R6256:2006
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,研磨布紙協会(ACPA)
/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日
本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS R 6256:1999は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 2976:2005,Coated abrasives−
Abrasive belts−Selection of width/length combinationsを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS R 6256には,次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
R6256:2006
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 種類 ······························································································································ 2
4. 品質 ······························································································································ 2
4.1 外観 ···························································································································· 2
4.2 特性 ···························································································································· 2
5. 接合方式,寸法及び寸法許容差 ·························································································· 3
5.1 接合方式 ······················································································································ 3
5.2 寸法 ···························································································································· 3
5.3 寸法許容差 ··················································································································· 4
6. 材料 ···························································································································· 4
6.1 基材 ························································································································· 4
6.2 研磨材 ························································································································· 5
6.3 接着剤 ························································································································· 5
7. 試験方法 ························································································································ 5
7.1 寸法の測定方法 ············································································································· 5
7.2 引張強さ及び伸び率 ······································································································· 5
7.3 接合部の厚さの許容差 ···································································································· 6
7.4 耐水性 ························································································································· 6
7.5 柔軟性 ························································································································· 7
8. 検査 ······························································································································ 7
9. 表示 ······························································································································ 7
9.1 製品 ···························································································································· 7
9.2 包装 ···························································································································· 8
附属書(参考)JISと対応する国際規格との対比表 ····································································· 9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 6256:2006
研磨ベルト
Abrasive belts
序文 この規格は,2005年に発行されたISO 2976,Coated abrasives−Abrasive belts−Selection of width/length
combinationsを翻訳し,対応する部分(種類,寸法及び許容差,並びに表示)については技術的内容を変
更して作成した日本工業規格であるが,対応国際規格には規定されていない規定項目(種類,品質,材料,
試験方法及び検査)を日本工業規格として追加している。
なお,項目2.,5.及び9.で側線又は点線の下線を施してある箇所は,原国際規格を変更している事項で
ある。変更の一覧表をその説明を付けて,附属書(参考)に示す。
