2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
S 5050-1995
革靴
Leather shoes
1. 適用範囲 この規格は,革(1)を甲用材料とした一般歩行用の革靴(以下,革靴という。)について規定
する。
注(1) ここでいう革とは,天然の皮をなめしたものをいう。
備考 この規格の引用規格を,次に示す。
JIS B 7507 ノギス
JIS K 6251 加硫ゴムの引張試験方法
JIS K 6252 加硫ゴムの引裂試験方法
JIS K 6253 加硫ゴムの硬さ試験方法
JIS K 6258 加硫ゴムの浸せき試験方法
JIS K 6547 革の染色摩擦堅ろう度試験方法
JIS K 6548 革の銀面割れ試験方法
JIS K 6549 革の透湿度試験方法
JIS K 6550 革試験方法
JIS K 6551 くつ用革
JIS L 2101 綿縫糸
JIS L 2310 絹縫糸
JIS L 2403 麻縫糸
JIS S 5037 靴のサイズ
JIS Z 8305 活字の基準寸法
JIS Z 8401 数値の丸め方
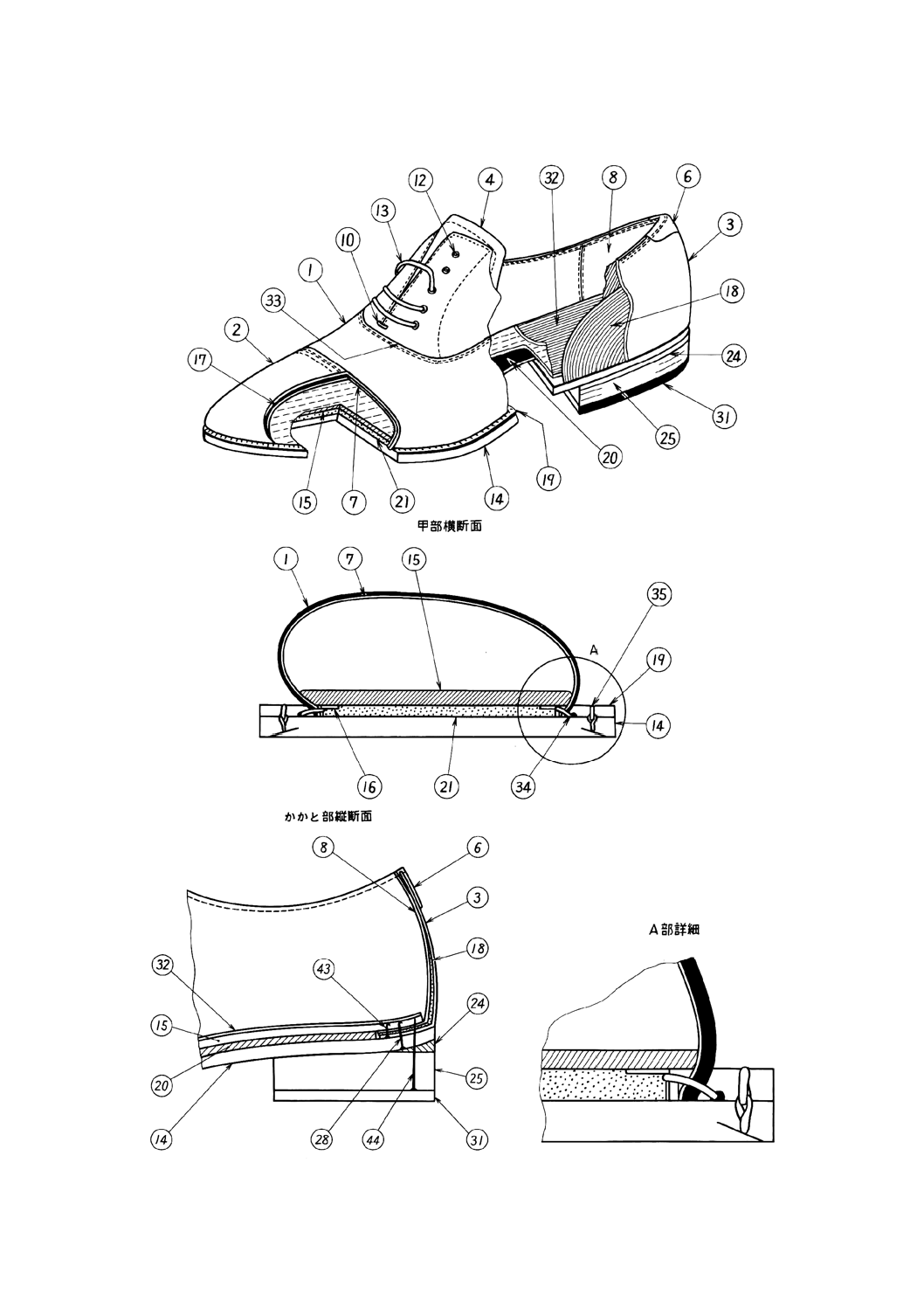
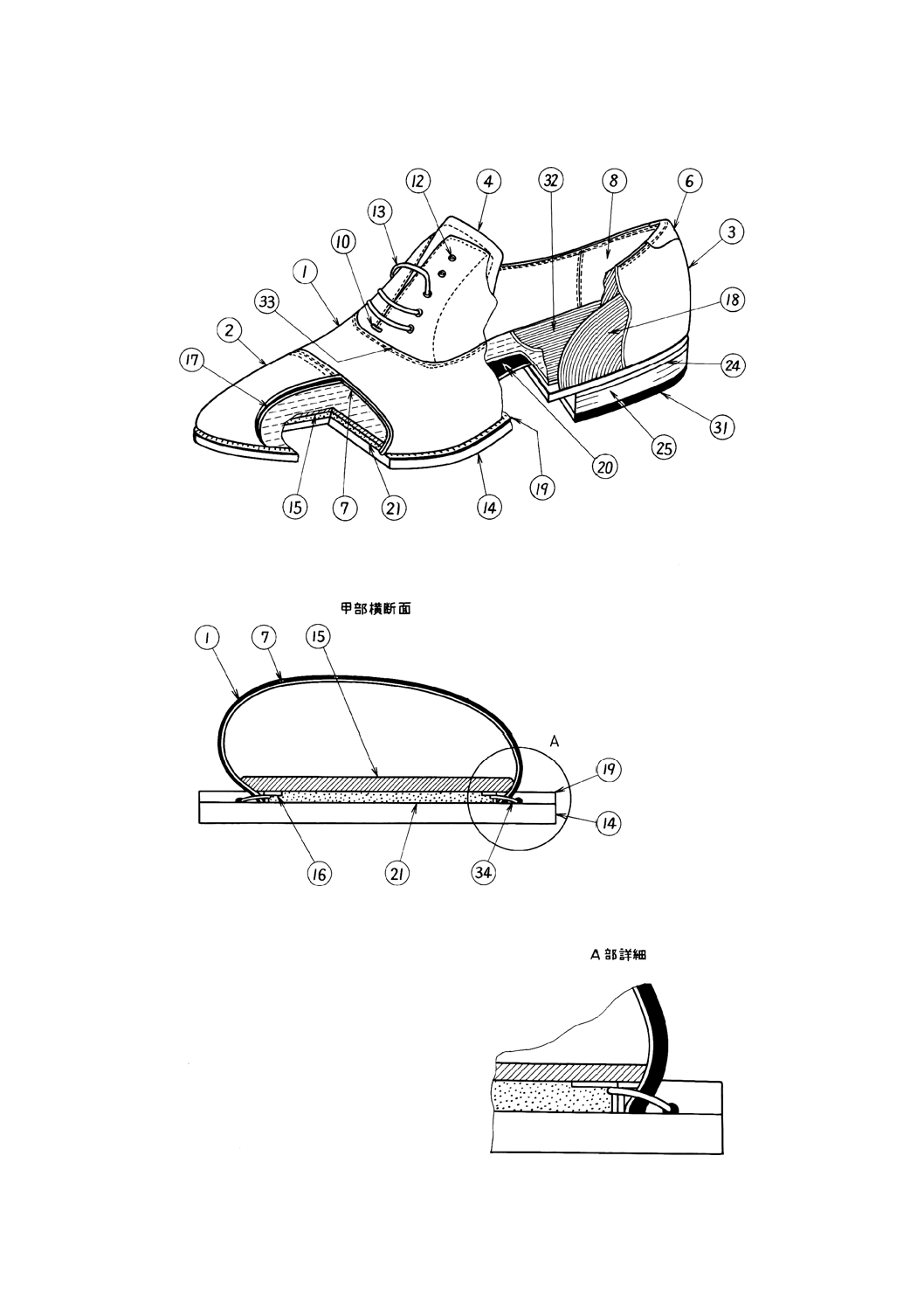
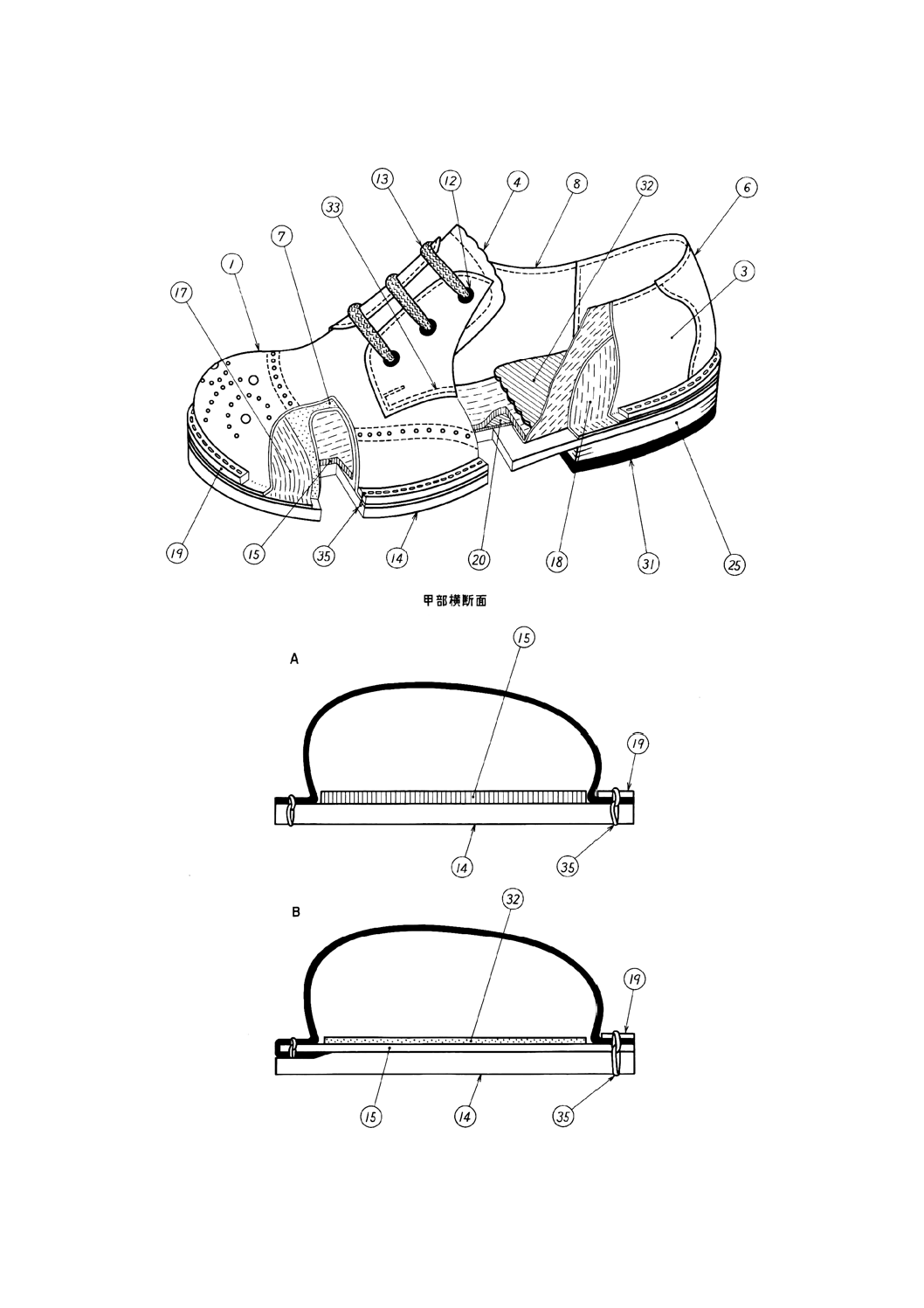
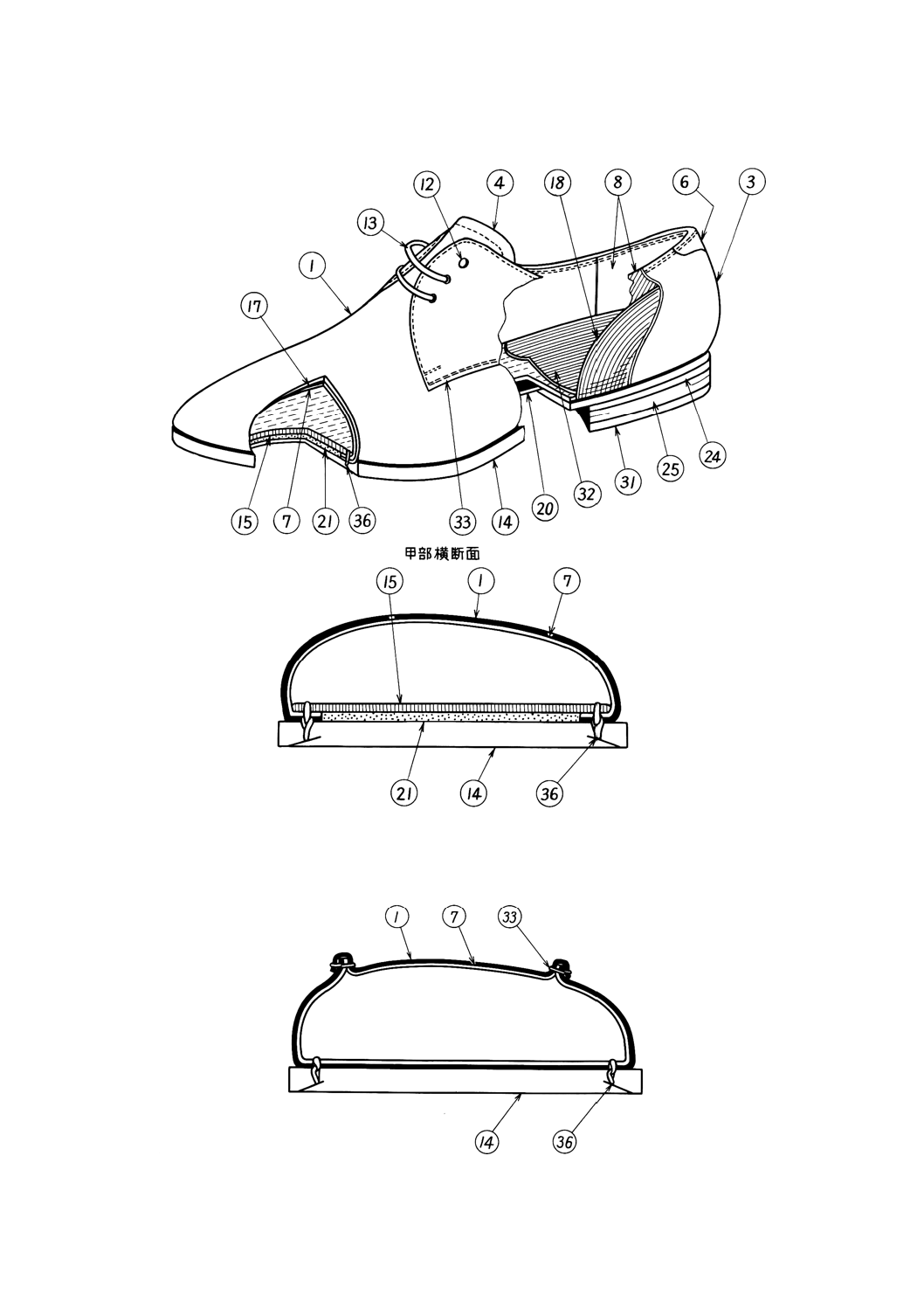
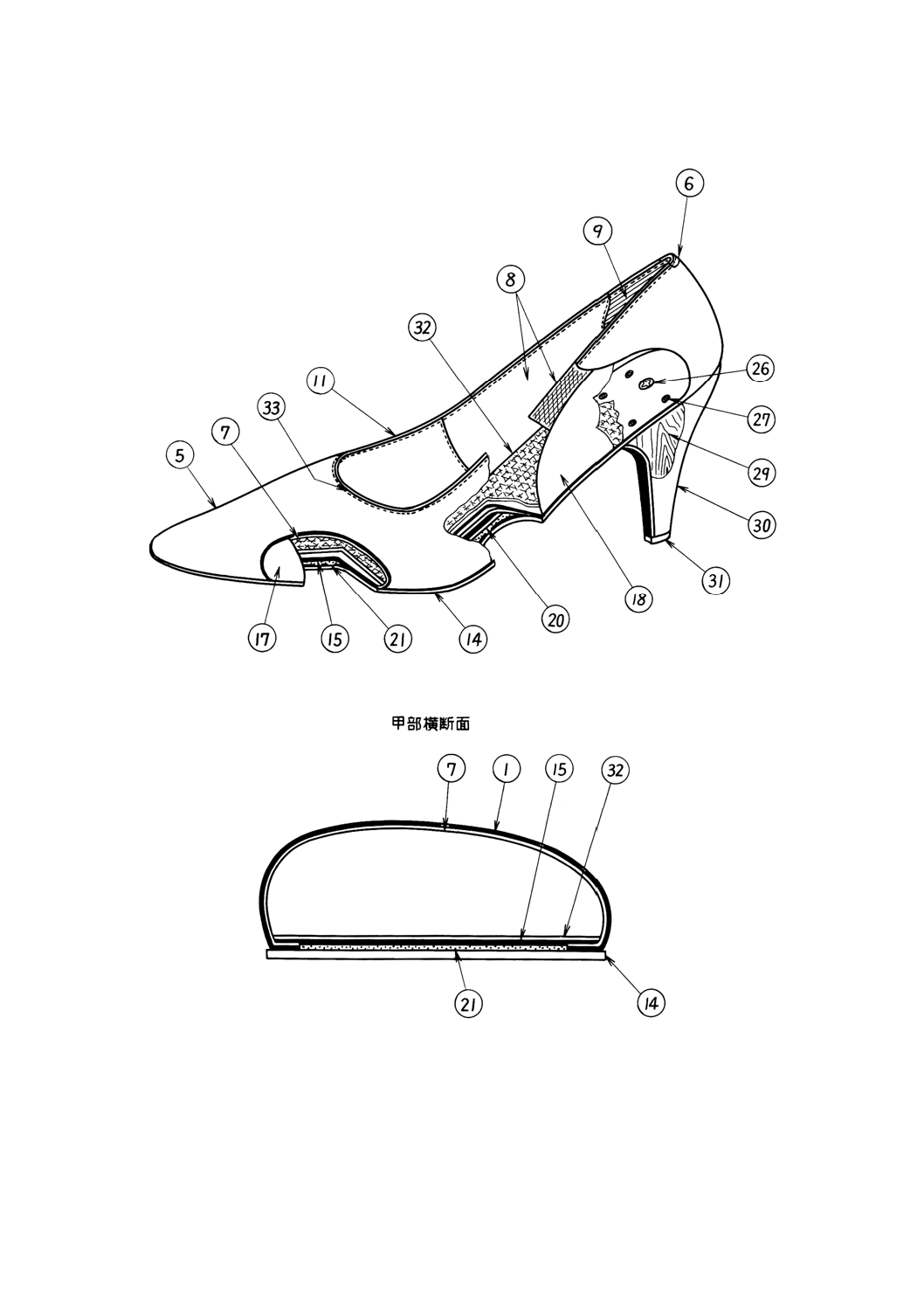
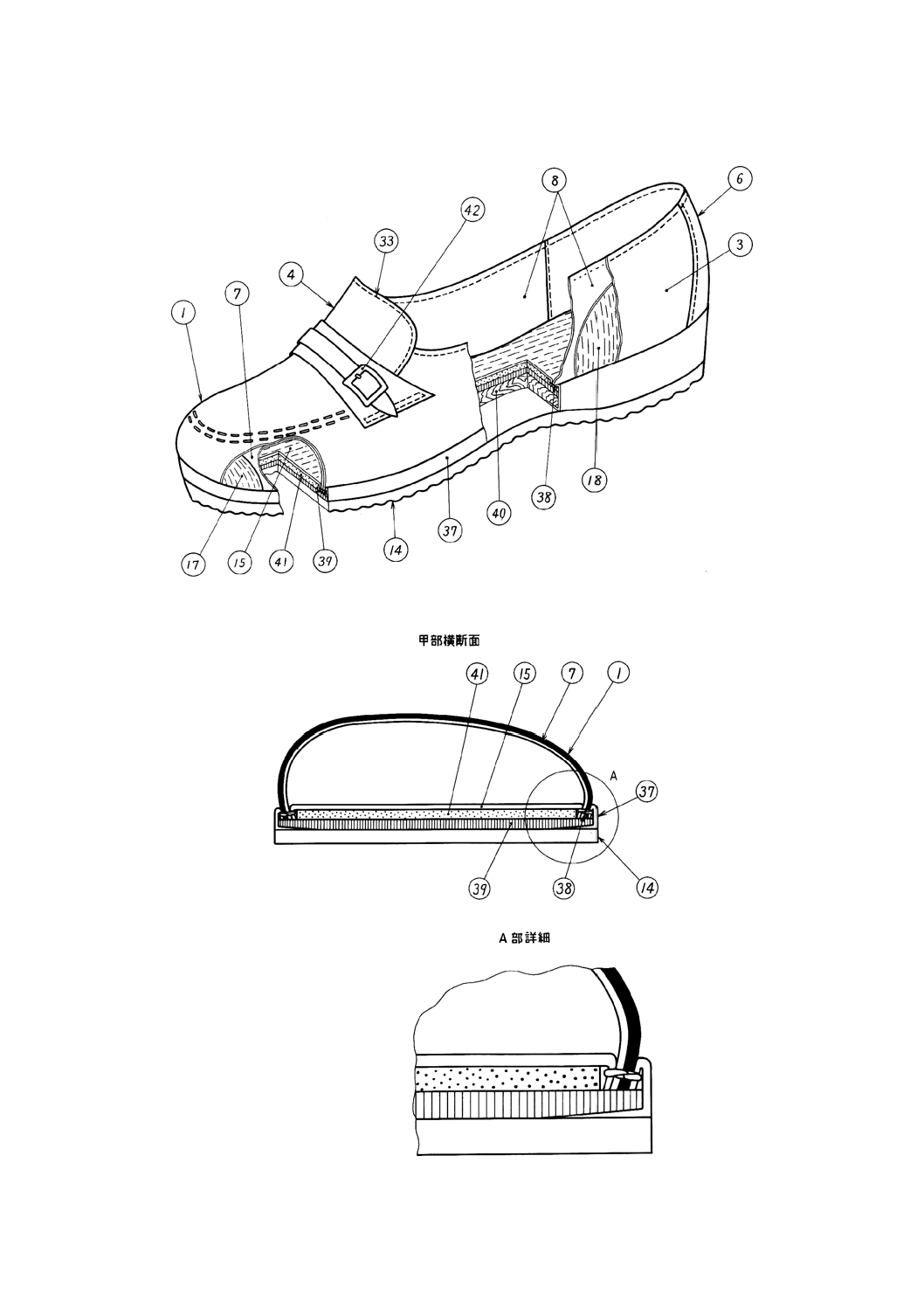
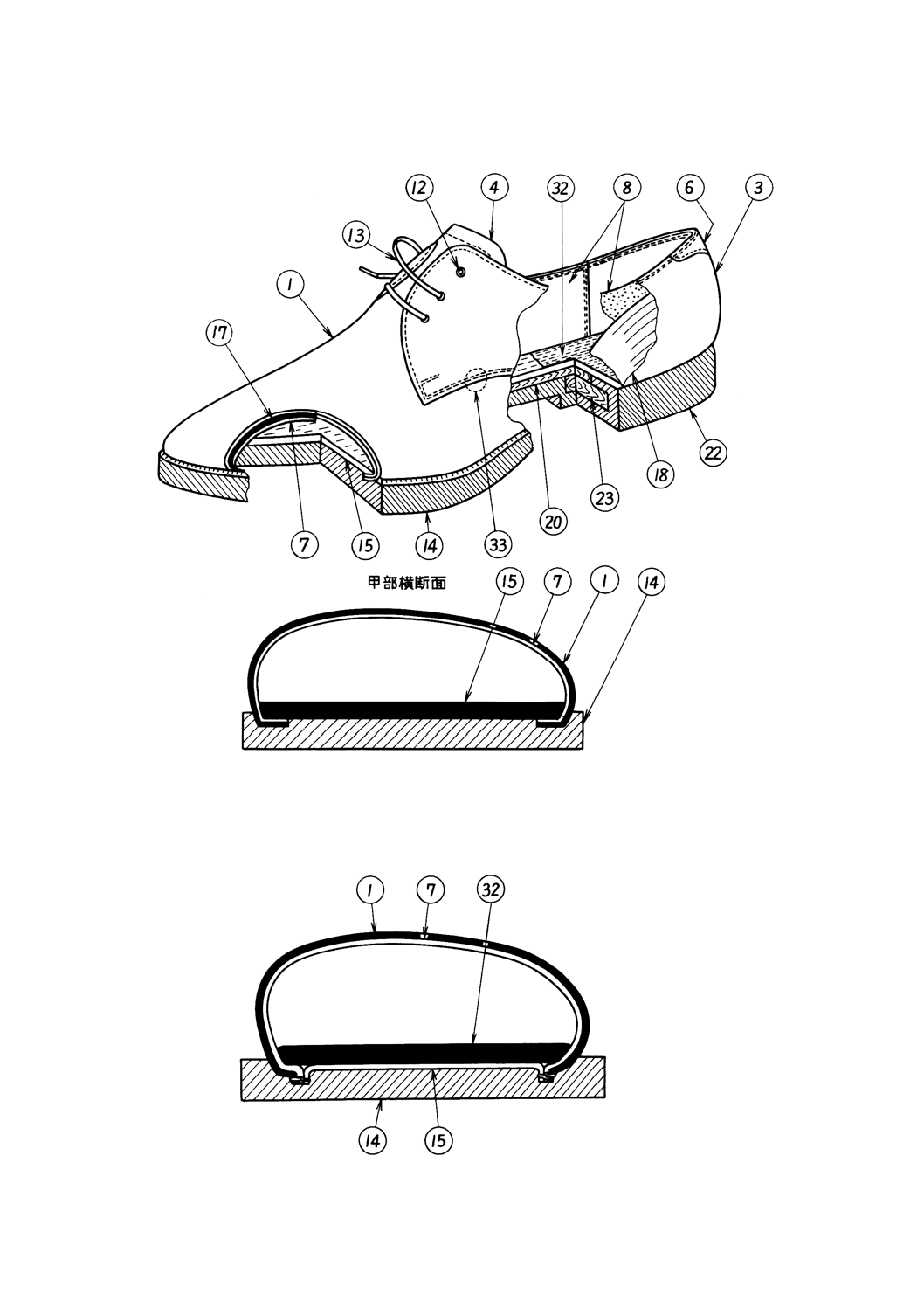
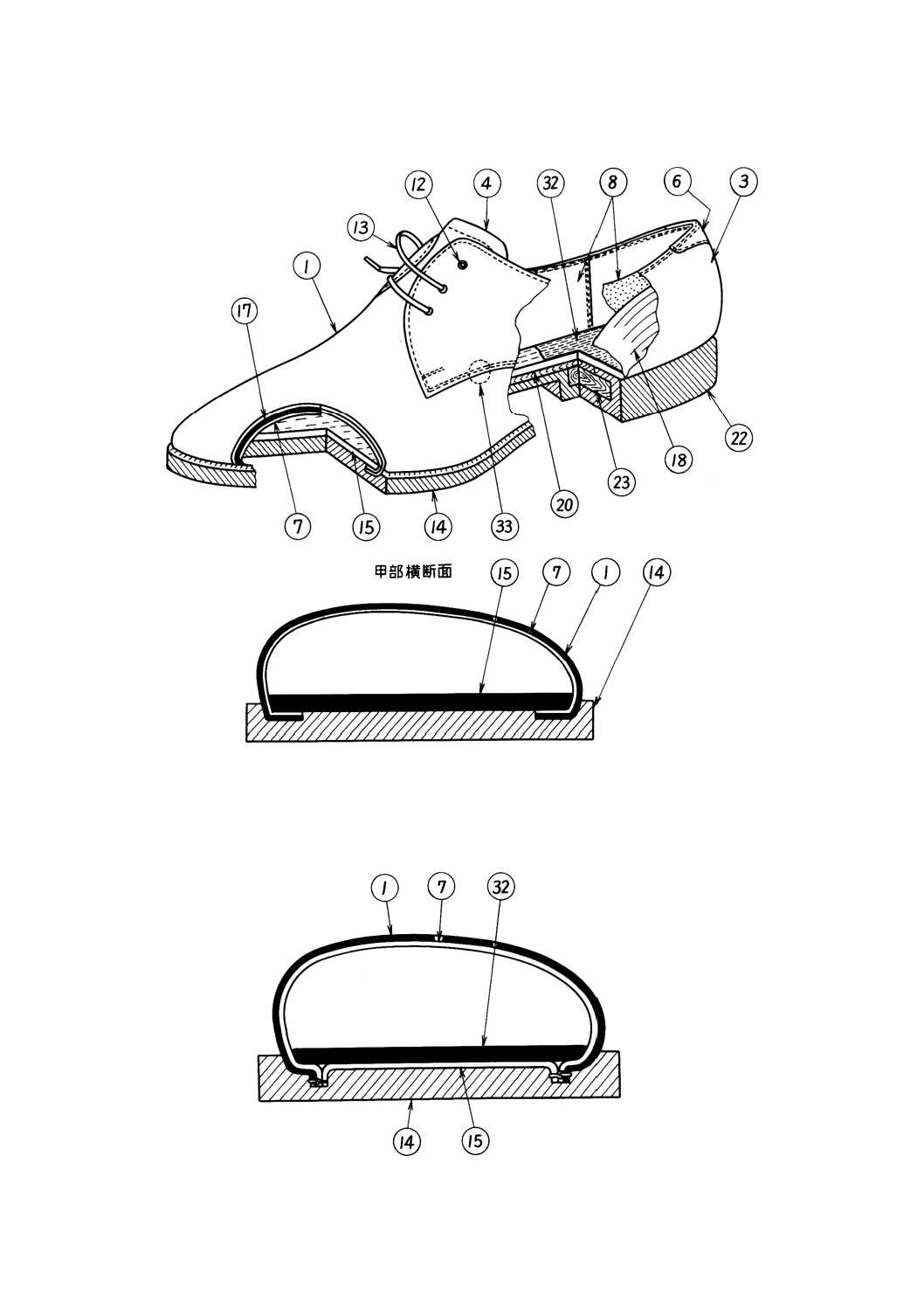
2. 各部の名称 革靴の各部の名称は,付表1及び付図1〜8による。ただし,付図1〜8の構造は,一例
を示したものである。
3. 種類 種類は,靴の使用対象者及び製造方法によって次のとおり区分する。
(1) 靴の使用対象者による区分 靴の使用対象者による区分は,JIS S 5037によって男子用,女子用及び
子供用とする。
(2) 製造方法による区分 製造方法による区分は,次のとおりとする。
(a) グッドイヤウエルト式製法 (Goodyear Welt Process) による靴 中底に作ったリブに,釣り込んだ
甲部周辺とウエルトとをすくい縫機で縫い付け,次に,表底をかぶせた後,ウエルトと表底周辺と
を出縫機でロックステッチ縫にする製法による靴(以下,G式製法という。)。
2
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(b) シルウエルト式製法 (Silhouwelt Process) による靴 中底に作ったリブに,釣り込んだ甲部周辺と
ウエルトとをすくい縫機で縫い付け,次に,ウエルト表底周辺に接着剤を塗布し,圧着機で底付け
をする製法による靴(以下,S式製法という。)。
(c) ステッチダウン式製法 (Stitch-dowm Process) による靴 甲部周辺を外側に釣り込み,甲部周辺と底
周辺部とを出縫機でロックステッチ縫にする製法による靴(以下,Sd式製法という。)。
(d) マッケイ式製法 (Mckay Process) による靴 釣り込んだ甲部に表底を仮張りし,後に靴型を抜き,
