる。
3.3
溶加材(filler material)
溶接中に付加される金属材料(例えば,溶接棒,線状のもの)で,ろう材は含まない。
4
品質
4.1
生体適合性
溶加材の生体適合性については,JIS T 0993-1及びJIS T 6001によって生物学的安全性を評価する。
4.2
外観
溶加材の外観は,7.1によって試験したとき,均質であって,表面は異種物質で覆われていてはならない。
4.3
化学成分
4.3.1
母材
母材の化学成分は,金属材料のJIS(参考文献[1]〜[15]を参照)又はISO 22674による。
4.3.2
溶加材
4.3.2.1
一般
溶加材の化学成分は,7.2によって試験したとき,8.1 b) 及び8.2 a) による表示及び記載の値に対し表1
の許容差でなければならない。ただし,溶加材に含まれるニッケルが0.1 %を超える場合には,8.1 c) 及び
8.2 e) による表示及び記載の値を超えてはならない。
表1−化学成分
表示成分
貴金属元素a) を主成分と
する溶加材(silver-based
or noble-metal-based filler
materials)の貴金属元素
%
その他の元素b)
%
表示分量
−
1.0を超え20.0以下
20.0を超えるもの
許容差
±0.5
±1.0
±2.0
注a) 貴金属元素は,金,銀,白金,パラジウム,ロジウム,イリジウム及びルテニウムと
する。
b) その他の元素とは,貴金属元素を主成分とする溶加材に含まれる非貴金属元素,及び
非貴金属元素を主成分とする溶加材に含まれる全ての元素とする。
3
T 6128:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3.2.2
表示及び添付文書への記載
表示及び添付文書への記載は,含有量が0.1 %を超え1.0 %以下の成分については,元素名又は元素記号
とする。含有量が1.0 %を超える成分については,元素名又は元素記号,及び分量(0.1 %の桁まで)とす
る。
4.3.2.3
有害元素
この規格でいう有害元素は,カドミウム,ベリリウム及び鉛とする。溶加材に含まれるカドミウム,ベ
リリウム及び鉛は,それぞれ0.02 %以下でなければならない。
4.4
接合強さ
接合強さは,7.3によって試験したとき,次による。
a) 母材の耐力(0.2 %)が350 MPa以上の場合 接合強さは,350 MPaを超えなければならない。
b) 少なくとも一つの母材の耐力(0.2 %)が350 MPa未満の場合 接合強さは,耐力が低い方の母材の
耐力(0.2 %)を超えなければならない。
4.5
耐食性
耐食性は,7.4によって試験したとき,次による。
a) 母材が同一の金属材料の場合 レーザ溶接した腐食試験片から溶出するイオンの全量は,母材の溶出
