2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 5201-1992
歯科用バー
Dental burs
1. 適用範囲 この規格は,歯科用バー(以下,バーという。)について規定する
備考1. この規格の引用規格を,次に示す。
JIS B 4706 製材のこやすり
JIS G 4404 合金工具鋼鋼材
2. この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって参
考として併記したものである。
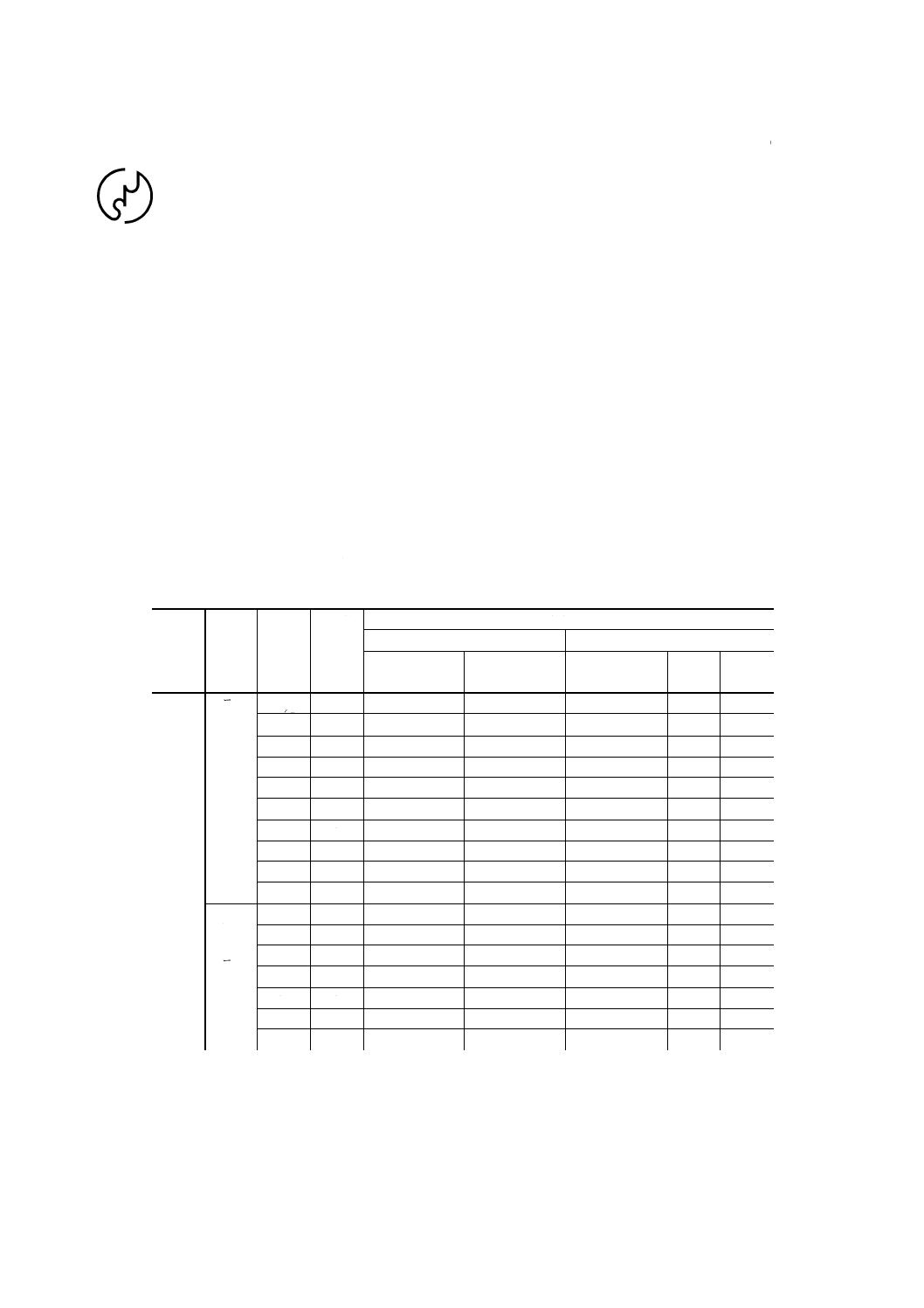
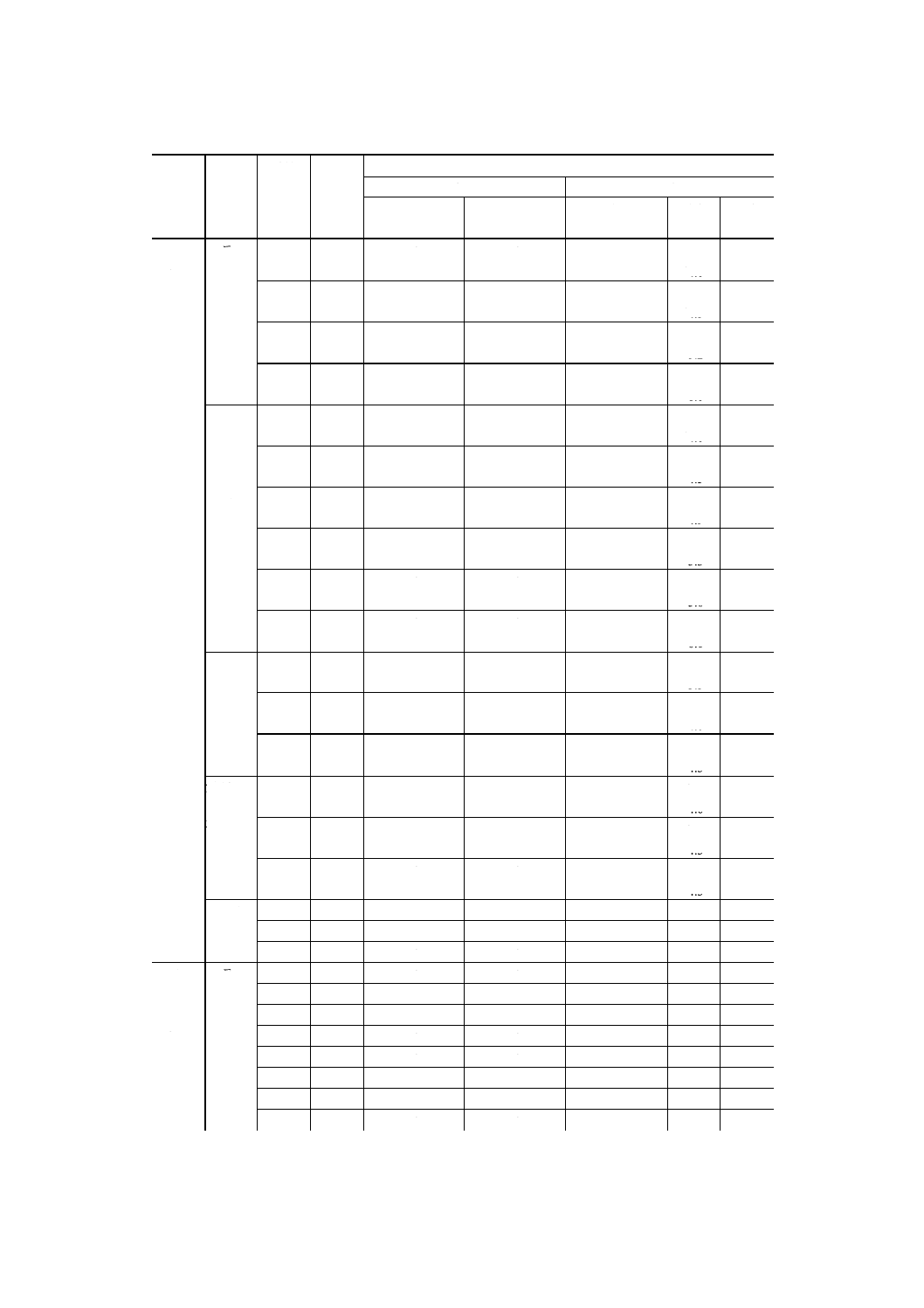
2. 用途,形状,番号,刃の数及び寸法 用途,形状,番号,刃の数及び寸法は,表1のとおりとする。
表1
用途
形状
番号
刃の数
寸法mm
全長
頭部
アングルハンド
ピース用
ストレートハン
ドピース用
径
長さ
厚さ
歯
牙
切
削
ラ
ウ
ン
ド
2
1
6
22.22±0.25
44.45±0.25
0.63±0.05
−
−
1
6
22.22±0.25
44.45±0.25
0.81±0.05
−
−
2
6
22.22±0.25
44.45±0.25
0.99±0.05
−
−
3
6
22.22±0.25
44.45±0.25
1.19±0.05
−
−
4
8
22.22±0.25
44.45±0.25
1.39±0.05
−
−
5
8
22.22±0.25
44.45±0.25
1.60±0.05
−
−
6
8
22.22±0.25
44.45±0.25
1.82±0.05
−
−
7
8
22.22±0.25
44.45±0.25
2.05±0.05
−
−
8
8〜10
22.22±0.25
44.45±0.25
2.28±0.05
−
−
9
10
22.22±0.25
