S 6049 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本鉛筆工業協同
組合 (JPMA) /財団法人 日本規格協会 (JSA) から工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによ
ってJIS S 6049 : 1994は改正され,また,JIS S 6018 : 1992は廃止統合され,この規格に置き換えられる。
今回の改正の主な内容を次に示す。
a) 鉛筆を削るという使用目的が同じであるところから,[鉛筆削り器 (JIS S 6018)]と[電気鉛筆削
り機 (JIS S 6049)]の規格統合を行った。
b) 電気用品の技術水準の一層の国際整合化を図るため,電気用品取締法“電気用品の技術上の基準
を定める省令”の第2項の基準としての取扱細則の別紙1が平成10年3月31日に改正された。
この改正に伴い,電気鉛筆削り機も対応する“事務機器を含む情報技術機器の安全 (J60950)”と
の整合を図った。
JIS S 6049には,次に示す附属書がある。
附属書1(参考) 電気鉛筆削り機(電気用品取締法の規定第1項)
附属書2(参考) 電気鉛筆削り機(電気用品取締法の規定第2項)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
S 6049 : 2001
電気鉛筆削り機及び手動鉛筆削り器
Electric or manual pencil sharpeners
序文 家庭用,事務用に使用されている鉛筆削り機及び手動鉛筆削り器の品質性能及び安全性を確保する
ために,1960年にJIS S 6018(鉛筆削り器),1971年にJIS S 6049(電気鉛筆削り機)が制定されたが,今
回,この両規格を統合して改正した。
1. 適用範囲 この規格は,木軸の鉛筆及び色鉛筆を削るときに用いる電気鉛筆削り機及び手動鉛筆削り
器(以下,削り機・器という。)について規定する。ただし,充電式及び乾電池式の電気鉛筆削り機には適
用しない。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS C 3306 ビニルコード
JIS C 8303 配線用差込接続器
JIS S 6006 鉛筆,色鉛筆及びそれらに用いるしん
JIS Z 8401 数値の丸め方
JIS Z 8703 試験場所の標準状態
3. 定義 この規格で用いる主な用語の定義は,次による。
a) 電気鉛筆削り機 電動機によってカッタを回転させ,鉛筆及び色鉛筆を削ることができる構造をもち,
定格電圧が単相100V,定格周波数50/60Hz共用の削り機。
b) 手動鉛筆削り器 送り装置をもち,ハンドルによってカッタを回転させ,鉛筆及び色鉛筆を削ること
ができる構造をもつ削り器。
c) 送り装置 切削するときに鉛筆を送り込む装置。
d) くずケース 鉛筆の削りくずを収納する器。
e) カッタホルダ カッタを取り付ける枠。電気鉛筆削り機では電動機と直接又は間接に結合している。
f)
切削完了装置 鉛筆のむだ削りを防止するための装置。
g) 完了表示装置 鉛筆の切削が完了したことを表示するための装置。
h) 調節装置 鉛筆のしんの先端の太さを調節する装置。
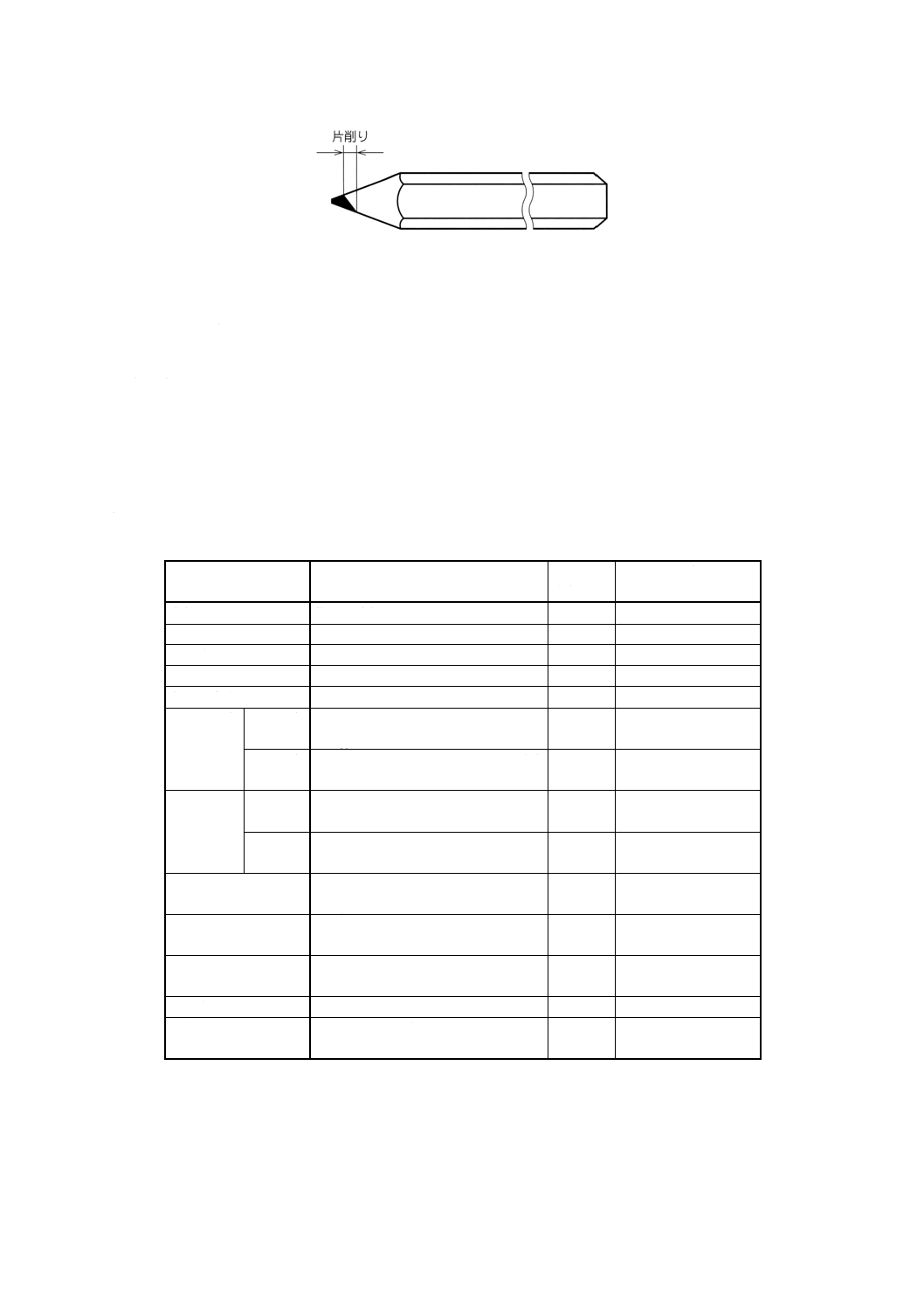
i)
片削り 鉛筆を削ったときの,鉛筆のしん部の状態(図1参照)。
2
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 片削り
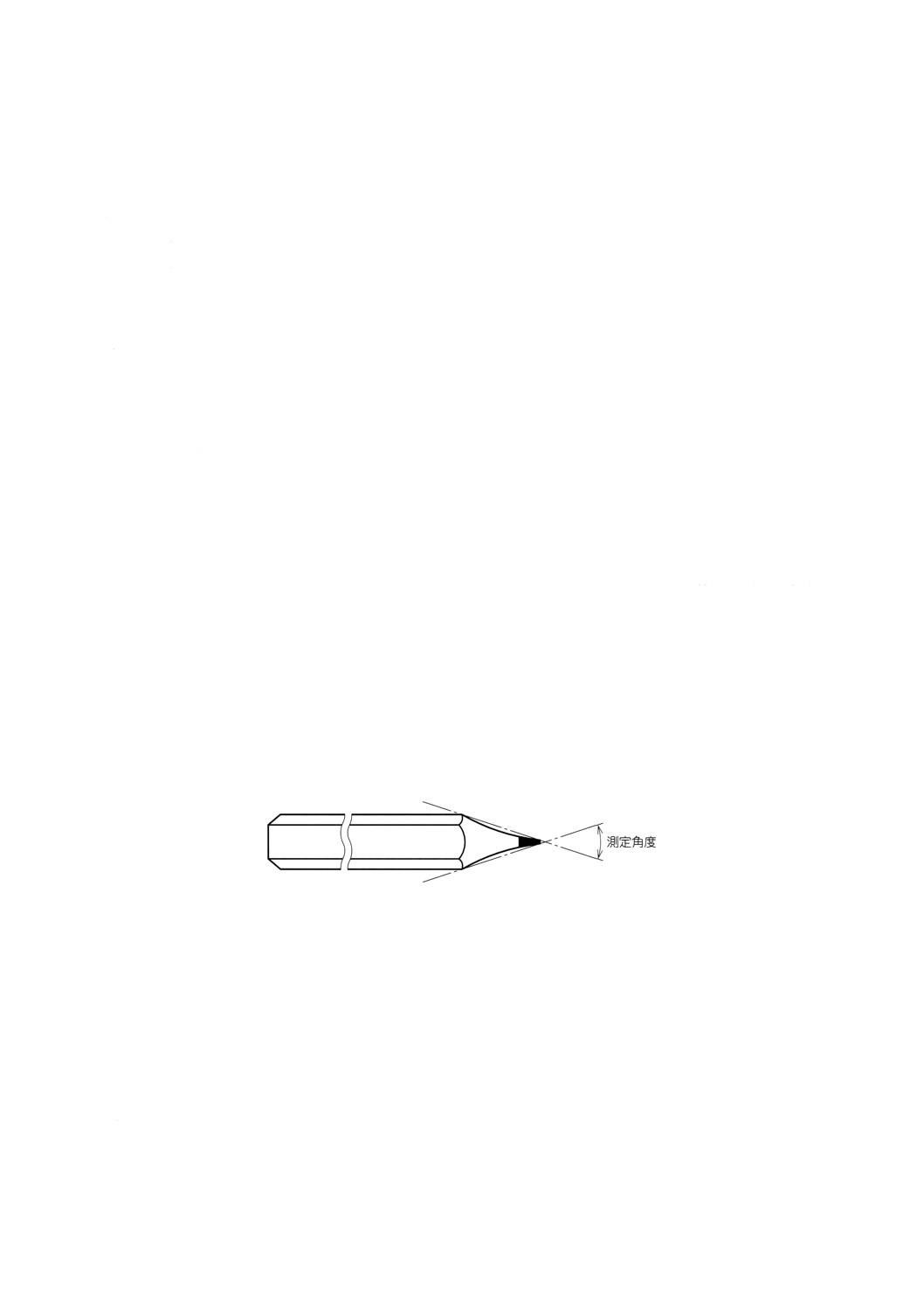
j)
切削角度 鉛筆を削ったときの,鉛筆の先端のなす角度。
k) 先端の太さ 鉛筆を削ったときの,しんの先端の直径。
l)
温度ヒューズ 異常温度を検知し,電流を遮断することによって温度上昇を防止するもの。
m) 温度過昇防止装置 異常温度を検知し,作動して温度上昇を防止する調節器。操作者によって温度設
定の変更ができないもの。
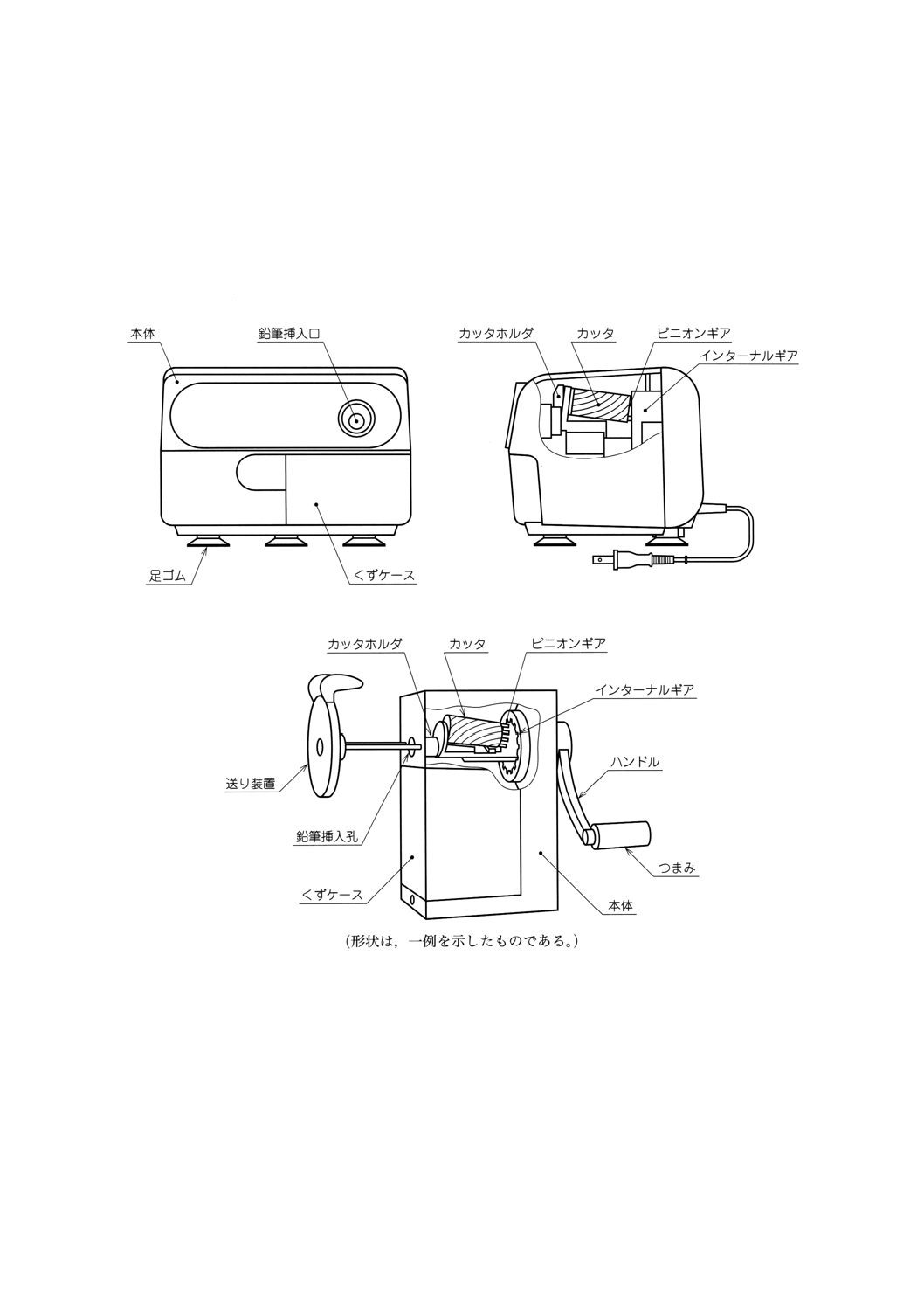
4. 各部の名称 削り機・器の各部の名称は,付図1及び付図2による。
5. 性能
5.1
電気鉛筆削り機の性能は,表1の規定に適合しなければならない。
表1 性能
項目
性能
試験方法
箇条
参考
片削り
著しい片削りが生じてはならない。
−
−
始動
始動しなければならない。
7.2.1
−
切削時間
10秒以内
7.2.2
−
切削角度
13〜20度
7.2.3
−
先端の太さ
0.6mm以下
7.2.4
−
機械的強度 落球強度 電気用品取締法の規定第1項(1)又は第
2項(1)に適合しなければならない。
7.2.5 a) 附属書1の2.1.1又は
附属書2の2.1.1参照
落下強度 電気用品取締法の規定第1項(1)に適合
しなければならない。
7.2.5 b) 附属書1の2.1.2参照
温度上昇
平常温度
上昇
電気用品取締法の規定第1項(1)又は第
2項(1)に適合しなければならない。
7.2.6 a) 附属書1の2.2.1又は
附属書2の2.2.1参照
異常温度
上昇