中底部で甲部と表底とを底縫機でロックステッチ縫にする製法による靴(以下,M式製法という。)。
(e) セメント式製法 (Cement Process) による靴 甲部周辺を中底に釣り込んだ後,甲部周辺と表底周辺
に接着剤を塗布し,圧着機で底付けをする製法による靴(以下,C式製法という。)。
(f) カリフォルニア式製法 (California Process) による靴 甲革周辺と中底周辺とプラットフォーム巻
革を縫い合わせ,靴型を挿入し,プラットフォーム巻革を巻き付けて釣り込み,このプラットフォ
ーム巻革に接着剤を塗布し,圧着機で底付けをする製法による靴(以下,Ca式製法という。)。
(g) 直接加硫圧着式製法 (Direct Vulcanizing Process) による靴 甲部周辺を中底に釣り込んだ後,加硫
圧着機に装着し,未加硫ゴムを挿入し,加熱加圧成形しながら底部(2)を成形する製法による靴(以
下,V式製法という。)。
注(2) 底部とは,表底及びかかとを含めたものをいう。
(h) 射出成形式製法 (Injection Moulding Process) による靴 甲部周辺を中底に釣り込んだ後,射出成形
機に装着し,未加硫ゴム又は合成樹脂を金型中に射出し,底部(2)を成形する製法による靴(以下,I
式製法という。)。
4. 品質
4.1
一般事項 各種製法による革靴は,6.の材料を主材料として製作され,形状が均整,かつ,堅固なも
ので,次の項目に適合しなければならない。
(1) 縫割りは,補強したものであること。
(2) Sd式製法の甲部周辺と底部(2)周辺は,釣り込みぎわで完全に密着していること。
(3) 甲部周辺の釣り込みしろは,M式製法,C式製法及びCa式製法については10mm以上,V式製法及
びI式製法については3mm以上であること。
(4) すくい縫は,糸締めが適度で,笑いがないこと。
(5) 出縫いは,糸締めが適度で,上下糸とも浮きがないこと。
(6) M式製法の底縫糸は,中底の縁及び甲部周辺から外れていないこと。
(7) かかとの取付部には,すきまがないこと。
(8) きず,はん点,汚れ,その他著しく外観を損なうような欠点がないこと。
4.2
性能
4.2.1
表底のはく離強さ 表底のはく離強さは,8.によって試験したとき,次の項目に適合しなければな
らない。
(1) S式製法,C式製法及びCa式製法の表底のはく離強さは,男子用が150N/25mm以上,女子用及び子
供用が100N/25mm以上であること。ただし,つま先の形状によって,測定部の長さが25mmでない
場合のはく離強さは,男子用が59N/cm以上,女子用及び子供用が39N/cm以上でもよい。
(2) V式製法及びI式製法の表底のはく離強さは,150N/25mm以上であること。ただし,つま先の形状に
よって,測定部の長さが25mmでない場合のはく離強さは59N/cm以上でもよい。
3
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2.2
針足数 針足数(3)は,次の項目に適合しなければならない。ただし,合成繊維の場合は,目的に適
合する縫糸と見掛けの太さが同等のものであること。
注(3) 針足数とは30mm間の糸目の数をいい,“○針”と表現する。
(1) 甲縫主要部の針足数は,表1に適合すること。