量の2倍を超えてはならない,かつ,7日間当たり200 μg/cm2を超えてはならない。さらに,溶接部
近傍に選択的な腐食が認められてはならない。
b) 母材が異なる金属材料の場合 レーザ溶接した腐食試験片から溶出するイオンの全量は,耐食性が劣
る母材の溶出量の2倍を超えてはならない,かつ,7日間当たり200 μg/cm2を超えてはならない。さ
らに,溶接部近傍に選択的な腐食が認められてはならない。
5
サンプリング
試験に用いる金属材料(母材)及び溶加材は,試験片の作製に十分な量を同一ロットから採取しなけれ
ばならない。
6
試験片の作製
6.1
一般
試験片(母材)は,製造販売業者が指定する方法によって作製し,溶加材の有無にかかわらずレーザ溶
接する。
試験片(母材)が鋳造体の場合には,スプルから注意深く分離し,ばりなどの突起を取り除く。
外観上,欠陥のある試験片は用いない。
試験片は,その用途に応じた状態にする。製造販売業者が熱処理を指定する場合には,JIS T 6004の5.2
(熱処理)によって試験片を熱処理する。製造販売業者によって,陶材焼成後のレーザ溶接が指定される
場合には,当該熱処理は,レーザ溶接前に行う。
6.2
引張試験片
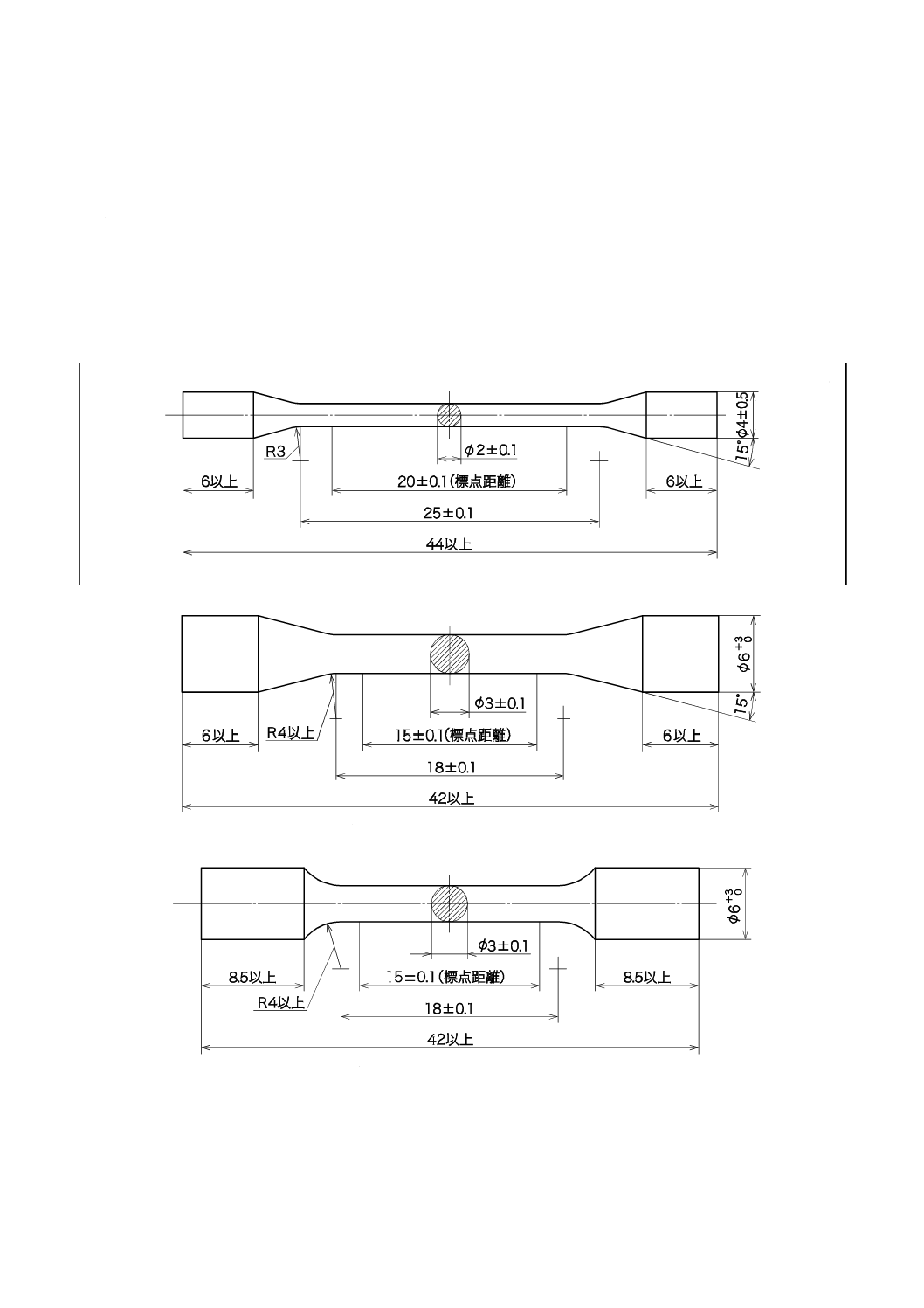
引張試験片は,次による。
a) 試験片は,6.1によって作製し,図1のa),b) 又はc) のいずれかに適合する6本を一組用意する。標
点距離は,a) の場合には,20±0.1 mm,b) 及びc) の場合には,15±0.1 mmとする。また,標点に
は,明瞭な目印又はけがき線を付ける。a) のつかみ部は,直径2 mmでもよい。
b) 細いのこぎり(鋸)などを用いて,試験片の長手方向に直角に,標点間の中点で試験片を切断する。
4
T 6128:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験片の切断面に気泡などの内部欠陥が認められた試験片は,取り替える。
c) 試験片の接合面は,製造販売業者によって推奨される開先形状に仕上げる。
注記 開先形状は,A.7参照。
d) 切断した試験片2本を埋没材又は固定ジグを用いて直線状に並べ,レーザ溶接する。ただし,2種類
の金属材料をレーザ溶接する場合には,切断したそれぞれの金属材料の試験片を1本ずつ用いる。ま
た,溶加材を用いる場合には,製造販売業者の指示による。
e) 溶接後の引張試験片の直径の許容差は,図1とする。また,溶接した引張試験片を軸周りに回転させ
たとき,目に見える回転軸からのずれがあってはならない。
単位 mm
a) 直径2 mmの試験片
b) 直径3 mmの試験片(円すい状)
c) 直径3 mmの試験片(R付き)
図1−つかみ部円柱状試験片
5
T 6128:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