電気用品取締法の規定第1項(1)又は第
2項(1)に適合しなければならない。
7.2.6 b) 附属書1の2.2.2又は
附属書2の2.2.2参照
絶縁耐力
電気用品取締法の規定第1項(1)又は第
2項(1)に適合しなければならない。
7.2.7
附属書1の3.又は附属
書2の3.参照
消費電力
電気用品取締法の規定第1項(1)に適合
しなければならない。
7.2.8
附属書1の4.参照
入力電流
電気用品取締法の規定第2項(1)に適合
しなければならない。
7.2.9
附属書2の4.参照
電圧変動
鉛筆が円滑に削れなければならない。
7.2.10
−
耐久性
5回以上のしん折れがなく,かつ,そ
の他の異常が生じてはならない。
7.2.11
−
注(1) 電気用品の技術上の基準を定める省令(昭和37年8月14日号外通商産業省令第85号)第1
項又は第2項の基準。
備考 電気用品取締法の規定第1項(1)を採用した場合は,第2項(1)に該当する項目を適用して
はならない。また,第2項(1)を採用した場合は,第1項(1)に該当する項目を適用しては
ならない。
3
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
手動鉛筆削り器の性能は,表2の規定に適合しなければならない。
表2 性能
項目
性能
試験方法
箇条
片削り
著しい片削りが生じてはならない。
−
切削回転数 35回転以下
7.3.1
切削角度
13〜20度
7.3.2
先端の太さ 0.6mm以下
7.3.3
切削性
7.85N・cm以下
7.3.4
送りの強さ 4.90N以下
7.3.5
耐久性
5回以上のしん折れがなく,かつ,その他の異常が生じ
てはならない。
7.3.6
落下強度
破損,変形など各部に使用上支障となる異常があっては
ならない。
7.3.7
6. 構造
6.1
電気鉛筆削り機の構造 電気鉛筆削り機の構造は,次による。
a) 主要部分は,金属,その他適切な材料で作られ,耐久性がなければならない。
b) 加工が良好で,各部のはめ合わせ及び取付けが適切で,かつ,確実でなければならない。
c) 切削中に削りくずが,周辺に散逸しない構造でなければならない。
d) くずケースは,取外しが容易で,切削中は定位置に保持できるような構造であり,定位置に保持され
ないときは,電動機が作動してはならない。
e) 削りくずが電動機周辺に容易に入らない構造でなければならない。
f)
カッタ及びカッタホルダは,電動機の回転によって円滑に回転しなければならない。
g) 切削中に,削り機が容易に移動しない構造でなければならない。
h) 切削中著しい振動及び騒音がなく,円滑に動作しなければならない。
i)
鉛筆挿入孔の径は,直径8.0mmの太さの鉛筆が入らなければならない。
j)
絶縁距離は,電気用品取締法の規定第1項(1)(附属書1の5.参照)又は第2項(1)(附属書2の5.参照)
に適合しなければならない。
k) 切削完了装置又は完了表示装置が取り付けられていなければならない。
l)
温度ヒューズ又は温度過昇防止装置が取り付けられていなければならない。
m) コードは,JIS C 3306に規定する平形ビニルコード又はこれと同等以上のものを使用する。ただし,
電気用品取締法の規定第2項(1)を採用した場合は,シースなしコードは認められない。また,その公
称断面積が0.75mm2以上で,削り機の最大負荷電流より大きい許容電流のものとする。
n) 削り機とコードの接続部には,コードの張力が直接に加わらない構造で,コードの口出部分は,コー
ドがいたまないように保護する。
o) コードに接続する差込接続器は,JIS C 8303に適合するものでなければならない。
p) 電動機の始動に用いるスイッチは,動作が確実でなければならない。
6.2
手動鉛筆削り器の構造 手動鉛筆削り器の構造は,次による。
a) 主要部分は,金属その他適切な材料で作られ,耐久性がなければならない。
b) 加工が良好で,各部のはめ合わせ及び取付けが適切で,かつ,確実でなければならない。
c) 切削中に削りくずが,周辺に散逸しない構造でなければならない
4
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) くずケースは,取外しが容易で,切削中は定位置に保持できるような構造でなければならない。
e) カッタ及びカッタホルダは,ハンドルを回すことによって円滑に回転しなければならない。
f)
ハンドルは,その端部につまみを備えていなければならない。
g) 送り装置は,鉛筆の送り作動が確実で,切削に支障のある鉛筆の空転がなく,鉛筆の着脱が容易でな
ければならない。
h) 鉛筆挿入孔の径は,直径8.3mmの太さの鉛筆が入らなければならない。
7. 試験方法
7.1
一般事項
7.1.1
試験条件 試験条件は,特に規定がない限り,JIS Z 8703に規定する常温及び常湿とする。
7.1.2
数値の丸め方 試験結果は,規定の数値より1けた下の位まで求めて,JIS Z 8401によって丸める。
7.1.3
試験品 試験に用いる試験品は,製品とする。
7.1.4
試験用鉛筆 試験に用いる鉛筆は,軸板が軟質材で,直径約8mmの六角形に製軸され,塗装を施