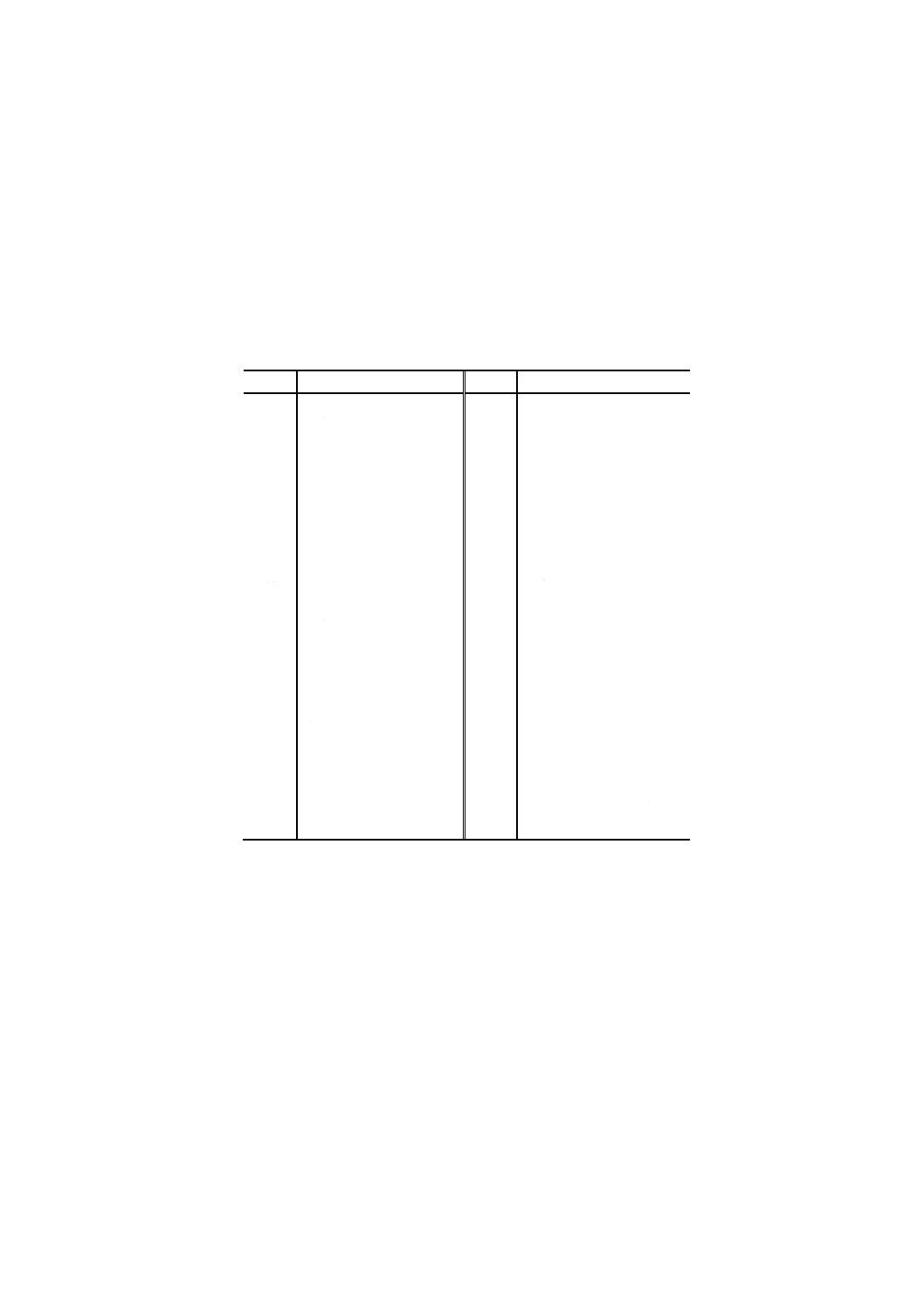
表1 針足数
縫糸の種類
呼び
針足数(針)
絹ミシン糸,
綿ミシン糸
40番
17〜22
30番
15〜20
20番
12〜18
10番
8〜14
8番
7〜12
麻糸
20/3
6〜10
20/6
6〜10
16/5
5〜9
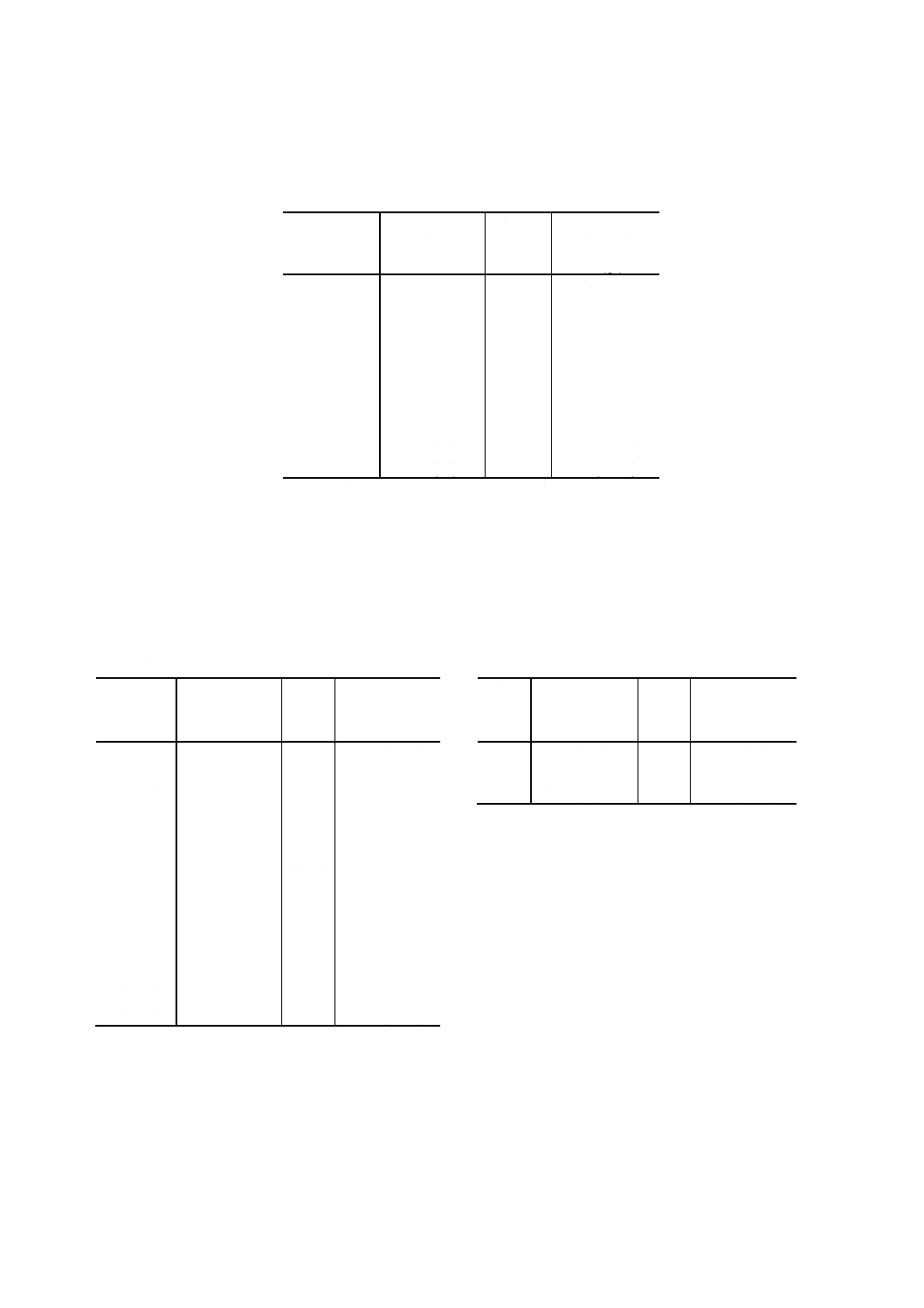
(2) すくい縫,出縫及び底縫の針足数は,表2に適合しなければならない。
表2 縫い方別針足数
縫い方の種類
呼び
表底の種類
針足数(針)
すくい縫
16/6
16/8
20/9
−
3〜5
出縫
16/4
16/5
16/6
20/6
20/7
革
7〜13
ゴム又は合
成樹脂
5〜9
底縫
16/4
16/5
16/6
20/6
20/7
−
4〜7
5. サイズ サイズは,JIS S 5037の3.(サイズ)による。
6. 材料
6.1
甲用材料 甲用材料は革を用い,次の項目に適合しなければならない。
(1) 甲用材料の厚さは,表3に適合すること。
4
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
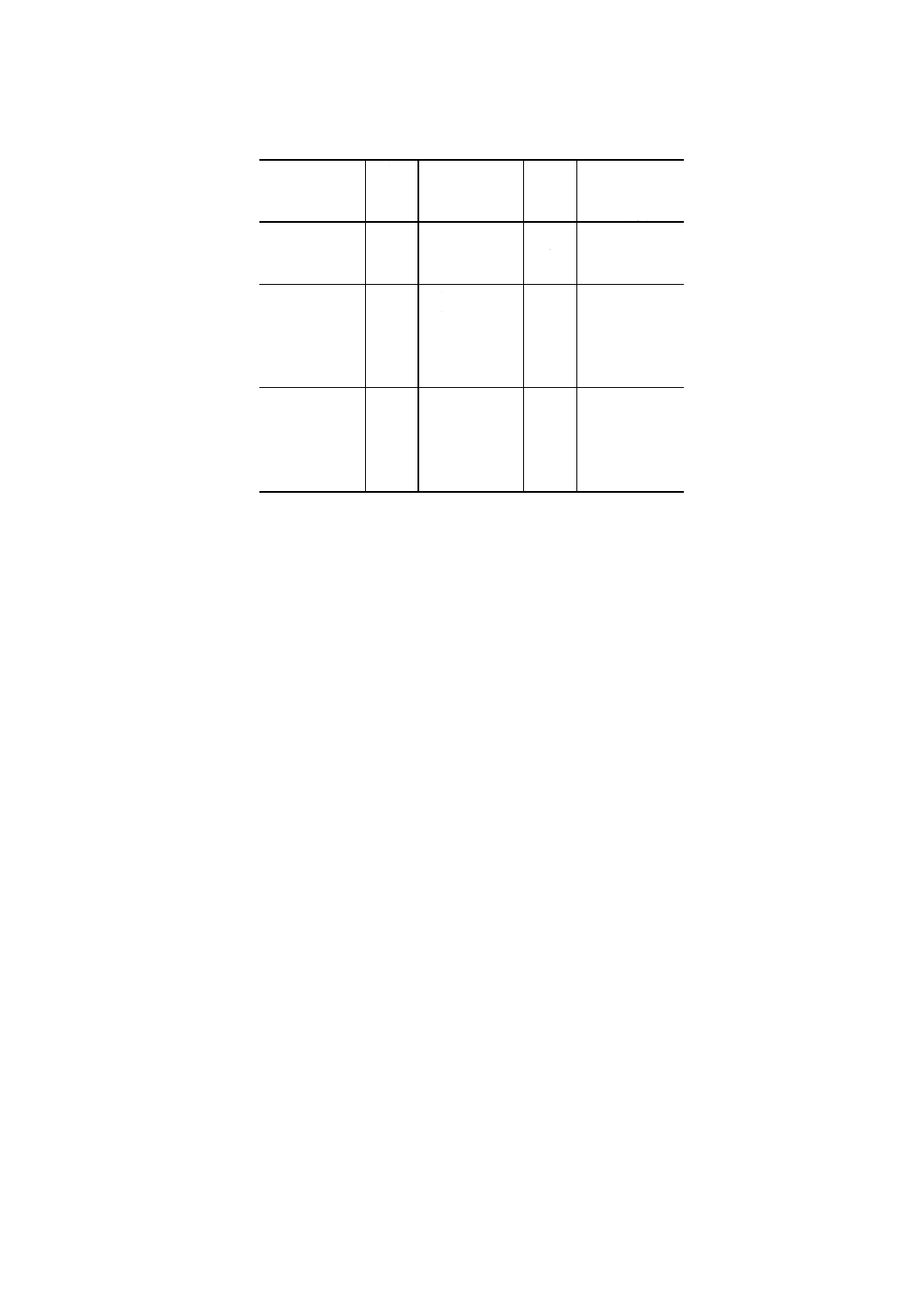
表3 甲用材料の厚さ
単位 mm
革の種類
男子用
女子用
子供用
牛革
カーフ
0.7以上 0.6以上 0.6以上
キップ
0.9以上 0.8以上 0.7以上
カウ又はステア
1.1以上 1.1以上 1.0以上
馬革
コードバン
1.5以上
−
−
その他
1.2以上 1.0以上 1.0以上
豚革
1.0以上 1.0以上 1.0以上
山めん羊革,その他の革
0.6以上 0.6以上 0.6以上
(2) 甲用材料の銀面割れ及び組織の異常は,JIS K 6548の6.(試験方法)によって試験したとき,表4に
適合すること。
表4 甲用材料の品質
種類
荷重 N
高さ mm
男子用
150以上
6.0以上
女子用
120以上
子供用
(3) 甲用材料の透湿度は,JIS K 6549によって試験したとき,1時間当たり3.0mg/cm2以上であること。た
だし,靴の構造上,透湿性を必要としないものについては,この限りでない。
(4) 甲用材料の摩擦堅ろう度(乾燥試験)は,JIS K 6547によって試験したとき,汚染2級以上であるこ
と。この場合,試験に用いる白布は,摩擦用白綿布とする。
(5) V式製法の甲用なめし革のクロム含有率は,JIS K 6550の6.9(クロム含有量)によって試験したとき,
3.0〜5.5%であること。
6.2
表底及びかかと用材料 表底及びかかと用材料は,次の項目に適合しなければならない。
(1) 表底及びかかと用材料の厚さは,踏付け部及びかかと部の最薄部とし,表底が革の場合は,JIS K 6550
によって試験したとき,表5に適合しなければならない。表底及びかかとがゴム又は合成樹脂の場合
は,試料の両端を結ぶ直線上において,接地面と直角の断面について,踏付け部及びかかと部の最も
薄い部分の厚さを,JIS B 7507に規定するノギスを用いて小数点以下1けたまで測定したとき,表5
に適合しなければならない。
表5 表底及びかかと用材料の厚さ
単位 mm
種類
革
革以外の材料
意匠のあるもの 意匠のないもの
男子用 G式製法によるもの
4.0以上
3.5以上
4.0以上
G式製法以外のもの
3.5以上
3.0以上
3.5以上
