T 5221-1:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義並びに記号 ···································································································· 2
3.1 用語及び定義 ················································································································ 2
3.2 記号 ···························································································································· 3
4 分類······························································································································· 3
5 要求事項 ························································································································· 4
5.1 一般 ···························································································································· 4
5.2 タイプ1:標準形状器具 ·································································································· 4
5.3 タイプ2:テーパ器具 ····································································································· 5
5.4 タイプ3:弧状器具 ········································································································ 6
5.5 タイプ4:ゼロテーパ器具 ······························································································· 7
5.6 タイプ5:複数テーパ器具 ······························································································· 7
5.7 材料 ···························································································································· 8
5.8 寸法 ···························································································································· 8
5.9 機械的要求事項 ············································································································· 9
5.10 化学的要求事項 ············································································································ 9
6 サンプリング ··················································································································· 9
7 試験······························································································································ 10
7.1 目視検査 ····················································································································· 10
7.2 試験条件 ····················································································································· 10
7.3 寸法の測定 ·················································································································· 10
7.4 ねじ(捩)り破断に対する耐久性及び最大曲げ角度 ····························································· 10
7.5 剛性 ··························································································································· 12
7.6 ハンドル又はシャンクの堅ろう(牢)性 ············································································ 13
7.7 腐食試験 ····················································································································· 14
7.8 滅菌時の熱の影響 ········································································································· 14
8 表示及び識別 ·················································································································· 15
8.1 一般 ··························································································································· 15
8.2 識別記号 ····················································································································· 15
9 包装······························································································································ 15
10 添付文書 ······················································································································ 15
11 機器又はその直接の容器若しくはその直接の被包への表示 ····················································· 16
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 17
T 5221-1:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本歯科器械工業協同組合(JDMMA),公
益社団法人日本歯科医師会(JDA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日
本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣が制定した日
本工業規格である。
これによって,JIS T 5217-1:2009は廃止され,その一部を分割して制定したこの規格,JIS T 5221-4及
びJIS T 5221-5に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS T 5221の規格群には,次に示す部編成がある。
JIS T 5221-1 第1部:一般的要求事項及び試験方法
JIS T 5221-2 第2部:エンラージャ(未定)
注記 現行JIS T 5217-2:2009 歯科用根管器具−第2部:エンラージャ が存在するが,次回改正
時にJIS T 5221の規格群と調整し,整備する。
JIS T 5221-3 第3部:コンデンサ(プラガ及びスプレッダ)
JIS T 5221-4 第4部:補助器具
JIS T 5221-5 第5部:形成器具及び清掃器具
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 5221-1:2014
歯科用歯内療法器具−
第1部:一般的要求事項及び試験方法
Dentistry-Root-canal instruments-
Part 1: General requirements and test methods
序文
この規格は,2008年に第2版として発行されたISO 3630-1を基とし,我が国の実態を反映させるため
技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,根管治療に用いる歯内療法器具(例えば,エンラージャ,コンデンサ,補助器具,形成器
具,及び清掃器具)に対する一般的要求事項及び試験方法について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3630-1:2008,Dentistry−Root-canal instruments−Part 1: General requirements and test methods
(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS T 5217-2:2009 歯科用根管器具−第2部:エンラージャ
注記 対応国際規格:ISO 3630-2:2000,Dental root-canal instruments−Part 2: Enlargers(MOD)
JIS T 5504-1 歯科用回転器具−軸−第1部:金属製
注記 対応国際規格:ISO 1797-1:1992,Dental rotary instruments−Shanks−Part 1: Shanks made of
metals(MOD)
JIS T 5504-2 歯科用回転器具−軸−第2部:プラスチック製
注記 対応国際規格:ISO 1797-2:1992,Dental rotary instruments−Shanks−Part 2: Shanks made of
plastics(MOD)
JIS T 5221-3 歯科用歯内療法器具−第3部:コンデンサ(プラガ及びスプレッダ)
