T 5750:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 チップの種類 ··················································································································· 3
5 要求事項························································································································· 3
5.1 超音波治療器 ················································································································ 3
5.2 連動する機能 ················································································································ 5
5.3 共通部 ························································································································· 6
6 サンプリング ··················································································································· 6
7 試験······························································································································· 6
7.1 一般 ···························································································································· 6
7.2 目視検査 ······················································································································ 6
7.3 チップ及びホルダ ·········································································································· 6
7.4 振動数 ························································································································· 8
7.5 振幅(無負荷時) ·········································································································· 8
7.6 振幅(負荷時) ············································································································· 8
7.7 冷却液の供給 ················································································································ 9
7.8 騒音レベル ··················································································································· 9
7.9 照明用電源(該当する場合) ·························································································· 10
7.10 連動する機能 ·············································································································· 10
8 製造販売業者が提供する情報 ····························································································· 13
9 表示······························································································································ 13
10 包装 ···························································································································· 14
附属書A(参考)性能及び一般的設計 ····················································································· 15
附属書B(参考)チップ,ホルダ及びハンドピース形状 ······························································ 16
T 5750:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本歯科器械工業
協同組合(JDMMA),公益社団法人日本歯科医師会(JDA)及び一般財団法人日本規格協会(JSA)から,
工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,厚
生労働大臣が改正した日本工業規格である。
これによって,JIS T 5750:2009は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 5750:2015
歯科用多目的超音波治療器及びチップ
Dentistry-Dental handpieces-Ultrasonic instruments and tips for
multi-purpose treatment
1
適用範囲
この規格は,歯科用ユニットで作動(運転)する歯科用多目的超音波治療器及びチップ,又は他の歯科
用制御装置で作動(運転)する主に卓上形の歯科用多目的超音波治療器及びチップ(以下,超音波治療器
という。)について規定する。
なお,超音波治療器に関する補足事項を,附属書Aに示す。
注記 平成30年3月31日までJIS T 5750:2009を適用することができる。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7517 ハイトゲージ
JIS C 1102-1 直動式指示電気計器−第1部:定義及び共通する要求事項
JIS C 1102-2 直動式指示電気計器 第2部:電流計及び電圧計に対する要求事項
JIS C 1509-1 電気音響−サウンドレベルメータ(騒音計)−第1部:仕様
JIS G 4303 ステンレス鋼棒
JIS G 4309 ステンレス鋼線
JIS G 4318 冷間仕上ステンレス鋼棒
JIS H 8501 めっきの厚さ試験方法
JIS T 0307 医療機器−医療機器のラベル,ラベリング及び供給される情報に用いる図記号
JIS T 0601-1 医用電気機器−第1部:基礎安全及び基本性能に関する一般要求事項
JIS T 0601-1-2 医用電気機器−第1-2部:安全に関する一般的要求事項−電磁両立性−要求事項及び
試験
JIS T 0993-1 医療機器の生物学的評価−第1部:リスクマネジメントプロセスにおける評価及び試験
JIS T 5505-3 歯科用回転器具−ダイヤモンド研削器具−第3部:粒度,呼び及びカラーコード
JIS T 5507 歯科用器械−図記号
JIS T 6001 歯科用医療機器の生体適合性の評価
JIS T 80601-2-60 医用電気機器−第2-60部:歯科器械の基礎安全及び基本性能に関する個別要求事
項
ISO 13402,Surgical and dental hand instruments−Determination of resistance against autoclaving,corrosion
and thermal exposure
2
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 17664,Sterilization of medical devices−Information to be provided by the manufacturer for the
processing of resterilizable medical devices
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS T 0601-1及びJIS T 80601-2-60によるほか,次による。
3.1
超音波治療器
超音波を利用した歯こう(垢)・歯石除去,根管拡大・洗浄・清掃,根管充塡などの超音波を利用した治
療機能をもつ器具。通常,歯科用制御装置,ハンドピース,ハンドピースと歯科用制御装置とを接続する