した硬度記号HBの鉛筆(2)を用いる。
注(2) 硬度記号HBの鉛筆は,JIS S 6006に規定する品質項目の鉛筆の偏しん,しんの直径及び濃度を
満足しなければならない。
7.2
電気鉛筆削り機
7.2.1
始動 始動の試験は,試験品に定格周波数に等しい周波数の定格電圧の90 %に等しい電圧を加え,
鉛筆を挿入して電動機が回転子の位置に関係なく始動するかどうかを調べる。
7.2.2 切削時間 切削時間の試験は,試験品に定格周波数に等しい周波数の定格電圧に等しい電圧を加え,
未切削の鉛筆を挿入して切削開始から切削完了までの時間を,ストップウォッチなどの適切な計測機器を
用いて測定する。
なお,切削の際の鉛筆挿入力は,7.0±0.7Nとする。
7.2.3
切削角度 切削角度の試験は,試験品によって切削された鉛筆の角度(図2参照)を,分度器によ
って測定する。
図2 切削角度
7.2.4
先端の太さ 先端の太さの試験は,試験品によって切削された鉛筆のしんの先端の太さを目盛付き
ルーペなどで測定する。
なお,調節装置付きの試験品の場合は,調節装置の位置を最も細く削れる位置において,鉛筆を切削す
る。
7.2.5
機械的強度
a) 落球強度 落球強度の試験は,電気用品取締法の規定第1項(1)を採用した場合は,1)のポリアミド球
落下強度を,第2項(1)を採用した場合は,2)の鋼球落下を適用しなければならない。
1) ポリアミド球落下強度 ポリアミド球落下強度の試験は,ロックウェル硬度のHRR100(3)の硬さに
表面をポリアミド加工した半径が10mmの球面がある質量250gのおもりを,20cmの高さから試験
5
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
品の外郭に垂直に1回落としたとき,感電,火災などの危険を生じるおそれがある破損の有無を調
べる。
注(3) 電気用品取締法では,ロックウェル硬度をR100と表現しているので,当分の間R100と表現し
てもよい。
2) 鋼球落下 鋼球落下の試験は,試験品を通常の位置に支持し,直径が約50mmで,質量が500±25g
の固くて表面が滑らかな鋼球を,垂直距離130cmの高さから試験品の上に自然落下させる(垂直面
には,この試験は行わない。)。さらに,水平方向の衝撃を加えるために,上記鋼球をコードでつる
して,それを垂直距離130cmの高さから振り子状に落下させる(水平面には,この試験は行わない。)。
振り子状の試験を行うのが不都合の場合には,試験品はその通常の位置から90°傾けて固定し,垂
直面又は傾斜面に水平衝撃を加えて,振り子式試験の代わりに垂直衝撃試験を行うことができる。
b) 落下強度 落下強度の試験は,試験品をコンクリート床上に置いた厚さが30mmの表面が平らなラワ
ン板の中央部に,試験品の底面がラワン板の面と平行になるように試験品をひもでつり下げたものを,
70 cmの高さから落としたときの充電部の露出,短絡の有無及び500V絶縁抵抗計によって充電部と試
験品の表面との間の絶縁抵抗を調べる。
7.2.6
温度上昇
a) 温度上昇 温度上昇の試験は,電気用品取締法の規定第1項(1)を採用した場合は,1)の平常温度上昇
を,第2項(1)を採用した場合は,2)の通常負荷運転による温度上昇を適用しなければならない。
1) 平常温度上昇 平常温度上昇の試験は,試験品を厚さが10mm以上の表面が平らな木台の上に置き,
試験品に定格周波数に等しい周波数の定格電圧に等しい電圧を加えて,未切削の5本の鉛筆を1.1)
及び1.2)の切削・休止の動作サイクルを行った直後,熱電温度計法(巻線の温度の測定に当たって
は抵抗法)によって各部の温度を測定する。
なお,切削の際の鉛筆挿入力は,7.0±0.7Nとする。
1.1) 鉛筆を4秒間切削後,6秒間休止し,2秒間切削する。6秒間休止し,2秒間切削を更に6回繰り
返した後,60秒間休止する。
なお,6秒間休止期間中に削りあがったしんは,先端のしんの根本から切除する。
1.2) 残り4本の鉛筆について,1.1)の操作を連続して繰り返す。ただし,5本目は最後の60秒間休止
は行わない。
参考 鉛筆の切削手順
[4秒間切削+(6秒間休止+2秒間切削)×7回+60秒間休止]×5本
ただし,5本目は最後の60秒間休止は行わない。
2) 通常負荷運転による温度上昇 通常負荷運転による温度上昇の試験は,試験品に試験に際して最も
不利となる電源電圧(定格電圧は,許容差+6%と−10%)を加え,通常負荷運転によって試験を行
う。試験直後,巻線の温度を熱電温度計法又は抵抗法によって測定,巻線以外は熱電温度計法によ
って温度を測定する。通常負荷運転は,1)平常温度上昇の運転サイクルと同一方法とする。
b) 異常温度上昇 異常温度上昇の試験は,電気用品取締法の規定第1項(1)を採用した場合は,1)の異常
温度上昇を,第2項(1)を採用した場合は,2)の回転子拘束過負荷試験を適用しなければならない。
1) 異常温度上昇 異常温度上昇の試験は,試験品を厚さが10mm以上の表面が平らな木台の上に置き,
切削部を拘束して,試験品に定格周波数に等しい周波数の定格電圧に等しい電圧を連続して加え,
温度ヒューズ又は温度過昇防止装置として使用する自動スイッチが動作したときに熱電温度計法に
