1
R
7607 :
20
00
解
説
JIS
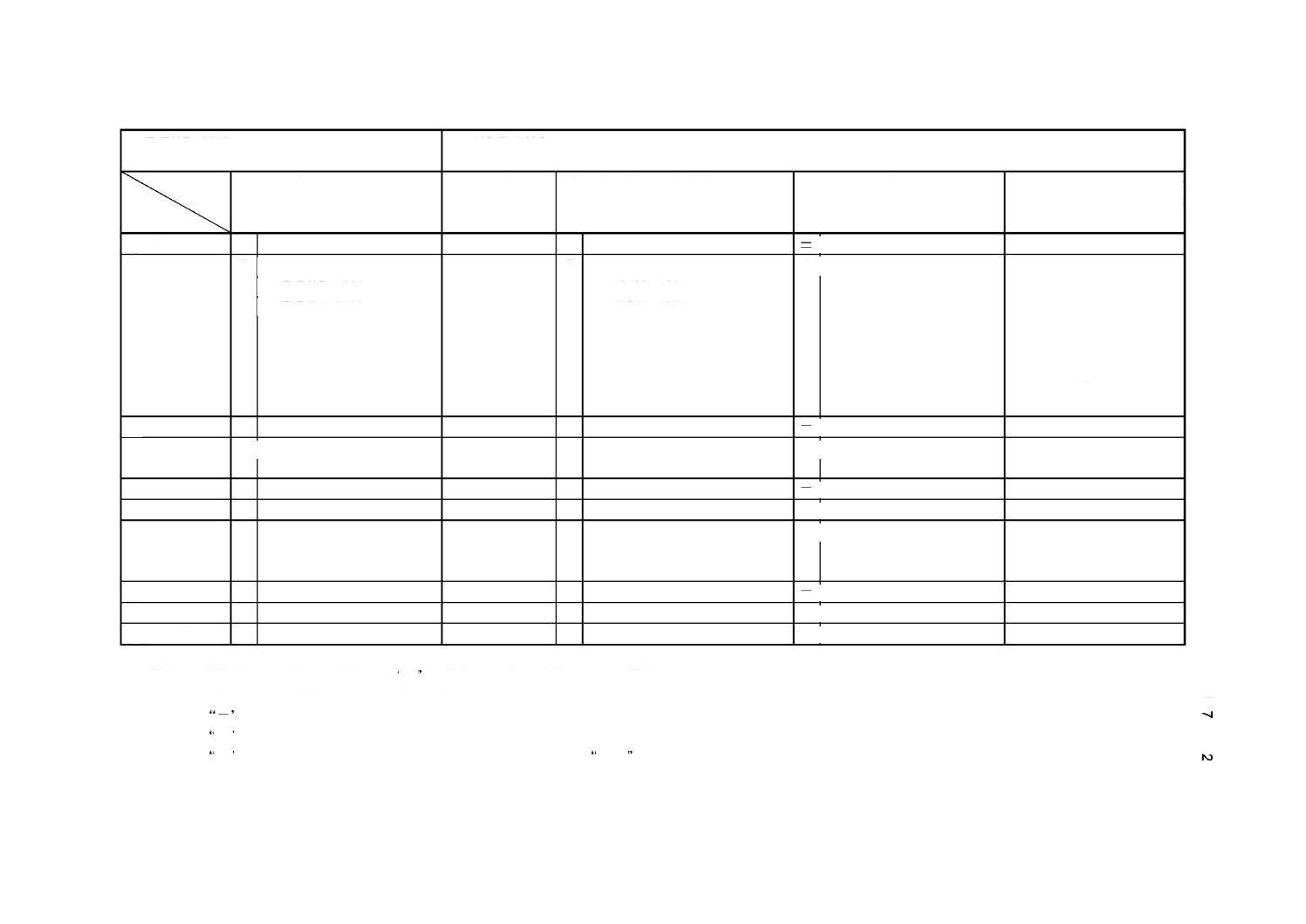
と対応する国際規格との対比表
JIS R 7607
: 2000
炭素繊維−単繊維の直径及び断
面積の試験方法
ISO 11567
: 1995
炭素繊維−単繊維の直径及び断面積の試験方法
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国 際 規 格 番
号
(III)
国際規格の規定内容
(IV)
JIS
と国際規格との相違点
(V)
JIS
と国際規格との整合
が困難な理由及び今後の
対策
(1)
適用範囲
○
ISO 11567
○
≡ なし
(2)
引用規格
○
JIS R 7603
: 1999
JIS R 7605
: 1999
JIS R 7606
: 2000
○
ISO 10110
: 1992
ISO 10120
: 1991
ISO 11566
: 1996
≠ 顕微鏡関係の
JIS
を追加
JIS
の引用によって文章の
冗長化を避け,より的確な記
述ができるため。
ISO
改正時に顕微鏡関係の
ISO
を引用するように提案
する。
なお関係
ISO
の有無の調査
未了。
(3)
原理
○
○
≡ なし
(4)
試験片
○ 試験片の数を規定
○ 数の規定はない
= 実質的な差はない。
ISO
改正時に追加の提案を
する。
(5) A
法
○
○
≡ なし
(6) B
法
○
○
= なし
(7) C
法
○
○ 複合材料への適用性及び繊維含
有率測定への記述がある。
= 実質的に差はない。
ISO
は適用範囲外の目的に
言及しており,削除するのが
妥当である。
(8) D
法
○
○
≡ なし
(9)
報告書
○
○
≡ なし
(10)
附属書
○
○
= なし
備考
1.
対比項目
(I)
及び
(III)
の小欄で, ○
は該当する項目を規定している場合を示す。
2.
対比項目
(IV)
の小欄の記号の意味は,次による。
≡ :
JIS
と国際規格との技術的内容は同等である。
= :
JIS
と国際規格との技術的内容は同等である。ただし,軽微な技術上の差異がある。
≠ :
JIS
は,国際規格と技術的内容が同等でない。ただし
ADP
に該当する場合を除く。