女子用 G式製法によるもの
3.5以上
3.0以上
3.5以上
G式製法以外のもの
3.0以上
2.5以上
2.5以上
子供用 G式製法によるもの
3.0以上
3.0以上
3.0以上
G式製法以外のもの
3.0以上
2.5以上
2.5以上
(2) 表底が革の場合,引張強さ,伸び及び銀面割れは,JIS K 6551に適合すること。
(3) 表底及びかかとがゴム又は合成樹脂の場合は,次のとおり試験したとき,表6に適合すること。
なお,かかとに硬質ゴム又は軟質ゴムを用いた場合は,硬さ60以上,引張強さ7.9MPa以上,伸び
150%以上,引裂強さ150N/cm以上,耐油性35%以下とする。
5
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
また,V式製法のゴム試験は,材料をソリッドの状態に加硫したものを試料とする。さらに,発泡
ポリウレタンの試験は,表底と同一材料で,両面にスキン層が付いた厚さ4.0〜7.0mmの板状のもの
を試料とする。
(a) 硬さの試験は,JIS K 6253の5.(デュロメータ硬さ試験)によって行う。この場合,デュロメータ
のタイプは,タイプAとする。
(b) 引張強さ及び伸びの試験は,JIS K 6251によって行う。この場合,試験片は,ダンベル状2号形と
する。
(c) 引裂強さの試験は,JIS K 6252によって行う。この場合,試験片は,切込み無しアングル形とする。
(d) 耐油性(体積変化率)の試験は,JIS K 6258の4.(浸せき試験)によって行う。この場合,試験用
潤滑油は,No.3油を用い,浸せき温度は40±1℃とし,浸せき時間は22±0.25時間とする。
表6 表底及びかかと用材料の品質
項目
硬質ゴム
軟質ゴム 気泡性ゴム 発泡ポリウレタン 合成樹脂
V式及びI式製法ゴム
硬さ
85以上
85未満
−
−
60以上
60以上
引張強さ
MPa
10以上 (4)
13以上
3.5以上
3.5以上
6.9以上
10以上
伸び %
150以上
300以上
−
300以上
200以上
200以上
引裂強さ
N/cm
300以上
300以上
−
150以上
−
300以上
耐油性(体
積変化) %
35以下
35以下
−
−
−
35以下
注(4) 硬質ゴムの黒以外のものの引張強さは,7.9MPa以上とする。
6.3
裏用材料 裏用材料は,次の項目に適合しなければならない。
(1) 腰裏に用いる革の厚さは0.6mm以上とし,革以外の材料を使用するものは,すべて使用目的に適合し
た組織の均一なものであること。
(2) 先裏に用いる革の厚さは0.5mm以上とし,先裏に布を用いるときは,その布の打込みが均一で,すべ
て使用目的に適合したものであること。
(3) 裏用材料が革の場合の透湿度は,JIS K 6549によって試験したとき,1時間当たり3.0mg/cm2以上であ
ること。ただし,靴の構造上,透湿性を必要としないものについてはこの限りでない。
(4) 裏革(腰革及び先革)が革の場合の染色摩擦堅ろう度は,JIS K 6547によって試験したとき,汚染が
乾燥試験で4級以上,湿潤試験で3級以上及び汗試験(B法)で2級以上であること。この場合,試
験に用いる白布は,摩擦用白綿布とする。
6.4
中底 中底は,次の項目に適合しなければならない。
(1) 中底は,かえりがよく,容易に変形しないもので,すべて使用目的に適合した組織の均等なものであ
