T 6006:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 要求事項························································································································· 1
5 サンプリング ··················································································································· 2
6 試験装置及び器具 ············································································································· 2
6.1 試験体作製用の型 ·········································································································· 2
6.2 マイクロメータなどの測定器具 ························································································ 2
6.3 アルミニウムステップウェッジ ························································································ 2
6.4 歯科用X線発生装置 ······································································································· 2
6.5 歯科用X線検出装置 ······································································································· 2
7 試験条件及び試験方法 ······································································································· 3
7.1 試験条件 ······················································································································ 3
7.2 試験体の作製 ················································································································ 3
7.3 アナログ装置(アナログ法)による試験方法 ······································································· 3
7.4 デジタル装置(デジタル法及びイメージングプレート法)による試験方法 ································ 4
8 試験結果の処理 ················································································································ 4
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 6
T 6006:2018
(2)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本歯科材料工業協同組合(JDMA)及び一
般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,厚生労働大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
T 6006:2018
歯科材料のX線造影性試験方法
Dentistry-Test Method for Determining Radio-Opacity of Materials
序文
この規格は,2014年に第1版として発行されたISO 13116を基とし,試験装置の図の追加など規格利用
者の利便性を図るため,一部技術的な内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
この規格における試験方法は,臨床的に意味のあるレベルのX線造影性の識別を想定して設計されてお
り,バックグラウンドノイズ,X線出力,グレースケール補正,画像強調などのX線造影性の正確な固有
の値に影響を及ぼす要因は考慮していない。これらの要因は,X線造影性の値を変化させる場合もあるが,
アルミニウムの内部標準のような標準的な厚さを比較する相対的な順位付けを変えることはないと認識さ
れている。
1
適用範囲
この規格は,アルミニウム標準を参照したアナログ式又はデジタル式のX線検出法による歯科材料のX
線造影性の試験方法について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 13116:2014,Dentistry−Test Method for Determining Radio-Opacity of Materials(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
ISO 1942,Dentistry−Vocabulary
ISO 3665,Photography−Intra-oral dental radiographic film and film packets−Manufacturer specifications
3
用語及び定義
この規格で用いる主な用語及び定義は,ISO 1942による。
4
要求事項
この規格は,X線造影性の合否を判定するものではない。製造販売業者が,材料のX線造影性を標ぼう
(榜)する場合に,箇条7によって試験したときのX線造影性は,該当する製品の規格の要求事項に規定
2
T 6006:2018
する値を満足するものでなければならない。
注記 アルミニウムは,象牙質と等価なX線造影性をもつので,厚さ1 mmのアルミニウムと等価な
X線造影性をもつ厚さ1 mmの材料は,象牙質と等価なX線造影性をもっている。
5
サンプリング
該当する製品の規格のサンプリング手順による。
注記 通常,試験体は一つのバッチ又はロットから規定の試験を行うのに十分な量を採取する必要が
ある。試験試料は小売用の包装から採取される。
6
試験装置及び器具
6.1
試験体作製用の型
型の詳細は,該当する製品の規格による。この試験に用いる試験体作製用の典型的な型は,厚さ0.5〜2.5