44.45±0.25
2.51±0.05
−
−
イ
ン
バ
ー
テ
ッ
ド
コ
ー
ン
332
1
6〜 8
22.22±0.25
44.45±0.25
0.63±0.05
0.4
−
34
6〜 8
22.22±0.25
44.45±0.25
0.81±0.05
0.7
−
35
6〜 8
22.22±0.25
44.45±0.25
0.96±0.05
0.8
−
36
8
22.22±0.25
44.45±0.25
1.19±0.05
1.0
−
37
8
22.22±0.25
44.45±0.25
1.39±0.05
1.2
−
38
8
22.22±0.25
44.45±0.25
1.60±0.05
1.3
−
39
8
22.22±0.25
44.45±0.25
1.82±0.05
1.5
−
2
T 5201-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
用途
形状
番号
刃の数
寸法mm
全長
頭部
アングルハンド
ピース用
ストレートハン
ドピース用
径
長さ
厚さ
歯
牙
切
削
テ
ー
パ
ー
ド
フ
ィ
ッ
シ
ャ
700
6〜 8
22.22±0.25
44.45±0.25
0.99±0.05
3.5
*4.0
−
701
6〜 8
22.22±0.25
44.45±0.25
1.19±0.05
3.5
*4.5
−
702
6〜 8
22.22±0.25
44.45±0.25
1.60±0.05
4.5
*5.2
−
703
6〜 8
22.22±0.25
44.45±0.25
2.05±0.05
4.5
*6.0
−
フ
ラ
ッ
ト
エ
ン
ド
フ
ィ
ッ
シ
ャ
557
6〜 8
22.22±0.25
44.45±0.25
0.99±0.05
3.5
*4.0
−
558
6〜 8
22.22±0.25
44.45±0.25
1.19±0.05
3.5
*4.5
−
559
6〜 8
22.22±0.25