注記 対応国際規格:ISO 3630-3:1994,Dental root-canal instruments−Part 3: Condensers, pluggers and
2
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
spreaders(MOD)
JIS T 5221-4 歯科用歯内療法器具−第4部:補助器具
注記 対応国際規格:ISO 3630-4:2009,Dentistry−Root canal instruments−Part 4: Auxiliary instruments
(MOD)
JIS T 5221-5 歯科用歯内療法器具−第5部:形成器具及び清掃器具
注記 対応国際規格:ISO 3630-5:2011,Dentistry−Endodontic instruments−Part 5: Shaping and cleaning
instruments(MOD)
JIS X 0301 情報交換のためのデータ要素及び交換形式−日付及び時刻の表記
注記 対応国際規格:ISO 8601,Data elements and interchange formats−Information interchange−
Representation of dates and times(MOD)
JIS Z 8703 試験場所の標準状態
注記 対応国際規格:ISO 554,Standard atmospheres for conditioning and/or testing−Specifications
(MOD)
ISO 1942,Dentistry−Vocabulary
ISO 3696:1987,Water for analytical laboratory use−Specification and test methods
ISO 6360-2,Dentistry−Number coding system for rotary instruments−Part 2: Shapes
ISO 13402,Surgical and dental hand instruments−Determination of resistance against autoclaving, corrosion
and thermal exposure
ISO 15223-1,Medical devices−Symbols to be used with medical device labels, labelling and information to be
supplied−Part 1: General requirements
3
用語及び定義並びに記号
3.1
用語及び定義
この規格で用いる主な用語及び定義は,ISO 1942によるほか,次による。
3.1.1
歯内療法器具(root-canal instrument,endodontic instrument)
根管の探索,形成,清掃及び充塡を目的として設計した歯科用器具。
3.1.2
標準形状器具(standard-sized instrument)
長さ1 mm当たりの直径増加分が0.02 mmであるテーパが均一な歯内療法器具(表1に示すもの。)。
3.1.3
非標準形状器具(non-standard-sized instrument)
標準形状器具と作業先端部の直径の異なる歯内療法器具。
3.1.4
テーパ器具(taper sized instrument)
呼びは,作業先端部の直径によって決まり,長さ1 mm当たり0.02 mm以外のテーパをもつ歯内療法器
具。
3.1.5
弧状器具(shape-sized instrument)
連続的に輪郭が変わる作業部をもつ歯内療法器具。
3
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1.6
ゼロテーパ器具(non-taper-sized instrument)
長軸方向が円柱形の歯内療法器具。
3.1.7
複数テーパ器具(non-uniform taper-sized instrument)
作業部に複数のテーパをもつ歯内療法器具。
3.1.8
フレキシブル器具(flexible instrument)
7.5に従って試験したとき,その平均試験値が,製造販売業者の指定する剛性の値の65 %以下である歯
内療法器具。
3.1.9
ガイド付き器具(guided tip instrument)
根管内を誘導する先端部を備えた歯内療法器具。
3.1.10
器具の先端部(tip portion of the instrument)
製造販売業者の任意の形状で,とが(尖)らせてある歯内療法器具の先端部分。
3.1.11
作業部(working part)
歯内療法器具の鋭利な刃の形状をもつ部分。
3.1.12
シャンク(shank)
歯内療法器具のハンドピースに接続する部分。
3.1.13
ハンドル(handle)
歯内療法器具の使用者が手で扱う部分。
3.1.14
オペラティブ部(operative part)
歯内療法器具のせん(尖)端からハンドル又はシャンクまでの部分。
3.2
記号
この規格で用いる主な記号は,次による。
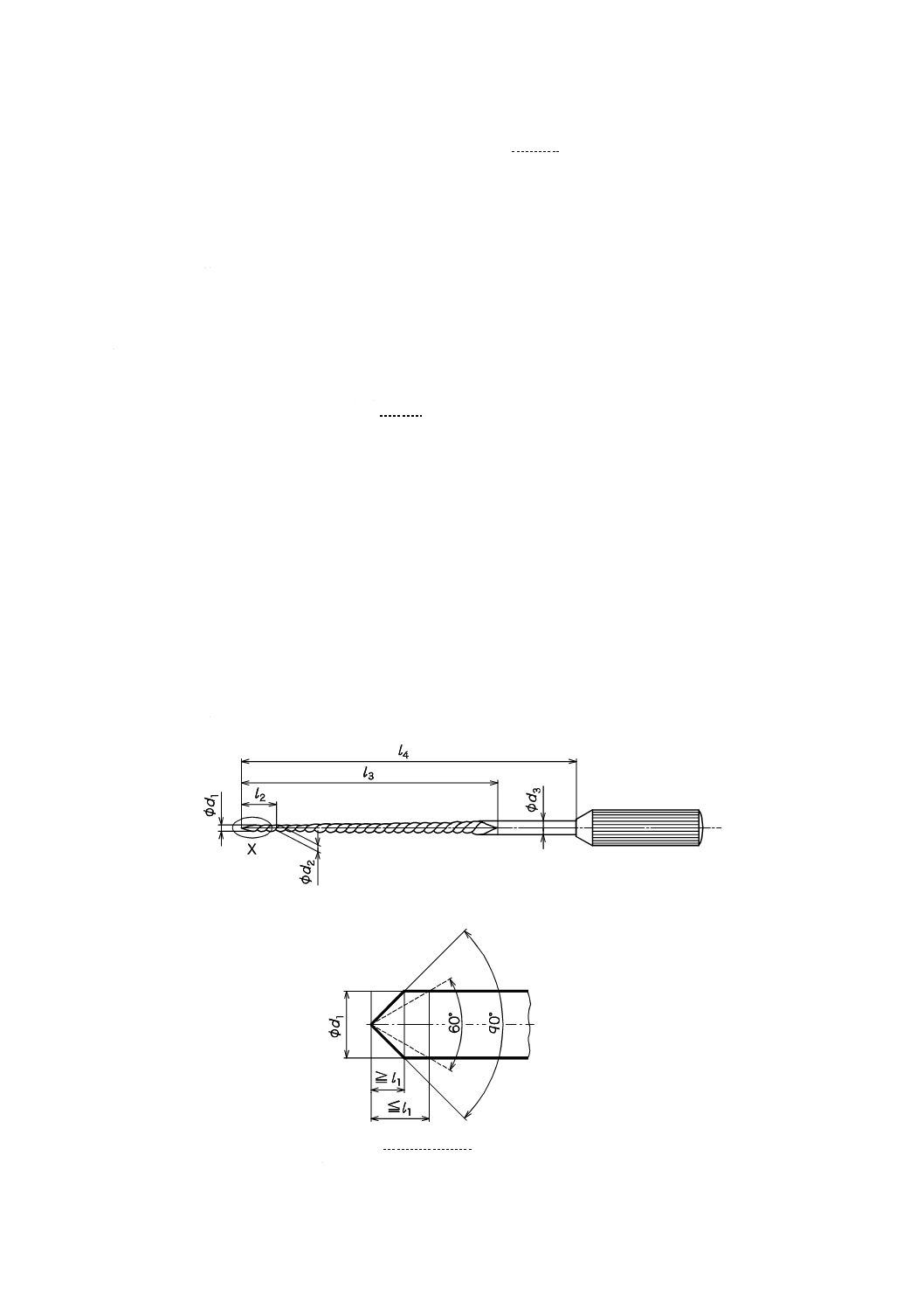
d1:作業先端部の突出部の直径1)(基準寸法)
d2:せん(尖)端から長さl2の点での直径
d3:せん(尖)端から長さl3の点での直径
l1:先端部の長さ1)
l2:せん(尖)端から計測点d2までの長さ
l3:作業部の長さ
l4:オペラティブ部の長さ
注1) 図1の器具の先端部Xの拡大図を参照
4
分類
4
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
歯内療法器具は,作業部の形状及びテーパによって(図1〜図4参照),次のように分類する。
− タイプ1:標準形状器具(テーパ率=2 %)
− タイプ2:テーパ器具(テーパ率≠2 %)
− タイプ3:弧状器具
− タイプ4:ゼロテーパ器具
− タイプ5:複数テーパ器具
5
要求事項
5.1
一般
エンラージャなど特定の歯内療法器具の形状は,この規格には含まれない独特の形状をもつ。これらの
歯内療法器具は,JIS T 5217-2:2009及びJIS T 5221-3で規定する。
5.2
タイプ1:標準形状器具
5.2.1
長さ