チューブ(ホース),チップ,ホルダ及びインサートからなる。また,“根管長測定(機能)”,“歯面清掃(機
能)”の機能のうち一つ以上の機能と連動するものも含む。
3.2
チップ
取替え可能で,ハンドピース又はホルダに固定され,柄部及び歯科処置を行うための作業部からなる器
具。
3.3
インサート
取替え可能で,チップ又はホルダと超音波振動を発生させるエネルギー変換部とからなる器具。
3.4
ホルダ
取替え可能で,ハンドピース又はインサートに固定され,チップ,ファイル及びプラガの保持器具。
3.5
チップの作業域
種々のチップについて,製造販売業者が指定する使用領域。
3.6
根管長測定機能
歯内治療において,電気を利用して根管の先端の位置を確認する機能。
3.7
電極
根管長を測定するとき電流を流すための患者側(口唇)に装着する金属部。“対極”ともいう。
3.8
歯面清掃機能
水流又は空気流で粉体を吹き付けることによって歯面を清掃・研削する機能。
3.9
測定用探針ホルダ
根管長を測定するための電流を根管内のファイル,リーマ,プローブなどの測定用探針に流すための電
気的接触部を兼ねたファイル,リーマ,プローブなどの保持器具。
3
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
チップの種類
チップの種類は,用途によって表1による。
なお,種類によるチップ及びハンドピースの主な形状例を,附属書Bに示す。
表1−チップの種類
種類
主な用途
スケーリング用チップ
歯こう(垢)・歯石除去に用いる。
ルートプレーニング用チップ
歯面,歯根面の滑沢に用いる。
少量形成,切削・研削用チップ
り(罹)患象牙質を含む,歯の少量形成,切削・研削に用いる。
根管拡大用チップ
根管治療における根管拡大形成作業に用いる(ファイルなどを含む。)。
洗浄用チップ
根管,小か(窩)裂溝及び歯周組織の洗浄,並びに歯肉のう(膿)瘍内の
洗浄及びそうは(掻爬)に用いる。
除去用チップ
歯冠修復物又は合着・接着された修復物,矯正用ブラケット,矯正用バン
ド,根管内異物などの除去に用いる。
充塡用チップ
根管充塡に用いる(プラガなどを含む。)。
振動付与用チップ
歯冠修復物を合着・接着する場合に,振動によってセメントなどに流動性
を与え,密着させるために用いる。
メンテナンス用チップ
歯冠修復物又は合着・接着された修復物周辺に付着した歯こう(垢)の除
去に用いる。
切開・切除用チップ
歯周組織(歯槽骨を含む。)の切開・切除に用いる。
5
要求事項
5.1
超音波治療器
5.1.1
ハンドピース接続の一般的設計
ホースとの接続及び配置は,製造販売業者の取扱説明書によって装着し,推奨する設定条件で作動させ,
7.2によって試験したとき,漏れがあってはならない。
5.1.2
チップ及びホルダ
5.1.2.1
外観
チップの外表面には,7.3.1によって試験したとき,きず,さび(錆),ひび及び剝がれがあってはなら
ない。
5.1.2.2
引抜き力
製造販売業者の取扱説明書によって装着したチップとホルダとの接続は,7.3.2によって試験したとき,
最低20 Nの軸方向の(引抜き)力に耐えなければならない。
5.1.2.3
緩みトルク(ねじ込み式に適用)
製造販売業者の取扱説明書によって装着したチップとホルダとの接続は,7.3.3によって試験したとき,
回らずに最低20 N・cmの緩みトルクに耐えなければならない。
5.1.2.4
チップの挿入
ハンドピース又はホルダにチップを挿入して固定するために要する挿入力は,7.3.4によって試験したと
き,30 Nを超えてはならない。
5.1.2.5
耐食性及び滅菌に対する耐久性
チップ及びホルダは,7.3.6 a) によって試験したとき,さび及び変色がなく,その外観が変化してはな
らない。また,ハンドピース,チップ及びホルダは,劣化の兆候及び性能の低下を示さずに,製造販売業
4
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
者の取扱説明書に指定された推奨する滅菌手順で,7.3.6 b) によって試験したとき,最低250回耐えなけ
ればならない。
単回使用のチップ及びホルダ,又はハンドピースの部品は,滅菌状態で供給するか,又は製造販売業者
の取扱説明書に指定された滅菌で,劣化の兆候及び性能の低下を示さず,1回の使用に耐えなければなら
ない。
5.1.2.6
材料
5.1.2.6.1
金属
チップ及びホルダの金属材料は,JIS G 4303,JIS G 4309若しくはJIS G 4318に規定するもの,又はそ
れらと同等以上のものとする。
5.1.2.6.2
樹脂
チップの樹脂は,ポリフェニレンスルフィド(PPS),ポリエーテルエーテルケトン(PEEK),ポリエー
テルスルホン(PESU),ポリフェニレンスルホン(PPSU)又はポリアセタール(POM)でなければならな
い。上記以外のものを用いる場合には,機械的性質が既存品と比較して適切なものでなければならない。
5.1.2.6.3
ダイヤモンドコーティング
ダイヤモンドコーティングは,次による。
