T 5502:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 試験方法························································································································· 2
3.1 一般 ···························································································································· 2
3.2 試験条件 ······················································································································ 2
3.3 測定器具 ······················································································································ 2
4 特性の測定 ······················································································································ 2
4.1 作業部の形状 ················································································································ 2
4.2 作業部の直径 ················································································································ 2
4.3 けい部の直径 ················································································································ 3
4.4 軸及びマンドレルの寸法 ································································································· 3
4.5 作業部の長さ ················································································································ 3
4.6 全長 ···························································································································· 4
4.7 作業部のテーパ角度 ······································································································· 4
4.8 作業部の偏心 ················································································································ 4
4.9 けい部強さ ··················································································································· 6
4.10 表面粗さ ····················································································································· 7
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 8
T 5502:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本歯科材料工業
協同組合(JDMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣が改正した日本工業規格であ
る。
これによって,JIS T 5502:2001は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 5502:2013
歯科用回転器具−試験方法
Dental rotary instruments-Test methods
序文
この規格は,2004年に第2版として発行されたISO 8325を基とし,用語及び定義の削除など技術的内
容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,歯科用バー,カッター,ポリッシャ,ダイヤモンド研削器具,アブレーシブ研削器具など
の歯科用回転器具(以下,回転器具という。)における寸法的特性,けい(頚)部強さ及び表面粗さの測定
方法について規定する。
この規格は,回転器具を構成する材料特性についての試験方法は,規定しない。また,歯科用根管器具
には適用しない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 8325:2004,Dentistry−Test methods for rotary instruments(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0633 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−表面性状評価の方式及び手順
注記 対応国際規格:ISO 4288,Geometrical Product Specifications (GPS)−Surface texture: Profile
method−Rules and procedures for the assessment of surface texture(IDT)
JIS B 0651 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
注記 対応国際規格:ISO 3274,Geometrical Product Specifications (GPS)−Surface texture: Profile
method−Nominal characteristics of contact (stylus) instruments(IDT)
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS T 5504-1 歯科用回転器具−軸−第1部:金属製
注記 対応国際規格:ISO 1797-1,Dental rotary instruments−Shanks−Part 1: Shanks made of metals
2
T 5502:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(MOD)
JIS T 5504-2 歯科用回転器具−軸−第2部:プラスチック製
注記 対応国際規格:ISO 1797-2,Dental rotary instruments−Shanks−Part 2: Shanks made of plastics
(MOD)
3
試験方法
3.1
一般
試験方法は,回転器具の主要な寸法的特性に適用し,特性ごとの測定手順を示す。
規定する試験方法に加えて,同様な試験結果が得られる同等の試験方法及び試験装置を用いてよい。
試験結果の評価については,関係する製品規格による。
3.2
試験条件
試験は,20〜25 ℃の環境下で行う。
3.3
測定器具
測定器具は,次による。
a) マイクロメータ JIS B 7502に規定するもの。
b) ノギス JIS B 7507に規定するもの。
c) ダイヤルゲージ JIS B 7503に規定するもの。
d) コンパレータ
e) 工具顕微鏡,作業場用顕微鏡,測定顕微鏡
f)
投影機
g) リングゲージ
h) エアゲージ
i)