44.45±0.25
1.39±0.05
4.5
*4.9
−
560
6〜 8
22.22±0.25
44.45±0.25
1.60±0.05
4.5
*5.3
−
561
6〜 8
22.22±0.25
44.45±0.25
1.85±0.05
4.5
*5.6
−
562
6〜 8
22.22±0.25
44.45±0.25
2.05±0.05
4.5
*6.0
−
フ
ィ
ッ
シ
ャ
56
6〜 8
22.22±0.25
44.45±0.25
0.81±0.05
3.0
*3.5
−
57
6〜 8
22.22±0.25
44.45±0.25
0.99±0.05
3.5
*4.0
−
59
6〜 8
22.22±0.25
44.45±0.25
1.39±0.05
4.5
*4.5
−
フ
ィ
ッ
シ
ャ
テ
ー
パ
ー
ド
プ
レ
ー
ン
600
8〜14
22.22±0.25
44.45±0.25
1.09±0.12
3.5
*4.0
−
600
8〜14
22.22±0.25
44.45±0.25
1.39±0.22
3.5
*4.5
−
602
8〜16
22.22±0.25
44.45±0.25
1.50±0.22
3.5
*4.5
−
フ
ェ
サ
ー
ル
ー
ト
7
9
22.22±0.25
44.45±0.25
5.00±0.10
−
−
8
9
22.22±0.25
44.45±0.25
6.00±0.10
−
−
9
9
22.22±0.25
44.45±0.25
7.00±0.10
−
−
フ
ィ
ニ
ッ
シ
ン
グ
ラ
ウ
ン
ド
A
12
22.22±0.25
44.45±0.25
1.00±0.05
−
−
B
14
22.22±0.25
44.45±0.25
1.20±0.05
−
−
C
16
22.22±0.25
44.46±0.25
1.39±0.05
−
−
D
16
22.22±0.25
44.45±0.25
1.60±0.05