作業部の長さl3及びオペラティブ部の長さl4は,製造販売業者が指定する。作業部の長さl3について,
製造販売業者が指定しない場合は,16 mm以上でなければならない。作業部の長さ(指定する場合)及び
オペラティブ部の長さl4の許容差は,指定した長さの±0.5 mm以内でなければならない。
試験は,7.3による。
5.2.2
寸法表記及び直径
表1に,タイプ1に用いる,作業部についての呼び及び寸法を示す。表1に記載していない作業部先端
の直径d1も許容する。図1に,全てのタイプ1の歯内療法器具の直径及び長さを示す。呼びは,作業部先
端の直径d1の値と一致し,ミリメートルの100分の1を単位にしたときの数値で表す。
注記 この3桁の呼びは,ISO 6360-1及びISO 6360-2に規定される15桁の表示番号(コード番号)
の一部分である。
器具の先端部Xの拡大図
図1−タイプ1(標準形状器具)の寸法及び位置−テーパ率=2 %
5
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.3
カラー表示
表1に,タイプ1のカラー表示を示す。これらの色は,ハンドル又はシャンク上に表示し,作業部の寸
法を示す。表1に含まない寸法の色は,製造販売業者の指定による。
5.2.4
先端部の形状
先端部の形状は,製造販売業者の指定による。
5.2.5
先端部の長さ及び角度
先端部の長さは,図1に示される最小角度及び最大角度によって規定する範囲内(l1の最小値から最大
値まで)になければならない。
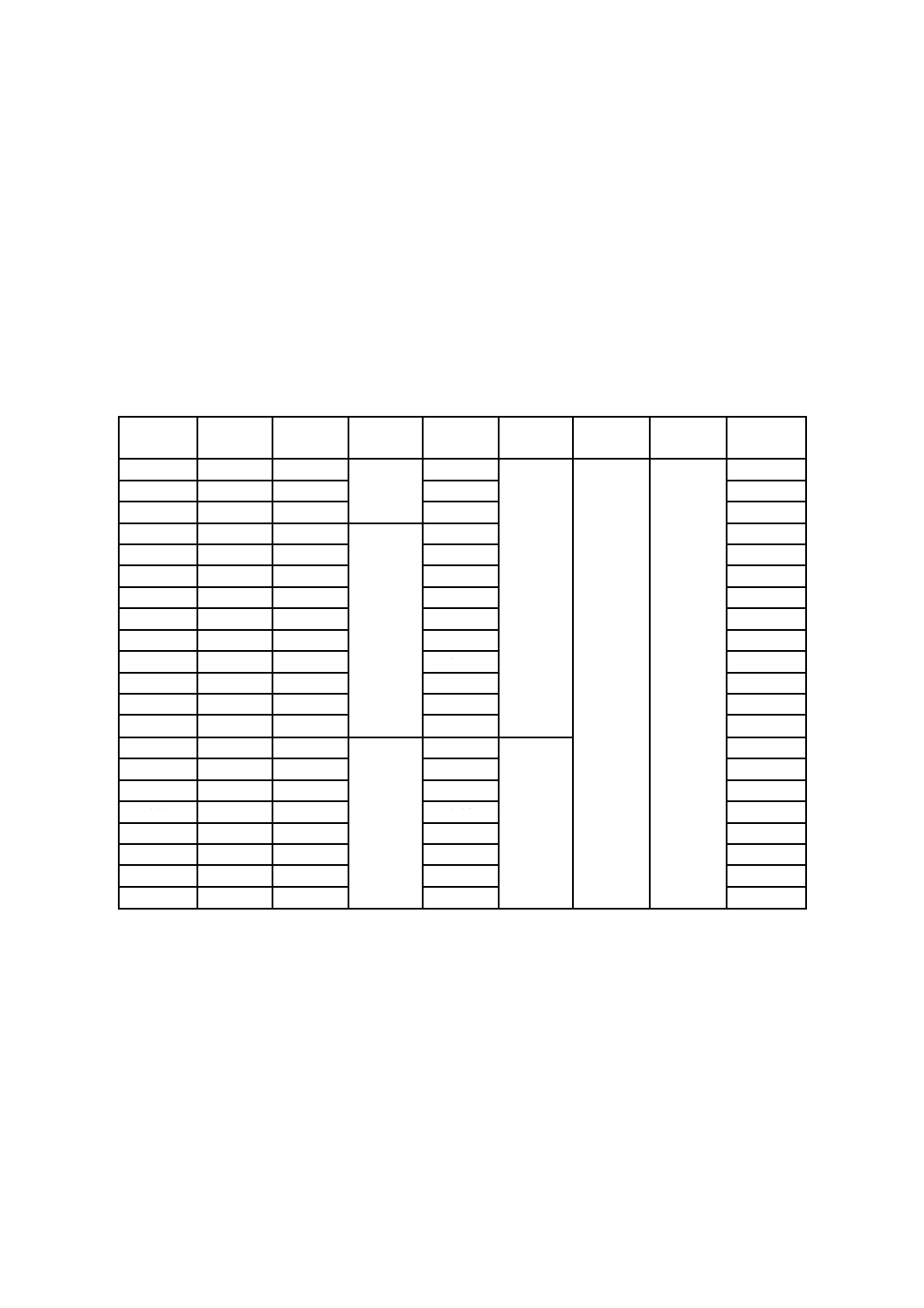
表1−タイプ1(標準形状器具)の呼び,寸法及びカラー表示
単位 mm
呼び
d1
基準
d2
許容差
d3
許容差
l2
l3
最小
カラー
表示
006
0.06
0.12
±0.01
0.38
±0.02
3
16
桃
008
0.08
0.14
0.40
灰
010
0.10
0.16
0.42
紫
015
0.15
0.21
±0.02
0.47
白
020
0.20
0.26
0.52
黄色
025
0.25
0.31
0.57
赤
030
0.30
0.36
0.62
青
035
0.35
0.41
0.67
緑
040
0.40
0.46
0.72
黒
045
0.45
0.51
0.77
白
050
0.50
0.56
0.82
黄色
055
0.55
0.61
0.87
赤
060
0.60
0.66
0.92
青
070
0.70
0.76
±0.04
1.02
±0.04
緑
080
0.80
0.86
1.12
黒
090
0.90
0.96
1.22
白
100
1.00
1.06
1.32
黄色
110
1.10
1.16
1.42
赤
120
1.20
1.26
1.52
青
130
1.30
1.36
1.62
緑
140
1.40
1.46
1.72
黒
5.3
タイプ2:テーパ器具
5.3.1
長さ
作業部の長さl3及びオペラティブ部の長さl4は,製造販売業者が指定し,許容差は,指定した長さの±
0.5 mm以内でなければならない。長さl2は,3 mmでなければならない。長さl3は,製造販売業者が指定
しない場合,16 mm以上でなければならない。
試験は,7.3による。
5.3.2
先端部の長さ及び角度
先端部の長さ及び角度は,製造販売業者の指定による。
5.3.3
寸法表記
6
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
器具は,“xxxyy”と表記しなければならない。“xxx”は,5.3.4によって直径を示し,“yy”は,5.3.5に
よってテーパ率を示す。
注記 この器具の寸法表記は,ISO 6360-1及びISO 6360-2に規定される15桁の表示番号(コード番
号)の一部分である。
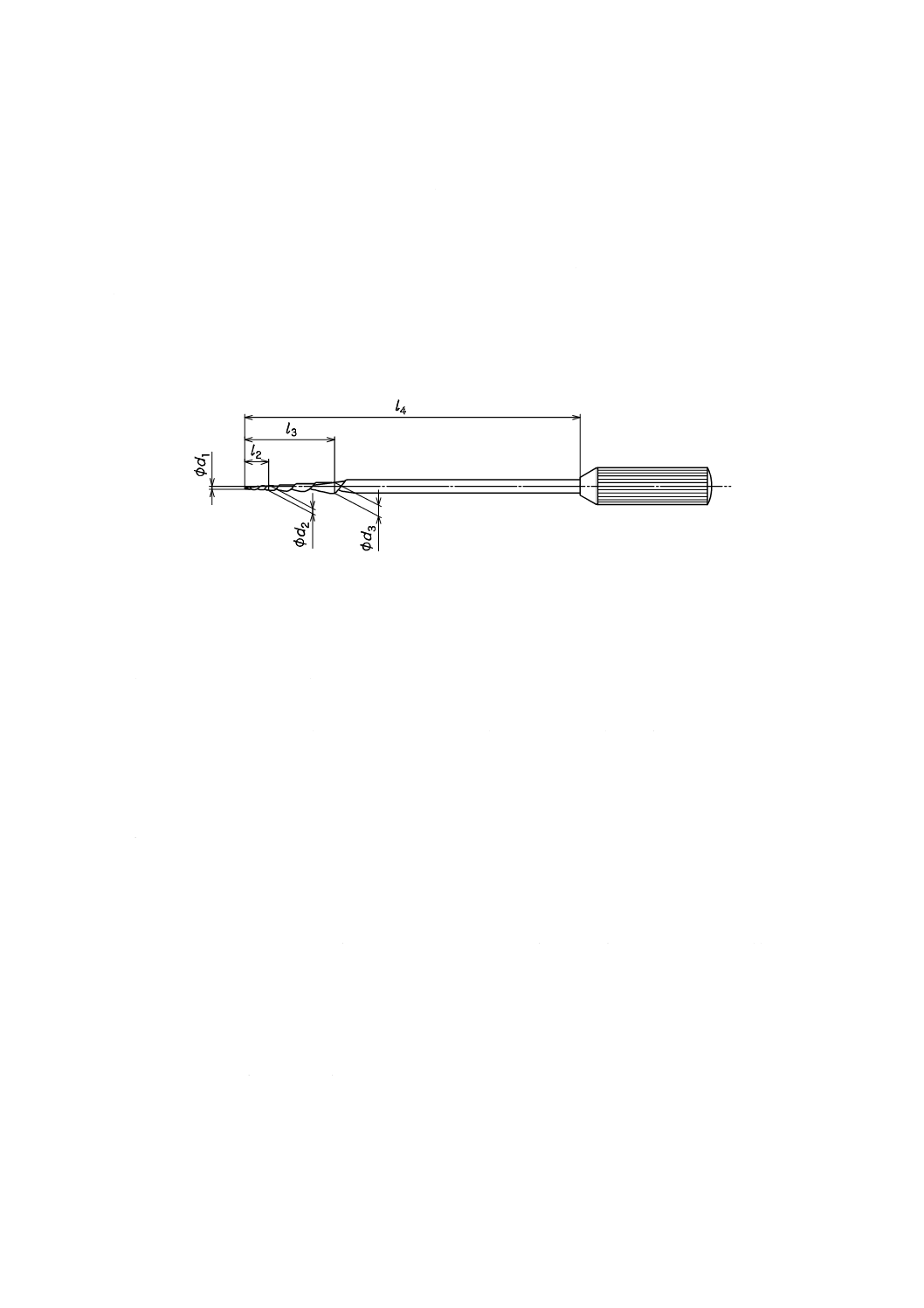
5.3.4
直径表記及び直径
直径部分の寸法表記は,d1を表し,ミリメートルの100分の1を単位にしたときの数値で表す(図2参
照)。
図2に,タイプ2についての直径及び長さの位置を示す。呼びは,作業部先端の直径d1の値と一致しな
ければならず,ミリメートルの100分の1を単位にしたときの数値で表す。
図2−タイプ2(テーパ器具)についての寸法及び位置−テーパ率≠2 %
5.3.5
テーパの表記
器具のテーパ部分は,パーセント単位の数値でなければならない。
注記1 テーパ率が3 %(長さ1 mm当たりの直径増加分が0.03 mm)の場合,テーパの表記は,“3”
又は“03”である。
注記2 テーパ率が12 %(長さ1 mm当たりの直径増加分が0.12 mm)の場合,テーパの表記は,“12”
である。
5.3.6
直径のカラー表示
セット品の直径寸法にカラー表示を用いる場合,色の順序は,明色から暗色へ,すなわち,白,黄色,
赤,青,緑及び黒でなければならない。直径寸法が6種類を超える場合は,この順序を繰り返す。
5.3.7
テーパのカラー表示及びリング表示
セット品のテーパの寸法にカラー表示を用いる場合,色の順序は,明色から暗色へ,すなわち,白,黄
色,赤,青,緑及び黒でなければならない。テーパが6種類を超えるセット品では,この順序を繰り返す。
セット品のテーパの寸法にリング又は他のマークを用いる場合,リング又はマークの数は,最小テーパ
に対して1から始まる一連の数でなければならない。
5.4
タイプ3:弧状器具
5.4.1
長さ
作業部の長さ及びオペラティブ部の長さは,製造販売業者が指定しなければならず,許容差は,指定し
た長さの±0.5 mm以内でなければならない。
試験は,7.3による。
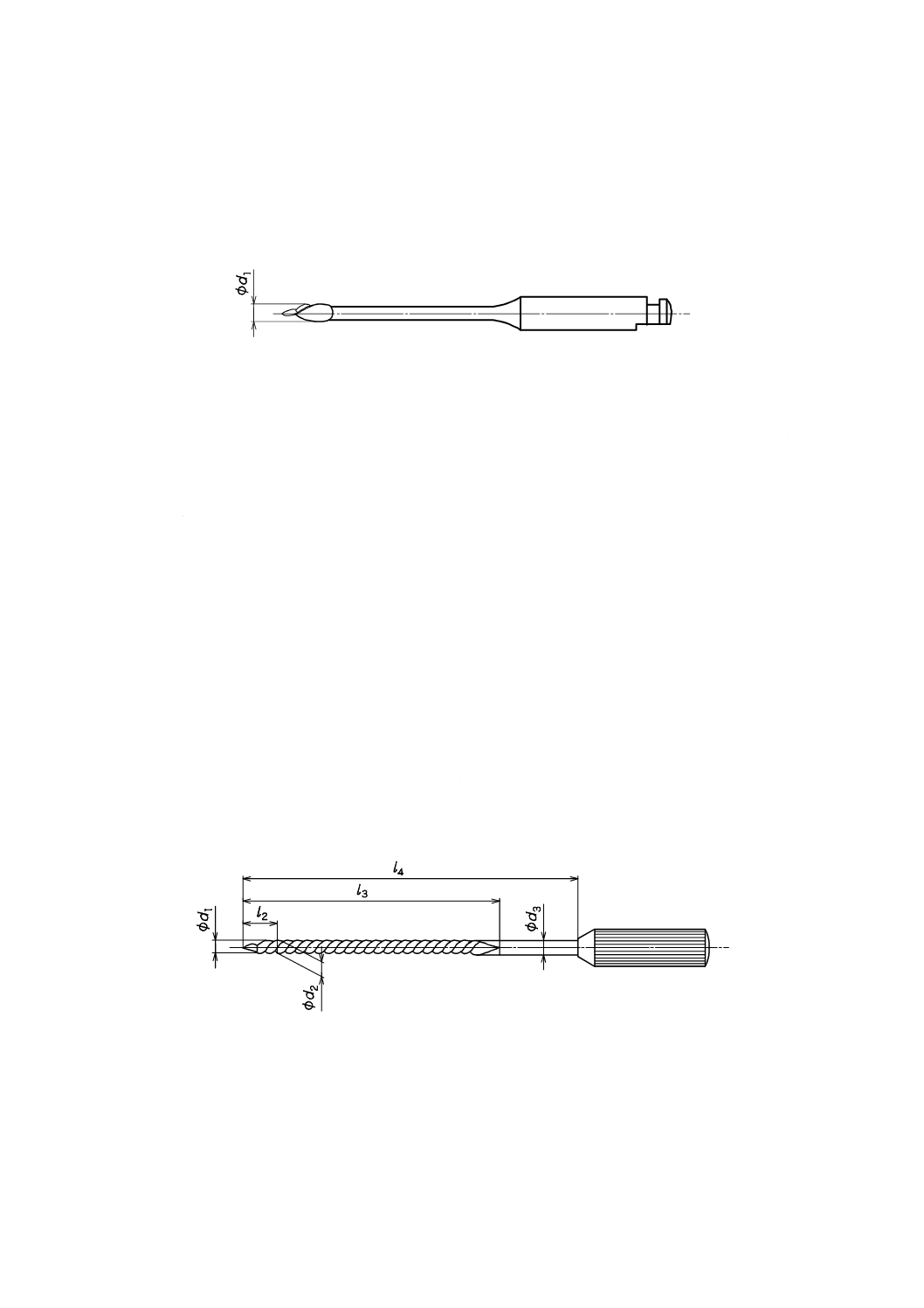
5.4.2
寸法表記及び直径
寸法表記は,d1が作業部の最大直径であるようにして,JIS T 5217-2:2009の表1の寸法d1に従っていな
7
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ければならない。これら以外の寸法を適用する場合は,製造販売業者の指定による。
作業部の形状は,製造販売業者の指定による。
図3に,タイプ3についての最大直径の一例を示す。
注記 図3に,最大直径d1測定の一例を示す。
図3−タイプ3(弧状器具)についての寸法及び位置
5.4.3
カラー表示