角度計
j)
レーザスキャナ
測定する特性部位に対して適切な精度をもつ測定器具を用いる。他の同等な精密測定器具も製造販売業
者の任意で使用できる。
測定は,長さ及び直径はmm単位で,角度は °単位で行う。
4
特性の測定
4.1
作業部の形状
4.1.1
測定器具
0.01 mmの精度又はそれより高い精度をもつ3.3に示した測定器具から適したものを用い,測定すると
きには,1.5 Nを超える力を加えてはならない。
4.1.2
測定位置
測定位置は,被測定物の全ての形状を対象としている。
4.1.3
手順
目視で,又は4.1.1に規定した器具を用いて,作業部の形状を検査又は測定する。測定は,1回行う。
4.2
作業部の直径
4.2.1
測定器具
0.01 mmの精度又はそれより高い精度をもつ3.3に示した測定器具から適したものを用い,測定すると
3
T 5502:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
きには,1.5 Nを超える力を加えてはならない。
再測定が必要な場合には,ダイヤルゲージを用いる。
4.2.2
測定位置
製品規格によって規定する場合を除き,測定点は,次による。
a) 作業部が円柱状の器具の場合:作業部の中央
b) 作業部が非円柱状の器具の場合:作業部の最大直径部
4.2.3
手順
4.2.1に規定した器具を用いて,作業部の直径を測定する。
測定位置の最も大きい部分(刃の先端など)を1回測定する。
ダイヤモンド研削器具については,作業部の円周120°ごとに合計3点測定する。作業部を回転させる
ときには,測定器具の計測ブレードを上げてから行う。3点の測定結果をd1,d2及びd3とする。
4.2.4
ダイヤモンド研削器具の試験結果の評価
次の式(1)によって,平均直径(d)を求める。
3
3
2
1
d
d
d
d
+
+
=
········································································· (1)
ここに,
d: 平均直径(mm)
d1: 1点目の直径(mm)
d2: 2点目の直径(mm)
d3: 3点目の直径(mm)
4.3
けい部の直径
4.3.1
測定器具
0.01 mmの精度又はそれより高い精度をもつ3.3に示した測定器具から適したものを用い,測定すると
きには,1.5 Nを超える力を加えてはならない。接触式の測定器具を用いる場合には,接触部に厚さ0.3 mm
以下のナイフエッジ形タングステンカーバイドブレードを装着したものを用いる。
4.3.2
測定位置
測定点は,作業部直下の(又はカラーの直下の)最小直径部分とする。
4.3.3
手順
4.3.1に規定した器具を用いて,けい部の直径を1回測定する。
4.4
軸及びマンドレルの寸法
軸及びマンドレルの寸法は,JIS T 5504-1及びJIS T 5504-2によって測定する。マンドレルは,JIS T 5204
によることが望ましい。測定するときには,1.5 Nを超える力を加えてはならない。
4.5
作業部の長さ
4.5.1
測定器具
0.01 mmの精度又はそれより高い精度をもつ3.3に示した測定器具から適したものを用い,測定すると
きには,1.5 Nを超える力を加えてはならない。
4.5.2
測定位置
測定点は,作業部の(該当する場合,被覆されたけい部を含めて)最も短い両端とする。
4.5.3
手順
4.5.1に規定した器具を用いて,作業部の長さを1回測定する。
4
T 5502:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.6
全長
4.6.1
測定器具
0.01 mmの精度又はそれより高い精度をもつ3.3に示した測定器具から適したものを用い,測定すると
きには,1.5 Nを超える力を加えてはならない。
4.6.2
測定位置
測定点は,器具の両端(作業部の先端と軸の端)とする。
4.6.3
手順
4.6.1に規定した器具を用いて,全長を1回測定する。
4.7
作業部のテーパ角度
4.7.1
測定器具
2′[=(1/30)°]の精度又はそれより高い精度をもつ3.3に示した測定器具から適したものを用い,測定
するときには,1.5 Nを超える力を加えてはならない。
4.7.2
測定位置
測定は,回転器具の作業部の覆われた領域について行う。
測定点は,少なくとも2か所以上の,できるだけ互いに離れた作業部表面上の代表的な点でなければな