−
−
200
20
22.22±0.25
44.45±0.25
2.05±0.05
−
−
201
20
22.22±0.25
44.45±0.25
2.30±0.05
−
−
202
24
22.22±0.25
44.45±0.25
3.02±0.05
−
−
203
28
22.22±0.25
44.45±0.25
3.50±0.05
−
−
3
T 5201-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
用途
形状
番号
刃の数
寸法mm
全長
頭部
アングルハンド
ピース用
ストレートハン
ドピース用
径
長さ
厚さ
フ
ィ
ニ
ッ
シ
ン
グ
オ
ー
バ
ル
218
20
22.22±0.25
44.45±0.25
2.05±0.05
1.0
−
219
20
22.22±0.25
44.45±0.25
2.46±0.05
1.4
−
220
24
22.22±0.25
44.45±0.25
3.00±0.05
1.5
−
パッド
224
20
22.22±0.25
44.45±0.25
2.05±0.05
3.1
−
ペア
231
20
22.22±0.25
44.45±0.25
2.51±0.05
2.6
−
フ
ー
ロ
ー
シ
ュ
ガ
242
10
22.22±0.25
44.45±0.25
0.99±0.05
4.3
−
245
16
22.22±0.25
44.45±0.25
1.60±0.05
5.4
−
イ
ン
レ
ー
バ
ー
イ
ン
レ
ー
バ
ー
1
16
22.22±0.25
44.45±0.25
1.7
2.0
−
2
18
22.22±0.25
44.45±0.25
2.1
2.0
−
3
20
22.22±0.25
44.45±0.25
2.3
2.5
−
4
24
22.22±0.25
44.45±0.25
3.0
2.5
−
バ
ニ
ッ
シ
ャ
ー
ズ
−
A
−
−