a) ダイヤモンドコーティングの外観 ダイヤモンドコーティングの外表面には,7.3.1によって試験した
とき,ダイヤモンドコーティングの有効面に,割れ,素地の露出及び剝がれがあってはならない。
b) ダイヤモンドと(砥)粒の粒度 ダイヤモンドコーティングに用いるダイヤモンドと(砥)粒の粒度
は,JIS T 5505-3に適合しなければならない。
c) ダイヤモンドコーティングの密着性
ダイヤモンドコーティングの密着性は,次による。
1) チップ[c) 2) 及びc) 3) に記載されているチップの種類を除く。]のダイヤモンドコーティングの密
着性は,7.3.7 a) によって試験したとき,剝がれがあってはならない。
2) ホルダに取り付けるファイル及び針状チップのダイヤモンドコーティングの密着性は,7.3.7 b) に
よって試験したとき,剝がれがあってはならない。
3) 中空のチップ及び樹脂チップは,7.3.7によって試験したとき,剝がれがあってはならない。
5.1.2.6.4
チタンコーティング
チタンコーティングは,次による。
a) チタンコーティングの外観 チタンコーティングの外表面は,7.3.1によって試験したとき,チタンコ
ーティングの有効面に,割れ,素地の露出又は剝がれがあってはならない。
b) チタンコーティングの厚さ チタンコーティングの厚さは,7.3.8によって試験したとき,チタンコー
ティングの有効面において,0.1〜20 μmの範囲内でなければならない。
c) チタンコーティングの密着性 チタンコーティングの密着性は,次による。
1) チップ[c) 2) 及びc) 3) に記載されているチップの種類を除く。]のチタンコーティングの密着性は,
7.3.7 a) によって試験したとき,剝がれがあってはならない。
2) ホルダに取り付けるファイル及び針状チップのチタンコーティングの密着性は,7.3.7 b) によって
試験したとき,剝がれがあってはならない。
3) 中空のチップ及び樹脂チップは,7.3.7によって試験したとき,剝がれがあってはならない。
5.1.2.7
強さ
強さは,次による。
5
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) チップ[b) 及びc) に記載されているチップの種類を除く。]は,7.3.5 a) によって試験したとき,折
れ,曲がり又は変形があってはならない。
b) ファイル及び針状チップは,7.3.5 b) によって試験したとき,折れ,曲がり又は変形があってはなら
ない。
c) 中空のチップ及び樹脂チップは,7.3.5によって試験をしたとき,折れ,曲がり又は変形があってはな
らない。
5.1.3
性能
5.1.3.1
振動数
製造販売業者が推奨する設定条件で作動させたチップの振動数は,7.4によって試験したとき,18〜60
kHzでなければならない。
5.1.3.2
振幅(無負荷時)
製造販売業者が推奨する最大出力で作動させたチップの最大振幅は,7.5によって試験したとき,200 μm
を超えてはならない。チップの形状によって200 μmを超える場合には,箇条8に規定する添付する文書
にその旨を記載する。
5.1.3.3
振幅(負荷時)
荷重1.0 Nを負荷して製造販売業者が推奨する最大出力で作動させた振動面(又は振動方向)に垂直な
方向の作業チップの最大振幅は,7.6によって試験したとき,200 μmを超えてはならない。チップの形状
によって200 μmを超える場合には,箇条8に規定する添付する文書にその旨を記載する。
5.1.4
冷却液の供給(該当する場合)
製造販売業者が推奨する最大出力で作動させた冷却液の流量は,7.7によって試験したとき,50 mL/min
未満で,かつ,チップの作業領域を冷却できなければならない。
5.1.5
騒音レベル
製造販売業者が推奨する最大出力で作動させた超音波治療器から発生するA特性の重みを付けた音圧レ
ベル値は,7.8によって試験したとき,70 dBを超えてはならない。
5.2
連動する機能
5.2.1
根管長測定機能
5.2.1.1
測定精度
表示部の値と実際の位置とのずれの値は,根管長測定機能を7.10.1に示す試験系で作動させたとき,+
0.5 mm〜−1.5 mmの範囲内でなければならない。ただし,試験は,3個以上の異なる抜去歯,抜去歯と同
等の性能をもつ模型などを対象として行い,いずれの場合もこの範囲内でなければならない。
5.2.1.2
表示部の値
製造販売業者が指定する等価インピーダンスなどを接続したときの表示部の値は,製造販売業者が指定
する値でなければならない。
5.2.1.3
電極の耐食性及び滅菌に対する耐久性
5.1.2.5による。
5.2.2
歯面清掃機能
5.2.2.1
清掃用水の供給量
ハンドピースは,7.10.2.1によって試験したとき,製造販売業者が推奨する供給圧で,30 mL/min以上供
給できなければならない。
5.2.2.2
清掃用空気の供給量
6
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ハンドピースは,7.10.2.2によって試験したとき,製造販売業者が推奨する供給圧で,5 L/min以上供給
できなければならない。