らない。
4.7.3
手順
4.7.1に規定した器具を用いて,回転器具の軸に対する角度を測定する。必要ならば関係する直径及びテ
ーパ長さを測定し,テーパ角度を求める。測定は,1回とする。
4.8
作業部の偏心
4.8.1
保持具及び測定器具
4.8.1.1
保持具
偏心測定に用いる保持具は,次による。
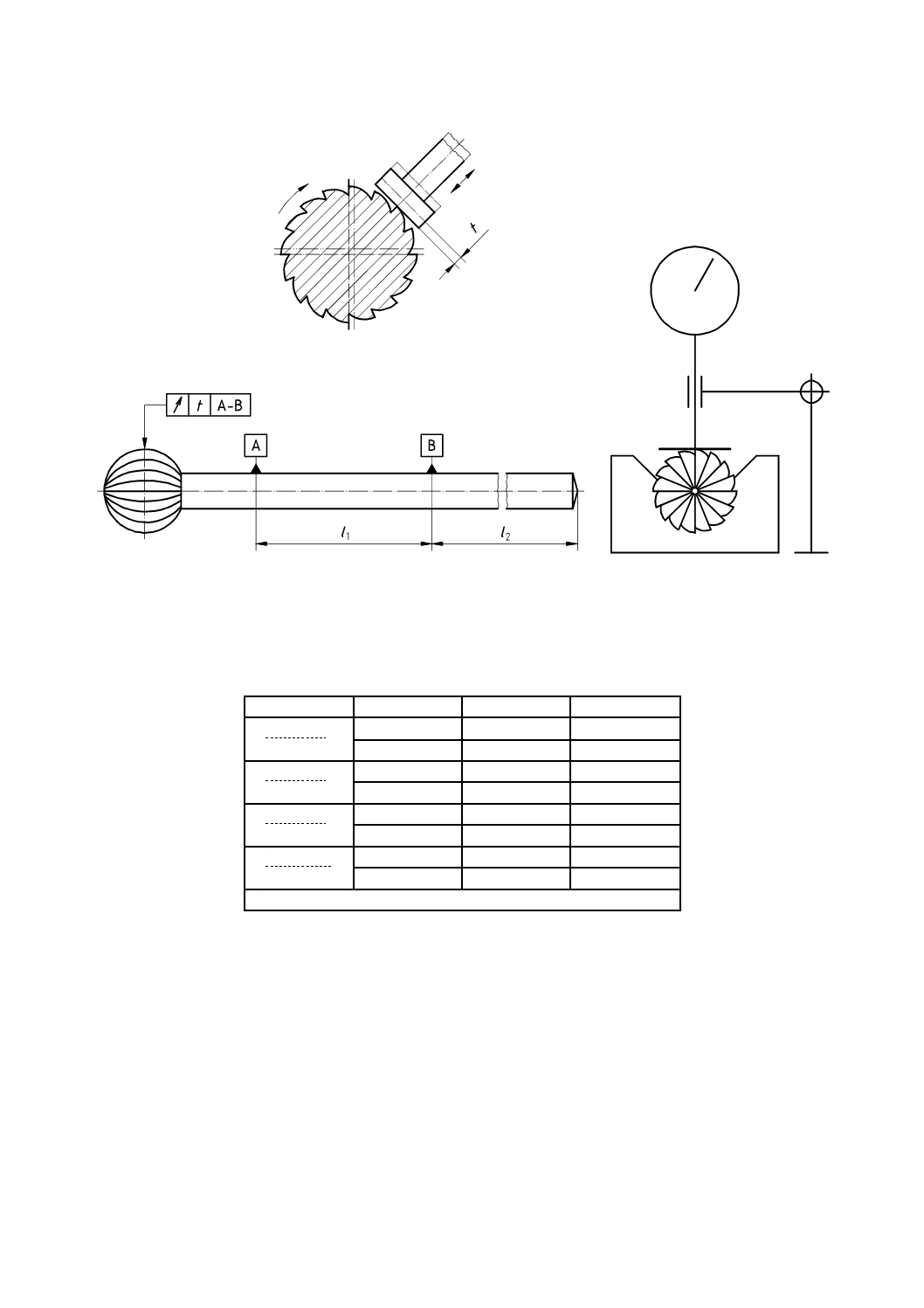
a) JIS T 5504-1に適合する軸の回転器具には,距離l1及びl2を調節できる分割V字形ブロック(図1参
照)
b) JIS T 5504-2に適合する軸の回転器具には,分割V字形ブロックと同等な精度をとれる保持具。例え
ば,精密チャック
c) マンドレルには,分割V字形ブロックと同等な精度をとれる保持具。例えば,精密チャック
5
T 5502:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−V字形ブロック測定器具を用いた偏心測定
図1に示す長さl1及びl2は,軸の種類及び回転器具の軸の長さに依存し,表1による。
表1−l1及びl2の寸法
単位 mm
軸の種類a)
軸の長さa)
l1
l2
軸部形式1
9
5
3
11及び12
7
3
軸部形式2
15
10
3
30
9
20
軸部形式3
9
5
2
11及び12
7
2
軸部形式4
15
10
3
30
9
20
注a) JIS T 5504-1又はJIS T 5504-2
4.8.1.2
測定器具
0.01 mmの精度又はそれより高い精度をもつ3.3に示した測定器具から適したものを用い,測定すると
きには,0.3 Nを超える力を加えてはならない。
4.8.2
測定位置
測定点は,個別の製品規格の規定によって,回転器具の上面にある。
規定がない場合,測定点は,円柱状及び円すい(錐)状の回転器具については作業部の中央とし,他の
形状をもつ回転器具については作業部の最大直径部とする。
4.8.3
手順
回転器具の軸部の形式(表1)によって,保持具の長さl1及びl2を定める。保持具に試験する回転器具
6
T 5502:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
を置き,ゆっくりと360°回転させる。4.8.1.2に規定した測定器具を用いて,回転器具の上面において,
振れを測定する。
最大の読み(t2)及び最小の読み(t3)を用いて,次の式(2)によって,最大偏心量(t1)を求める。
3
2
1
t
t
t
−
=
················································································· (2)
ここに,
t1: 最大偏心量(mm)
t2: 最大の読み(mm)
t3: 最小の読み(mm)
4.9
けい部強さ
4.9.1
試験荷重機器及び測定器具
4.9.1.1
試験荷重機器
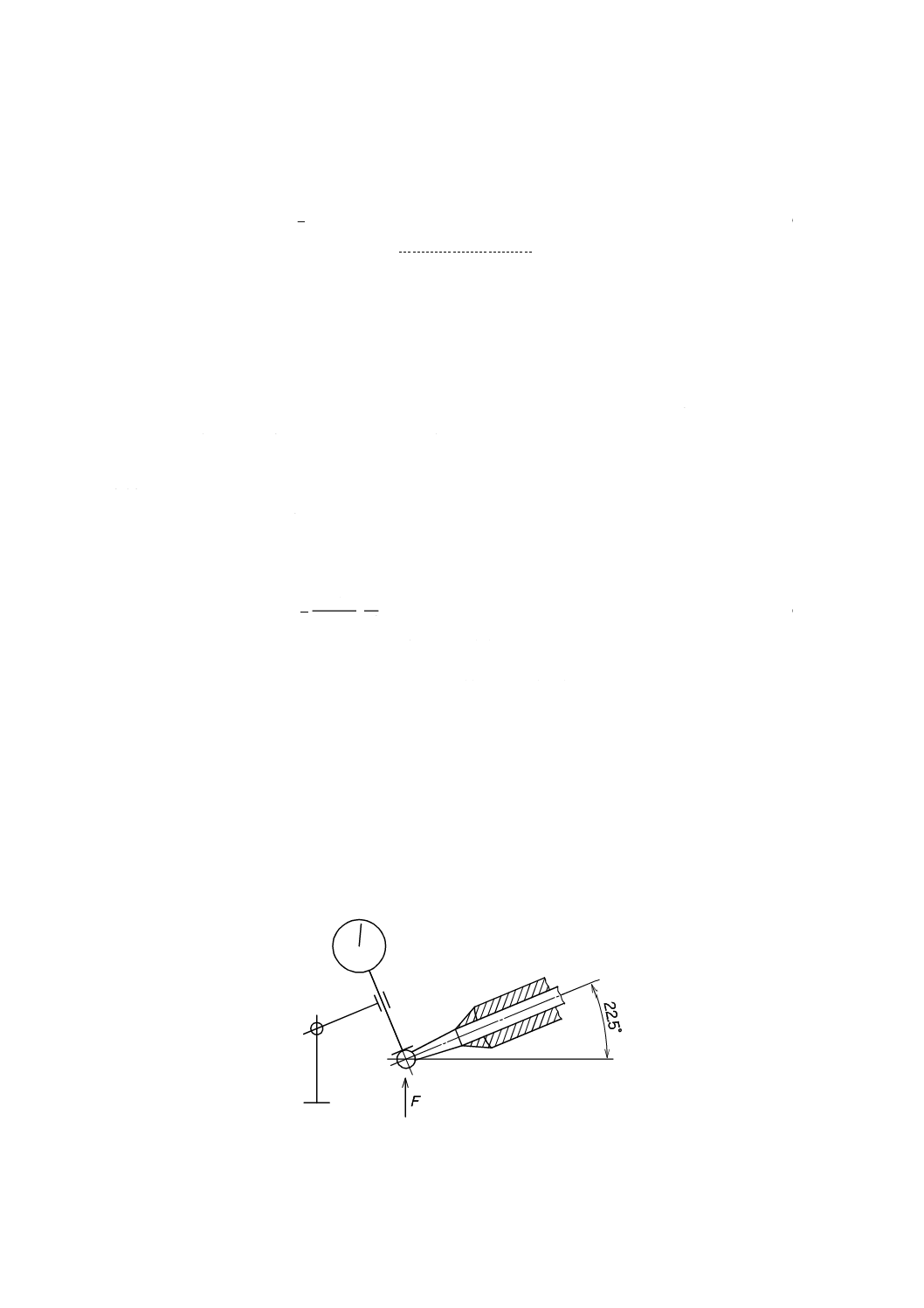
試験する回転器具を水平に対して22.5°の角度に保持したチャック内に固定し,その回転器具の作業部
に試験荷重(F)を加えることができる装置を用いる。チャックは,様々な長さの回転器具を4.9.3に規定
する深さまで挿入し,固定できるものでなければならない。
4.9.1.2
測定器具
0.01 mmの精度又はそれより高い精度をもつ3.3に示した測定器具から適したものを用い,測定すると
きには,0.3 Nを超える力を加えてはならない。
4.9.2
試験荷重
試験荷重(F)は,個別規格の規定によって,又は次の式(3)によって求める。
l
d
d
d
F
+
+
×
=
2
1
3
2
98
·········································································· (3)
ここに,
F: 試験荷重(N)
d1: 作業部の直径(mm)
d2: けい部の最大直径(mm)
l: 最小作業部長さ(mm)
注記 この式は,Fの数値を得るためにだけ用いるもので,左右項の単位は一致しない。
4.9.3
手順
回転器具を図2に示すチャック内に挿入し,けい部と軸との境界部分でしっかり固定する。回転器具を
回転させて,最大偏心量(t4)を求める。最大偏心量が垂直上向きになるように回転器具をセットする。
試験荷重(F)を図2に示すように垂直上方に加えるか,又は個別規格に規定するように加える。