ること。
(2) 中底リブのはく離強さは,引張試験機を用いて試験したとき,100N/cm以上であること。ただし,試
験片は,中底の外踏まず部,内踏まず部,外踏付け部及び内踏付け部の4か所から,リブの方向に2cm
幅にとり,リブと中底を各々締付具でつかみ,180°方向に引っ張るものとする。試験機のはく離速度
は,100±20mm/minとする。
(3) 中底の染色摩擦堅ろう度は,JIS K 6547によって試験したとき,汚染が乾燥試験で4級以上,湿潤試
験で3級以上,汗試験(B法)で2級以上であること。この場合,試験に用いる白布は,摩擦用白綿
布とする。
6
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) G式製法及びS式製法の中底リブは,使用目的に十分耐えるものであること。
(5) M式製法の中底の引裂強さは,JIS K 6550の5.3(引裂強さ)によって試験したとき,12N以上であ
ること。
6.5
縫糸 縫糸は,すべて使用目的に適合したもので,それぞれ次の規定に適合しなければならない。
(1) より糸については,太さ及びよりが均等なものであること。
(2) 甲縫糸及び底縫糸は,付表2又は付表3の品種のものを用い,品質は,JIS L 2101の表4(綿ミシン
糸)若しくは表5(綿手縫糸),JIS L 2310の付表1(引張強さ,合糸数及び上より方向)又はJIS L 2403
の表2(麻縫糸)に適合すること。ただし,JIS L 2101の表4, JIS L 2310の付表1又はJIS L 2403の
表2の品種のものと同等以上の引張強さをもつ合成繊維を用いてもよい。
また,底縫糸は,使用目的に応じて,松やに又はこれに類するものを十分に浸透させたものである
こと。
6.6
接着剤 表底をはり付ける接着剤は,耐水性のある接着力の強いものでなければならない。
また,V式製法及びI式製法で接着剤を使用する場合は,その他の材料に悪影響を与えるものであって
はならない。
6.7
踏まずしん 踏まずしんは,すべて使用目的に適合したもので,容易に変形しないものでなければ
ならない。
6.8
附属品 ひも,はとめ,尾錠,ボタンなどの附属品は,すべて使用目的に適合しなければならない。
6.9
中敷 中敷は,厚さ0.6mm以上の革又はこれに準じるもので,使用目的に耐えるものでなければな
らない。
6.10 ウエルト・月形しん・先しん・くぎ ウエルト,月形しん,先しん及びくぎは,すべての使用目的
に適合したものでなければならない。
7. 製造方法
7.1
材料の型入れ
7.1.1
底用革材料の型入れ 底用革材料の型入れは,次の規定に適合しなければならない。
(1) 表底及び化粧は,しり(バット)部に型入れし,他の部分に型入れしないこと。ただし,表底のかか
との部分は,肩(ショルダ)部又は腹(ベリー)部に型入れしても差し支えない。
また,特に表底用になめした革については,この限りではない。
(2) 中底は,肩(ショルダ)部又は腹(ベリー)部から取り,その組織は均等であること。ただし,特に
中底用になめした革については,この限りではない。
7.1.2
革以外の中底材料の型入れ 革以外の中底用材料の型入れは,材質に方向性のあるものは方向に従
って型入れを行わなければならない。
7.2
接着法
7.2.1
S式製法の接着法 ウエルトと表底周辺に接着剤を塗布し,4.2.1に適合するように完全に接着しな