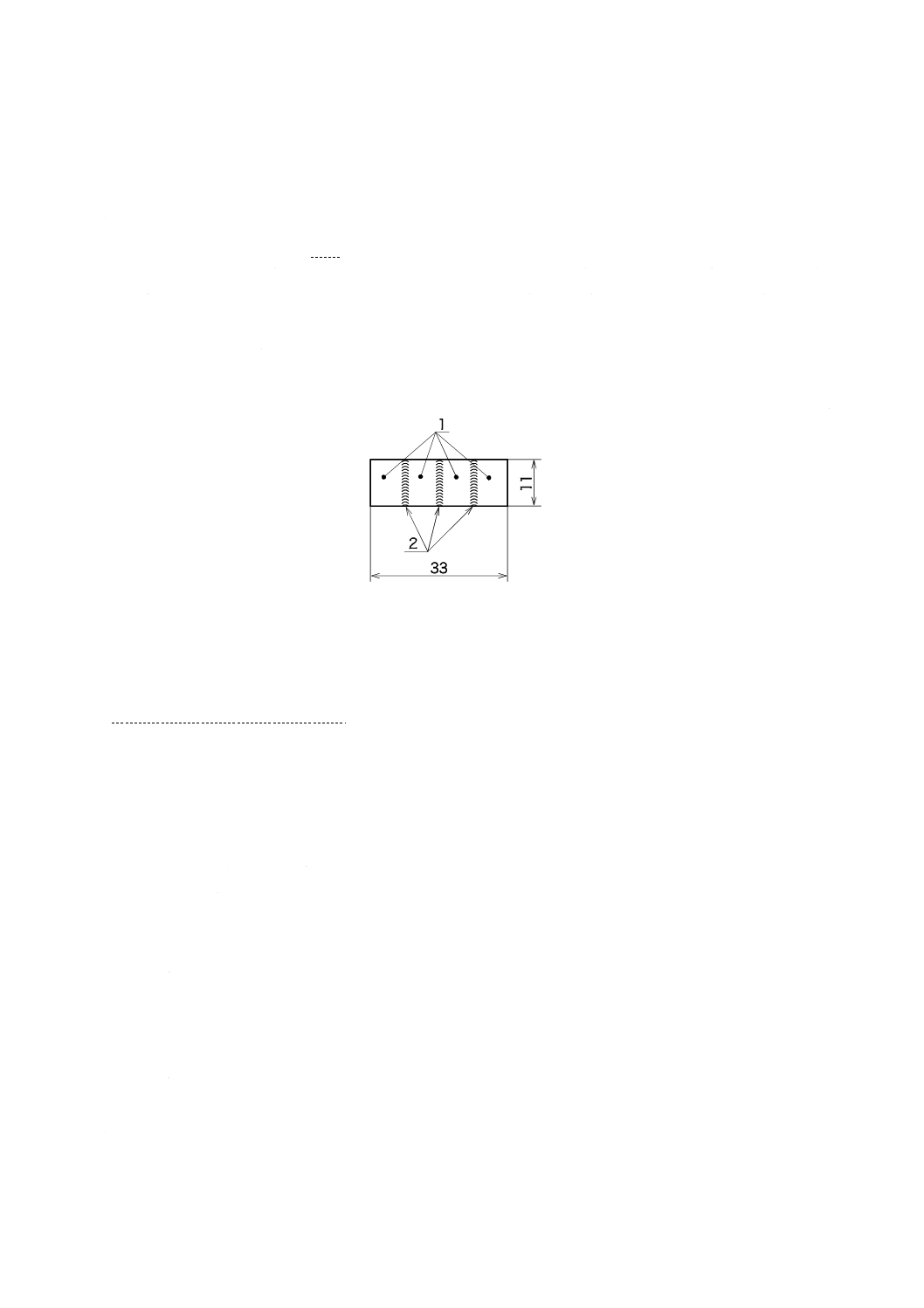
6.3
腐食試験片
腐食試験片は,JIS T 6002によるほか,次による。
a) 試験片は,6.1によって作製し,約33 mm×11 mm×1 mmの長方形板を2個用意する。
b) 試験片は,細いのこぎり(鋸)などを用いて,約11 mm×8.25 mmの小片4個に切断する。
c) 4個の切断した小片を製造販売業者が指定する方法でレーザ溶接して作製する(図2参照)。2種類の
金属材料を用いる場合には,それぞれの小片が交互になるよう接合する。これらの腐食試験片を2個
作製する。種類の異なる金属材料Aと金属材料Bとを接合する場合には,ABABの順に接合する。
d) レーザ溶接した後,標準的な金属組織観察の手法を用いて腐食試験片の全表面を厚さ0.1 mm以上除
去し,最終的にJIS R 6253に規定する研磨材の粒度がP1 200の耐水研磨紙で仕上げる。
単位 mm
1 金属材料小片
2 溶接部
図2−腐食試験片
7
試験方法
7.1
外観試験
外観試験は,目視によって行う。
7.2
定量試験
定量試験は,各元素の含有量の定量に適した精度をもつ分析方法を用いて組成を求める。
なお,製造配合ロットごとについては,製造記録などによる原材料又は成分,及び分量として化学組成
が適正であることの確認でもよい。ただし,製造工程などの変更がある場合には,適切な機器分析(例参
照)を用いて妥当性を検証する。
“各元素”には有害元素を含む。
例 蛍光X線分析法(XRF),原子吸光分析法(AAS),誘導結合プラズマ発光分光分析法(ICP-OES),
誘導結合プラズマ質量分析法(ICP-MS)
7.3
引張試験
7.3.1
一般
6.2によって作製した6本の試験片を引張試験機によって,クロスヘッド速度1.5±0.5 mm/minで,試験
片が破断するまで引っ張る。接合強さは,破断に至るまでの最大荷重を試験片平行部の原断面積で除して
計算し,記録する。
7.3.2
評価
接合強さの評価は,次による。
a) 4本以上が4.4に適合したときに,合格とする。
b) 2本以下が4.4に適合したときは,不合格とする。
6
T 6128:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 3本だけが4.4に適合したときは,試験全体をもう一度繰り返し,その6本のうち5本以上が4.4に適
合したときに,合格とする。
7.3.3
接合強さの平均値の算出
7.3.2によって合格となった場合には,4.4に適合する全ての試験片の接合強さの平均値を求め,丸めの
幅を5 MPaとして丸めた数値を報告書に記載する。
7.4
腐食試験
7.4.1
試薬及び装置
試薬及び装置は,JIS T 6002の4.1.2(試薬及び装置)による。pHメータの感度は,±0.1 pH以内とす