1. 適用範囲 この規格は,ベルト研磨機に付けて金属,木材などの研削・研磨加工に使用する,接合し
た研磨ベルトについて規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 2976:2005,Coated abrasives−Abrasive belts−Selection of width/length combinations (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS B 7512 鋼製巻尺
JIS B 7516 金属製直尺
JIS L 1096 一般織物試験方法
JIS P 8124 紙及び板紙−坪量測定方法
JIS R 6010 研磨布紙用研磨材の粒度
JIS R 6111 人造研削材
JIS Z 8401 数値の丸め方
2
R6256:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 種類 研磨ベルトの種類は,基材,研磨材の材質及び研磨材の粒度によって,表1のとおりとする。
表 1 研磨ベルトの種類
基材による種類
研磨材の材質による種類(記号)
研磨材の粒度による種類
研磨布ベルト
アルミナ質研削材(A,WA,PA,HA,
AZ(25),AZ(40))
炭化けい素質研削材 (C,GC)
ガーネット (G)
P24, P30, P36, P40, P50, P60, P80, P100, P120,
P150, P180, P220, P240, P280, P320, P360, P400,
P500, P600, P800, P1 000
耐水研磨布ベルト アルミナ質研削材(A,WA,PA,HA,
AZ(25),AZ(40))
炭化けい素質研削材 (C,GC)
研磨紙ベルト
アルミナ質研削材(A,WA,PA,HA,
AZ(25),AZ(40))
炭化けい素質研削材 (C,GC)
ガーネット (G)
P30, P36, P40, P50, P60, P80, P100, P120, P150,
P180, P220, P240, P280, P320, P360, P400, P500,
P600, P800, P1 000,P1 200, P1 500, P2 000, P2 500
耐水研磨紙ベルト アルミナ質研削材(A,WA,PA,HA,
AZ(25),AZ(40))
炭化けい素質研削材 (C,GC)
P60, P80, P100, P120, P150, P180, P220, P240,
P280, P320, P360, P400, P500, P600, P800,
P1 000, P1200, P1500, P2 000, P2 500
備考1. 研磨材の材質は,JIS R 6111の規定による
2. 研磨材の粒度は,JIS R 6010の規定による。
4. 品質
4.1