各寸法のタイプ3の歯内療法器具についてのカラー表示は,JIS T 5217-2:2009による。これらの色は,
シャンク上に表示され,作業部の寸法を示す。JIS T 5217-2:2009に含まれていない寸法の色は,製造販売
業者の指定による。
5.5
タイプ4:ゼロテーパ器具
5.5.1
長さ
作業部の長さ及びオペラティブ部の長さは,製造販売業者が指定しなければならず,許容差は,指定し
た長さの±0.5 mm以内でなければならない。
試験は,7.3による。
5.5.2
寸法表記及び直径
寸法表記及び直径は,表1のパターンに従うが,示されている寸法に限定されない。作業部は,円柱形
のため,先端の直径d1は,作業部の直径となる。
図4にタイプ4の直径及び長さの位置を示す。
5.5.3
カラー表示
表1に,タイプ4のカラー表示を示す。これらの色は,ハンドル又はシャンク上に表示し,作業部の寸
法を示す。表1に含まれていない寸法の色は,製造販売業者の指定による。
図4−タイプ4(ゼロテーパ器具)についての寸法及び位置−テーパ率がゼロの場合
5.6
タイプ5:複数テーパ器具
5.6.1
長さ
作業部の長さ及びオペラティブ部の長さは,製造販売業者が指定しなければならず,許容差は,指定し
た長さの±0.5 mm以内でなければならない。
8
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験は,7.3による。
5.6.2
先端部の長さ及び角度
先端部の長さ及び角度は,製造販売業者の指定による。
5.6.3
寸法表記
器具は,“xxxyy”と表記しなければならない。“xxx”は,直径を示し(5.6.4),“yy”は,テーパ率を示
す(5.6.5)。
注記 この器具の寸法表記は,ISO 6360-1及びISO 6360-2に規定する15桁の表示番号(コード番号)
の一部分である。
5.6.4
直径表記及び直径
直径部分の寸法表記は,表1のd1でなければならない。これら以外の寸法を適用する場合は,製造販売
業者の指定による。
全てのタイプ5の器具についての直径及び長さの位置は,製造販売業者の指定による。
5.6.5
テーパの表記
器具のテーパ部分は,パーセント(%)単位の数値でなければならない。テーパの形状表記は,先端部
から始めて,順次,最終テーパ部分まで,5.6.3に規定されるように示さなければならない。
注記1 テーパ率が2 %(長さ1 mm当たりの直径増分が0.02 mm)の場合,テーパの表記は,“2”又
は“02”である。
注記2 テーパ率が12 %(長さ1 mm当たりの直径増分が0.12 mm)の場合,テーパの表記は,“12”
である。
注記3 テーパ率が“半分のサイズ”又は整数でない場合,その数は,JIS Z 8401に従って丸める。
5.6.6
直径のカラー表示
セット品の直径寸法にカラー表示を用いる場合,色の順序は,明色から暗色へ,すなわち,白,黄色,
赤,青,緑及び黒でなければならない。直径寸法が6種類を超える場合は,この順序を繰り返す。
5.6.7
テーパのカラー表示及びリング表示
セット品のテーパの寸法にカラー表示を用いる場合,色の順序は,明色から暗色へ,すなわち,白,黄
色,赤,青,緑及び黒でなければならない。テーパが6種類を超えるセット品では,この順序を繰り返す。
その色は,器具の先端から最初に位置するテーパを表さなければならない。
セット品のテーパの寸法にリング又は他のマークを用いる場合,リング又はマークの数は,最小テーパ
に対する1から始まる一連の数でなければならない。そのリング又は記号は,器具の先端から最初に位置
するテーパを表さなければならない。
5.7
材料
一体形の場合,オペラティブ部及びシャンクは,この規格の要求事項に適合する材料を用い,また,処
理をしなければならない。
ハンドル又はシャンクは,セット品で供給する場合,通常の臨床手順及び滅菌(該当する場合)に耐え
る品質の金属又はプラスチック材料でなければならない。
5.9及び5.10の要求事項を満たすならば,その歯内療法器具は,5.7の要求事項にも適合しているとみな
すことができる。
5.8
寸法
5.8.1
一般
寸法は,ミリメートル単位で示す。
9
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
寸法d及びlは,各タイプの表及び図の要求事項に適合しなければならない。形状及びデザインの差異
は,許容される。
試験は,7.1,7.2及び7.3による。
5.8.2
長さ
歯内療法器具のオペラティブ部の長さは,各タイプの表及び図の要求事項に適合しなければならない。
試験は,7.1,7.2及び7.3による。
5.8.3
ハンドル又はシャンク
ハンドル又はシャンクの供給は,製造販売業者の任意である。シャンクは,JIS T 5504-1又はJIS T 5504-2
に規定されるタイプ1でなければならない。
JIS T 5504-1又はJIS T 5504-2に規定されるタイプ1のシャンクを用いた歯内療法器具は,ハンドピー
スに装着して許容最高速度で作動できなければならない。歯内療法器具の製造販売業者は,ハンドピース
の推奨最高毎分回転速度(min−1)を示さなければならない。
5.9
機械的要求事項
5.9.1
ねじ(捩)り及び最大曲げ角度による破断に対する耐久性
歯内療法器具は,JIS T 5217-2:2009及びJIS T 5221-3〜JIS T 5221-5に規定される要求事項に従わなけれ
ばならない。
試験は,7.4による。
5.9.2
剛性(曲げに対する耐久性)
歯内療法器具は,JIS T 5217-2:2009及びJIS T 5221-3〜JIS T 5221-5に規定される要求事項に従わなけれ
ばならない。
試験は,7.5による。
5.9.3
ハンドル及びシャンクの堅ろう(牢)性
歯内療法器具のハンドル又はシャンクの堅ろう(牢)性は,オペラティブ部に取り付けられたとき,永
続的に固定されなければならない。ハンドル又はシャンクは,オペラティブ部から軸方向に0.02 mmより
大きく動いてはならない。オペラティブ部は,規定したトルクを加えたとき,ハンドル又はシャンクの中
でねじ(捩)れてはならない。
試験は,7.6による。
5.10 化学的要求事項
5.10.1 耐食性
耐食性が必要な歯内療法器具は,腐食の徴候を示してはならない。
試験は,7.7による。
5.10.2 滅菌時の熱の影響