る。
7.4.2
試験溶液
試験溶液は,JIS T 6002の4.1.3(試験溶液の調製方法)による。試験ごとに新しい試験溶液を調製する。
7.4.3
手順
手順は,次による。
a) 6.3によって作製した各試験片の表面積を0.1 cm2の桁まで求める。
b) 試験片をエタノール又はメタノールに浸せきし,2分間超音波洗浄する。試験片を水洗し,水分及び
油分を含まない圧縮空気で乾燥する。
c) JIS T 6002の4.1.5(試験方法)によって試験する。試験溶液の不純物量を確定するために,試験と同
時に基準溶液を調製する。試験溶液とほぼ同量の基準溶液を別のガラス容器(試験管)に入れ,その
量を0.1 mLの精度で記録する。蒸発を防ぐために,容器の蓋を閉じ,37±1 ℃で7日±1時間保つ。
試験片を取り出した後の溶液のpHを記録する。
7.4.4
分析
腐食試験後の試験溶液の分析は,溶加材及び金属材料(母材)の含有量が0.1 %を超える成分元素につ
いて,十分な感度の分析方法によって定量する。さらに,ニッケル,カドミウム,ベリリウム及び鉛につ
いても定量する。
7.4.5
顕微鏡検査
画像が記録できる顕微鏡を用い,腐食試験前後の試験片について,溶接部を含む視野の10倍拡大画像を
記録する。記録した画像によって,溶接部近傍の選択的な腐食の有無を確認する。
7.4.6
試験報告書
試験報告書には,次の事項を記載する。
a) 分析方法及び分析対象とする元素の検出限界
b) それぞれの試験溶液から検出された元素の7日間当たりの溶出量(それぞれ個別にμg/cm2の単位)
c) それぞれの試験溶液から検出された7日間当たりの溶出イオンの全量
8
溶加材の表示及び添付文書
8.1
表示
溶加材の包装には,次の事項を表示しなければならない。
a) 製品名(販売名)
b) 成分分量(%)
c) ニッケルの含有量及び注意事項(0.1 %を超える場合)
d) 質量
7
T 6128:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 製造販売業者名及びその所在地
f)
製造番号又は製造記号
g) 他の法定表示事項
8.2
添付文書
溶加材には,次の事項を記載した添付文書を添付しなければならない。
a) 成分分量(%)
b) 接合強さ
c) 使用方法
d) 推奨する金属材料及び/又はその組合せ
e) ニッケルの含有量及び注意事項(0.1 %を超える場合)
f)
金属粉じん(塵)の吸引に関する注意事項
g) 使用上の注意事項
h) 他の法定記載事項
9
試験報告書
試験報告書には,次の事項を記載する。
a) 使用した溶加材に関する情報
b) 使用したレーザ溶接装置に関する情報
c) レーザ溶接の条件(パルスエネルギー,電流,パルス幅,周波数,焦点設定,保護ガスなど)
d) 接合強さ及び腐食試験に用いた開先形状