外観 研磨ベルトには,使用上有害なきず,しわ,破れ,穴及び研磨材の塗装むらがあってはなら
ない。
4.2
特性 研磨ベルトの特性は,7.による試験を行なったとき,表2による。
表 2 研磨ベルトの特性値
研磨ベルトの種類
特性
引張強さ
N/25 mm
伸び率
%
接合部の厚さの
許容差 mm
耐水性
柔軟性
研磨布
P24〜P60
539 以上
5以下
0.25 以下
−
割れ目の幅は,研磨ベ
ルトの厚さの1.5 倍
を超えてはならない。
ベルト
P80〜P1 000
196 以上
0.18 以下
耐水研磨
P24〜P60
588 以上
0.25 以下
研磨材の離
脱があって
はならない。
布ベルト
P80〜P180
539 以上
0.18 以下
P220〜P1 000
490 以上
研磨紙 P30 〜 幅500 mm未満
245 以上
3以下
0.13 以下
−
ベルト P60
幅500 mm 以上
490 以上
P80 〜 幅500 mm 未満
196 以上
P180
幅500 mm 以上
490 以上
P220 〜 幅500 mm 未満
147 以上
P2 500 幅500 mm 以上
490 以上
耐水研磨
紙ベルト
P60 〜 P2 500
147 以上
研磨材の離
脱があって
はならない。
3
R6256:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 接合方式,寸法及び寸法許容差
5.1
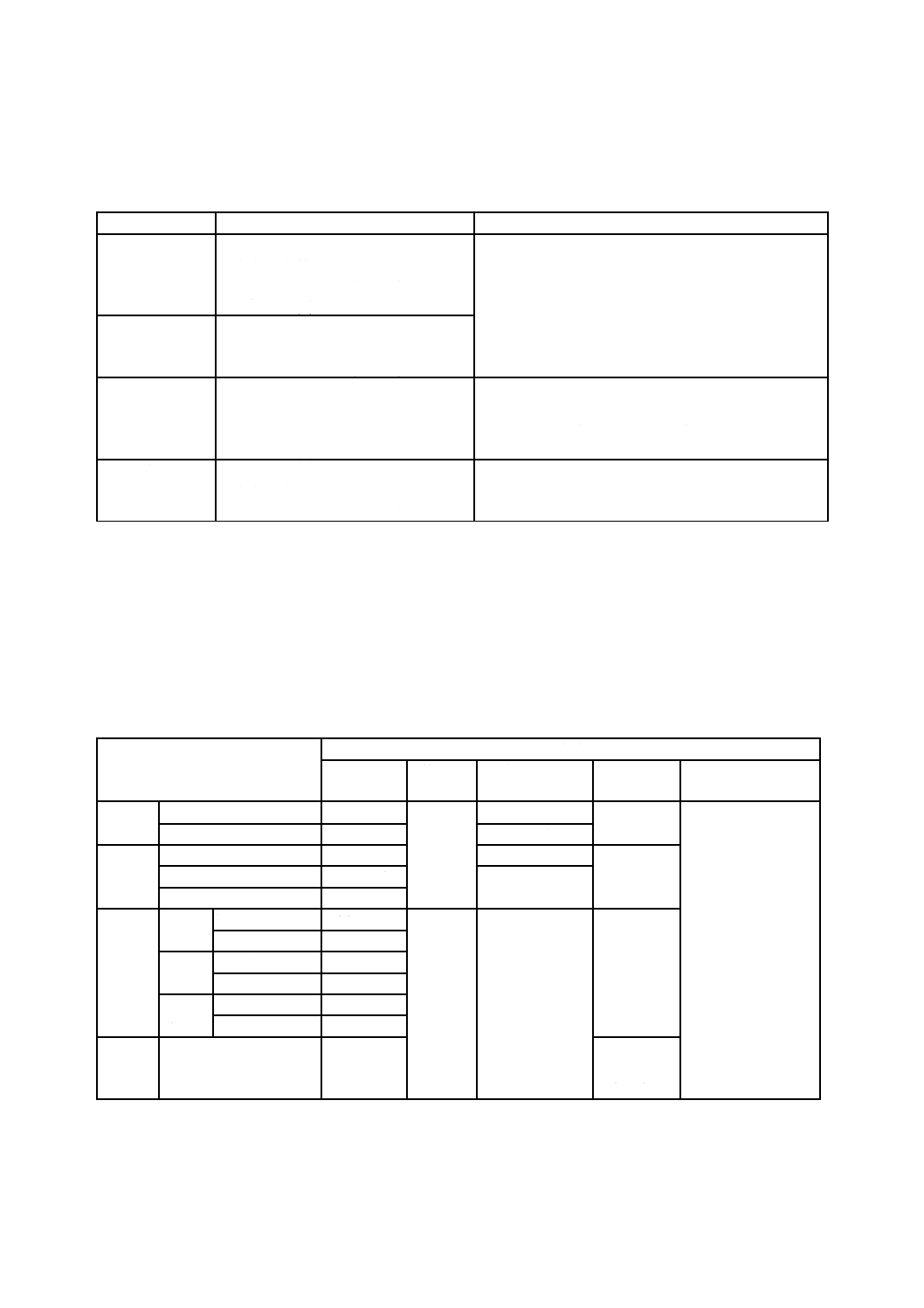
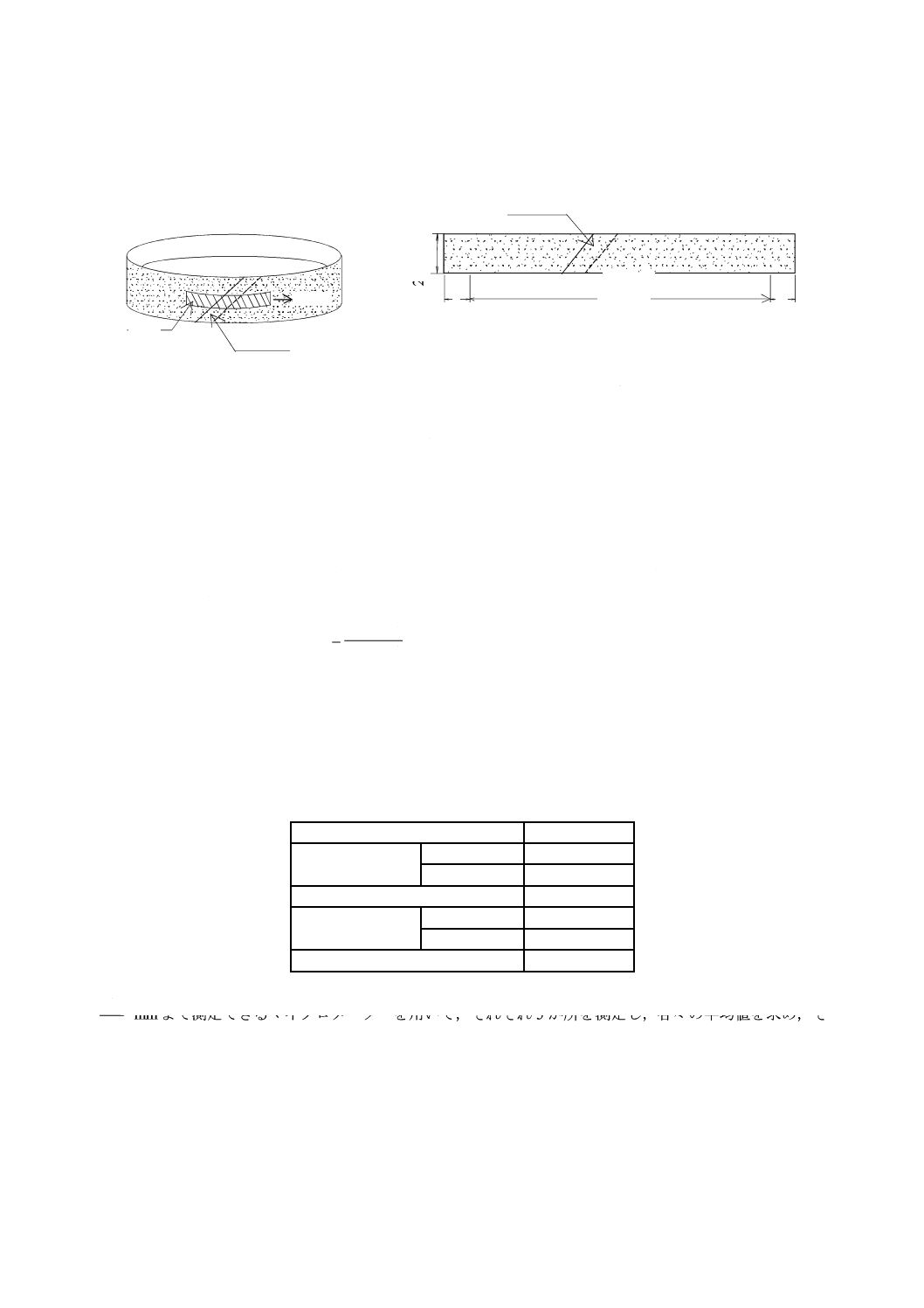
接合方式 研磨ベルトの接合方式は,通常,図1又は図2とする。
a) ラップジョイント
b) バットジョイント
図1 接合方式
備考1. 接合線は,通常,直線とする。
2. 接合線の方向は,通常,研磨材面に対し,回転方向に向かって左上がりの方向(接合線の左端が右端よ
り先行する方向)とする。
3. 接合角度αは,通常,45〜90度とする。
4. 接合幅 d1及びd2は,次のとおりとする。
d1 (a)の場合): 12 mm 以下
d2 (b)の場合): 40 mm 以下
5. 接合部の研磨材は,適宜に除去してもよい。
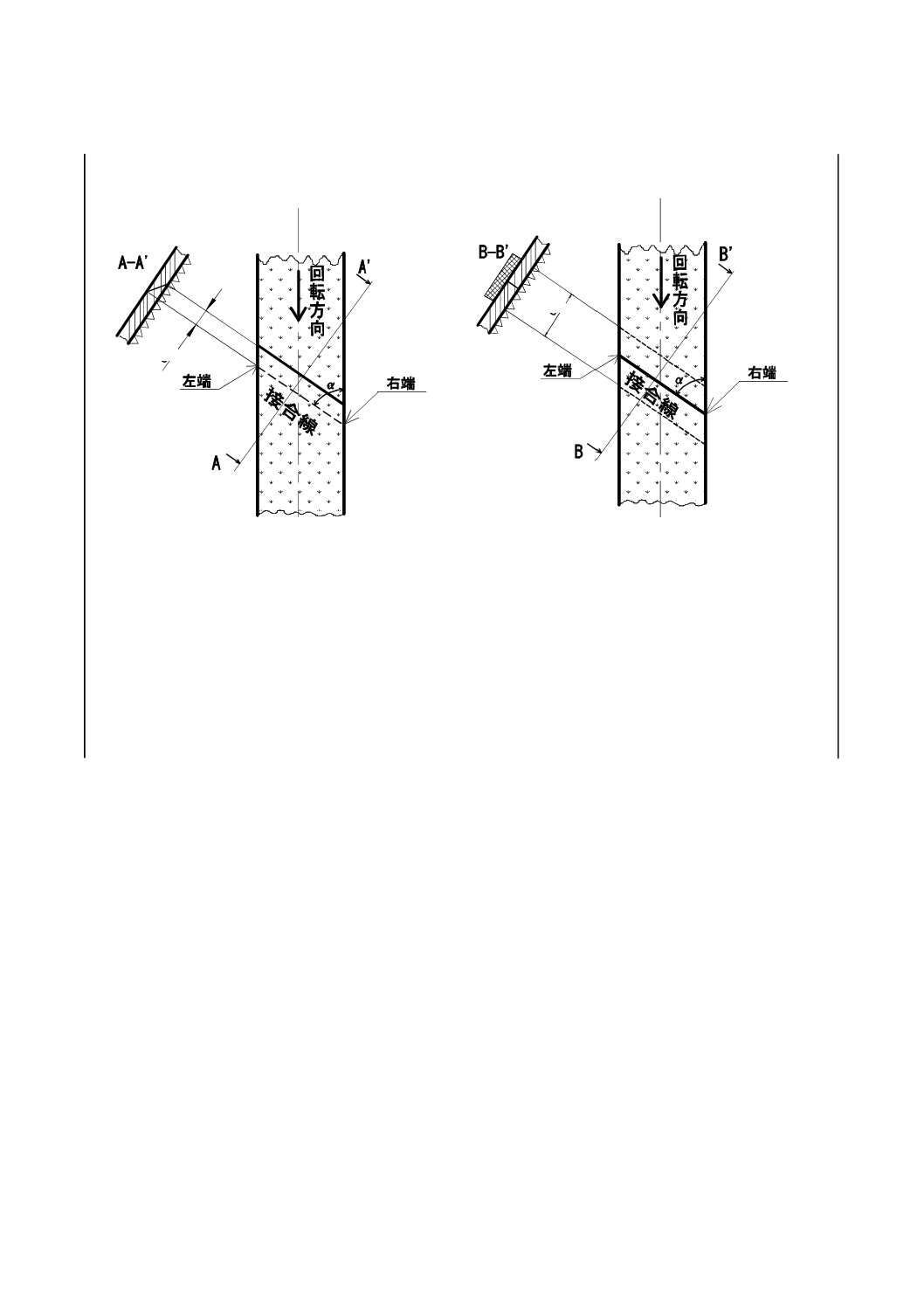
5.2
寸法 研磨ベルトの寸法は,通常,表3による。
d2
d1
4
R6256:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 3 研磨ベルト寸法
単位 mm
備考 周長は,研磨ベルトの内側の寸法とする。幅内における両側の周長の偏差は,幅1 000 mm未満を3 mm
以下,幅1 000 mm以上を5 mm以下とする。
5.3
寸法許容差 研磨ベルトの寸法の許容差は,幅は表4,周長は表5による。
表 4 研磨ベルトの幅の寸法許容差
単位 mm
幅
50 以下
50を超え
1 000 以上