よって木台の表面の温度を測定し,かつ,500V絶縁抵抗計によって充電部と試験品の表面との絶縁
6
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
抵抗を測定する。
2) 回転子拘束過負荷試験 回転子拘束過負荷試験は,試験品の回転子を拘束した状態で定格電圧の許
容値の上限を加え,次の試験時間によって,運転する。巻線の温度は,熱電温度計法又は抵抗法に
よって測定し,絶縁階級別に規定した許容値以下でなければならない。熱電温度計法を用いる場合
には,電動機巻線表面に熱電温度計を取り付ける。規定時間試験を行った時点で温度を測定するが,
それ以外では温度が一定になったとき又はヒューズ,温度過昇防止装置,電動機保護装置その他こ
れに類するものが作動した時点で温度を測定する。
なお,試験中,電動機の絶縁物の異常劣化及び試験後,耐電圧試験の確認を行う。
試験時間は,次による。
− 固有インピーダンス又は外部インピーダンスによって保護した電動機は,回転子を拘束して
15日間運転する。ただし,開放形及び密閉形を問わず,電動機巻線の一定となった温度が,
使用している絶縁方式に関して規定した値以下である場合には,試験を中止できる。
− 自己復帰型保護装置をもつ電動機は,回転子を拘束して18日間運転する。
− 手動復帰式保護装置をもつ電動機は,回転子を拘束して,60回の繰返し運転を行う。この場
合,保護装置をできるだけ閉位置状態にしておくために,保護装置が作動した後,できるだ
け短時間で(ただし,30秒以上とする。)保護装置を復帰させて,次の運転を行う。
− 復帰させることのできない保護装置付きの電動機が作動するまで運転する。
固有インピーダンス又は外部インピーダンスによって保護した電動機又は自己復帰型保護装置を
もつ電動機の場合には最初の3日間,手動復帰型保護装置をもつ電動機の場合は最初の10回の運転
中,また,復帰させることのできない保護装置をもつ電動機の場合には,保護装置が作動するまで,
一定間隔で温度を監視する。
7.2.7
絶縁耐力 絶縁耐力の試験は,電気用品取締法の規定第1項(1)を採用した場合は,a)の絶縁耐力を,
第2項(1)を採用した場合は,b)の耐電圧を適用しなければならない。
a) 絶縁耐力 絶縁耐力の試験は,7.2.6 a)1)の平常温度上昇試験の直後,500Vの絶縁抵抗計で充電部と接
地するおそれのある非充電金属部(試験品の外郭が金属以外のものは,金属はくを試験品の外郭表面
にすきまを生じないように密着して巻き付けて,金属部とする。)及び充電部と切削の際の鉛筆のしん
先と直接接触する非充電金属部との絶縁抵抗が1MΩ以上あることを確かめた後,周波数50Hz又は60
Hzの正弦波に近い1 000Vの電圧を1分間加え,これに耐えるかどうかを調べる。ただし,多数個の
場合は,1 200Vの電圧を1秒間加えることによって,これに代えることができる。
b) 耐電圧 耐電圧の試験は,絶縁部に周波数が50Hz又は60Hzの正弦波形の電圧又は表3の交流試験電
圧のピーク値に等しい値の直流電圧とする。試験電圧は,絶縁種別(機能絶縁,基礎絶縁,付加絶縁
又は強化絶縁)及び表3の動作電圧 (U) に基づいた値を絶縁部両端に加える。絶縁部に加える試験電
圧は,ゼロから徐々に規定の値まで上げていき,規定の値に60秒間耐えるかどうかを調べる。生産品
についての検査では,耐電圧試験を行う時間を1秒間とすることができる。
7
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 耐電圧試験の試験電圧
試験電圧 V実効値
適用箇所(該当欄)
一次対器体
一次対二次
一部回路部相互間
動作電圧
U≦184V
ピーク又は直流
184V<U≦354V
ピーク又は直流
絶
縁
種
別
機能絶縁
1 000
1 500
基礎絶縁
付加絶縁
1 000
1 500
強化絶縁
2 000
3 000
7.2.8
消費電力 消費電力の試験は,平常温度上昇試験の直後,試験品に未切削の鉛筆を挿入して切削し
た場合の消費電力を測定する。
なお,切削の際の鉛筆挿入力は,7.0±0.7Nとする。
7.2.9
入力電流 入力電流の試験は,通常負荷運転による温度上昇試験後,試験品に未切削の鉛筆を挿入
して切削した場合の電流を測定する。
なお,切削の際の鉛筆挿入力は,7.0±0.7Nとする。
7.2.10 電圧変動 電圧変動の試験は,試験品に定格周波数に等しい周波数の定格電圧の90%に等しい電圧
及び定格電圧の110%に等しい電圧を加え,鉛筆を電動機が停止しない範囲の力で挿入し,鉛筆が円滑に
削れるかどうかを調べる。
7.2.11 耐久性 耐久性の試験は,次による。
a) 試験品に定格周波数に等しい周波数の定格電圧に等しい電圧を加え,鉛筆を挿入して切削を行い,削
りあがったしんは,先端のしんの根もとから切除する。
b) a)の操作を温度ヒューズ又は温度過昇防止装置として使用する自動スイッチが動作しないように,冷
却又は運転休止を行いつつ繰り返し5 000回行う。さらに,20回切削を行い,その間しん折れが生じ
るかどうか,その他の異常がないかを調べる。