5.2.2.3
清掃用粉体の吐出量
ハンドピースは,7.10.2.3によって試験したとき,0.5 g/min以上吐出できなければならない。
5.2.2.4
ハンドピースの先端部分の耐食性及び滅菌に対する耐久性
5.1.2.5による。
5.3
共通部
5.3.1
照明用電源(該当する場合)
ハンドピースの光源の電圧は,絶縁トランス又は同等の絶縁性能をもつ装置によって,主電源から分離
したもので,その接地していない二次回路において,交流25 V又は直流60 Vを超えてはならない。
試験は,7.9による。
5.3.2
電力供給
電力供給は,製造販売業者が指定する電源による。
5.3.3
安全性
安全性は,JIS T 0601-1,JIS T 0601-1-2及びJIS T 80601-2-60による。ただし,歯科用ユニット等によ
って作動(運転)する場合は,組み込まれた状態でJIS T 0601-1,JIS T 0601-1-2及びJIS T 80601-2-60に
適合しなければならない。
なお,患者に接触する部分は,JIS T 0993-1及びJIS T 6001による生物学的評価を行わなければならな
い。
6
サンプリング
試験の試料は,全てのハンドピース,チップ,ホルダ及びインサートを1個以上採取して,この規格へ
の適合性を試験しなければならない。また,根管長測定機能及び歯面清掃機能についても,この規格への
適合性を確認する。
7
試験
7.1
一般
この規格に規定する試験は,全て形式試験である。
7.2
目視検査
7.3.5,7.3.6 b),7.3.7及び7.10の試験は,拡大しないで,健常視力で目視検査を行う。
7.3
チップ及びホルダ
7.3.1
外観
チップの外表面を,5倍以上の拡大鏡で目視検査を行う。
7.3.2
引抜き力
7.3.2.1
測定機器
置き針式ばねばかり(プッシュプルゲージ)で,引抜き力を精度±0.5 Nで測定できるもの。
7.3.2.2
手順
製造販売業者の取扱説明書によって,ハンドピースにチップ又はホルダを装着する。製造販売業者が推
奨する最大液体流量及び最高振動数で,1分間以上ハンドピースを作動させて,スイッチを切る。測定機
器を当てて,チップ又はホルダを引き抜くのに要する力を測定する。
7
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3.3
緩みトルク(ねじ込み式に適用)
7.3.3.1
測定機器
トルク計又はダイナモメータで,緩みトルクを精度が表示値の±10 %で測定できるもの,かつ,測定単
位がニュートン・センチメートル(N・cm)であるもの。
7.3.3.2
手順
製造販売業者の取扱説明書によって,ハンドピースにチップ又はホルダを装着する。製造販売業者が推
奨する最大液体流量及び最高振動数で,1分間以上ハンドピースを作動させて,スイッチを切る。測定機
器を当てて,ハンドピースからチップ又はホルダを外すのに要するトルクを測定する。
7.3.4
チップの挿入
7.3.4.1
測定機器
挿入力を精度±0.5 Nで測定できるもの。
7.3.4.2
手順
製造販売業者の取扱説明書によって,ハンドピース又はホルダにチップを装着し,チップの挿入に要す
る力を測定する。
7.3.5
強さ
強さは,次による。
a) 製造販売業者の取扱説明書によって,チップをハンドピースに装着する。金属(ステンレス鋼など)
表面にチップ作業域が水平になるように設置し,超音波治療機器を作動させずに,試料数10本のチッ
プ先端に表2の負荷(ただし,中空のチップ及び樹脂チップの場合には,負荷は1.0 Nとする。)を5
秒間かけた後,7.2によって試験したとき,10本全てに折れ,曲がり又は変形がないときは,合格と
する。8本以下の場合には,不合格とする。9本の場合には,更に5本を追加して試験し,5本全てに
折れ,曲がり又は変形がないときは,合格とする。
b) 製造販売業者の取扱説明書によって,チップをハンドピースに装着する。φ3 mmの孔のあいたアク
リル樹脂の筒にチップの作業部を挿入し,製造販売業者が指定した出力で,試料数10本のチップ先端
に表2の負荷(ただし,中空のチップ及び樹脂チップの場合には,負荷は1.0 Nとする。)を5秒間か
けた後,7.2によって試験したとき,10本全てに折れ,曲がり又は変形がないときは,合格とする。8
本以下の場合には,不合格とする。9本の場合には,更に5本を追加して試験し,5本全てに折れ,曲
がり又は変形がないときは,合格とする。
表2−チップ先端寸法及び負荷
チップ先端寸法
mm
負荷
N
0.2未満
0.15
0.2以上 〜 0.25未満
0.25
0.25以上 〜 0.3未満
0.5
0.3以上 〜 0.35未満
0.8
0.35以上 〜 0.4未満
1.2
0.4以上 〜 0.45未満
1.5
0.45以上 〜 0.5未満
2.2
0.5以上 〜 0.55未満
3.1
0.55以上
3.7
8
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3.6
耐食性及び滅菌に対する耐久性
耐食性及び滅菌に対する耐久性は,次のa) 及びb) 又はISO 13402によって行う。