1 000未満
±1
±2
±3
表 5 研磨ベルトの周長の寸法許容差
単位 mm
周長
幅
1 000未満
1 000以上
1 000以下
± 3
−
1 000超4 000以下
± 5
±10
4 000超5 600未満
± 10
5 600以上
±20
6. 材料
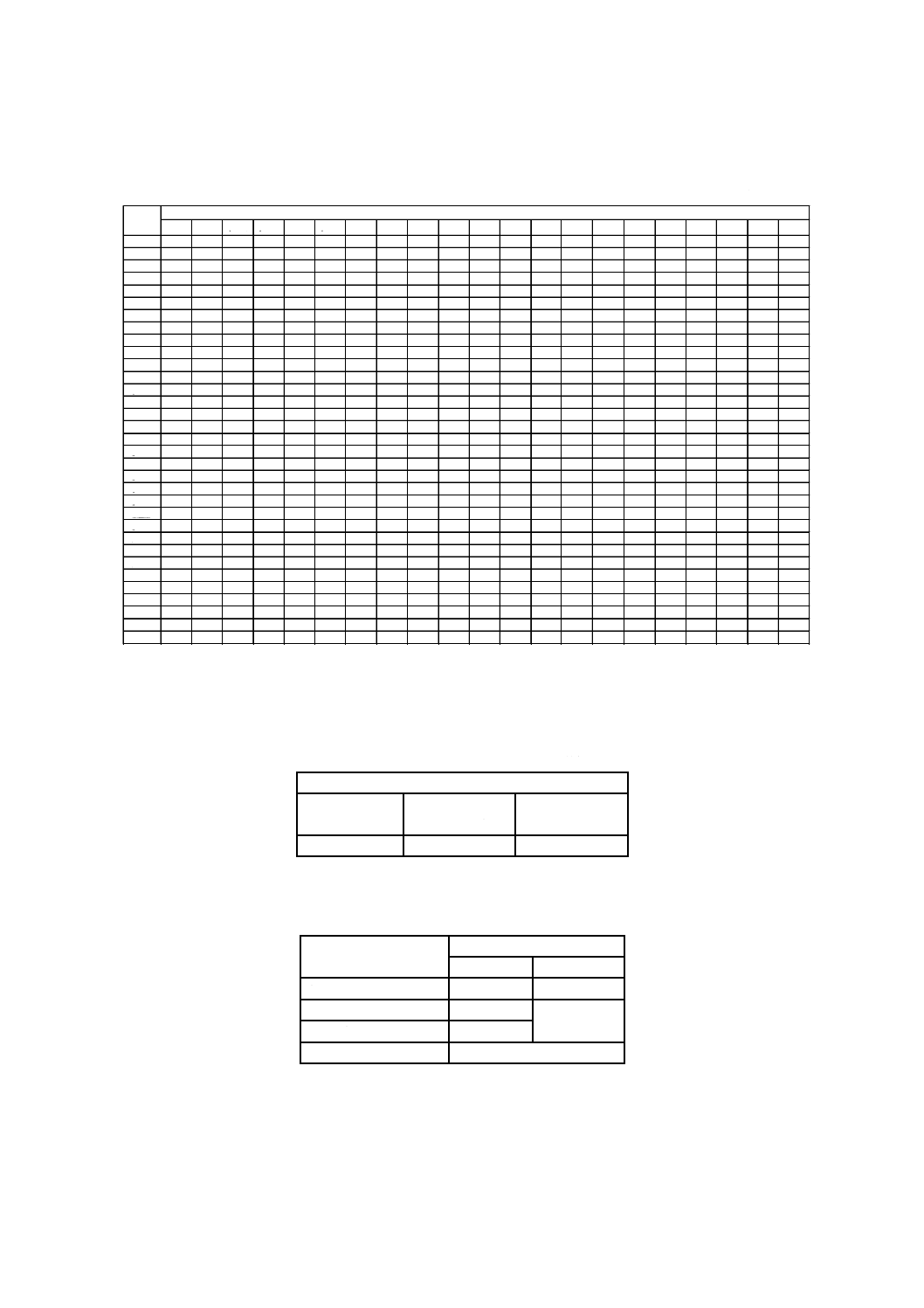
6.1
基材 研磨ベルトに使用する基材は,表6による。
330
400
500
630
800
915
1000
1250
1525
1600
2000
2286
2500
3150
3350
4000
5000
6300
8000
10000
12500
6
〇
〇
〇
〇
10
〇
〇
〇
〇
13
〇
〇
〇
〇
〇
〇
〇
〇
15
〇
〇
〇
〇
〇
〇
〇
〇
〇
20
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
25
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
30
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
40
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
50
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
60
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
75
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
100
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
125
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
150
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
200
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
〇
250
〇
〇
〇
〇
〇
〇
300
〇
〇
〇
〇
〇
〇
350
〇
〇
400
〇
〇
450
〇
〇
500
〇
〇
600
〇
〇
700
〇
〇
800
〇
〇
1000
〇
〇
1120
〇
〇
1250
〇
〇
1400
〇
〇
1600
〇
〇
1800
〇
〇
2000
〇
〇
2240
〇
〇
2500
〇
〇
周長
幅
5
R6256:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 6 基材の種類
研磨ベルトの種類
区分
単位面積当たりの質量g/m2
研磨布ベルト