なお,切削の際の鉛筆挿入力は,7.0±0.7Nとする。
7.3
手動鉛筆削り器
7.3.1
切削回転数 切削回転数の試験は,試験品に未切削の鉛筆を挿入して切削開始から切削完了までの
ハンドルの回転数を数える。この場合,送りを最大にして切削する。
7.3.2
切削角度 切削角度の試験は,試験品によって切削された鉛筆の角度(図2参照)を分度器によっ
て測定する。
7.3.3
先端の太さ 先端の太さの試験は,試験品によって切削された鉛筆のしんの先端の太さを目盛付き
ルーペなどで測定する。
なお,調節装置付きの試験品の場合は,調節装置の位置を最も細く削れる位置において,鉛筆を切削す
る。
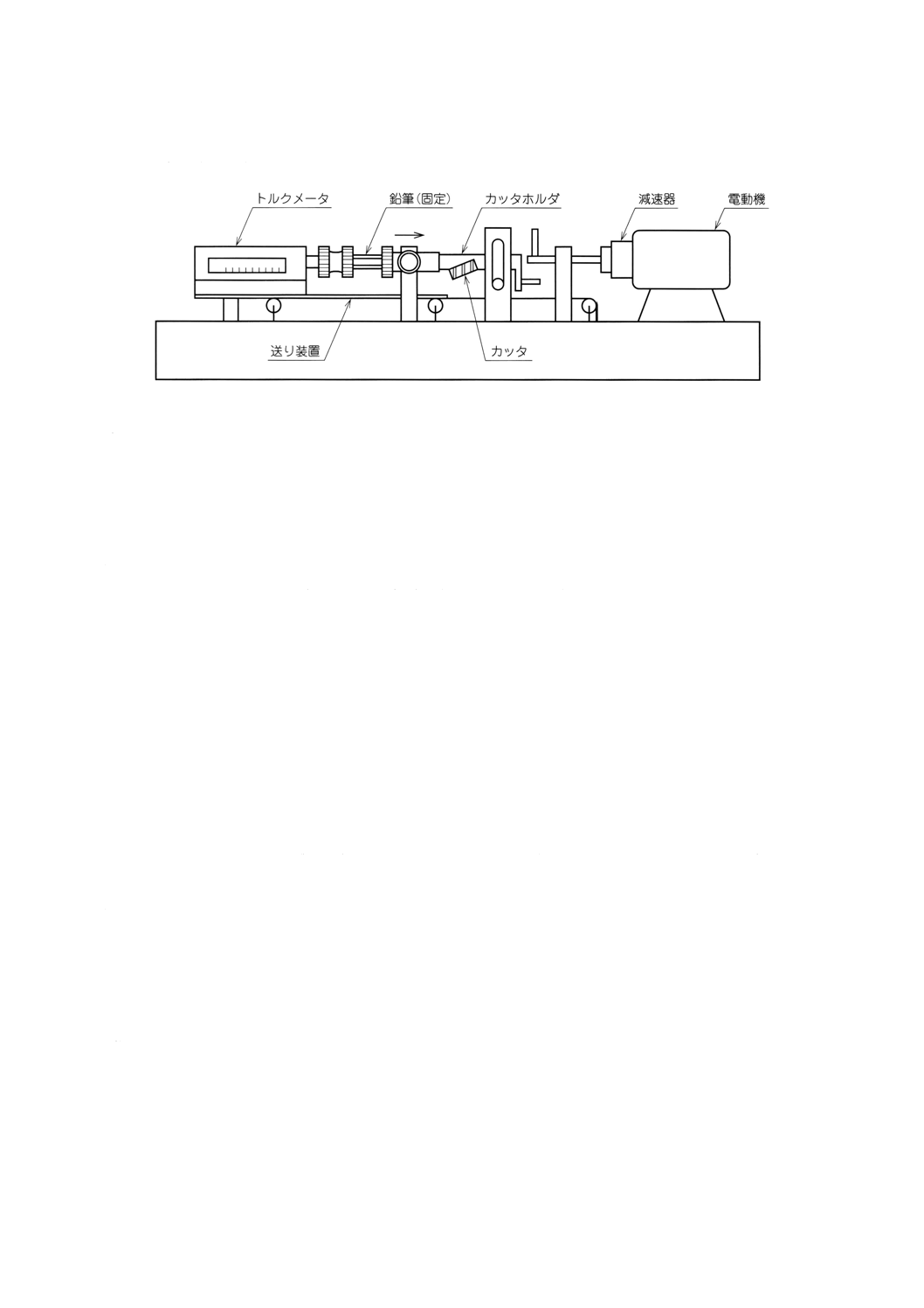
7.3.4
切削性 切削性の試験は,未切削の鉛筆を試験品で切削し,鉛筆の先端のしんを根もとから切除し
て切削試験機に固定する(図3参照)。さらに,試験品からカッタ及びカッタホルダを取り出して切削試験
機に装てんして,a)〜c)の試験条件で切削を開始し,切削中のトルクメータの最大値を測定する。この操
作を3回繰り返して,平均値を求める。
a) 電動機の定格出力は,75Wとする。
8
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) カッタホルダの回転速度は,100rpmとする。
c) 切削時の送りの強さは,2.0±0.5Nとする。
図3 切削試験機(例)
7.3.5
送りの強さ 送りの強さ試験は,試験品を適切な方法で固定し,プッシュプルゲージ,ばねばかり
などの計測器(4)を用いて試験品の送り装置部の鉛筆挿入孔にフックを掛け,送り装置の初動時(最小値),
ロック時(最大値)を測定し,平均値を算出する。
注(4) 計測器は,最小単位0.1N以下のものとする。
7.3.6
耐久性 耐久性の試験は,次による。
a) 試験品に鉛筆を挿入して,ハンドルの回転速度約100rpmの速さで切削を行い,切削された鉛筆は先
端のしんの根もとから切除する。この操作を繰り返し5 000回行う。
b) 次にa)と同様な方法で,さらに20回切削を行い,その間しん折れが生じるかどうか及びその他の異
常がないかを調べる。
7.3.7
落下強度 落下強度の試験は,コンクリート床上に置いた,厚さが30mmの表面が平らなラワン板
の中央部に,削り器の底面がラワン板の面に並行になるように削り器をひもでつり下げ,70cmの高さから
1回落下させ,破損,変形など,各部に使用上支障となる異常の有無を調べる。
8. 検査方法 削り機・器は,6.及び7.について検査を行う。この場合,検査は,全数検査又は合理的な
抜取検査方式によって行う。
9. 表示 削り機・器には,製品ごとに外郭の表面,その他見やすいところに容易に消えない方法で,次
の事項を表示しなければならない。
a) 電気鉛筆削り機
1) 定格電圧
2) 定格消費電力又は定格電流
備考 電気用品取締法の規定第1項を採用した場合には,定格消費電力を表示,第2項を採用した場
合には定格電流を表示する。
3) 定格周波数
4) 製造業者名又はその略号
5) 製造年月又はその略号
6) 削り機に鉛筆を挿入したまま放置しない旨の注意事項
7) 鉛筆以外のものを削らない旨の注意事項
9
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8) 運転中にくずケースを外し,手などを入れない旨の注意事項
b) 手動鉛筆削り器
1) 製造業者名又はその略号
2) 製造年月又はその略号
10. 使用上の注意事項 使用上,特に注意する事項がある場合には,削り機・器,下げ札,取扱説明書な
どに明記しなければならない。
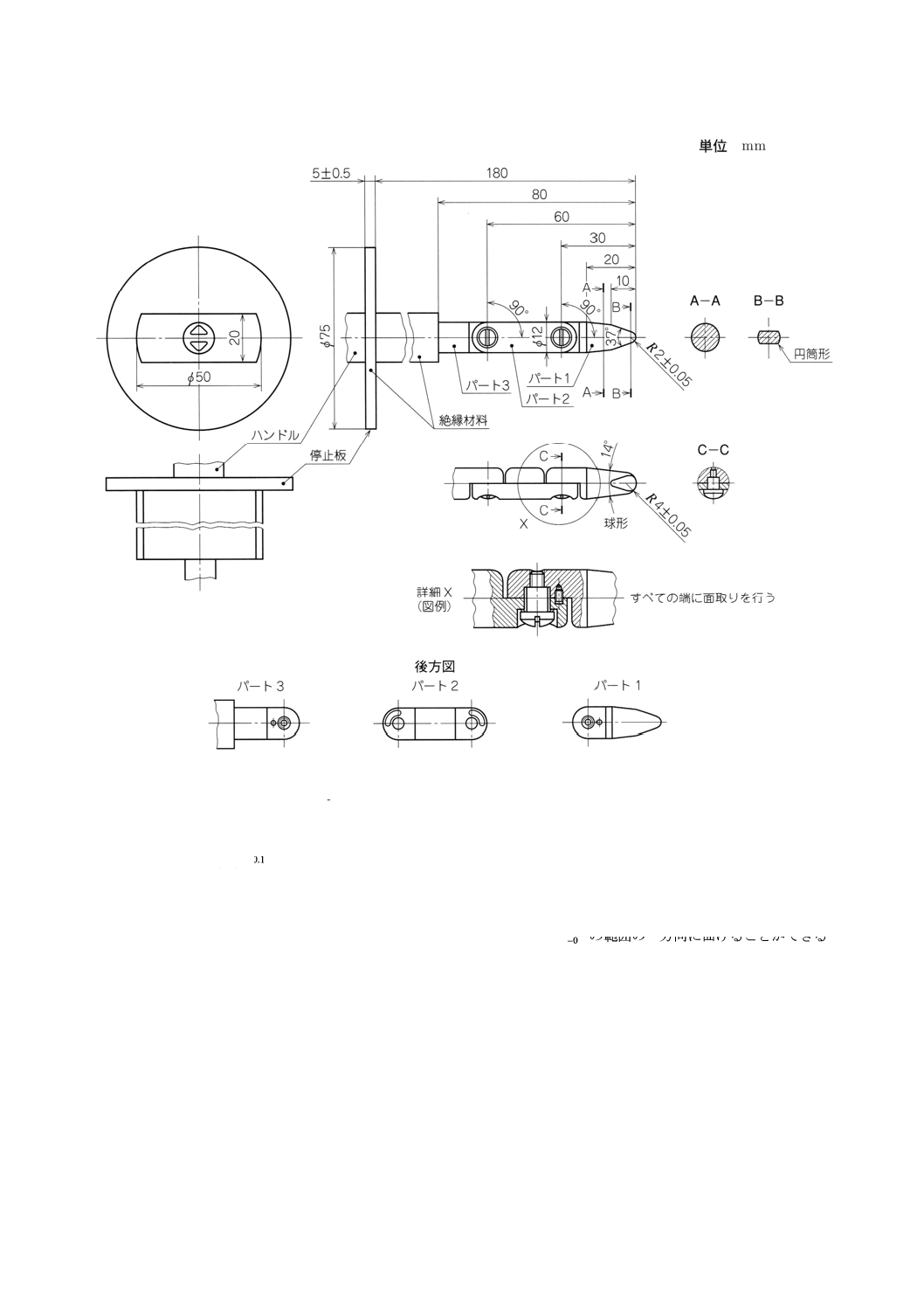
付図1 電気鉛筆削り機
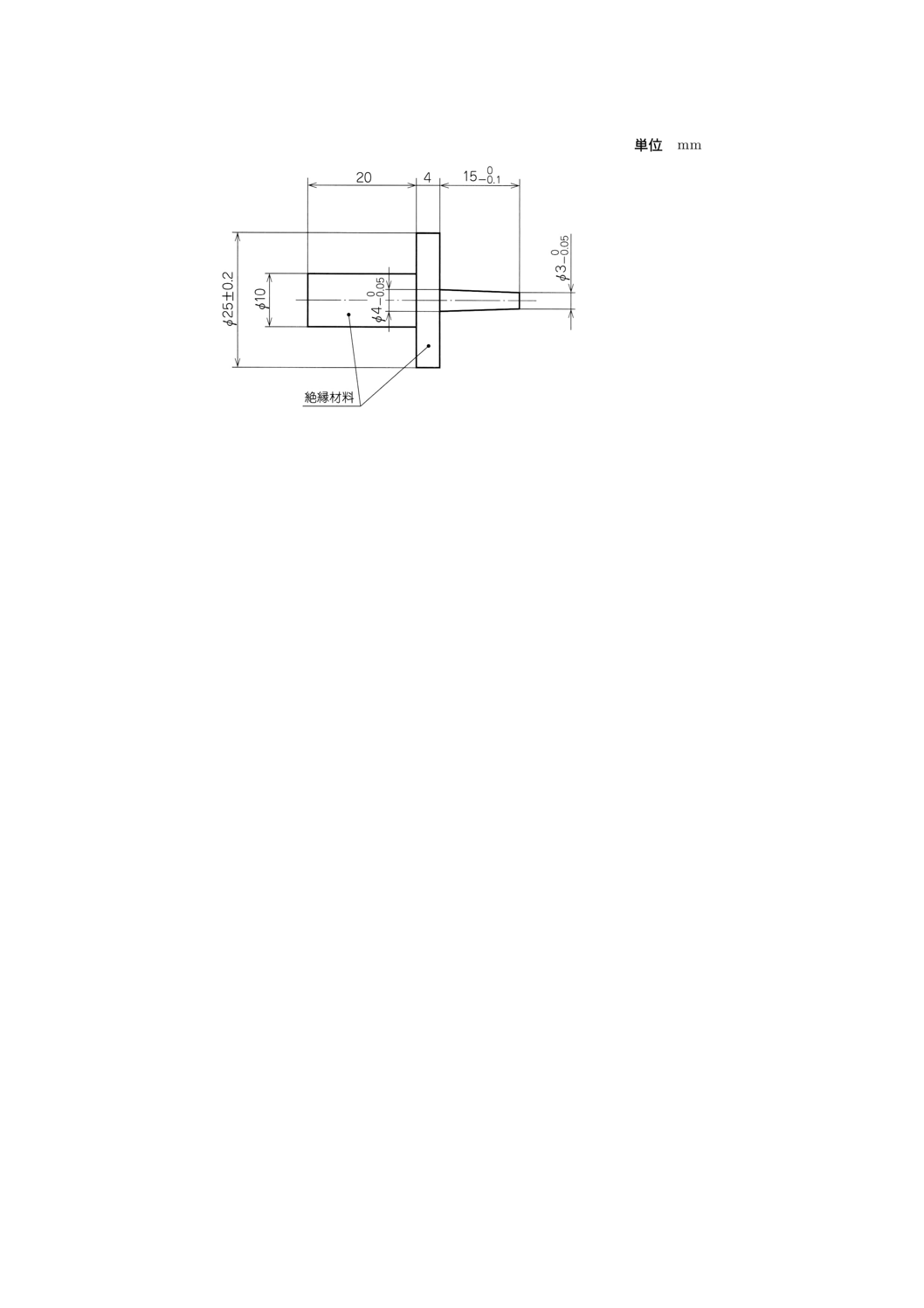
付図2 手動鉛筆削り器
10
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) 電気鉛筆削り機
(電気用品取締法の規定第1項)
序文 この附属書1は,電気鉛筆削り機の本体5.1の性能で規定されている電気用品取締法の規定第1項
について記載するものであり,規定の一部ではない。この記載内容は,平成3年10月改正の電気用品取締
法技術基準別表八に規定されているものを要約したものである。したがって,電気用品取締法が今後改正
されるときは,それに伴って変更されることとなるので,その場合には,新しい電気用品取締法の技術基
準を参照しなければならない。
1. 適用範囲 この附属書1は,電気鉛筆削り機の5.1の性能で規定されている電気用品取締法の規定第1
項について適用する。
2. 性能
2.1
機械的強度
2.1.1
落球強度(ポリアミド球落下強度) 落球強度は,本体の7.2.5 a)の方法によって試験を行ったと
き,感電,火災などの危険を生じるおそれ(1)のあるひび,割れの破損が生じてはならない。
注(1) 試験後,試験指(附属書1図1参照)に10Nの力を加えて破損部に生じた開口から押し込んだと
き,充電部に接触しないものは,“危険を生じるおそれ”がないものとみなす。