e) 接合強さ及び耐食性
8
T 6128:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
レーザ溶接の品質保証
A.1 一般
この附属書は,金属材料を適切かつ確実に接合させるレーザ溶接方法に関する推奨事項を記載する。
A.2 レーザ溶接装置のオペレータの訓練
レーザ溶接装置のオペレータは,次の事項について十分な知識及び経験をもつことが望ましい。
a) 溶接の準備
b) 材料の適合性
c) 要求品質
d) 品質試験
e) 加工ステーション及び装置
A.3 加工ステーション及び装置
レーザ溶接ユニットは,目的とする溶接操作に適することが望ましい。
溶接は,シールドガスとしてアルゴン(JIS Z 3253に規定する大分類I,小分類1のアルゴン)を用いる
ことが望ましい。
溶接エネルギー及び性能は,レーザ溶接装置の適切な設定(例えば,パルス電圧,パルス幅)によって
制御できることが望ましい。
顕微鏡が必要であり,15倍以上に拡大できることが望ましい。
A.4
保護具及び安全対策
A.4.1 一般
溶接作業を行うときには,定められた保護具が全て配備されていること,及び必須の安全対策を遵守す
ることが必要である。
A.4.2 レーザ照射からの人の防護
レーザ照射遮蔽(例えば,シャッタ)の機能性及び有効性を定期的に点検しなければならない。
A.4.3 粉じん(塵)及びヒュームからの人の防護
いつでも使える排気システムが配備されていて,十分に保守されていることが必要である。
A.5 保守及び作動状態
A.5.1 溶接装置の保守
レーザ溶接装置は,製造販売業者の取扱説明書によって定期的に保守することが望ましい。保守整備は,
文書化することが望ましい。
A.5.2 作動状態
溶接を始める前に,A.9.1によってレーザ溶接装置の作動状態を十分に確認することが望ましい。
9
T 6128:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.6 材料の選択
使用する材料の組合せは,付加物も含めて,この規格に規定するレーザ溶接に対する適合性の要求事項
を満足することが望ましい。
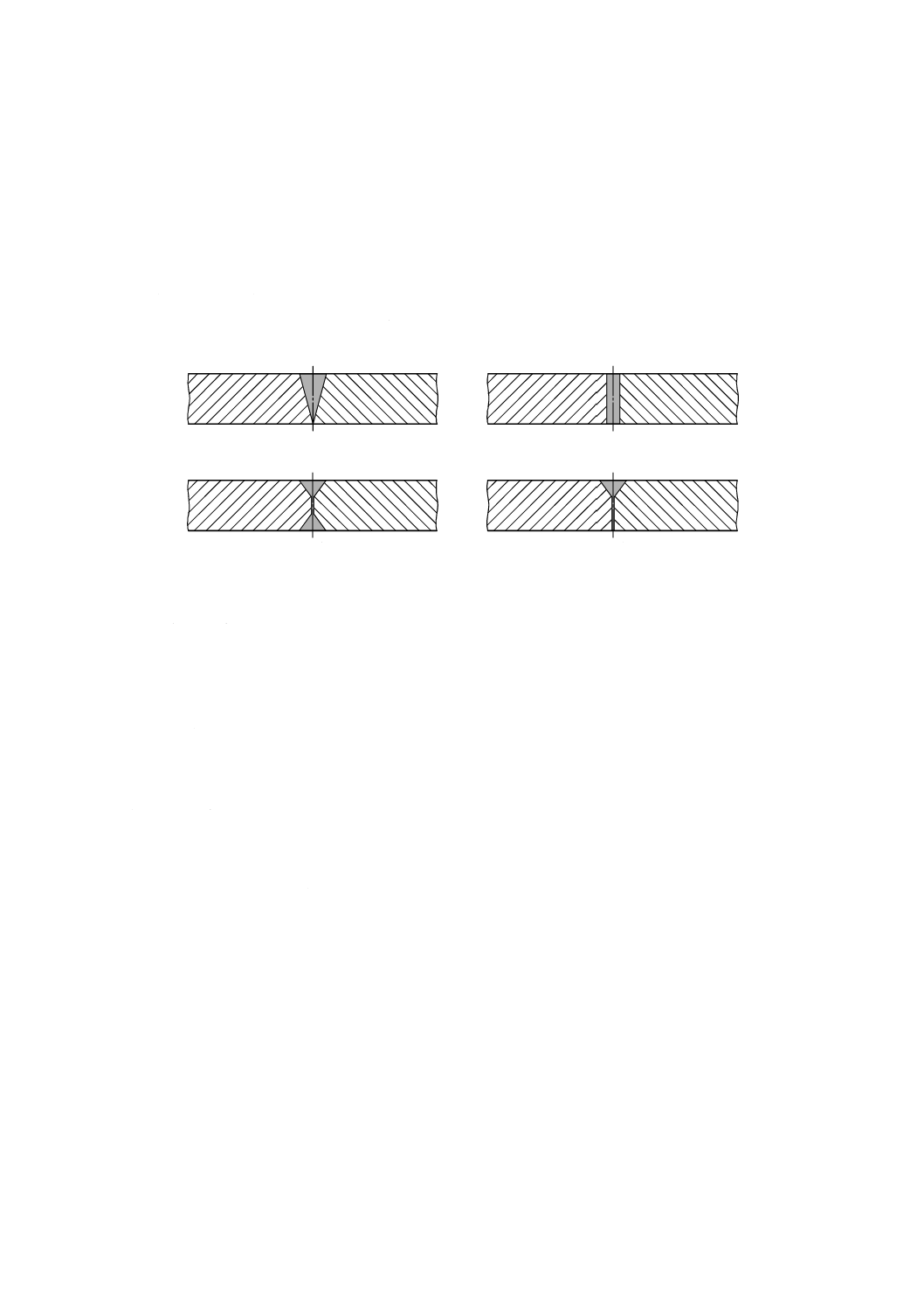
A.7 接合の技法
目的の用途に合わせて,適切な開先形状(例えば,V継手,I継手,X継手,Y継手)を用いることが望
ましい(図A.1を参照)。
大きな機械的応力を受ける部位のレーザ溶接は,避けることが望ましい。
a) V継手
b) I継手
c) X継手
d) Y継手
図A.1−開先形状
A.8 溶接結果の検査
溶接結果は,A.9.2及びA.9.3で要求される,品質及び安全に関係する特性全てを示すことが望ましい。
A.9 試験
A.9.1 レーザ溶接の作動状態
A.9.1.1 一般