a) 沸騰水中にチップ及びホルダを浸して,30分間煮沸する。その後,加熱を停止して,そのままの状態
で1時間放置した後,チップ及びホルダを取り出して,空気中で室温になるまで放置する。この操作
を5回反復する。次に,倍率が5倍以上の拡大鏡で,さび及び変色の有無を調べる。
b) 製造販売業者が取扱説明書に指定した条件で,サンプルに250回の滅菌処理を行う。滅菌処理後に7.2
によって滅菌した器具を検査する。劣化の兆候が認められてはならない。
5.1.2.1〜5.1.2.3,5.1.3.1〜5.1.3.3,5.1.4,5.1.5及び5.3.1に関する試験を,滅菌した器具について行
う。
7.3.7
コーティングの密着性試験
コーティングの密着性試験は,次による。
a) 製造販売業者の取扱説明書によって,チップをハンドピースに装着する。ハンドピースを横方向から
(振動面又は振動方向に垂直に)表2に規定する負荷(ただし,中空のチップ及び樹脂チップの場合に
は,負荷は1.0 Nとする。)でガラス面に押し付ける。製造販売業者が推奨する振幅が最大となる出力
で5秒間作動させ,7.3.1によって,コーティングの剝がれを確認する。
b) ファイル及び針状チップは,φ3 mmの孔のあいたアクリル樹脂の筒に作業部を挿入し,表2に規定
する負荷(ただし,中空のチップ及び樹脂チップの場合には,負荷は1.0 Nとする。)で,製造販売業
者が指定した振幅となる出力で5秒間作動させ,7.3.1によって,コーティングの剝がれを確認する。
7.3.8
コーティングの厚さ試験
コーティングの厚さ試験は,JIS H 8501又は同等以上の試験方法による。
7.4
振動数
7.4.1
測定機器
非接触振動数測定具,振動数電子計測器又は適切な時間軸をもつオシロスコープで,測定値の±10 %の
精度で作動するもの。
7.4.2
手順
製造販売業者の取扱説明書によって,チップをハンドピース又はホルダに装着する。負荷をかけずに,
製造販売業者が推奨する最大液体流量及び最高出力で,1分間以上チップを作動させ,作動領域において
チップの振動数を測定する。
7.5
振幅(無負荷時)
7.5.1
測定機器
非接触の光学式又は電子式長さ測定具で,測定値の±10 %の精度をもつもの。
7.5.2
手順
製造販売業者の取扱説明書によって,チップをハンドピース又はホルダに装着する。負荷をかけずに,
冷却液を流した状態又は止めた状態で,製造販売業者が推奨する最高出力で,1分間ハンドピースを作動
させる。あらゆる方向にチップを用いた後,5〜10秒の時間範囲におけるチップの最大振幅を測定し,振
幅を記録する。
7.6
振幅(負荷時)
7.6.1
測定機器
測定機器は,次による。
a) 非接触の光学式又は電子式長さ測定具 測定値の±10 %の精度をもつもの。
9
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 平滑なガラス平板 50 mm×50 mm,厚さ2 mmで上面が着色されたもの。ガラス上面の着色には,油
性マーカペンを用いてもよい。
c) 顕微鏡 100倍以上の倍率で,校正された接眼マイクロメータをもつもの。
7.6.2
手順
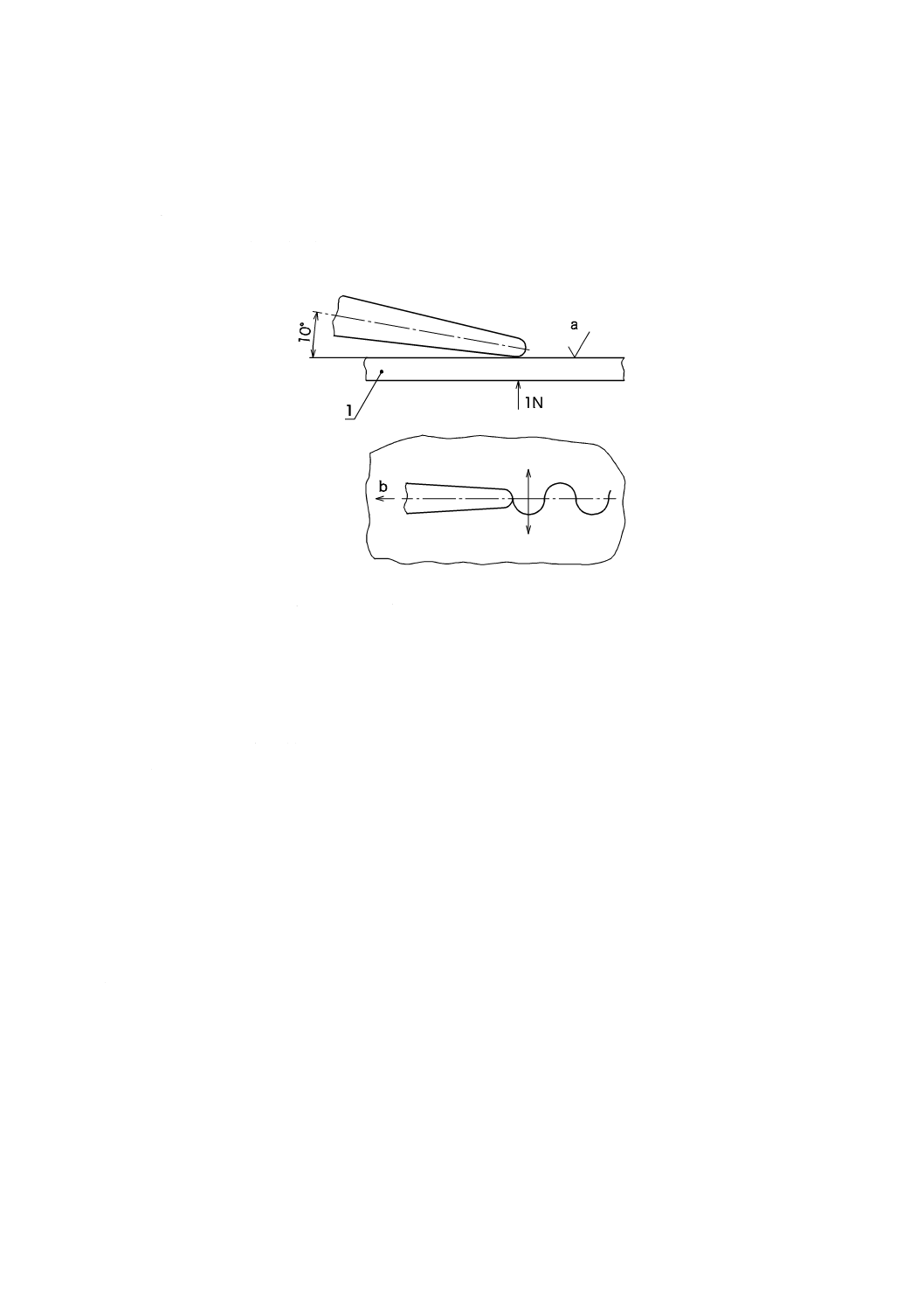
手順は,次による(図1参照)。
a 油性マーカの着色面
1 板ガラス
b チップ移動方向
図1−負荷されたチップの振幅
a) 製造販売業者の取扱説明書によって,チップをハンドピースに装着する。ハンドピースを横方向から
(振動面又は振動方向に垂直に)荷重1.0 Nで着色ガラス面(記録面)に押し付ける。チップの先端だ
けがガラス上面に触れ得る。
注記 記録面(ガラス上面)に対して最大10°(+5°)の方向のずれは,測定を容易にするため
に許容する。
b) チップの軌跡が記録されるように,記録面に並行,かつ,振動方向に垂直に,着色ガラス面上でチッ
プを動かすか,又はガラス面を動かす。
c) チップに電力を加えて,又は加えずに,軌跡の振幅を測定する。
7.7
冷却液の供給
7.7.1
測定機器
測定機器は,次による。
a) 容量測定器 冷却液量を±5 %の精度で測定できるもの。
b) 圧力計 ホースと接続部とで冷却液の供給圧力を±5 %の精度で測定できるもの。
7.7.2
手順
製造販売業者が推奨するように,液供給圧を調節し,ハンドピースを最大出力で1分間作動させる。液
がチップの作動域に適切に向けられているか判定するために,液の方向を観察し,集められた液の体積を
測定する。
7.8
騒音レベル
7.8.1
測定機器
10
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定機器は,次による。
a) 騒音計 JIS C 1509-1に規定するサウンドレベルメータ(騒音計)。
b) 非固定式ハンドピース懸垂装置
7.8.2
試験環境
2.5 m×2.5 m×2.5 m以上の部屋で,半径1 m以上の空間を設定して試験を行う。A特性の重みを付けた
暗騒音レベルは,55 dBより小さくなければならない。ハンドピースの半径1 m範囲内に,硬い反響面が