試験荷重(F)を5秒間加え,回転器具が壊れたら,不合格とする。回転器具が壊れない場合には,再
度振れ(t5)を測定する。
図2−水平に対し22.5°の回転器具
7
T 5502:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.9.4
永久変形
次の式(4)によって,永久変形(t6)を求める。
4
5
6
t
t
t
−
=
················································································· (4)
ここに,
t6: 永久変形(mm)
t4: 試験荷重を負荷する前の最大偏心量(mm)
t5: 試験荷重を負荷した後の最大偏心量(mm)
4.10 表面粗さ
JIS B 0633及びJIS B 0651によって,表面粗さを測定する。
参考文献 JIS T 5204 歯科用回転器具−歯科用マンドレル
注記 対応国際規格:ISO 13295,Dentistry−Mandrels for rotary instruments(MOD)
8
T 5502:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS T 5502:2013 歯科用回転器具−試験方法
ISO 8325:2004 Dentistry−Test methods for rotary instruments
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評
価及びその内容
(V)JISと国際規格との技術
的差異の理由及び今後の対
策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
適用する特性を規定
1
適用
範囲
JISと同じで,注記に
材料特性については,
各製品規格を参照する
ことを記載
削除
ISO規格の注記を削除した。
注記の内容について記載す
る必要はない。
ISOには提案しない。
2 引用規格
−
−
3
用語及び定義
削除
ISO規格の規定を削除した。
ISO 1942に対応するJISがな
いため。
3.3 測定器具
マイクロメータ,ノギ
ス,ダイヤルゲージ
4.3
−
追加
各々該当するJISで規定した。
該当するJISがあるため。
4.2.4
(1)
5.2.4
−
追加
式の番号を付記した。
以下同様である。
分かりやすくした。
(d)
−
追加
符号を追加した。
分かりやすくした。
d:平均直径
−
追加
符号を追加した。
分かりやすくした。
4.8.1.1 保持具
b) 保持具の説明
c) 保持具の説明
5.8.1
.1
−
追加
保持具の説明を追加した。
保持具を明確にした。
図1 タイトルの追記
図1
追加
タイトルを追記した。
分かりやすくした。
表1 軸部形式
表1
追加
“軸部形式”を追加した。
軸の種類を明確にした。
4.8.3 手順
t1:最大偏心量
5.8.3
−
追加
符号を追加した。
分かりやすくした。
4.9.2 試験荷重
注記
5.9.2
−
追加
注記を追加した。
左右項の単位の違いについ
て説明を加えた。
ISO規格改正時に提案する。
4.9.4 永久変形 t6:永久変形
5.9.4
−
追加
符号を追加した。
分かりやすくした。
2
T
5
5
0
2
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
T 5502:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評
価及びその内容
(V)JISと国際規格との技術
的差異の理由及び今後の対
策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
参考文献
参考
文献
削除
ISO 3630-1について記載する必要がな
いので削除した。
変更
JISではノギス,マイクロメータ及びダ
イヤルゲージの規格を引用規格とした。
JISと国際規格との対応の程度の全体評価:ISO 8325:2004,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
T
5
5
0
2
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。