溶接パラメータの調整機能を確認するために,レーザ溶接装置の製造販売業者の取扱説明書に従って確
認を行うことが望ましい。
A.9.1.2 目視検査
レーザ溶接装置の全ての機能表示器は,全作動状態を表示することが望ましい。
シールドガスは,流量を調節することが望ましく,作動圧を再調整しなければならないかもしれない。
保護眼鏡の汚れは,適切なガラス洗剤で除くことが望ましい。
A.9.1.3 顕微鏡の設定
十字線付きの接眼レンズは,焦点がはっきり合っていることが望ましい。
溶接する金属材料の表面を,リフトテーブルなどで高さ調節して,焦点面へ移動させる。接眼レンズの
焦点をこの第2平面に合わせる。
焦点の不一致は,オペレータの視覚機能の障害に起因している可能性があり,レーザ溶接装置の製造販
売業者の取扱説明書に従って,矯正しなければならないかもしれない。
A.9.1.4 レーザビームの確認
黒化させた感光紙によって,レーザビームを確認することが望ましい。
感光紙を,溶接チャンバの底部に,平らにして正しい位置に置く。
10
T 6128:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
製造販売業者が示す中間的なエネルギー及び照射時間のデータによって規定するパラメータを用いて,
試験照射を行い,感光紙の表面を燃焼させる。感光層の蒸発は,円形であり,欠けていないことが望まし
い。蒸発ゾーンの小さな欠陥は,許容し得る。
A.9.1.5 シールドガス・ゾーンの設定
装置に使用する流量可変のシールドガスは,溶接部位の全体に均一に流すことが望ましい。
シールドガスは,レーザ溶接装置の製造販売業者の取扱説明書に従って流すことが望ましい。
A.9.1.6 溶接パラメータの設定及び調整
レーザ溶接装置のパラメータ設定後,直ちに近接した点を繰り返し燃焼させ,ペーパブロックの深さと
して設定値を記録することが望ましい。このようにして,以後の調整は,ペーパブロックの深さで確認す
ることができる。
A.9.1.7 溶接パラメータの最適化
溶接パラメータは,溶接条件の変更に応じて,次のように最適化することが望ましい。
a) 試験溶接は,リフトテーブルなどで高さ調節して,正確な焦点面で行う。
b) 溶接パラメータは,溶接形態及び接合する金属材料に依存するので,予備試験によって決定し調整す
る。
注記 用いた溶接パラメータごとに合金板を点溶接して,これを破断し,溶接部の溶込み深さ及び
溶融部の直径を記録する。破断面に,目に見える空洞,筒状のくぼみ又は割れがあってはな
らない。この目視検査は,レーザ溶接装置の顕微鏡拡大下にて行う。
A.9.2 顕微鏡検査
作業の終了前及び終了時に,顕微鏡を用いて,次の不完全部(JIS Z 3001-4に規定する分類)を検出又
は除外するために,溶接の結果を確認することが望ましい。
a) 割れ
b) 空洞