存在してはならない。硬い面からの反響を減らすために,発泡体又は非反響材料を用いてもよい。
7.8.3
手順
手順は,次による。
a) 非固定式ハンドピース懸垂装置によって,部屋の中心にハンドピースをつり下げる。製造販売業者が
推奨する最高電力を供給して,無負荷のハンドピースを作動させる。
b) 騒音計を用いて,チップから0.45 mの距離で,ハンドピースから発生するA特性の重みを付けた最高
騒音レベルを測定する。
7.9
照明用電源(該当する場合)
7.9.1
機器
7.9.1.1
電圧計
JIS C 1102-1及びJIS C 1102-2に規定する階級指数1若しくはそれ以上の精度をもつ直流若しくは交流
電圧計,又はそれと同等の精度をもつ直流若しくは交流電圧計。
7.9.2
手順
上記の電圧計を用いて照明用電源の電圧を測定する。
7.10
連動する機能
7.10.1
根管長測定機能
7.10.1.1 測定精度
7.10.1.1.1 測定機器
測定機器は,次による。
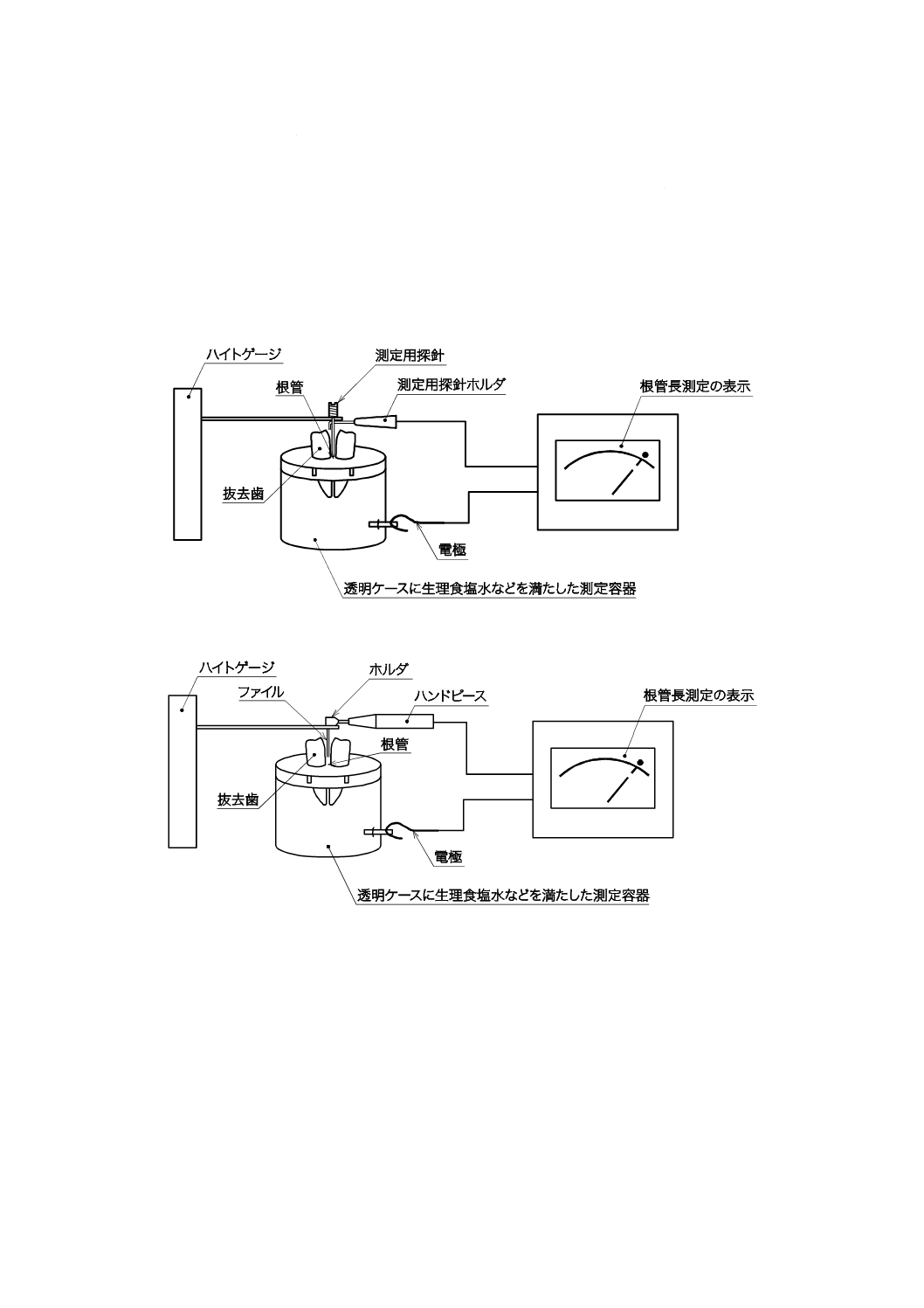
a) 図2に示すものと同等の試験が行える試験系 透明ケース中の物質は,生理食塩水に限らず生理食塩
水を寒天で固めたもの,又は脱脂綿に生理食塩水を含ませたものでもよい。
b) ハイトゲージ JIS B 7517に規定するハイトゲージ。
7.10.1.1.2 手順
手順には,次の二通りがある。
a) 測定用探針ホルダを使用する場合[図2 a) 参照]
1) 目視による測定用探針(ファイル,リーマ,プローブなど)先端が根せん(尖)又は製造販売業者
が定めた位置に達した位置を基準とする。
2) ハイトゲージによって測定用探針(ファイル,リーマ,プローブなど)の先端を根管長測定の表示
による根せん(尖)又は製造販売業者が定めた位置に達したことを示す位置に移動する(機器表示
によって規定される位置)。
3) 移動量を差値(ずれ)とする。表示部の値と実際の位置との二つの位置の差を算出する。算出する
差値は,測定用探針(ファイル,リーマ,プローブなど)先端が根せん(尖)又は製造販売業者が
定めた位置を超えた状態を正の値,測定用探針(ファイル,リーマ,プローブなど)先端が根せん
(尖)又は製造販売業者が定めた位置に達していない状態を負の値とする。
11
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) ハンドピース及びホルダを使用する場合[図2 b) 参照]
1) 目視によるファイル先端が根せん(尖)又は製造販売業者が定めた位置に達した位置を基準とする。
2) ハイトゲージによってファイルの先端を根管長測定の表示による根せん(尖)又は製造販売業者が
定めた位置に達したことを示す位置に移動する(機器表示によって規定される位置)。
3) 移動量を差値(ずれ)とする。測定結果と実際の位置との二つの位置の差を算出する。算出する差
値は,ファイル先端が根せん(尖)又は製造販売業者が定めた位置を超えた状態を正の値,ファイ
ル先端が根せん(尖)又は製造販売業者が定めた位置に達していない状態を負の値とする。
a) 測定用探針ホルダを使用する場合
b) ハンドピース及びホルダを使用する場合
図2−測定精度の試験系の例
7.10.1.2 表示部の値
製造販売業者が指定する根せん(尖)インピーダンスと等価の回路を用いて試験する。この等価回路は,
採用される根管長測定原理によって異なるが,抵抗及びコンデンサで構成する代表的な例を,図3に示す。
12
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 R及びCの値は,採用される根管長測定原理ごとに適宜決定する。
図3−根せん(尖)インピーダンスと等価の回路
7.10.1.3 電極の耐食性及び滅菌に対する耐久性
試験は,7.3.6による。
7.10.2
歯面清掃機能
7.10.2.1 清掃用水の供給量
7.10.2.1.1 測定機器
測定機器は,次による。
a) 圧力計 ホースジョイント部で,±5 %の精度で測定できるもの。
b) 容量測定器 ±5 %の精度で測定できるもの。
7.10.2.1.2 手順
手順は,次による。
a) ホースジョイント部での水の供給圧力を,製造販売業者が指定する圧力に調整する。
b) 製造販売業者が指定する方法で,ホースジョイント部に流量計を連結し,ハンドピースを1分間作動
させ,容量測定器具に吐出した水量を測定する。
7.10.2.2 清掃用空気の供給量
7.10.2.2.1 測定機器
測定機器は,次による。
a) 圧力計 ホースジョイント部で,±5 %の精度で測定できるもの。
b) 流量計 ±5 %の精度で測定できるもの。
7.10.2.2.2 手順
手順は,次による。
a) ホースジョイント部での空気の供給圧力を,製造販売業者が指定する圧力に調整する。
b) 製造販売業者が指定する方法で,ホースジョイント部に流量計を連結し,ハンドピースを1分間作動
させ,容量測定器具に吐出した空気流量を測定する。
7.10.2.3 清掃用粉体の吐出量
7.10.2.3.1 測定機器
測定機器は,次による。
a) 圧力計 ホースジョイント部で,±5 %の精度で測定できるもの。