ければならない。
7.2.2
C式製法の接着法 甲釣込み部と表底の周辺に接着剤を塗布し,4.2.1に適合するように完全に接
着しなければならない。
7.3
くぎ打 くぎ打は,使用目的に適合したくぎ数で,次の規定に適合しなければならない。
(1) かかと釣り込みのくぎ打は,甲かかと部及び中底を貫通し,甲かかと部が中底に固着していること。
(2) ルーズネイルのくぎ打は,表底,甲かかと部及び中底を貫通し,表底が甲かかと部に固着しているこ
7
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
と。
(3) 積上のくぎ打は,中底内に達する長さのくぎを使用すること。
(4) ゴム及び合成樹脂のかかとの底面からのくぎ打は,ゴム及び合成樹脂のかかと並びに表底を貫通する
長さのくぎを使用すること。
(5) 表底は,くぎで仮止めをしないこと。
7.4
その他 こば,底面及び甲部の仕上げ並びにかかと,附属品及び中敷は,次の規定に適合しなけれ
ばならない。
(1) こば,底面及び甲部の仕上げは,丁寧に行うこと。
(2) かかとは,すきまなく,使用目的に適合するように取り付けること。
(3) 附属品及び中敷は,使用目的に適合すること。
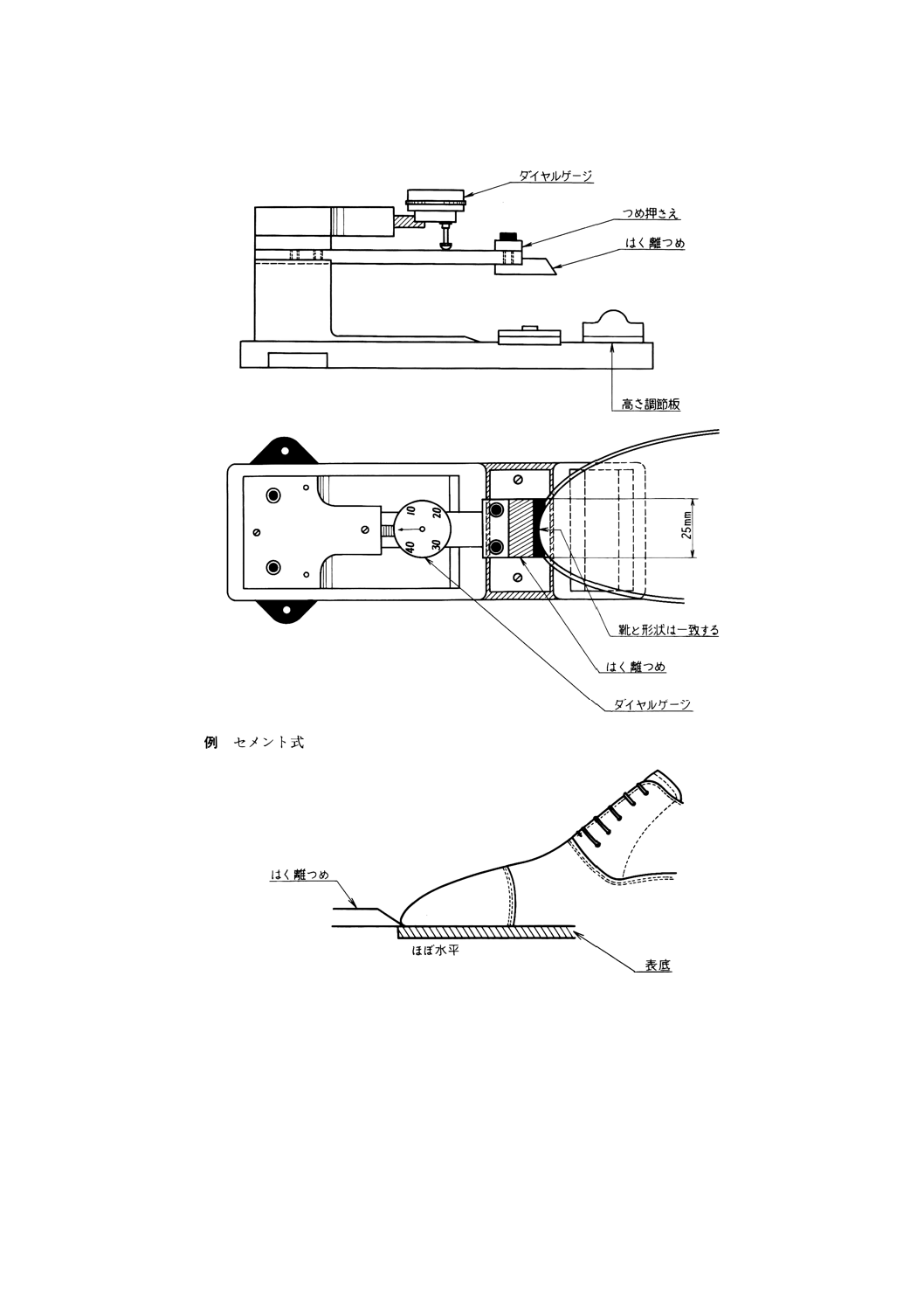
8. 試験方法 S式製法,C式製法,Ca式製法,V式製法及びI式製法による革靴の表底はく離試験は,
接着後又は圧着後48時間経過した靴を図1に示すようなはく離試験機を用い,常温 (20±15℃) ・常湿
[ (65±20) %] で,次によって行う。
(1) はく離つめは,靴のつま先の形状に合致したものを取り付ける。
(2) 靴底支持部は,靴のこば面がほぼ水平になるように高さを調節する。
(3) 靴型の入った靴のつま先をはく離つめに押し当てる。
(4) かかと部を下に押して,こじって目盛を読む。ただし,目盛の単位がkgのものは,測定した値に9.806
65を乗じJIS Z 8401によって有効数字2けたに丸める。
8
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 はく離試験機
9. 検査方法 革靴は,4.及び5.について検査を行う。この場合,検査は,全数検査又は合理的な抜取検
査方式によって行う。
10. 表示 革靴には,次の事項を表示しなければならない。
(1) サイズ
(2) 製造業者名又はその略号
9
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11. 取扱い上の注意事項 表底又はかかとに発泡ポリウレタンを使用した靴には,一足ごとに,JIS Z 8305
に規定する12ポイントの活字を用い,次の事項を表示しなければならない。
なお,取扱い上の注意事項及び製造業者名を表示した印刷物は,靴の中に挿入すること。
(1) 表底には発泡ポリウレタンを使用しております。
(2) 湿気により経年変化を起こすことがあります。
(3) 通風の良い場所に保管してください。
(4) 製造業者名
付表1 各部の名称
番号
名称
番号
名称
1
つま革(爪革)
23
かかとしん
2
飾革
24
台革
3
腰革
25
積上
4
べろ
26
ヒール止めねじくぎ
5
一枚甲
27
ヒール止めらせんくぎ
6
バックステー
28
ルーズネイル
7
先裏
29
ヒール
8
腰裏
30