mmで,直線的で直角のエッジをもつものである。試験体は,均質で,均一な厚さであることが必要であ
るが,形状及び寸法は,計測のために十分な面積があり,かつ,X線フィルム又はセンサのほぼ中央に設
置できるものであればよい。
注記1 円盤状の試験体は,直径10 mmが適切である。
注記2 X線造影性が高い材料(例えば,ジルコニアを含むもの)は,最大厚さが1.5 mmまでの薄い
試験体が望ましく,X線造影性が低い材料は,肉厚の試験体が望ましい。
6.2
マイクロメータなどの測定器具
測定器具は,読み及び精度が,0.01 mm以上のものとする。
6.3
アルミニウムステップウェッジ
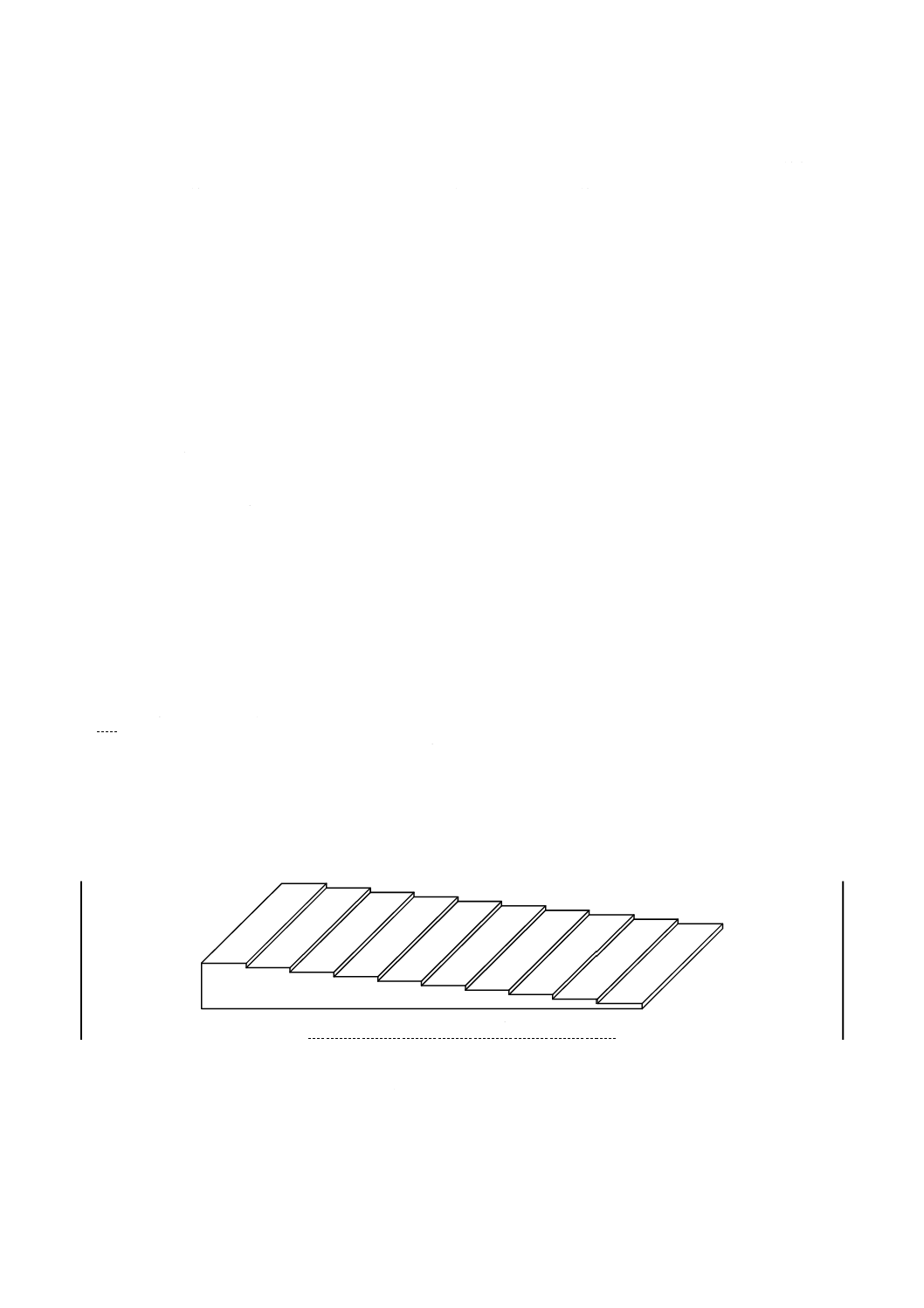
アルミニウムの純度が質量分率98 %以上,銅の質量分率0.1 %未満,鉄の質量分率1.0 %未満で,長さ
50 mm×幅20 mm,厚さが0.5〜5.0 mmで等間隔のステップをもつものとする(図1参照)。各ステップの
厚さは,マイクロメータを用いて0.01 mmの精度で計測する。
注記 長さ及び幅は,この規格の利用者の都合に合わせて調整しても差し支えない。
アルミニウムステップウェッジの各ステップの厚さの差は,約0.5 mmが推奨される。アルミニウムス
テップウェッジは,全ての厚さの階段面がX線フィルムに対して平行で,かつ,X線源に対して垂直にす
る。
図1−アルミニウムステップウェッジ概略図
6.4
歯科用X線発生装置
総ろ過がアルミニウム当量1.5〜2 mm,管電圧60±10 kVで操作可能で,適切な附属装置付きのものを
使用する。この装置は,アナログ式及び/又はデジタル式のX線検出装置と組み合わせて使用する。
6.5
歯科用X線検出装置
3
T 6006:2018
歯科用X線検出装置は,次による。
注記 試験材料のX線造影性を決定するために,次の3種類の検出法の中の1種類を用いることがで
きる。
6.5.1
アナログ法
6.5.1.1
歯科用X線フィルム
ISO 3665の規定による感度D,E又はFのフィルム,及び製造販売業者の使用説明書に従って新たに調
製した現像液・定着液を用いる。
6.5.1.2
写真濃度計
白色光を用い,分解能0.01で0〜3.0の光学濃度を測定できるもの。ゼロ点及び既知の精度±0.01の参照
フィルム(光学濃度2.5±0.5)を用いて,写真濃度計の口径を2.0±0.1 mmとして校正する。写真濃度計
は,30分間にわたり光学濃度(2.5±0.5)で±0.01で安定するように調整するか又は濃度読取りごとに再
校正しなければならない。
6.5.2
デジタル法
6.5.2.1
口内X線センサ
適切なソフトウェアで校正した口内X線センサを用いる。
6.5.2.2
グレイ値を解析できるソフトウェア
グレイ値±1の精度をもち,口内センサと互換性のあるソフトウェア1) を用いる。
注1) アドビ フォトショプ(Adobe Photoshop)が適する市販製品の例である。この情報は,この規格
の利用者の便宜のために提供するものであって,この規格がこの製品を推奨するものではない。
6.5.3
イメージングプレート法
6.5.3.1
蛍光イメージングプレート
試験体及びアルミニウムステップウェッジを置くのに適したサイズのプレートを用いる。
6.5.3.2
デジタルスキャナ
イメージングプレートに適合したスキャナを用いる。
6.5.3.3
グレイ値を解析できるソフトウェア
グレイ値±1の精度をもち,デジタルスキャナと互換性のあるソフトウェア1) を用いる。
7
試験条件及び試験方法
7.1
試験条件
該当する製品の規格で規定する試験条件を用いる。