44.45±0.25
2.10±0.05
−
−
B
−
−
44.45±0.25
2.80±0.05
−
−
D
−
−
44.45±0.25
2.10±0.05
−
−
E
−
−
44.45±0.25
2.80±0.05
−
−
G
−
−
44.45±0.25
2.10±0.05
−
−
K
−
−
44.45±0.25
2.20±0.05
−
−
ソ
ー
ウ
ン
ク
ラ
−
255
−
−
44.45±0.25
5.00±0.05
−
0.30
±0.05
備考1. 頭部の寸法の径は,最も大きい部分を示す。
2. 歯牙切削のテーパードフィッシャ,フラットエンドフィッシャ,プレーンテーパードフィ
ッシャの頭部の寸法の長さにおいて*印のないものはアングルハンドピース用の寸法を示
し,*印のあるものは,ストレートハンドピース用の寸法を示す。
3. 公差のない寸法は,標準を示す。
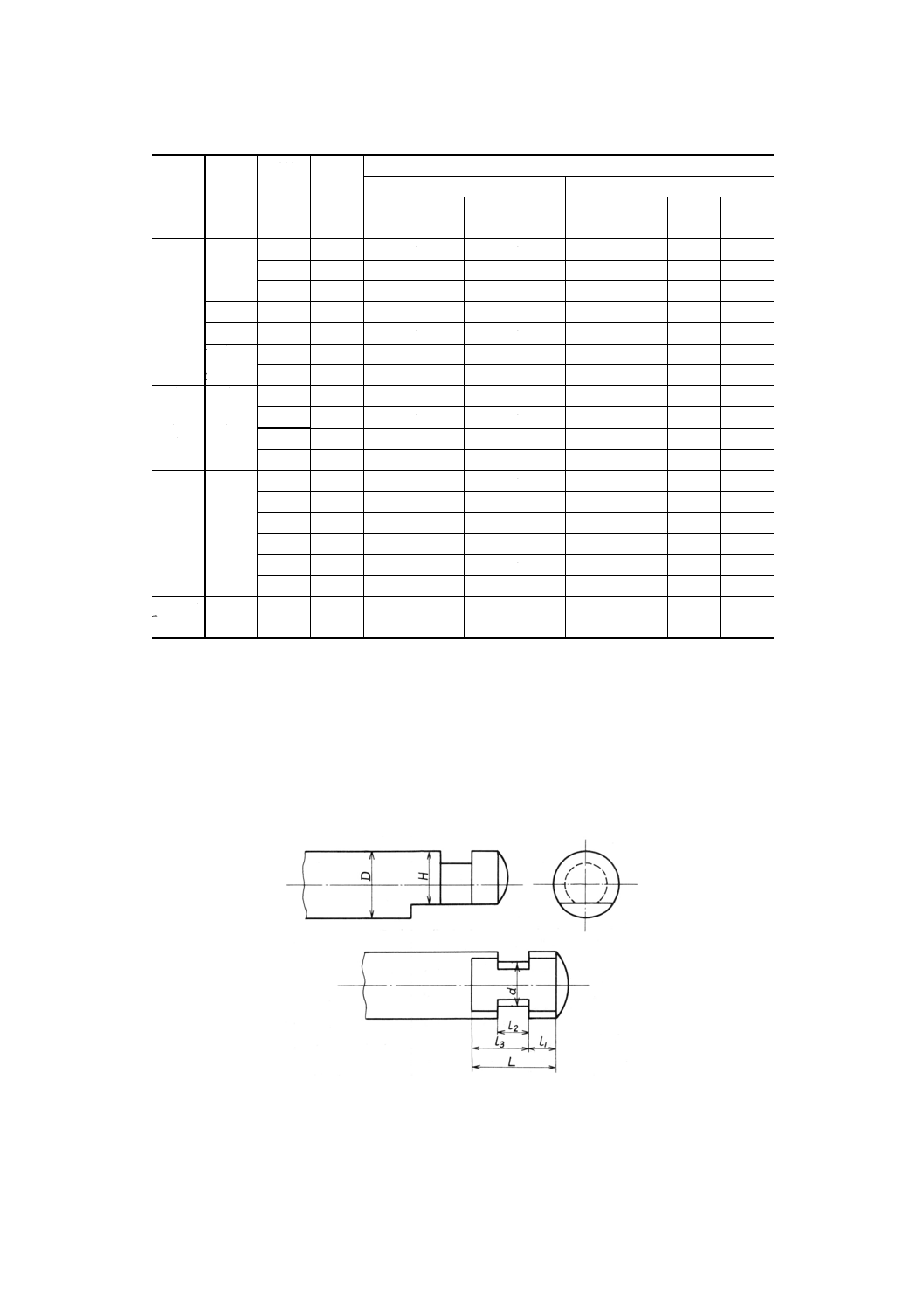
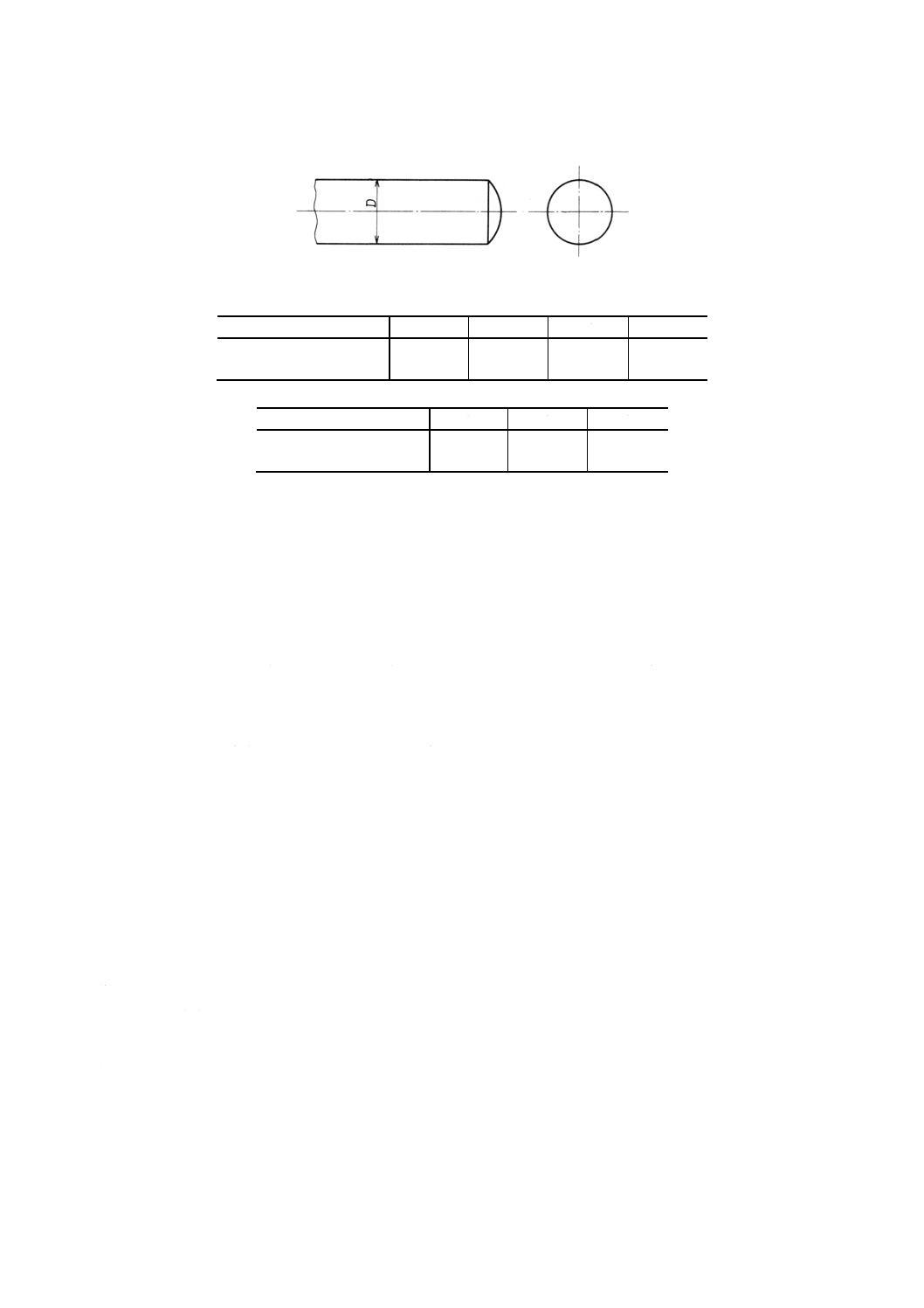
3. シャンクの形状・寸法 シャンクの形状・寸法は,図1,図2及び表2のとおりとする
図1 アングルハンドピース用
4
T 5201-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 ストレートハンドピース用
表2
単位 mm
記号
D
H
d
L
アングルハンドピース用
2.34±0.02 1.86±0.09 1.39±0.08 2.56±0.17
ストレートハンドピース用 2.34±0.02
−
−
−
記号
l1
l2
l3
アングルハンドピース用
0.76±0.11 0.91±0.06 1.80±0.06
ストレートハンドピース用
−
−
−
4. 材質 バーの材質は,原則としてJIS G 4404に規定するSKS2とし,焼入れ後の破断面が微粒で絹目
状の光沢をもっていなければならない。