ヒール巻革
9
すべり止
31
化粧
10
しゃこ止
32
中敷
11
テープ
33
甲縫糸
12
はとめ
34
すくい縫糸
13
靴ひも
35
出縫糸
14
表底
36
底縫糸
15
中底
37
プラットフォーム巻革
16
中底リブ
38
プラットフォーム巻革縫糸
17
先しん
39
プラットフォーム
18
月形しん
40
ウエッジ
19
ウエルト
41
クッション
20
踏まずしん
42
尾錠
21
中物
43
かかと釣り込みくぎ
22
かかと
44
積上げくぎ
10
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表2 甲縫糸
(a) 綿ミシン糸
呼び
原糸繊度
dtex
{原糸番手S}
合糸数
引張強さ
(最低値)
N {gf}
#40(2コード)
210 {28}
2
7.3 { 740}
#40(3コード)
145 {40}
3
8.6 { 870}
#40(6コード)
74 {80}
2×3
10.0 {1 010}
#30(3コード)
200 {30}
3
10.9 {1 110}
#30(6コード)
100 {60}
2×3
11.6 {1 180}
#20(3コード)
300 {20}
3
16.1 {1 640}
#20(6コード)
145 {40}
2×3
17.7 {1 800}
#10(6コード)
165 {36}
2×3
19.5 {1 980}
#8(3コード)
370 {16}
3
18.9 {1 920}
#8(6コード)
200 {30}
2×3
22.7 {2 310}
備考1. 本表にないものについては,JIS L 2101の3.5(引
張強さ)(4)(表4〜表6の表中にない原糸繊度と合
糸数の組合せのもの)の規定に適合すること。
2. { } を付けて示してある単位及び数値は,従来
単位によるもので,参考として併記したものであ
る。
(b) 絹ミシン糸
品種番号
原糸繊度
dtex
{原糸番手S}
合糸数
引張強さ
(最低値)
N {gf}
40番5号
23{21中}
5×3
10.0 {1 010}
40番6号
6×3
11.9 {1 210}
30番7号
7×3
13.9 {1 410}
30番8号
8×3
15.9 {1 620}
30番9号
9×3
17.9 {1 820}
20番10号
10×3
19.8 {2 010}
20番11号
11×3
21.7 {2 210}
10番14号
14×3
27.7 {2 820}
10番15号
15×3
29.7 {3 020}
8番16号
16×3
31.7 {3 230}
8番17号
17×3
33.7 {3 430}
8番18号
18×3
35.6 {3 630}
8番19号
19×3
37.6 {3 830}
8番20号
20×3
39.7 {4 040}
(c) 麻縫糸
呼び
原糸繊度
dtex
{原糸番手S}
合糸数
引張強さ
(最低値)
N {kgf}
20/3
840 {20}
3
66.7 {6.8}
20/6
840 {20}
6
137 {13.9}
16/5
1 050 {16}
5
143 {14.5}
備考1. 綿ミシン糸は,表にある呼び以外の物を用いてもよい。この場合,JIS L 2101の3.5(4)の規定に適合すること。
2. { } を付けて示してある単位及び数値は,従来単位によるもので,参考として併記したものである。
11