7.2
試験体の作製
該当する製品の規格の手順に従って試験体を準備する。6.2に規定する測定器具を用いて全ての試験体の
厚さを測定する。測定領域における試験体の厚さの誤差は,0.05 mm未満でなければならない。試験体の
厚さは,該当する製品の規格に適合する厚さとする。
7.3
アナログ装置(アナログ法)による試験方法
a) X線源(6.4)をX線フィルム(6.5.1.1)に対して垂直に配置する。試験体及びアルミニウムステップ
ウェッジ(6.3)をX線フィルムの中央で,垂直に接触するように配置する。
b) X線源からフィルムまでの距離を300〜400 mmとし,試験体,アルミニウムステップウェッジ及びフ
ィルムに,管電圧60±10 kVでX線を照射する。照射時間は,現像定着処理後に試験体及びアルミニ
ウムの近傍領域の光学濃度が1.5〜2.0の間に収まるようにする。
4
T 6006:2018
注記1 X線は,10 mAで,0.1〜0.4秒間の照射が代表的である。
注記2 必要に応じて,X線フィルムを鉛シートの上に載せてもよい。
c) 試験体の厚さ(Ts)及びアルミニウムステップウェッジ(6.3)のステップの厚さを6.2に規定する測
定器具を用いて,0.01 mmの精度で計測する。試験体の最適な厚さは,該当する製品の規格に示され
ている。
d) 試験体の厚さが,該当する製品の規格で指定された範囲にある場合,フィルムの現像及び定着後,試
験体画像及びアルミニウムの各ステップの画像の光学濃度を写真濃度計(6.5.1.2)によって計測する。
注記3 試験体の厚さは,1.0±0.1 mmが適切である。
e) 1個の試験体について3回試験する。該当する製品の規格が試験体の数を定めている場合は,その規
格に従う。
7.4
デジタル装置(デジタル法及びイメージングプレート法)による試験方法
a) 試験体の厚さ(Ts)及びアルミニウムステップウェッジ(6.3)のステップの厚さを6.2に規定する測
定器具を用いて,0.01 mmの精度で計測する。
b) 口内X線センサ(6.5.2.1)又は蛍光イメージングプレート(6.5.3.1)を配置する。試験体及びアルミ
ニウムステップウェッジ(6.3)をセンサの中央付近に接触するように配置する。
c) 目標面までの距離を300〜400 mmとし,対象物にX線を照射する。コントラストが強くなり過ぎな
い程度で明確な画像が得られる適切な露出時間が分かるまでこの手順を繰り返す。
d) デジタル画像ファイルを,グレイ値を解析できるソフトウェア(6.5.2.2又は6.5.3.3)に転送する。
注記 グレイ値は,ソフトウェアの計測ツールを用いて評価することが必要である。デジタル画像
のグレイ値は,ピクセルを定めるために用いられる2進数字(ビット)によって示される。
e) グレイ値を解析できるソフトウェアを用いて,試験体画像内に計測用の長方形領域を定め,その領域
の平均グレイ値を測定する。
f)
アルミニウムステップウェッジの各ステップについて,この手順を行う。
g) 1個の試験体について3回試験する。該当する製品の規格が試験体の数を定めている場合は,その規
格に従う。
8
試験結果の処理
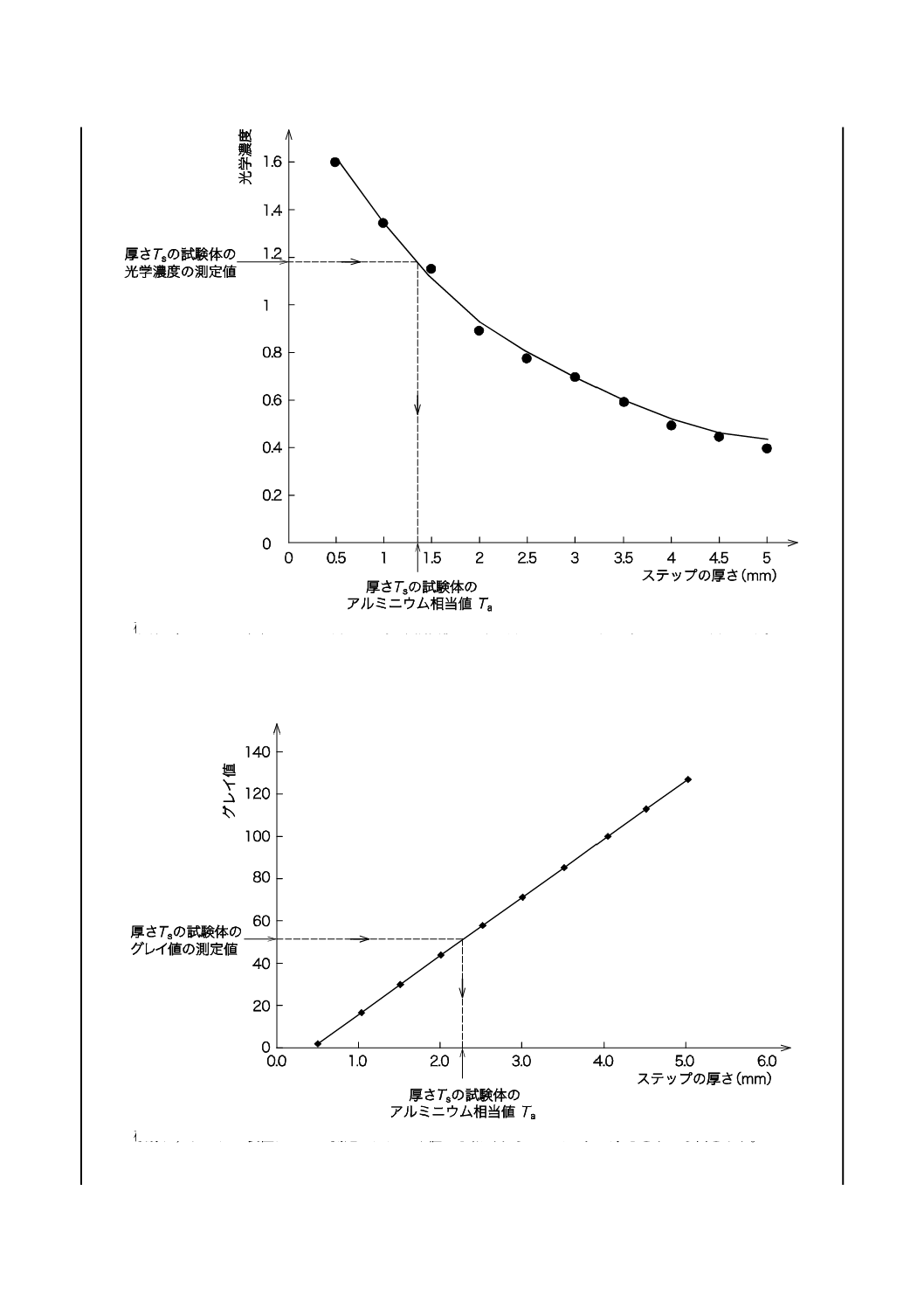
a) 各ステップの厚さに対する各アルミニウムステップにおける光学濃度又はグレイ値をプロットする
(図2又は図3参照)。厚さTsの試験体に対する光学濃度又はグレイ値を取り,相当するアルミニウ
ムの値(Ta)をプロットから決定する。
b) これによって,単位厚さ(1.0 mm)の試験体のX線造影性(アルミニウム相当)の値は,Ta/Tsで示さ