5. 外観 表面が滑らかで刃面のだれ,かえり及びばりがなく,また,焼割れ,きず及び汚れがあっては
ならない。
6. 偏心 9.2によって試験をしたとき,全体の偏心量が0.1mm以下でなければならない。
7. 硬さ
7.1
9.3によって試験をしたとき,バーのけい部の硬さは,HV600以上とする。
7.2
9.4によって試験をしたとき,刃は後ろ側にめくれてはならない。
8. 切れ味 9.5及び9.6によって試験をしたとき,最初と最後の穴あけ所要時間及び切削所要時間に著し
い変動があってはならない。
9. 試験
9.1
試験項目 バーの試験項目は,次のとおりとする。
(1) 偏心試験
(2) 硬さ試験
(3) 引かき試験
(4) 先端穴あけ試験
(5) 側刃切削試験
なお,バーの試験は,バーの用途,形状及び番号によって,表3に示す試験を行う。
5
T 5201-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3
用途
形状
番号
行う試験
切削試験の被削材の厚さtmm
メタクリル酸
メチル成型板
みがき帯鋼第1
種
歯
牙
切
削
ラ
ウ
ン
ド
2
1〜5
偏心試験
硬さ試験
先端穴あけ試験
1.0
1.0
6〜 9
2.0
1.0
テ
ッ
ド
コ
イ
ン
バ
332
1〜39
偏心試験
硬さ試験
先端穴あけ試験
1.0
1.0
ィ
ッ
シ
ャ
ー
パ
ー
ド
プ
フ
レ
ー
ン
テ
700〜701
偏心試験
硬さ試験
先端穴あけ試験
側刃切削試験
1.0
1.0
702〜703
2.0
1.0
ィ
ッ
シ
ャ
エ
ン
ド
フ
フ
ラ
ッ
ト
557〜559
偏心試験
硬さ試験
先端穴あけ試験
側刃切削試験
1.0
1.0
560〜562
2.0
1.0
フ
イ
ッ
シ
ャ
56〜59
偏心試験
硬さ試験
先端穴あけ試験
側刃切削試験
1.0
1.0
ィ
ッ
シ
ャ
ー
パ
ー
ド
フ
プ
レ
ー
ン
テ
600〜602