c) 融合不良・溶込不良
d) 形状不良
e) その他の不完全部
溶接スポットは,重なり程度が70 %以上で,一様に重なっていることが望ましい。
予定した接合点に対して適切な位置であるか,溶接スポットを確認することが望ましい。欠点は修正す
ることが望ましい。修正が不可能な場合には,要求を満たさない。
A.9.3 適合
歯科に要求される適合は,模型上で確認することが望ましい。
11
T 6128:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] JIS T 6101 歯科用ニッケルクロム合金線
[2] JIS T 6102 歯科用ニッケルクロム合金板
[3] JIS T 6103 歯科用ステンレス鋼線
[4] JIS T 6104 歯科用コバルトクロム合金線
[5] JIS T 6105 歯科非鋳造用金銀パラジウム合金
[6] JIS T 6106 歯科鋳造用金銀パラジウム合金
[7] JIS T 6113 歯科鋳造用14カラット金合金
[8] JIS T 6115 歯科鋳造用コバルトクロム合金
[9] JIS T 6116 歯科鋳造用金合金
[10] JIS T 6118 歯科メタルセラミック修復用貴金属材料
[11] JIS T 6121 歯科メタルセラミック修復用非貴金属材料
[12] JIS T 6122 貴金属含有量が25 %以上75 %未満の歯科鋳造用合金
[13] JIS T 6123 固定性歯科修復物用非貴金属材料
[14] JIS T 6124 歯科非鋳造用金合金
[15] JIS T 6125 歯科非鋳造用低カラット金合金
[16] JIS Z 3001-4 溶接用語−第4部:溶接不完全部
注記 対応国際規格:ISO 6520-1,Welding and allied processes−Classification of geometric imperfections
in metallic materials−Part 1: Fusion welding(MOD)
[17] JIS Z 3253 溶接及び熱切断用シールドガス
注記 対応国際規格:ISO 14175,Welding consumables−Gases and gas mixtures for fusion welding and
allied processes(MOD)
[18] ISO 1942,Dentistry−Vocabulary
附属書JA
(参考)
JISと対応国際規格との対比表
JIS T 6128:2013 歯科用金属材料のレーザ溶接
ISO 28319:2010 Dentistry−Laser welding
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規
格
3 用語及
び定義
3.3 溶加材
3
−
追加
“溶加材”を追加した。