P24〜P60
綿布又はこれに準じる織布
200 以上
P80〜P1 000
160 以上
耐水研磨布ベルト P24〜P60
耐水処理を施した綿布又はこれ
に準じる織布
200 以上
P80〜P1 000
160 以上
研磨紙ベルト
P30
幅500 mm未満
クラフト紙又はこれに準じる紙 95 以上
〜
P2 500 幅500 mm以上
140 以上
耐水研磨紙ベルト P60〜P2 500
耐水処理を施したクラフト紙又
はこれに準じる紙
110 以上
備考1. 研磨布ベルト及び耐水研磨布ベルトに使用する基材の質量の試験方法は,JIS L 1096の8.4(単位面積当た
りの質量)を準用する。
2. 研磨紙ベルト及び耐水研磨紙ベルトに使用する基材の坪量の試験方法は,JIS P 8124の規定を準用する。
6.2
研磨材 研磨ベルトに使用する研磨材の種類は,表7による。アルミナ質研削材及び炭化けい素質
研削材の品質は,JIS R 6111の規定による。ガーネットの品質は,目的に対して良質のものでなければな
らない。研磨ベルトに使用する研磨材の粒度の特性は,JIS R 6010の規定による。
表 7 研磨材の種類
研磨ベルトの材質による区分
研磨材の種類(記号)
アルミナ質研削材
A, WA, PA, HA, AZ(25),AZ(40)
炭化けい素質研削材
C, GC
ガーネット
G
6.3
接着剤 接着剤は,次による。
a) 塗装用接着剤 研磨ベルトの研磨材塗装に使用する接着剤は,目的に対して良質のものでなければな
らない。
b) 接合用接着剤 研磨ベルトの接合部に使用する接着剤は,目的に対して良質のものでなければならな
い。
7. 試験方法
7.1
寸法の測定方法 研磨ベルトの寸法は,JIS B 7512に規定する等級が1級の鋼製巻尺又はJIS B 7516
に規定する等級が1級の金属製直尺を用いて測定する。
7.2
引張強さ及び伸び率 引張強さ及び伸び率は,試験片の長さ方向について測定するものとし,その
方法は次による。
a) 装置 試験装置は引張試験機を用い,つかみの間隔は,125 ± 0.5 mmとする。
b) 試験片 研磨ベルトの試験片は,図2のように,その長辺が研磨ベルトの回転方向に平行となるよう
に,また,接合部が試験片のほぼ中心部にくるように切り取る。その幅は 25 ± 0.5 mm ,長さは,試
験機のつかみの間隔に対し,十分なものとする(図3参照)。
6
R6256:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a:つかみに十分必要な長さ
図 2 試験片の採り方
図 3 試験片の寸法
c) 試験片の前処理 試験片は,あらかじめ温度20 ℃±2 ℃,相対湿度(65±5)%の空気中に1時間保
持した後,直ちに試験に供する。
d) 操作及び測定値の処理 試験片をつかみに取り付けるには,まず,下部つかみに緩く挟んで一線にそ