れる。
c) 該当する製品の規格に示された方法によって結果を報告する。
d) アルミニウムステップウェッジのステップの厚さに対する光学濃度のプロットは,X線画像処理によ
って小さな誤差が生じる可能性があるので,X線照射ごとに行う。
注記 X線造影性は,x〜y mmAl,又はx〜y %Alの表現で結果を報告するのが一般的である。
参考文献 JIS X 0301 情報交換のためのデータ要素及び交換形式−日付及び時刻の表記
注記 対応国際規格:ISO 8601,Data elements and interchange formats−Information interchange
−Representation of dates and times
5
T 6006:2018
破線は,アナログ装置によって測定した光学濃度値から相当するアルミニウム厚さを求める例を示す。
図2−アナログ法によるX線造影性の求め方
破線は,デジタル装置によって測定したグレイ値から相当するアルミニウム厚さを求める例を示す。
図3−デジタル法及びイメージングプレート法によるX線造影性の求め方
6
T 6006:2018
附属書JA
(参考)
JISと対応国際規格との対比表
JIS T 6006:2018 歯科材料のX線造影性試験方法
ISO 13116:2014,Dentistry−Test Method for Determining Radio-Opacity of Materials
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 サンプリ
ング
注記 バッチ又はロット
5
バッチ
追加
“又はロット”を追加した。
ロットで管理する場合があるた
め。
6 試験装置
及び器具
6.3 アルミニウムステ
ップウェッジ
6.3
アルミニウムステップウ
ェッジ
追加
“長さ50 mm×幅20 mm”を追加
し,図1の概略図及び説明を追加し
た。技術的差異はない。
利用者の利便性を考慮した。
7 試験条件
及び試験方
法
7.3 アナログ装置(アナ
ログ法)による試験方法
7.3
アナログ装置による試験
方法
追加
“(アナログ法)”を追加した。
一般的な表現を追加した。
7.3 b) 注記2
−
−
追加
“必要に応じて,X線フィルムを鉛
シートの上に載せてもよい。”を追
加した。
他のJISの同様試験における手順
の追加が可能であることを明記し
た。
7.4 デジタル装置(デジ
タル法及びイメージン
グプレート法)による試
験方法
7.4
デジタル装置による試験
方法
追加
“(デジタル法及びイメージングプ
レート法)”を追加した。
一般的な表現を追加した。
7.4 d)(6.5.2.2又は
6.5.3.3)
7.4
(6.5.2.2)
追加
“又は6.5.3.3”を追加した。
解析できるソフトウェアは2種類
あるため。ISO規格改正時に提案
する。
8 試験結果
の処理
a)(図2又は図3参照)
8
(図1参照)
変更
“(図2又は図3参照)”に変更した。 図2の追加に伴い説明文を追加変
更した。
図2,図3
8
図1
追加
変更
図2の追加及びISO規格の図1を
図3に変更した。図3に関しては,
技術的な差異はない。
他のJISでの同様試験におけるア
ナログX線装置によるX線造影性
の求め方の図を追加した。
2
T
6
0
0
6
:
2
0
1
8
7
T 6006:2018
JISと国際規格との対応の程度の全体評価:ISO 13116:2014,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
T
6
0
0
6
:
2
0
1
8