偏心試験
硬さ試験
先端穴あけ試験
側刃切削試験
1.0
1.0
フ
ェ
サ
ー
ル
ー
ト
7〜 9
偏心試験
硬さ試験
引かき試験
−
−
フ
ィ
ニ
ッ
シ
ン
グ
ラ
ウ
ン
ド
A〜 D
200〜203
偏心試験
硬さ試験
引かき試験
−
−
オ
ー
バ
ル
218〜220
偏心試験
硬さ試験
引かき試験
−
−
パ
ッ
ド
224
偏心試験
硬さ試験
引かき試験
−
−
ぺ
ア
231
偏心試験
硬さ試験
引かき試験
−
−
ロ
ー
フ
シ
ュ
ガ
ー
242〜245
偏心試験
硬さ試験
引かき試験
−
−
6
T 5201-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
用途
形状
番号
行う試験
切削試験の被削材の厚さtmm
メタクリル酸
メチル成型板
みがき帯鋼第1
種
バ
ー
イ
ン
レ
ー
−
1〜 4
偏心試験
硬さ試験
引かき試験
−
−
ャ
ー
ズ
バ
ニ
ッ
シ
−
A〜 K
偏心試験
硬さ試験
−
−
ソ
ー
ク
ラ
ウ
ン
−
225
偏心試験
硬さ試験
引かき試験
−
−
9.2
偏心試験 次の三つの方法のいずれかによって試験を行う。
(1) 平行定盤上でバーを回転させて,透き間の最大値を測定する。
(2) 投影器の画面内でバーを回転させて,振れの最大値を測定する。
(3) バーのシャンクを精密に仕上げられたVブロック上に置き,切刃の根本に近いけい部に0.01mm目盛
のダイヤルゲージの測定子に取り付けたナイフエッジをあてがい,静かにバーを回転させダイヤルゲ
ージの振れの最大値を測定する。
9.3
硬さ試験 硬さ試験を行う箇所は,けい部とする。ただし,硬さ試験機を使用できないときはJIS B
4706に規定されたやすりを用いて,少なくとも2か所以上を測定する。
9.4
引かき試験 バーを手に持って,乾燥したガラス板の上にバーのけい部を押して引っかき,刃が後