2.1.2
落下強度 落下強度は,本体の7.2.5 b)の方法によって試験を行ったとき,充電部の露出及び短絡
を生ぜず,かつ,絶縁抵抗は0.1MΩ以上でなければならない。
2.2
温度上昇
2.2.1
平常温度上昇 平常温度上昇は,本体の7.2.6 a)の方法によって試験を行ったとき,各部の温度は
附属書1表1の値以下とする。
11
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表1 各部の温度
単位 ℃
測定箇所
温度
巻線
A種絶縁のもの
100
E種絶縁のもの
115
B種絶縁のもの
125 (120)
F種絶縁のもの
150 (140)
H種絶縁のもの 170 (165)
持ち運び用とっ手(使用中に人が操作するもの
を除く)
金属製のもの
65
その他のもの
80
使用中に人が操作するとっ手
金属製のもの
55
その他のもの
70
外郭 人が触れて使用するもの
金属製のもの
55
その他のもの
70
人が容易に触れるおそれのあるもの
金属製のもの
85
その他のもの
100
人が容易に触れるおそれのないもの
100
試験品を置く木台の表面
85
備考1. かっこ内の数値は,回転機の巻線に適用する。
2. この表の温度は,基準周囲温度が30℃のときの値である。
3. 温度の測定は,巻線にあっては抵抗法,その他の測定箇所にあっては
熱電温度計法とする。
2.2.2
異常温度上昇 異常温度上昇は,本体の7.2.6 b)の方法によって試験を行ったとき,木台の表面の
温度は150 ℃以下で,かつ,絶縁抵抗は0.1MΩ以上でなければならない。
備考 この温度は,基準周囲温度が30℃のときの値である。
3. 絶縁耐力 絶縁耐力は,本体の7.2.7の方法によって試験を行ったとき,これに耐えなければならない。
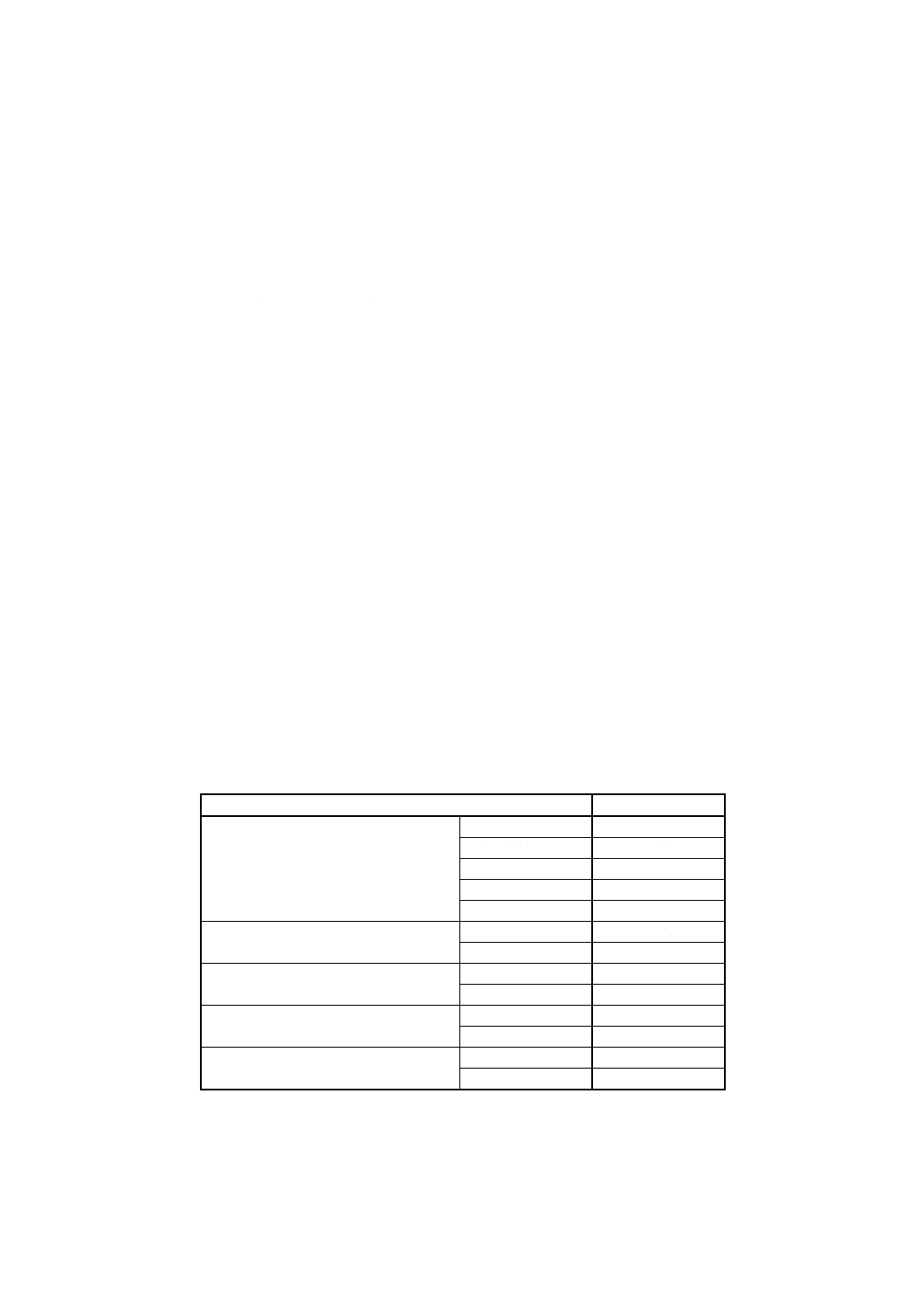
4. 消費電力 消費電力は,本体の7.2.8の方法によって試験を行ったとき,表示された定格消費電力に対
し附属書1表2に示す許容差以内とする。
附属書1表2 消費電力の許容差
定格消費電力 (W)
許容差 (%)
10を超え30以下
±25
30を超え100以下
±20
100を超え1 000以下
±15
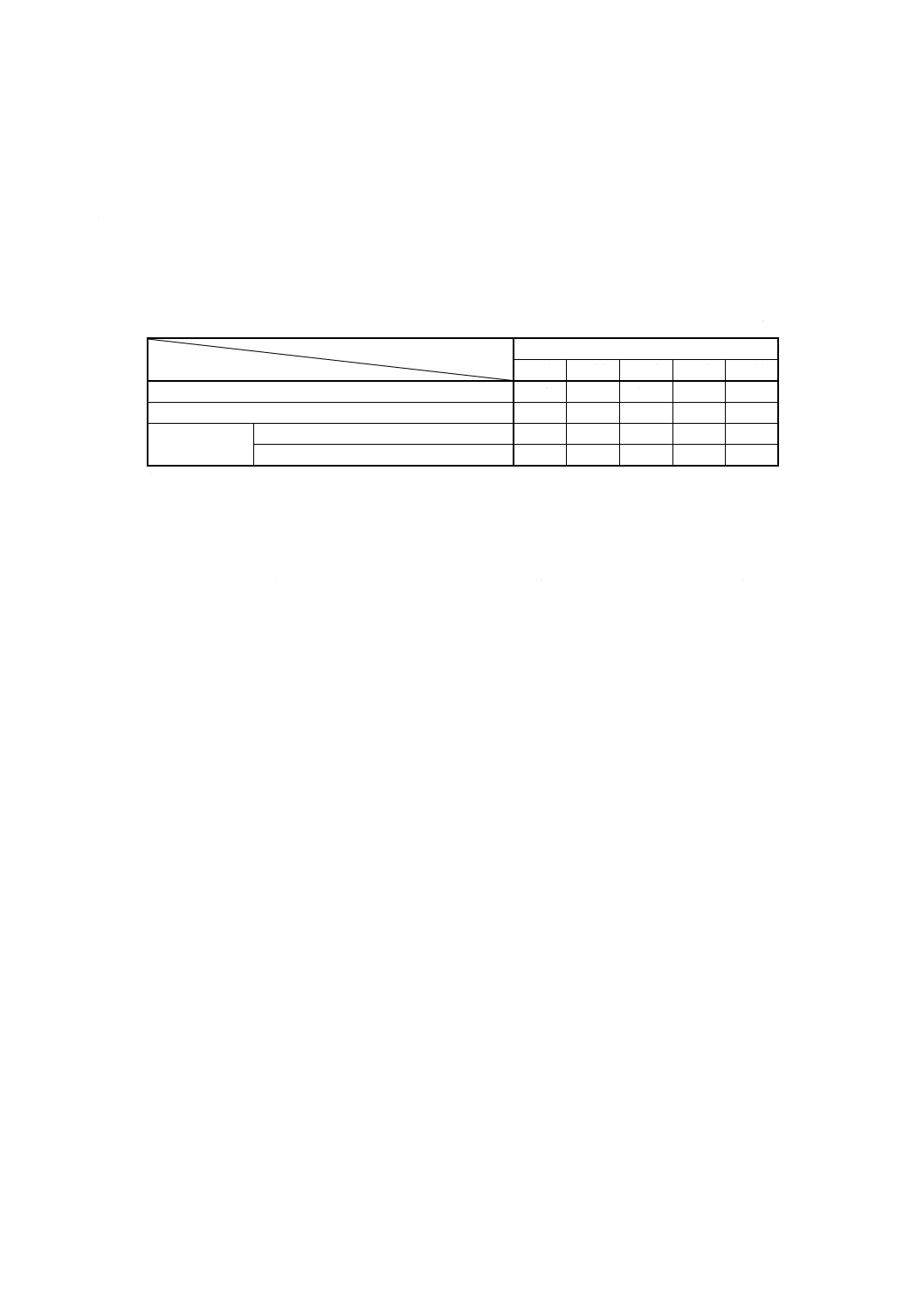
5. 絶縁距離 絶縁距離は,附属書1表3に適合しなければならない。
12
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表3 絶縁距離
線間電圧又は対
地電圧V
空間距離(沿面距離を含む)mm
電源電線の取付け部
製造者が接
続する端子
部間
製造者が接
続する端子
部とアース
するおそれ
のある非充
電金属部又
は人が触れ
るおそれの
ある非金属
部の表面と
の間
極性が異なる充電部間
充電部とアースするおそれ
のある非充電金属部又は人
が触れるおそれのある非金
属部の表面との間
固定している
部分であって
じんあいが侵
入しにくく,
かつ,金属粉
が付着しにく
い箇所
その他の箇所 固定している
部分であって
じんあいが侵
入しにくく,
かっ,金属粉
が付着しにく
い箇所
その他の箇所
50以下のもの
−
−
1.2
1.5
1.2
1.2
50を超え150以
下のもの
3
2.5
1.5
2.5
1.5
2
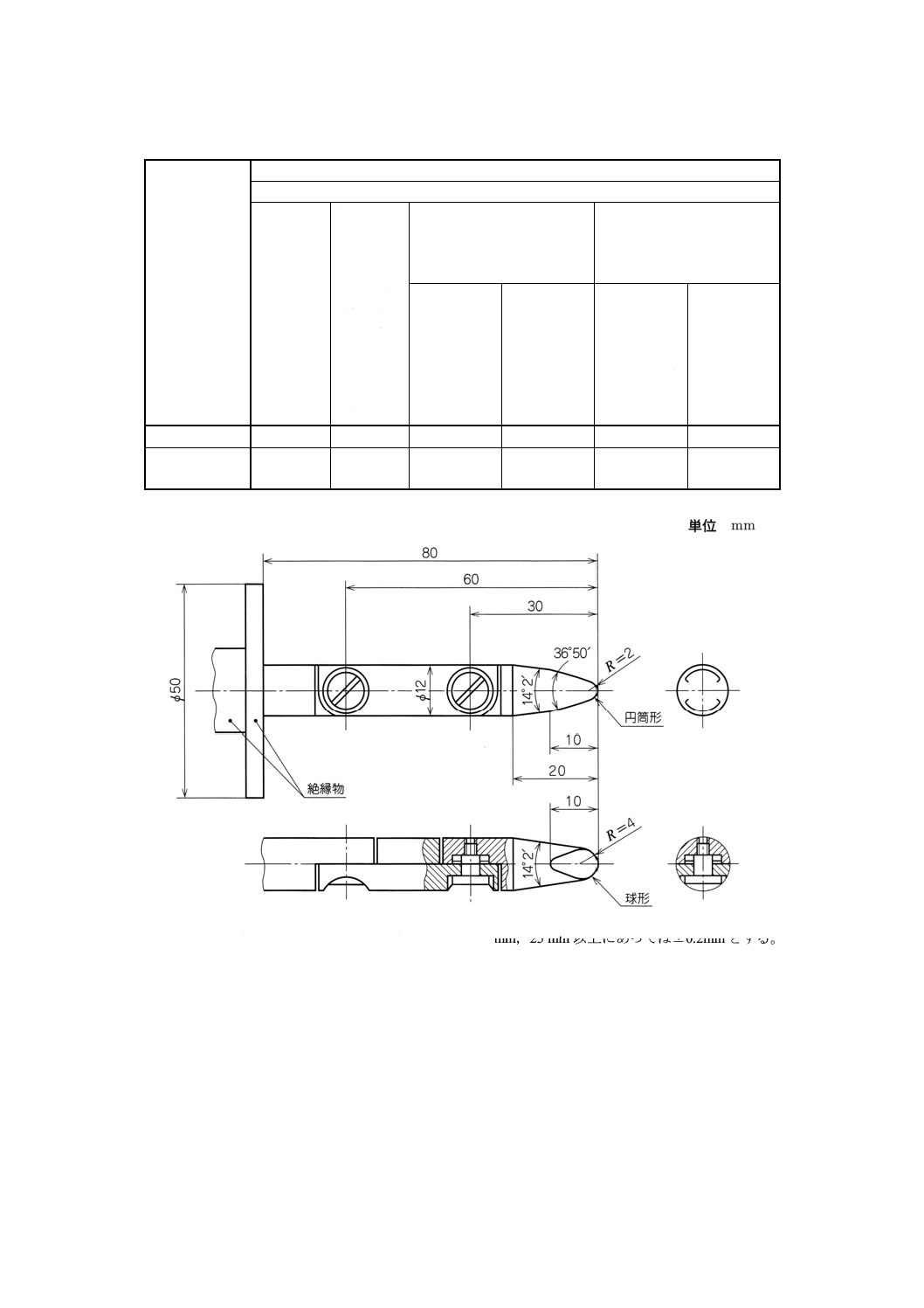
備考1. 角度の許容差は±5′とする。
2. 寸法の許容差は,寸法が25mm未満にあっては005
.0
+−mm,25 mm以上にあっては±0.2mmとする。
附属書1図1 試験指
13
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) 電気鉛筆削り機
(電気用品取締法の規定第2項)
序文 この附属書2は,電気鉛筆削り機の本体5.1の性能で規定されている電気用品取締法の規定第2項
について記載するものであり,規定の一部ではない。この記載内容は,平成10年7月制定の電気用品の技
術上の基準を定める省令取扱細則(省令第2項)JET版基準番号:J60950に規定されているものを要約し
たものである。したがって,省令第2項が今後改正されたときは,それに伴い新しい基準を参照しなけれ
ばならない。
1. 適用範囲 この附属書2は,電気鉛筆削り機の5.1の性能で規定されている電気用品取締法の規定第2
項について適用する。
2. 性能
2.1
機械的強度
2.1.1
落球強度(鋼球落下) 落球強度は,7.2.5 a)の方法によって試験を行ったとき,試験品は導電部に
テストフィンガー(附属書2図1参照)及びテストピン(附属書2図2参照)が接触してはならない。か
つ,安全性を確保する上で重要な役割を果たす装置(温度過昇防止装置など)の作動に支障をきたすよう
な異常があってはならない
なお,疑義が生じた場合には,耐電圧試験を行う。
2.2
温度上昇
2.2.1
平常温度上昇 平常温度上昇は,7.2.6 a)の方法によって試験を行ったとき,各部の温度は附属書2
表1の値以下とする。
附属書2表1 各部の温度
単位 K
測定箇所
最大温度上昇値