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表3 底縫糸用麻縫糸
種類
呼び
原糸繊度
dtex
{原糸番手S}
合糸数
引張強さ
(最低値)
N {kgf}
すくい縫糸
16/6
16/8
20/9
1 050 {16}
1 050 {16}
840 {20}
6
8
9
172 {17.5}
231 {22.5}
211 {21.5}
出縫糸
16/4
16/5
16/6
20/6
20/7
1 050 {16}
1 050 {16}
1 050 {16}
840 {20}
840 {20}
4
5
6
6
7
113 {11.5}
143 {14.5}
172 {17.5}
137 {13.9}
159 {16.2}
M式製法の底縫
16/4
16/5
16/6
20/6
20/7
1 050 {16}
1 050 {16}
1 050 {16}
840 {20}
840 {20}
4
5
6
6
7
113 {11.5}
143 {14.5}
172 {17.5}
137 {13.9}
159 {16.2}
備考 { } を付けて示してある単位及び数値は,従来単位による
もので,参考として併記したものである。
12
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 G式製法
13
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図2 S式製法
14
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図3 Sd式製法
15
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図4 M式製法
16
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図5 C式製法
17
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図6 Ca式製法
18
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図7 V式製法
19
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図8 I式製法
20
S 5050-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
改正原案作成委員会 構成表
氏名
所属
(委員長)
渋 谷 惇 夫
工業技術院物質工学工業研究所
吉 本 孝 一
通商産業省生活産業局
岡 林 哲 夫
工業技術院標準部
高 橋 孝 一
通商産業省通商産業検査所
岸 勝太郎
日本靴工業会
春 田 謙 三
日本靴工業会
広 江 利
全日本革靴工業協同組合連合会
庄 司 哲 夫
日本靴工業会
坪 川 哲 雄
日本靴工業会
村 岡 登
日本靴工業会
小 山 隆 生
郵政省郵政大臣官房財務部
甲 斐 麗 子
主婦連合会
宮 原 恵 子
東京地域婦人団体連絡協議会
前 島 明 宏
日本チェーンストア協会
斎 藤 有 常
日本百貨店協会
金 井 明 一
財団法人日本消費者協会
松 本 晋 一
日本靴卸団体連合会
栗 原 孝
日本靴小売商連盟
(関係者)
大 澤 宏
日本靴工業会
(事務局)
村 上 攻
日本靴工業会