ろ側にめくれるかどうかを調べる。この試験は少なくとも2か所以上について行う。
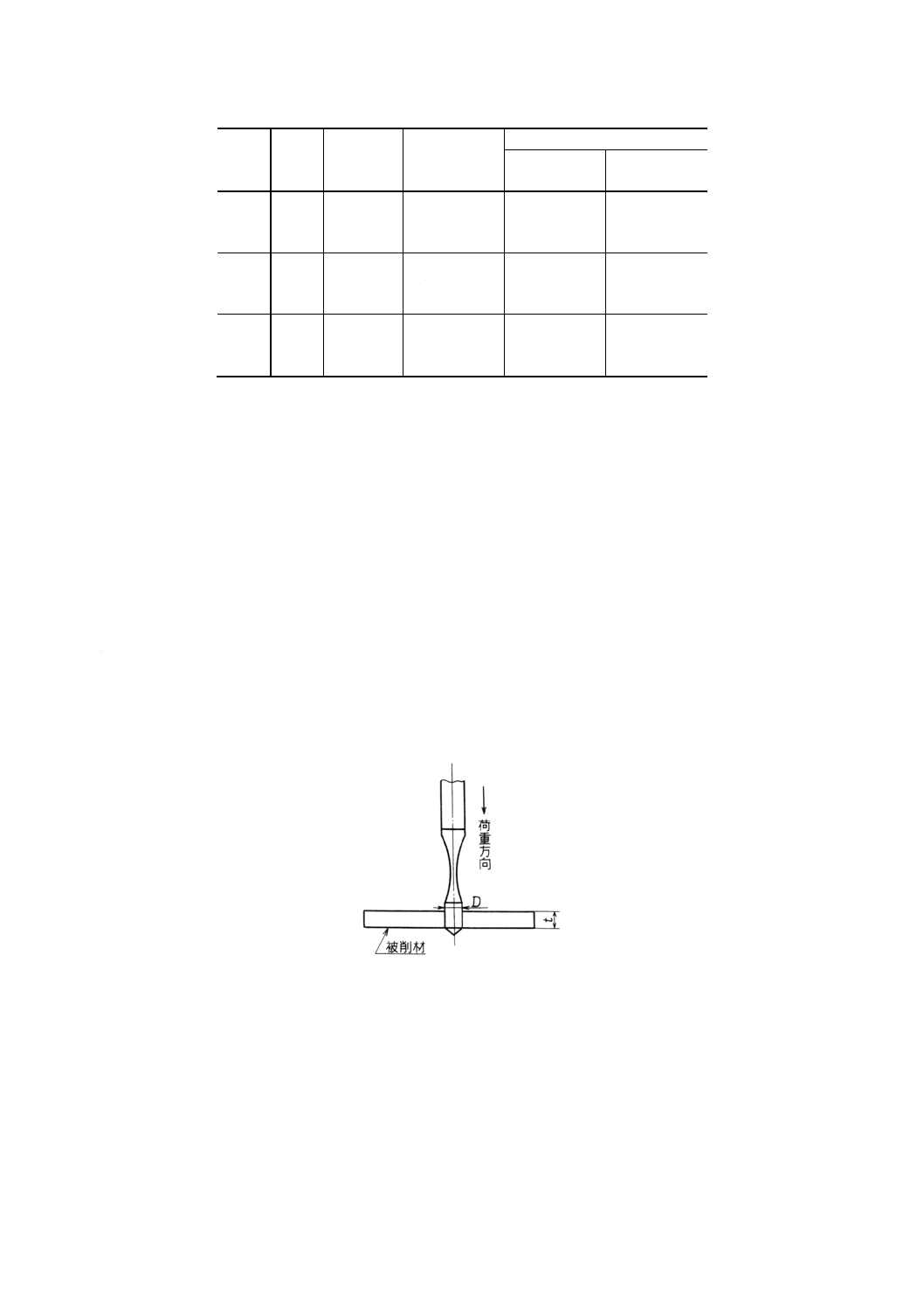
9.5
先端穴あけ試験 図3に示すように,バーを高速ボール盤に偏心がないように取り付け,回転数約2
000rpm,定荷重4.9N{約0.5kgf}で表4に示すA,B,Cの順序で穴あけ試験を行い,最初と最後の穴あ
け所要時間に著しい変動があるかどうかを調べる。この試験には,切削液を使わない。
図3
7
T 5201-1992
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4
区分
被削材
先端穴あけ回数
側刃切削距離
A
メタクリル酸メチル成型板(2)
5回
5D(3)
B
みがき帯鋼第1種
1回(1)
5D
C
メタクリル酸メチル成型板(2)
5回
5D
注(1) この場合だけ定荷重11.8 N{約1.2 kgf}とする。
(2) この被削材の硬さは,約HV27とする。
(3) Dは,バーの頭部の径を示す。
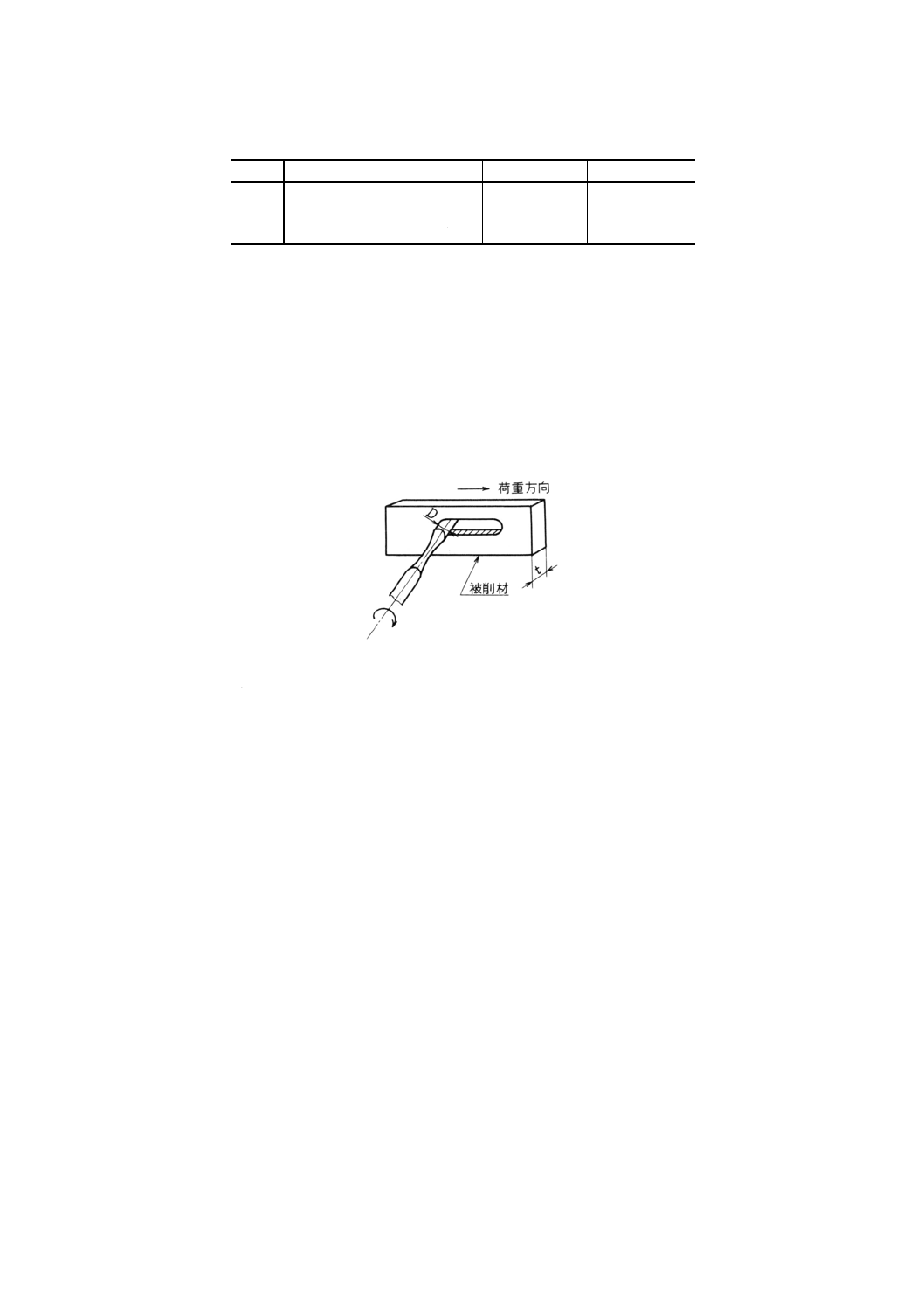
9.6
側刃切削試験 バーを高速ボール盤又は高速フライス盤に偏心がないように取り付け(あらかじめ
バーの径よりやや大きい下穴をあけておく),回転数約2 000 rpm,定荷重4.9 N{約0.5 kgf}で試験を行う。
図4に示すように,側刃の中央に被削材をあてがい,表4に示すABCの順序で切削試験を行い,最初
と最後の切削所要時間に著しい変動があるかどうかを調べる。
この試験には,切削液を使わない。
図4
10. 製品の呼び方 製品の呼び方は,名称,使用ハンドピースの名称(又は記号),形状及び番号による。
例 歯科用バー
ストレートハンドピース用ラウンド 4
11. 表示 バーの容器には,使用ハンドピースの名称(又は記号),形状,番号,製造業者名及び所在地又
は製造業者の略号を表示しなければならない。