絶縁(巻線を含む)
A種の材料
75
E種の材料
90
B種の材料
95
F種の材料
115
H種の材料
140
内部配線及び電源コードを含む外部配線
の合成ゴム絶縁又はPVC絶縁
Tマークのないもの
50
Tマーク付のもの
T−25
短時間だけ保持又は接触するハンドル,
ノブ,グリップなど
金属
35
プラスチック・ゴム
60
通常使用時に連続して保持するハンド
ル、ノブ、グリップなど
金属
30
プラスチック・ゴム
50
接触することのできる機器の外部面
金属
45
プラスチック・ゴム
70
備考1. 温度の測定は,巻線にあっては抵抗法又は熱電温度計法その他の測定箇所
にあっては熱電温度計法とする。
2. 巻線の温度上昇を熱電温度計法で測定する場合,表の値より10 Kを減算し
た値を適用する。
14
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.2.2
異常温度上昇 異常温度上昇は,本体の7.2.6 b)の方法によって試験を行ったとき,巻線の温度は
附属書2表2の絶縁階級別に規定した許容値以下で,試験中に電動機枠に絶縁故障が生じたり,電動機に
絶縁物の異常劣化を含む恒久損傷(1)が生じたりすることなしに,保護装置が確実に作動しなければならな
い。
なお,電動機は耐電圧試験に耐えなければならない。この場合,絶縁物を室温に戻した後に試験を行い,
試験電圧は規定した値の0.6倍とし,それ以外の耐電圧試験は行わない。
附属書2表2 モータ巻線の許容温度の限度値
単位 ℃
温度限度値
A種
E種
B種
F種
H種
固有インピーダンス又は外部インピーダンスによる保護
150
165
175
190
210
最初の1時間内に作動する保護装置による保護
200
215
225
240
260
何らかの保護装
置による保護
1時間経過後の最高値
175
190
200
215
235
算術平均値 2時間目の間,及び72時間目
150
165
175
190
210
注(1) 電動機に生じる恒久損傷には,次の事項を含む。
・ ひどい又は広がった発煙又は発炎。
・ コンデンサ,始動継電器といった付属部品の電気的故障又は機械的故障。
・ 絶縁物のはく離,ぜい(脆)性又は劣化。
なお,絶縁物には変色が生じてもよいが,巻線を親指でこすったときに,絶縁物がはげ
落ちたり,材料自体が外れるような炭化又はぜい性があってはならない。
3. 耐電圧 耐電圧は,本体の7.2.7の方法によって試験を行ったとき,これに耐えなければならない。
4. 入力電流 入力電流は,本体の7.2.9の方法によって試験を行ったとき,定格電流の110 %以下でなけ
ればならない。
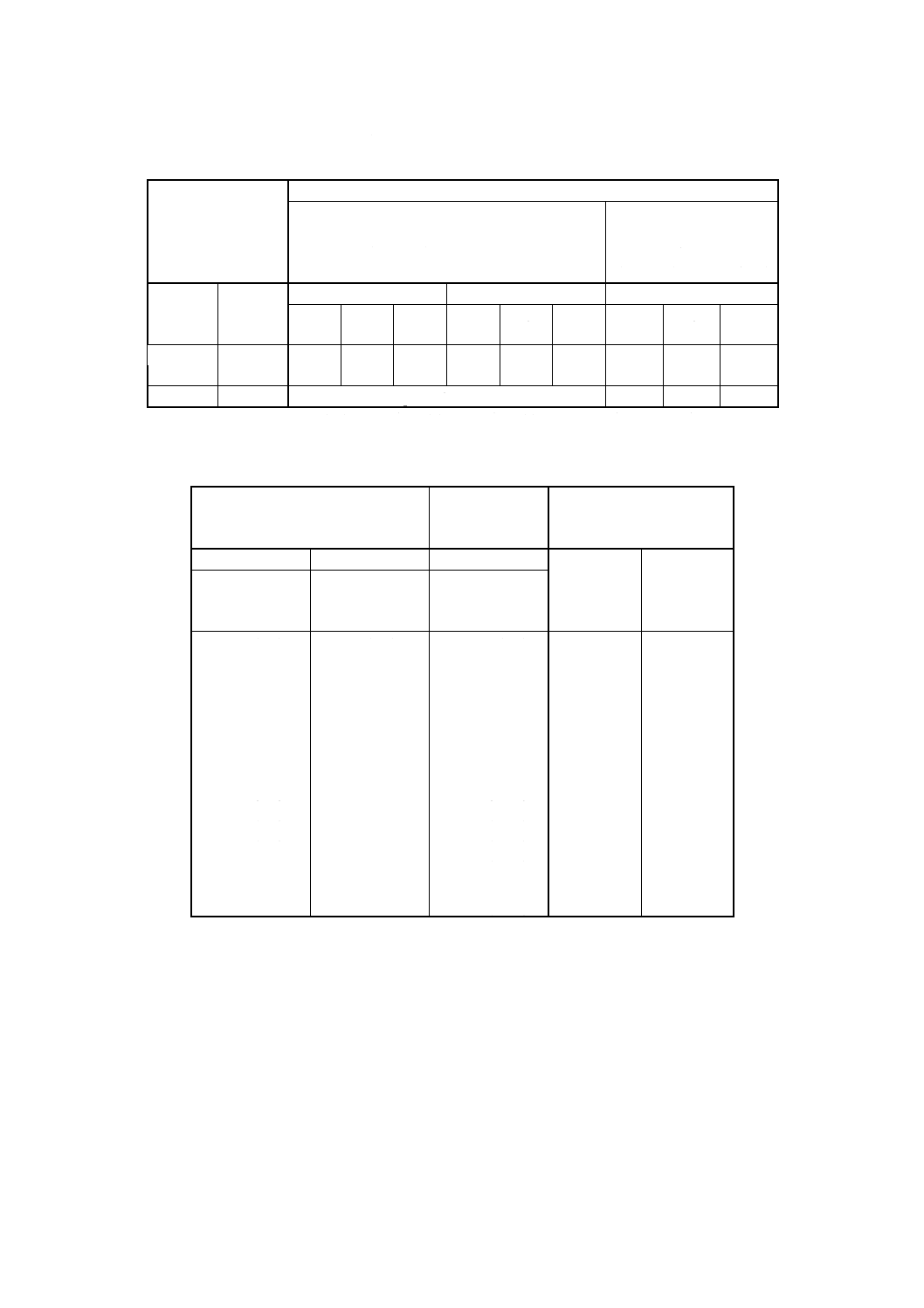
5. 絶縁距離 絶縁距離は,附属書2表3,附属書2表4及び附属書2表5に適合しなければならない。
なお,使用場所による汚損度合いは,次のとおりである。
汚損度1:汚損なし
汚損度2:非導電性の汚損あり。一時的に水分で導電性になることがある。
汚損度3:導電性の汚損あり。又は非導電性の汚損が水分で導電性になることがある。
汚損度4:導電性の汚損あり。又は雨,結露により持続的に導電性をもつ汚損あり。
15
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2表3 一次回路間及び一次回路と二次回路との間の絶縁に対する最小空間距離
単位 mm
絶縁部の最大動作電圧
過電圧値区分IIに該当する回路
公称電源電圧
≦300V
(過渡過電圧2 500V相当)
公称電源電圧
>300V
≦600V
(過渡過電圧4 000V相当)
V
(ピーク値
又は直流)
V
(実行値)
(正弦波)
汚損度1及び2
汚損度3
汚損度1, 2及び3
Op
B/S
R
Op
B/S
R
Op
B/S
R
71
50
1.0
2.0
4.0
1.3
2.0
4.0
2.0
3.2
6.4
210
150
1.4
2.0
4.0
1.5
2.0
4.0
2.0
3.2
6.4
420
300
Op1.5 B/S2.0 R4.0
2.5
3.2
6.4
備考 表の値は,機能絶縁 (Op) , 基礎絶縁 (B) , 付加絶縁 (S) , 及び強化絶縁 (R) に適用する。
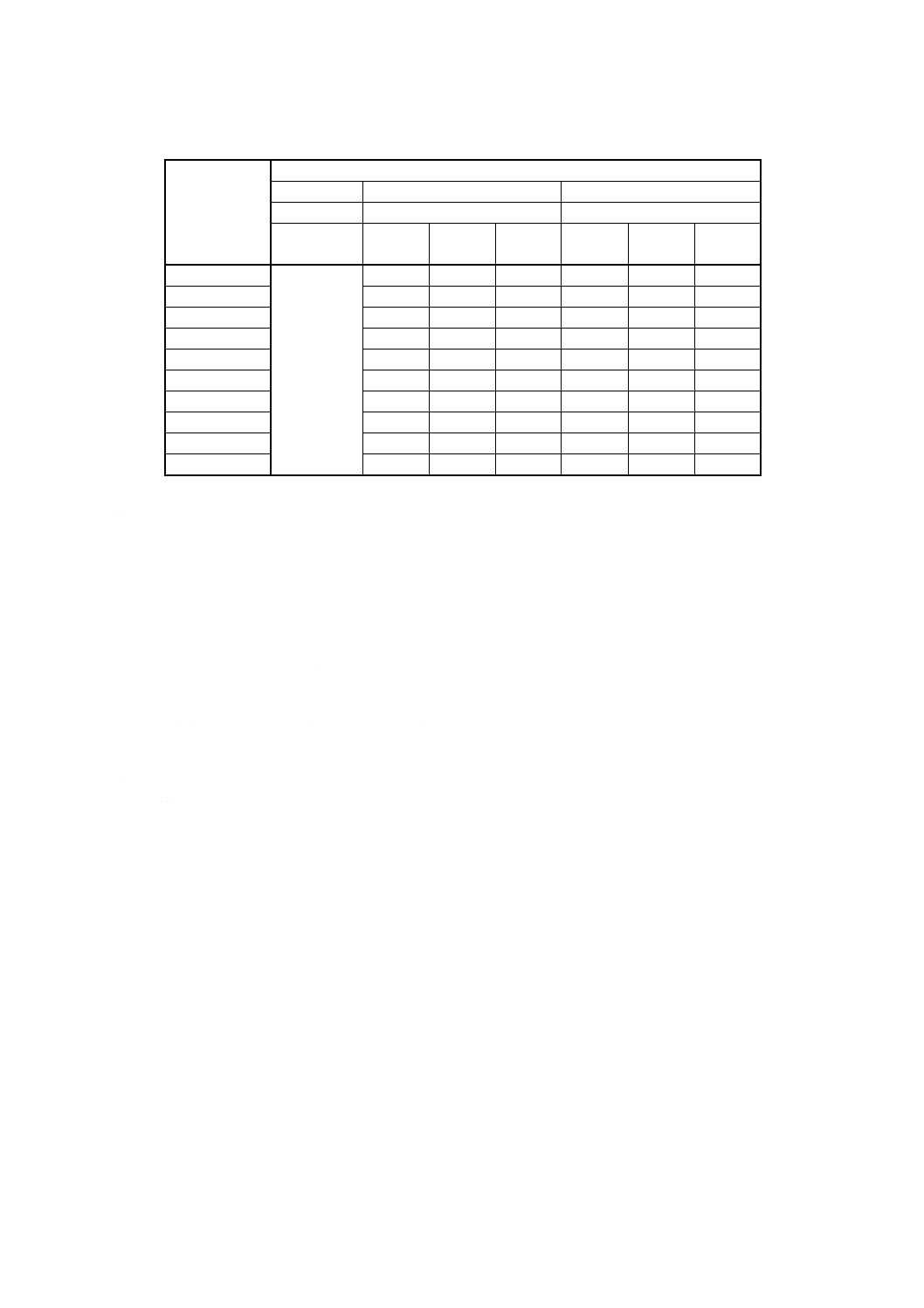
附属書2表4 電源電圧のピーク値を超える繰返しピーク電圧をもつ
一次回路の絶縁部に対する補足空間距離
公称電源電圧
≦150V
公称電源電圧
>150V
≦300V
補足空間距離
mm
汚損度1及び2
汚損度3
汚損度1, 2及び3 機能絶縁,
基礎絶縁又は
付加絶縁
強化絶縁
繰返し最大電圧
(ピーク値)
V
繰返し最大電圧
(ピーク値)
V
繰返し最大電圧
(ピーク値)
V
210 (210)
210 (210)
420
(210)
0
0
298 (288)
294 (293)
493
(497)
0.1
0.2
386 (366)
379 (376)
567
(575)
0.2
0.4
474 (444)
463 (459)
640
(652)
0.3
0.6
562 (522)
547 (541)
713
(729)
0.4