歯内療法器具の作業部は,劣化の徴候を示してはならない。
ハンドルは,変形及び変色してはならない。
試験は,7.8による。
6
サンプリング
次の要求事項への適合性を試験するためには,各タイプ及び各寸法についてそれぞれ10本の歯内療法器
具サンプルを用いる。
a) 寸法(5.8及び表1を参照)
10
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 材料(5.7を参照)
c) ねじ(捩)りによる破断に対する耐久性(5.9.1を参照)
d) 曲げに対する耐久性(5.9.2を参照)
e) ハンドル及びシャンクの堅ろう(牢)性(5.9.3を参照)
f)
化学的要求事項(5.10を参照)
他の要求事項に対しては,それぞれの細分箇条のテストピースにサンプリング方法が指定されている。
7
試験
7.1
目視検査
目視検査は,拡大せずに,健常視力で行う。
7.2
試験条件
試験機器及び歯内療法器具は,JIS Z 8703に従い,試験に先立って1時間以上,23±2 ℃で放置しなけ
ればならない。
7.3
寸法の測定
7.3.1
一般
歯内療法器具の寸法測定には,長さ,直径及びテーパを含む。
7.3.2
測定機器
測定機器は,±0.002 mmの精度をもつ,光学コンパレータ,投影機,測定顕微鏡,ダイヤルゲージ又は
他の適する機器。
7.3.3
手順
寸法測定の手順は,次による。
a) 歯内療法器具を,7.3.2による測定機器を用いて測定する。
b) 歯内療法器具の長さl1,l2及びl3を測定する。
c) 歯内療法器具の直径d1及びd3を測定する。作業部が16 mmより短い場合,作業部の端から(先端側
へ)1 mmの距離で,直径d3を測定する。直径d1を測定する代替手段として,先端から3 mmの位置
で,直径d2を測定してもよい。
d) 先端部寸法は,作業部のテーパ部分を平面へ[歯内療法器具の長軸(中心線)に垂直に]投影し,歯
内療法器具先端の基準線を基準にして測定する。
e) 先端部長さを測定するには,図1に示すように,先端部が,三角形又は類似の幾何形状形体を示す位
置となるように歯内療法器具を回転させる。
7.3.4
試験結果の表示
テーパ率は,測定した直径d2及びd3を用いて,計算で求める。テーパ率は,直径d3とd2の寸法との差
を,長さl3とl2の寸法との差で除した商であり,計算式を次に示す。テーパ率の許容範囲は,規定する直
径の許容範囲だけで決まる。
(
)
(
)
100
2
3
2
3
×
−
−
=
l
l
d
d
テーパ率
7.4
ねじ(捩)り破断に対する耐久性及び最大曲げ角度
7.4.1
一般
歯内療法器具の破断に対する耐久性試験では,各歯内療法器具について,最大トルク及び最大曲げ角度
を測定する。
11
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.4.2
機器
7.4.2.1
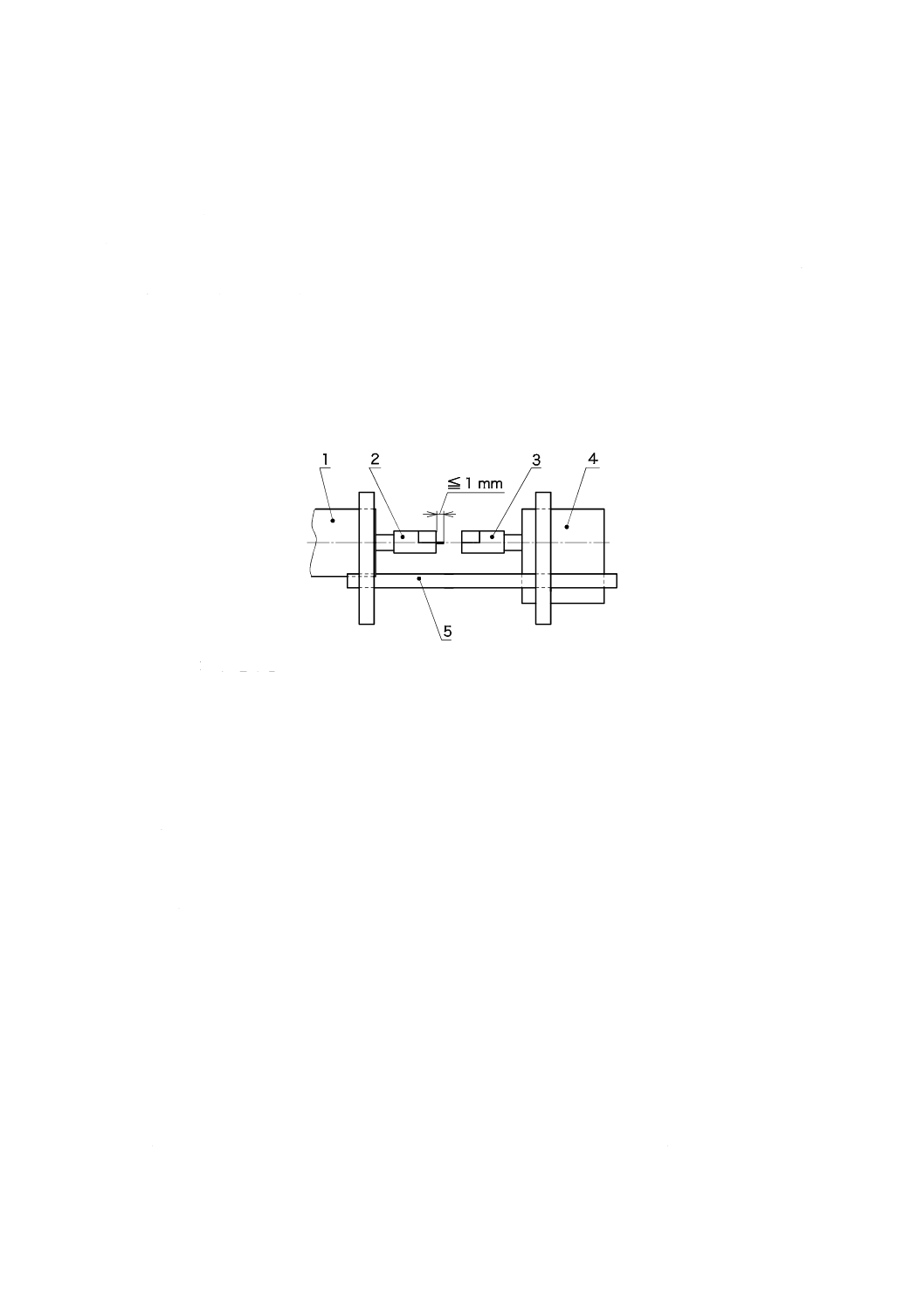
トルク試験装置 トルク試験装置は,次の部品からなる図5に示す装置又は他の適する機器で,
次の機能をもつ部品からなるもの
a) 低速可逆ギヤモータ テストピースを2 rpmで回転させることのできるもの
b) トルク計測器 装置の軸に取り付けた二つのリニアボールベアリングに固定されるもの
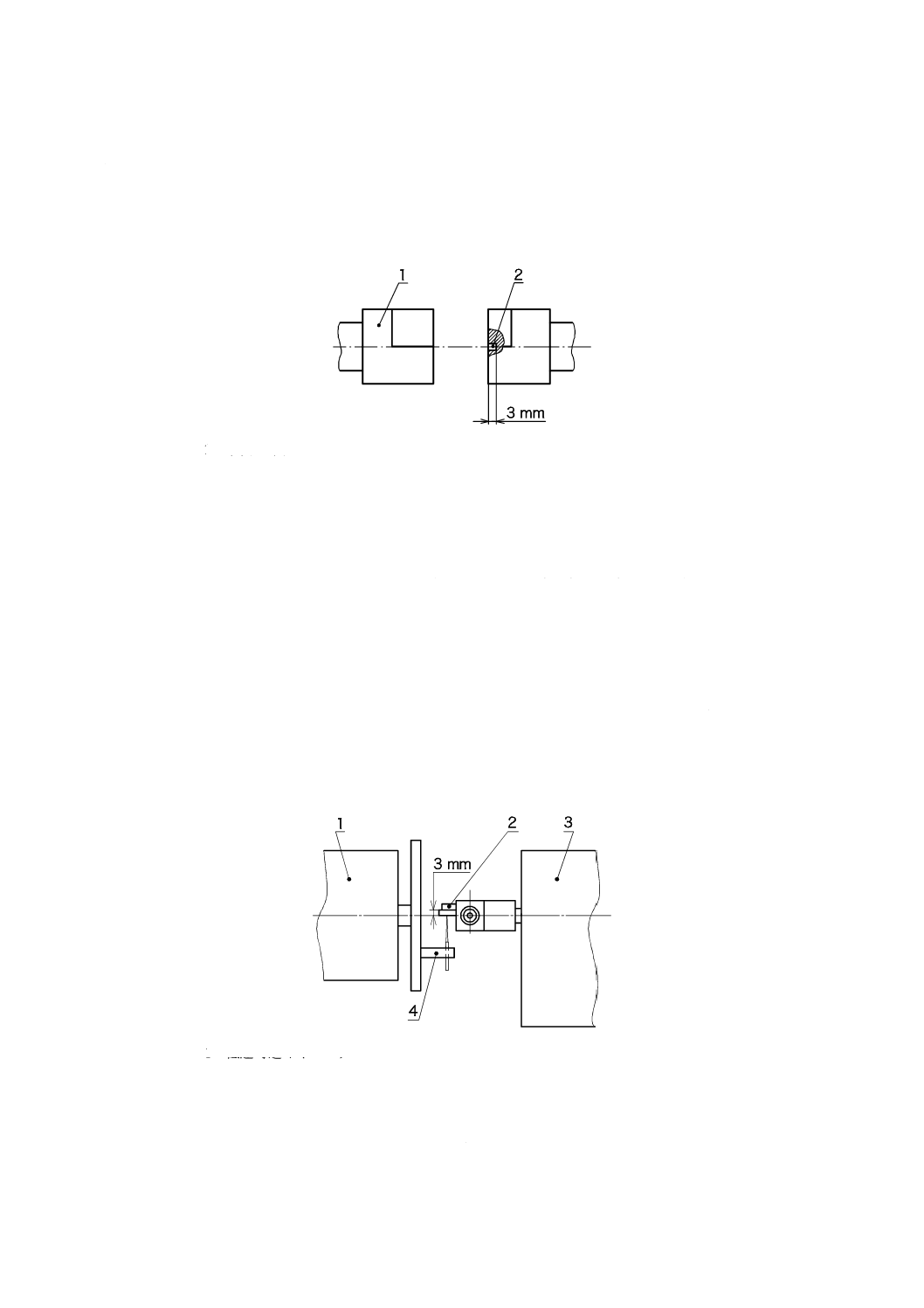
c) 黄銅製チャック テストピースを先端から3 mmで締め付けることができ,かつ,トルク計測器軸と
同軸のもの(図6を参照)
d) 鋼製チャック テストピースをシャンク部で締め付けるためのもの
7.4.2.2
外付けの増幅器 モータ作動のコントロール用
7.4.2.3
デジタル表示器又はチャート記録計 トルク及び曲げ角度の記録用
7.4.2.4
ワイヤカッタ ハンドル又はシャンクを切り離すためのもの
1 低速可逆ギヤモータ
2 鋼製チャック
3 黄銅製チャック
4 トルク計測器
5 リニアボールベアリング
図5−トルク試験装置
7.4.3
手順
ねじ(捩)り破断に対する耐久性試験及び最大曲げ角度測定の手順は,次による。
a) 適切なワイヤカッタを用いて,歯内療法器具の軸を,取り付けられた位置で,ハンドル又はシャンク
を切り離してテストピースとする。
b) 試験するテストピースのトルク範囲域に対し,トルク計測器を校正する。
c) 低速可逆ギヤモータの鋼製チャックにテストピースを装着するときは,作業部をつかまない範囲で十
分(作業部+1 mm以内)にテストピースを挿入し,チャックで締め付ける(図5参照)。
d) テストピースの先端3 mmが黄銅製チャックに入るまで,リニアボールベアリングを介してトルク計
測器を静かにスライドさせる。両チャックの中心が同軸上にあることを確認して,チャックを締め付
ける(図6参照)。
e) 固定は,テストピースに圧縮応力を生じる可能性があるため,低速可逆ギヤモータをデジタル表示器
又はチャート記録計の読みがゼロになるまで,段階的に作動させる。
f)
低速可逆ギヤモータが,テストピースのシャンク端末部から見て右回りに装着していることを確認し
12
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
た後,低速可逆ギヤモータを作動させる。
g) 図5で示した装置は,テストピースが破断したときに,停止するように設計されたものを用いる。最
大トルク及びねじり角度は,各々試験したテストピースごとに記録する。
注記 歯内療法器具を装置に装着するときは破断させないよう注意する。歯内療法器具に損傷を与
えた場合は,取り替える。
1 鋼製チャック
2 黄銅製チャック
図6−チャックの詳細図
7.4.4
試験結果の表示
最大トルクは,ニュートンメートル(N・m)単位で,最大曲げ角度は,度(°)単位で表す。
7.5
剛性
7.5.1
一般
剛性の測定は,歯内療法器具を45°まで曲げることによって行う。
7.5.2
機器
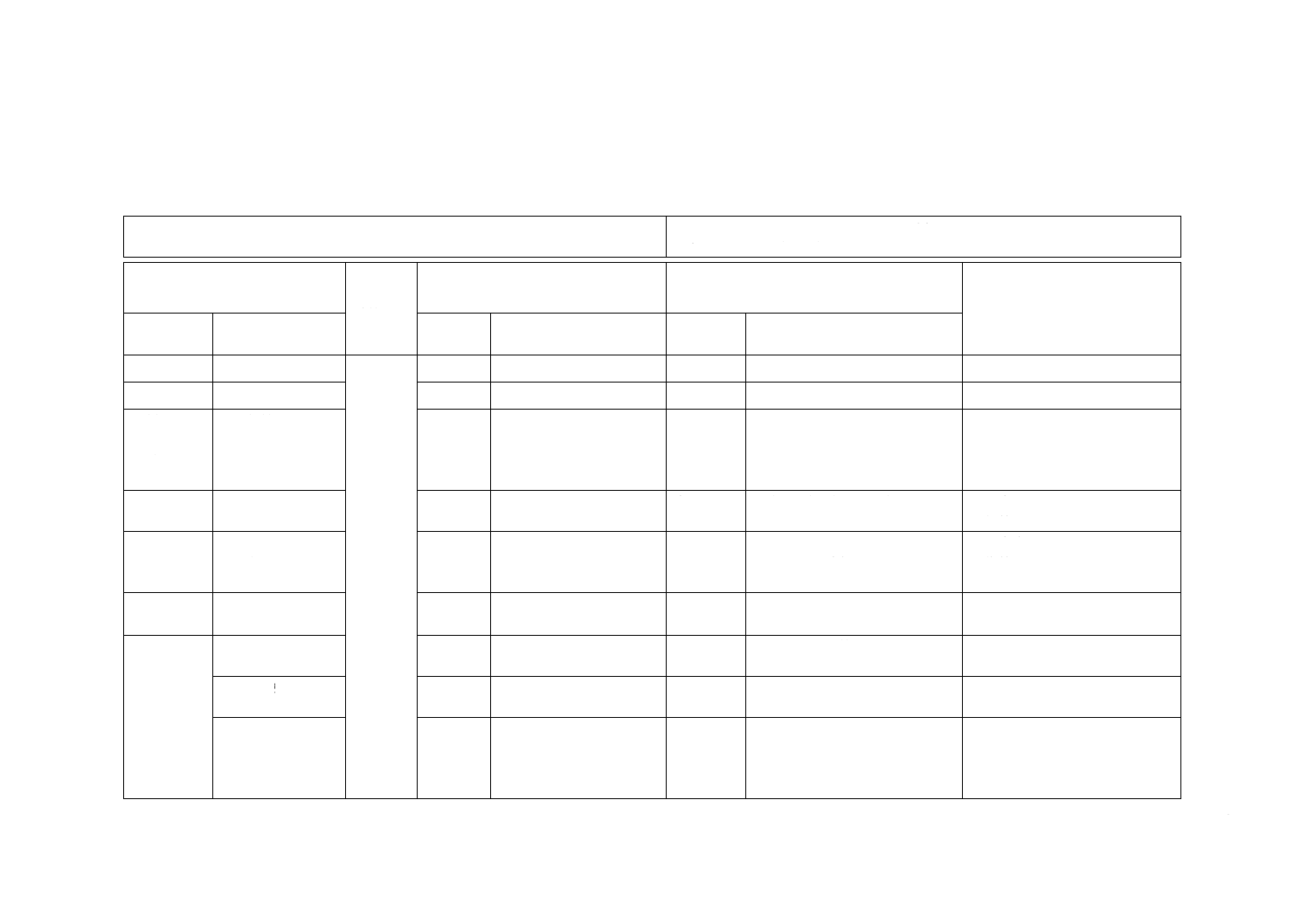
試験機器は,7.4.2に規定した又は他の適する試験機器を用いるが,つかみ具及び曲げ装置(すなわち,
キャッチピン)の部分は,図7に示す装置に入れ替えたものとする。外付けの増幅器(7.4.2.2)は,あら
かじめ設定した曲げ角度の45°までテストピースが曲がった時点でモータが停止するように,設定しなけ