“溶加材”は,溶接用語であるも
のの歯科分野では一般的でない
ため。
4 品質
4.1 生体適合性
評価する
4.2
参照することが望ましい
変更
規定に変更した。
他のJISに整合させた。
4.2 外観
−
−
追加
“外観”を追加した。
他のJISに整合させた。
4.3.1 母材
4.1.1
接合される金属材料
変更
JISの規定に変更した。
個別JISなどが制定されているた
め。
4.3.2.1 一般
表1
4.1.2.2
4.1.2.2
許容差
許容差
変更
変更
項目名を“一般”とした。
“貴金属元素”及び“その他の
元素”に分けて表にまとめた。
許容差±0.5 %の規定を貴金属
元素に限定した。
適切な項目名にした。
分かりやすくした。
非貴金属元素の許容差の規定に
矛盾がある。ISO規格改正時に提
案する。
4.3.2.2 表示及び添
付文書への記載
4.1.2.1
化学組成
変更
項目名を変更した。
適切な項目名にした。
4.4 接合強さ
a) 母材の耐力
4.3
レーザ溶接部の機械的強
さ
変更
JISの規定に変更した。
ISO規格の誤り。ISO規格改正時
に提案する。
4.5 耐食性
a) 母材
4.4
耐食性
変更
JISの規定に変更した。
ISO規格の表現は,曖昧である。
2
T
6
1
2
8
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
6 試験片
の作製
6.1 一般
製造販売業者
6.1
製造業者
変更
“製造販売業者”に変更した。
以下同様。
薬事法による。
6.2 引張試験片
図1 a)
6.2
引張試験用試料
選択
図1 a) を追加し,試験片を選
択できるようにした。
ISO規格の不足をJISで補完し
た。
6.2 c) 注記
6.2
引張試験用試料
変更
“注記”に変更した。
“参考”の内容である。
7 試験方
法
7.1 外観試験
7.1
目視検査
変更
“外観試験”に変更した。
他のJISに整合させた。
7.2 定量試験
7.2
化学成分
追加
JISの規定を追加した。
JIS T 6004に整合させた。
7.3.1 一般
7.3.1
一般
削除
ISO 22674の引用部分を削除
した。
この規定と重複するため。
8 溶加材
の表示及
び添付文
書
8.1 表示
b),g)
9.2
−
追加
b),g) を追加した。
我が国の法定表示に従った。
8.2 添付文書
h)
8
−
追加
h) を追加した。
我が国の法定表示に従った。
JISと国際規格との対応の程度の全体評価:ISO 28319:2010,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
T
6
1
2
8
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。