0.8
650 (600)
632 (624)
787
(807)
0.5
1.0
738 (678)
716 (707)
860
(884)
0.6
1.2
826 (756)
800 (790)
933
(961)
0.7
1.4
914 (839)
− −
1 006 (1 039)
0.8
1.6
1 002 (912)
− −
1 080 (1 116)
0.9
1.8
1 090 (990)
− −
1 153 (1 193)
1.0
2.0
−
− −
1 226 (1 271)
1.1
2.2
−
− −
1 300 (1 348)
1.2
2.4
−
− −
−
(1 425)
1.3
2.6
備考 空間距離の使用 附属書2表3及び附属書2表4
附属書2表3から該当する電源電圧及び汚損度合いを選ぶ。電源電圧に等し
い動作電圧の該当行を選び,そこに規定されている空間距離の値を読みとる。
次に附属書2表4に移り,該当する電源電圧及び汚損度合いを選び,絶縁部
の実際の繰返し動作電圧[せん(尖)頭値]を網羅している行を選ぶ。右側の2
列のうちのいずれかにより,更に必要となる加算空間距離の値を読みとる。附
属書2表3で求めた値にこの値を加えたものが,必要空間距離となる。
16
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2表5 最小沿面距離 (mm)
最大動作電圧V
(実効値又は直
流値を含む)
機能絶縁,基礎絶縁及び付加絶縁
汚損度1
汚損度2
汚損度3
材料グループ
材料グループ
材料グループ
I, II
IIIa十IIIb
I
II
IIIa+IIIb
I
II
IIIa+IIIb
50
附属書2表3
の該当する欄
の空間距離
0.6
0.9
1.2
1.5
1.7
1.9
100
0.7
1.0
1.4
1.8
2.0
2.2
125
0.8
1.1
1.5
1.9
2.1
2.4
150
0.8
1.1
1.6
2.0
2.2
2.5
200
1.0
1.4
2.0
2.5
2.8
3.2
250
1.3
1.8
2.5
3.2
3.6
4.0
300
1.6
2.2
3.2
4.0
4.5
5.0
400
2.0
2.8
4.0
5.0
5.6
6.3
600
3.2
4.5
6.3
8.0
9.6
10.0
1 000
5.0
7.1
10.0
12.5
14.0
16.0
附属書2表5に適用できる条件
1) 強化絶縁の場合,沿面距離の値は基礎絶縁の表に示す値の2倍である。
2) 附属書2表5から得た沿面距離が,必要に応じて附属書2表3及び附属書2表4から選択した該当
する空間距離値よりも小さい場合,その空間距離の値が最小沿面距離の値として適用されなければ
ならない。
3) 材料グループI
600≦CTI(比較トラッキングインデックス)
材料グループII
400≦CTI<600
材料グループIIIa
175≦CTI<400
材料グループIIIb
100≦CTI<175
CTl定格は,IEC60112 (JIS C 2134 : 1996) の方法Aに従って得た値を参照している。
4) 材料グループが分かっていない場合,材料グループIIIbを想定しなければならない。
5) ガラス,マイカ,セラミック,又は類似の材料に対しては該当する空間距離と等しい最小沿面距離
を使用してもよい。
6) 最も近い二点間で線形補間を行ってもよい。この場合,距離の算出値は0.1mmごとに切り上げる。
17
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
特に許容差の記入がない場合の寸法許容差:
− 角度14°及び37°に対し
'
15'
15
+−
− 半径の場合 ±0.1mm
− 長さの場合
・ 15mm以下
0
1.0
−
mm
・ 15mmを超え25 mm以下 ±0.1mm
・ 25mmを超える場合 ±0.3mm
テストフィンガーの材料 例えば焼入れ鋼
テストフィンガーの両関節部は同じ方向だけに曲がり,その角度は90°
°
−−100の範囲の一方向に曲げることができる
こと。
附属書2図1 テストフィンガー
18
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図2 テストピン
19
S 6049 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
改正原案作成委員会 構成表
氏名
所属
(委員長)
斉 藤 一 朗
株式会社つくば研究支援センター
成 宮 治
通商産業省生活産業局
村 田 政 光
財団法人日本文化用品安全試験所
橋 本 進
財団法人日本規格協会
伊 藤 文 一
財団法人日本消費者協会
斎 藤 有 常
日本百貨店協会
佐 野 真理子
主婦連合会
飛 田 恵理子
東京都地域婦人団体連盟
村 山 民 樹
三菱鉛筆株式会社
松 隈 元 彦
九州松下電器株式会社
古 藤 秀 樹
カール事務器株式会社
高 橋 義 男
株式会社トンボ鉛筆
若 井 武 司
日本鉛筆工業協同組合
(関係者)
北 村 直 子
通商産業省工業技術院標準部
中 島 彰
九州松下電器株式会社
(事務局)
細 谷 百 美
日本鉛筆工業協同組合