ればならない。
1 低速可逆ギヤモータ
2 ストッパ
3 トルク計測器
4 キャッチピン
図7−曲げ試験装置
13
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.5.3
手順
剛性の試験手順は,次による。
a) 適切なワイヤカッタを用いて,歯内療法器具の軸にハンドル又はシャンクの取り付けられた位置で,
ハンドル又はシャンクを切り離してテストピースとする。
b) 45°の曲げ角度で停止するように装置を設定する。
c) トルク計測器のシャフト上にチャックを装着する。
d) 3 mmの深さでモータ軸に対し垂直なチャックにテストピースの先端をセットし,チャックを締め付
ける。
e) キャッチピンをモータシャフトの上に装着する。
f)
テストピースがキャッチピンの上に位置するまで,リニアボールベアリングを介してトルク計測器を
移動する。
g) キャッチピンがテストピースに触れるまで,モータを回転させる。
h) デジタル表示器がゼロを示すことを確認し,トルク計測器を作動させる。
i)
テストピースに対し,加えられたトルクを記録する。
7.5.4
記録の表現
剛性は,ニュートンメートル(N・m)単位で表す。
7.6
ハンドル又はシャンクの堅ろう(牢)性
7.6.1
一般
ハンドル又はシャンクの堅ろう(牢)性の測定には,軸方向の動き及びねじ(捩)り強さの試験を含む。
7.6.2
機器
7.6.2.1
7.4.2.1に規定した機器,又は他の適切な通常の試験器具
7.6.2.2
トルクメータ
7.6.3
テストピース
テストピースは,各タイプ及び各寸法の歯内療法器具5本をテストピースとして採取し,それらの軸方
向の動きを試験する。
さらに,各タイプ及び各寸法の歯内療法器具5本を採取し,それらのねじ(捩)り強さを試験する。
7.6.4
手順
7.6.4.1
軸方向の動き
軸方向の動きの試験手順は,次による。
a) オペラティブ部の長さを計測し,記録する。
b) 歯内療法器具の軸を3 mm残して,オペラティブ部を把持する。
c) 低速可逆ギヤモータの中の軸の動きは制限しないで,軸方向に動かないように,ハンドル又はシャン
クを把持する。
d) 軸方向に20 Nの力を加える。
e) 軸方向の動きを調べるために,オペラティブ部の長さを計測し記録する。
注記 安全トルク限界を超えた場合,そこで破断するように設計されている作業部とシャンクとの
間にら(螺)旋部をもつペーストキャリアには,この試験は適用しない。
7.6.4.2
ねじ(捩)り強さ
ねじ(捩)り強さの試験手順は,次による。
a) 低速可逆ギヤモータのチャックに,ハンドル又はシャンクを差し込む。
14
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) オペラティブ部の延長部分の後部で,ハンドル又はシャンクを把持する。
c) 軸を3 mm残して,歯内療法器具のオペラティブ部を把持する。
d) 作業部先端からハンドル端を見たときの時計回りに,35 N・mのトルクで,歯内療法器具をねじ(捩)
る。
e) 歯内療法器具がハンドル又はシャンク内で滑るまで,又は最小トルクに達するまで,トルクメータを
回転させる。
注記 直径が0.60 mmより太いワイヤでは,ハンドル又はシャンク内で滑る前に,軸がねじ(捩)
れる可能性がある。
7.6.5
試験結果の表示
オペラティブ部の長さの変化は,ミリメートル単位で示さなければならない。
トルクは,ニュートンメートル(N・m)単位で示さなければならない。
7.7
腐食試験
7.7.1
一般
腐食試験では,滅菌サイクルを繰り返した後,歯内療法器具上の腐食の徴候を目視検査する。
7.7.2
試薬
ISO 3696:1987に準拠したグレード2の水又は精製水。
7.7.3
機器
7.7.3.1
高圧蒸気滅菌器 ISO 13402の要求事項に適合した温度及び圧力で作動するもの。又は,滅菌温
度及び滅菌時間が121 ℃ 20分,126 ℃ 15分又は132 ℃ 10分のいずれかの条件によって試験できる高
圧蒸気滅菌器。
7.7.4
テストピース
歯内療法器具10本を,石けん及び温水を用いて洗う。7.7.2の水で十分に洗浄し,乾燥する。
7.7.5
手順
腐食試験の手順は,次による。
a) 歯内療法器具10本を,高圧蒸気滅菌器のトレー中に,包装しないで置く。
b) ISO 13402によるか,又は,滅菌温度及び滅菌時間が,121 ℃ 20分,126 ℃ 15分又は132 ℃ 10分の
いずれかの条件によって高圧蒸気滅菌を行う。
c) 高圧蒸気滅菌終了後,扉を開け,トレーを取り出し,歯内療法器具を室温になるまで放冷する。
d) その操作を更に4回繰り返し,合計5回の高圧蒸気滅菌を行う。
7.7.6
試験結果の表示及び適合性
柔らかい布を使って手で強くこすっても落ちない斑点は,腐食の徴候とみなさなければならない。
7.8
滅菌時の熱の影響
7.8.1
一般
滅菌時の熱の影響試験では,滅菌サイクルを繰り返した後,歯内療法器具上の腐食の徴候を目視検査す
る。
7.8.2
試薬
ISO 3696:1987に準拠したグレード2の水又は精製水。
7.8.3
機器
a) 高圧蒸気滅菌器 7.7.3.1に規定したもの。
b) 乾熱オーブン ISO 13402の要求事項に従って作動するもの。

15
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.8.4
手順
滅菌時の熱の影響試験手順は,次による。
滅菌済みの状態で出荷される,“単回使用”と表示する歯内療法器具は,次に規定する手順は適用しない。
a) 各寸法の,包装しない歯内療法器具10本を,7.7.5の手順で,1回,高圧蒸気滅菌処理をする。
b) 高圧蒸気滅菌器から歯内療法器具を取り出し,室温になるまで放冷した後,乾熱オーブンに入れて乾
熱処理をする。
c) 乾熱オーブンから歯内療法器具を取り出し,室温になるまで放冷する。
d) このサイクルを更に4回繰り返し,合計5回の滅菌サイクルを行う。
e) その後,その歯内療法器具10本を7.1,7.4,7.5及び7.6に従って,試験する。
7.8.5
試験結果の表示及び適合性
5.10.2に適合するためには,試験された歯内療法器具が全て,滅菌された後に,5.9の要求事項に従わな
ければならない。
8
表示及び識別
8.1
一般