b) はかり ±50 mgの精度で測定できるもの。
7.10.2.3.2 手順
手順は,次による。
a) ホースジョイント部での空気の供給圧力を,製造販売業者が指定する圧力に調整する。
b) 製造販売業者が指定する清掃用粉体及び方法で,粉体を専用ケースに入れ,水の供給を停止し,ハン
R
C
13
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ドピースを作動させ,粉体が吐出されることを確認した後,1分間の吐出量を測定する。
7.10.2.4 ハンドピースの先端部分の耐食性及び滅菌に対する耐久性
試験は,7.3.6による。
8
製造販売業者が提供する情報
超音波治療器には,操作法,操作者による保守,注油,安全対策及びサービスに関する情報を記載した
文書を添付しなければならない。
この文書には,次の項目を記載しなければならない。
a) 製造販売業者の名称及び/又は商標,並びに住所
b) 製品の名称
c) 定格電源(電圧,消費電力及び周波数)
d) チップの用途についての記載
e) チップ又はホルダの交換工具が滅菌可能の有無
f)
ISO 17664に規定した,推奨され,妥当性が確認された汚れを落とす手順
g) ISO 17664に規定した,推奨する清掃,消毒及び滅菌の指示(適用できる場合)
h) ISO 17664に規定するように適用できる場合,再滅菌可能な装着部,及び非滅菌状態で供給される装
着部について,規定される滅菌法の指示
i)
超音波治療器が現場で修理可能かどうかについての記載
j)
規定する照明用電源(該当する場合)
k) 附属品及び工具(該当する場合)
l)
超音波治療器を正常に用いるのに必要な定期的保守,及びこの保守を必要とする頻度についての記載
m) 超音波治療器が安全で有効に用いられるための注意事項(例えば,パワー設定限界及び液体流量限界)
n) 根管拡大用チップ用にストッパを用いる場合,専用のストッパを用いるなど,先端まで注水されるよ
う,使用上の注意の記載
o) 根管拡大用チップとして用いるファイル・リーマについての記載(該当する場合)
p) 最大振幅が200 μmを超える場合には,その振幅の記載
q) チップの交換に関わる注意事項
注記 医療機器には,法律で定められた添付文書を添付することが求められている。
9
表示
超音波治療器には,次の事項を機器又はその直接の容器若しくは直接の被包に表示しなければならない。
a) オートクレーブ処理可能を示す表示(該当する場合)。
b) 単回使用の装着部には,“再使用不可”の次の図記号。
c) 駆動周波数
表示用図記号は,JIS T 0307及びJIS T 5507に適合していなければならない。
注記 医療機器には,法律で定められた表示事項を記載することが求められている。
14
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10
包装
包装には,予期できる輸送条件の下で製品に損傷がないようにしなければならない。
15
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
性能及び一般的設計
A.1 一般
超音波治療器は,操作者にとって使い心地がよく,取り扱いやすいことが望ましい。超音波治療器の外
面は,清掃しやすいことが望ましく,操作者が取り扱うとき,握り部分の面をしっかりつかめるように,
注意を払うことが望ましい。ぎらつきを抑えるために,面を高度に磨き上げないほうがよい。
A.2 材料
超音波治療器の製作に用いる材料は,全てその使用目的に適していることが望ましい。超音波治療器は,
7.3.6によって試験したとき,製造販売業者が推奨する清掃・消毒・滅菌手順に耐えなければならない。
A.3 構造及びレイアウト
超音波治療器は,安全で確実な操作ができるような構造であることが望ましい。超音波治療器は,現場
で修理できるならば,容易に入手できる道具又は製造販売業者が供給する特殊な道具を用いて,保守及び
修理のために,容易に分解でき,再組立てができることが望ましい。
16
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
チップ,ホルダ及びハンドピース形状
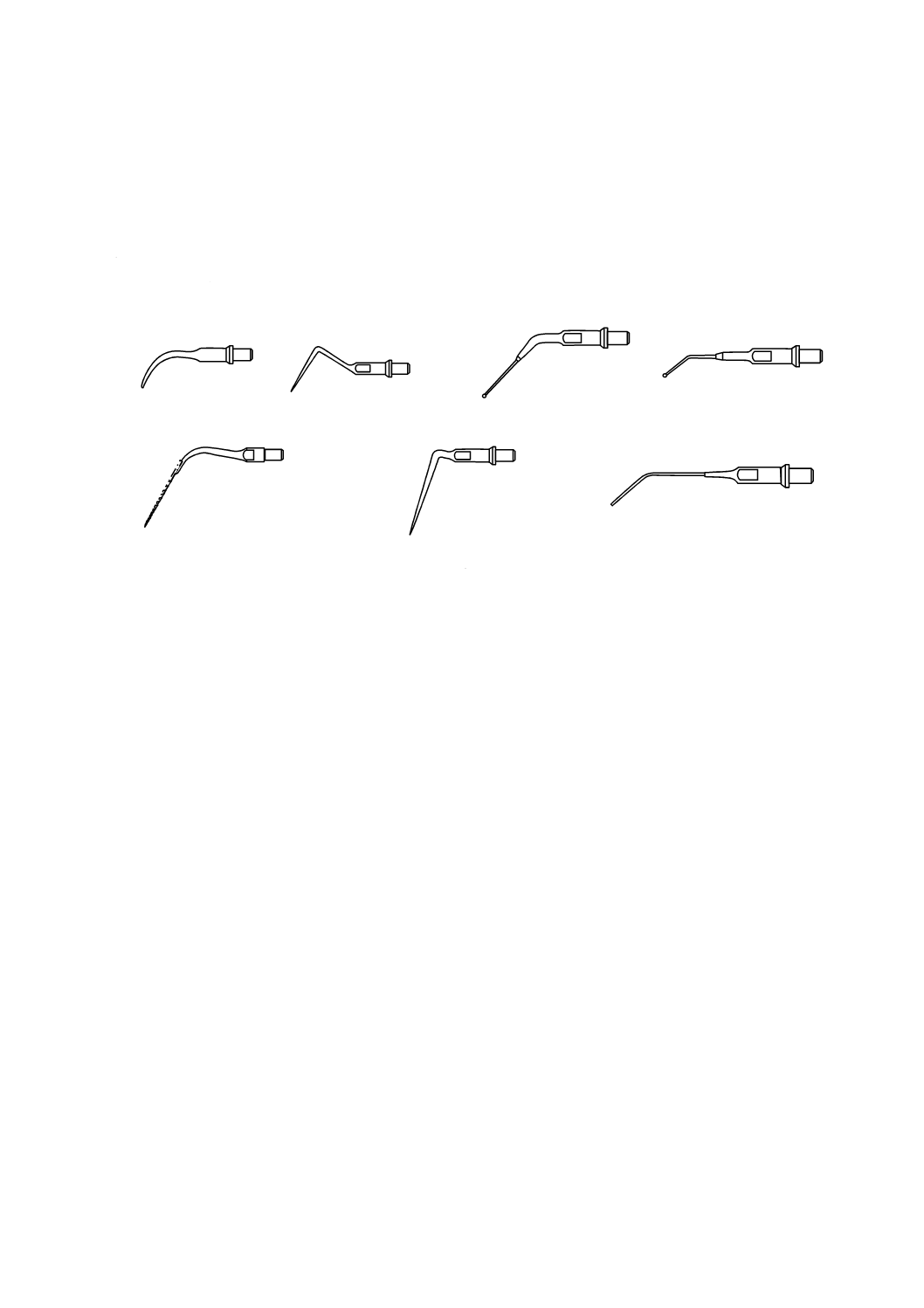
B.1
チップ形状
チップ形状の代表例を,図B.1に示す。
スケーリング用チップ
ルートプレーニング用チップ
根管拡大用チップ
充塡用チップ
除去用チップ
図B.1−チップ形状の代表例
17
T 5750:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
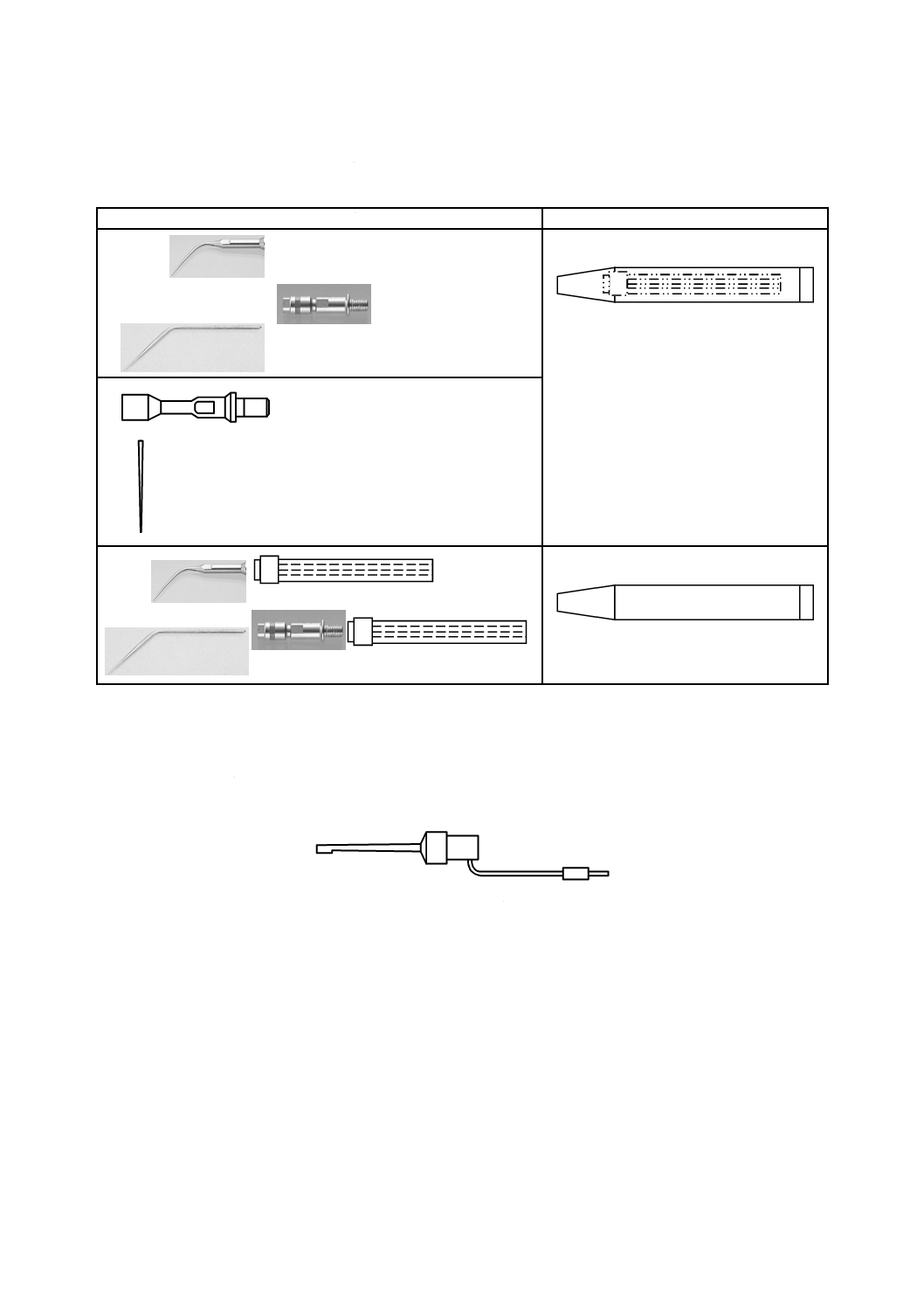
B.2
ハンドピース形状
ハンドピース形状及びチップ部構成の代表例を,図B.2に示す。
チップ部構成
ハンドピース
ホルダ(根管長測定にも使用可能)
図B.2−ハンドピース形状及びチップ部構成の代表例
B.3
測定用探針ホルダ形状
測定用探針ホルダ形状の代表例を,図B.3に示す。
図B.3−測定用探針ホルダ形状の代表例
ホルダ
インサート
ホルダ