歯内療法器具に対する要求事項は,JIS T 5217-2:2009及びJIS T 5221-3〜JIS T 5221-5で規定される。
8.2
識別記号
識別記号は(ハンドル上,包装上,又は製造販売業者の文書中に用いられる場合),図8に示す記号でな
ければならない。ISO 6360-2に記載されている記号を用いてもよい。
図8−歯内療法器具の識別記号
9
包装
歯内療法器具は,器具セット又は単一器具のユニットパックで,包装する。包装は,内容物が損傷しな
いように保護し,滅菌済みと表示される場合[箇条11 j) を参照]は,取扱い中,滅菌状態を維持するこ
とが望ましい。
10
添付文書
薬事法に定める添付文書には,次の事項を記載しなければならない。
a) 歯内療法器具のタイプ
b) 回転歯内療法器具の推奨される臨床使用法
c) 歯内療法器具の最高毎分回転速度(該当する場合)
16
T 5221-1:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 滅菌方法及び消毒方法(該当する場合)
e) その他法定要求事項
11
機器又はその直接の容器若しくはその直接の被包への表示
歯内療法器具又はその直接の容器若しくはその直接の被包には,少なくとも次の情報を表示しなければ
ならない。
a) 製造販売業者の名称及び所在地
b) 歯内療法器具のタイプ(製品識別)
c) オペラティブ部の長さ
d) タイプ1器具:(16 mmより短い場合)作業部の長さ
e) 器具の呼び及びテーパの寸法表記(100より小さい寸法の直径については,最初の“0”の桁を省略し
てもよい。)
f)
製造番号又は製造記号
g) ユニットパッケージ内の器具の数(内部を見られない場合)
h) オペラティブ部の材料
i)
器具が単回使用の場合,その旨を示す表示
j)
包装が滅菌済みの場合,ISO 15223-1に従って“滅菌済み”の記号による表示
k) 包装に滅菌済みと表示される場合,JIS X 0301に従ってその滅菌有効期限
l)
その他法定要求事項
参考文献 JIS Z 8401 数値の丸め方
ISO 6360-1,Dentistry−Number coding system for rotary instruments−Part 1: General characteristics
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS T 5221-1:2014 歯科用歯内療法器具−第1部:一般的要求事項及び試験方法
ISO 3630-1:2008 Dentistry−Root-canal instruments−Part 1: General requirements
and test methods(MOD)
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号及
び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
2
一致
2 引用規格
3 用語及び
定義並びに
記号
3.2 記号
3.2
JISとほぼ同じ
追加
“l1 先端部の長さ”に“1)”を
追加し,“注1) 図1の器具の先
端部Xの拡大図を参照”を追加
した。
説明内容を明確にするため。
技術的差異はない。
4 分類
4
JISとほぼ同じ
変更
“(図1参照)”を“(図1〜図4
参照)”に変更した。
説明内容を明確にするため。
技術的差異はない。
5 要求事項
5.2.2 寸法表記及
び直径
図1
5
JISとほぼ同じ
追加
X拡大図に“器具の先端部Xの
拡大図”を追加した。
説明内容を明確にするため。
技術的差異はない。
6 サンプリ
ング
6
一致
7 試験
7.3.4 試験結果の
表示
7.3.4
JISとほぼ同じ
追加
テーパ率の計算式を追加した。 説明内容を明確にするため。
7.4.2.4 ワイヤカ
ッタ
7.4.2.4
JISとほぼ同じ
追加
“ハンドル又はシャンクを切り
離すためのもの”を追加した。
説明内容を明確にするため。
7.7.2 試薬
7.7.2
ISO 3696に準拠した試薬
による。
選択
ISO規格では,ISO 3696に準拠
した試薬を指定しているが,JIS
では我が国の実情に合わせた試
薬を選択できることとした。
我が国の実情に合わせたため。
2
T
5
2
2
1
-1
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号及
び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験
(続き)
7.7.3 機器
7.7.3
ISO 13402の要求事項に
従う機器による。
選択
ISO規格ではISO 13402の要求
事項に従う機器を指定している
が,JISでは我が国の実情に合
わせた試験に適合できる機器を
選択できることとした。
ISO 13402で規定している高圧
蒸気滅菌試験の温度条件など
は,我が国では一般的でないた
め。
7.7.5 手順
7.7.5
ISO 13402に規定する方
法による。
選択
ISO規格ではISO 13402の試験
方法を規定しているが,JISで
は我が国の実情に合わせた試験
方法を選択できることとした。
ISO 13402で規定している高圧
蒸気滅菌試験の温度条件など
は,我が国では一般的でないた
め。
8 表示及び
識別
8
一致
9 包装
9
一致
10 添付文
書
10
製造業者の取扱説明書
変更
ISO規格では製造業者が提供す
る情報を規定しているが,JIS
では薬事法で定める添付文書に
表示する事項を規定することと
した。
薬事法で定める,“製造業者が
提供する情報”は,添付文書で
あるため。
11 機器又
はその直接
の容器若し
くはその直
接の被包へ
の表示
11
ラベリング
変更
ISO規格ではラベリングとして
いるが,JISでは本体又は個別
包装に表示することとした。
l) を追加した。
薬事法では,医療機器に対し,
本体又は個別包装への法定表示
が義務付けられているため。
JISと国際規格との対応の程度の全体評価:ISO 3630-1:2008,MOD
2
T
5
2
2
1
-1
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
T
5
2
2
1
-1
:
2
0
1
4