ろえ,上部つかみにその上端をしっかり締め付け,次にその下部を締め付け,直ちに毎分200〜350 mm
の速度で荷重をかける。試験片が滑ったり,又はつかみの端で切断した場合の読みは捨て,切断時に
おける引張強さを測定する。 伸び率(ε)は,表8に示す荷重時における伸び(Δl)を測定し,次の
式によって算出する。
100
)
mm
(
125
)
mm
(
(%)
×
∆
=
l
ε
測定値は,3枚の試験片について引張強さ及び伸び率のそれぞれを少数点以下 1けたまで求める。
ただし,試験片が3枚切り取れないものは,採取できる枚数について求める。それぞれの平均値を JIS
Z 8401 の規定によって整数位に丸める。
表 8 伸び率の測定荷重
研磨ベルトの種類
荷重N/25 mm
研磨布ベルト
P24〜P60
245
P80〜P1 000
98
耐水研磨布ベルト
245
研磨紙ベルト
幅 500未満
98
幅 500以上
245
耐水研磨紙ベルト
98
7.3
接合部の厚さの許容差 研磨ベルトの接合部及び非接合部の厚さは, JIS B 7502に規定されている
100
1 mmまで測定できるマイクロメーターを用いて,それぞれ5か所を測定し,各々の平均値を求め,そ
れらの差を,接合部の厚さの許容差(mm )とし,JIS Z 8401の規定によって少数点以下2けたに丸める。
7.4
耐水性 耐水研磨布ベルト及び耐水研磨紙ベルトを温度約60 ℃の水中に 1時間浸した後,直ちに
指頭で研磨材面を強く摩擦し,研磨材の離脱の状態を調べる。
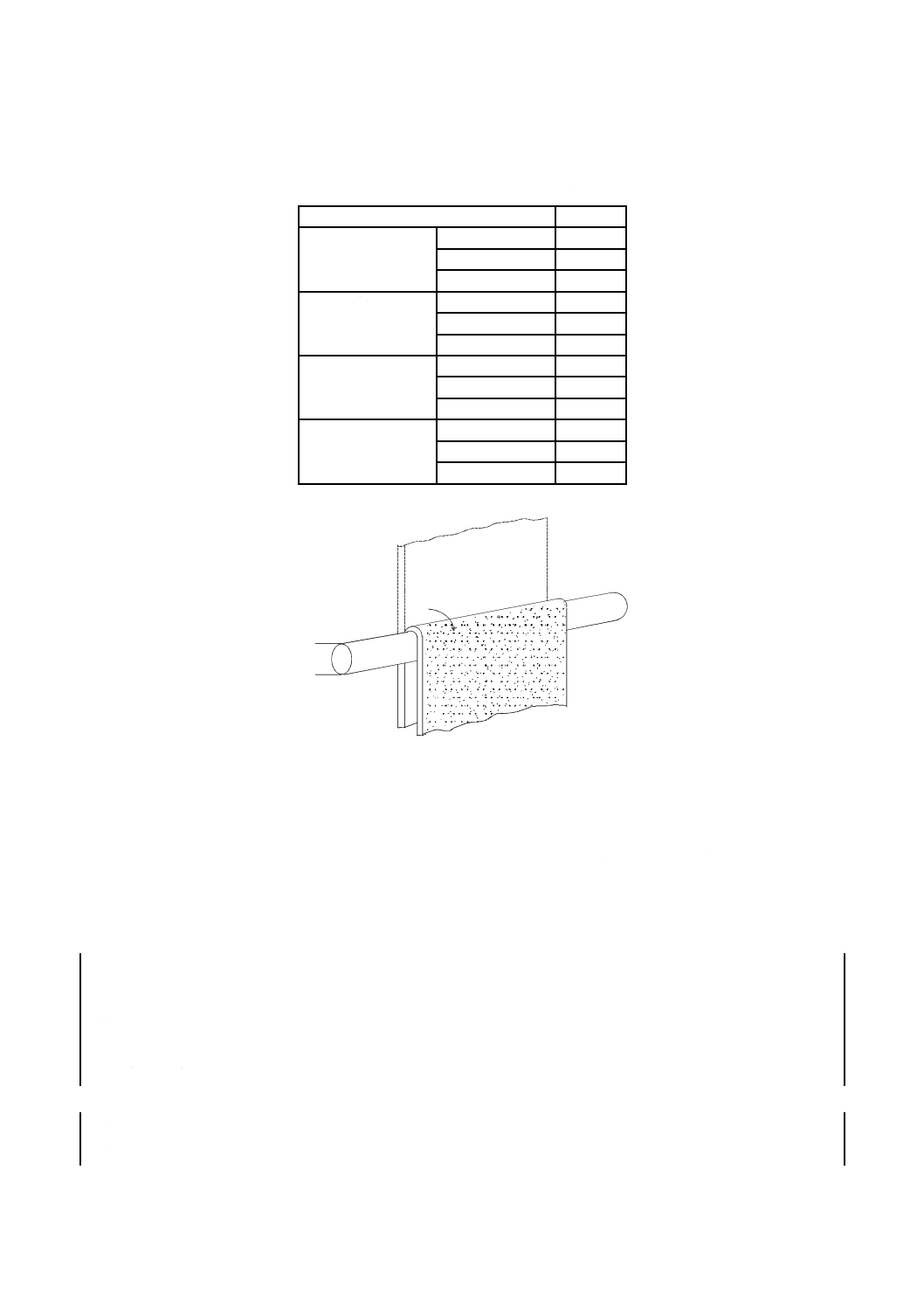
7.5
柔軟性 研磨ベルトを温度20 ℃±2 ℃,相対湿度(65±5)%の空気中に 1時間保持した後,回転方
向を表9に示す直径の丸棒に研磨材面を外側にして,図4のように,徐々に丸棒の曲面に密着させながら
180度折り曲げ,研磨材面の割れ目の状態を調べる。
回転方向
試験片
接合部
2
5
±0
.
5
a
a
125±0.5
接合部
25
±0
.5
a
a
2
5
±
0
.5
125±0.5
7
R6256:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 9 丸棒径の使用区分
単位 mm
研磨ベルトの種類
棒径(D)
研磨布ベルト
P24〜P60
60
P80〜P220
30
P240〜P1 000
15
耐水研磨布ベルト
P24〜P60
60
P80〜P220
30
P240〜P1 000
15
研磨紙ベルト
P30〜P60
60
P80〜P220
30
P240〜P2 500
15
耐水研磨紙ベルト
P60
60
P80〜P220
30
P240〜P2 500
15
図 4 柔軟性の測定
8. 検査 研磨ベルトの検査は,受渡当事者間の協定による合理的に設計された抜取り方式によって試料
を採取し,外観,引張強さ,伸び率,接合部の厚さの許容差,耐水性(耐水研磨布ベルト及び耐水研磨紙
ベルトの場合に限る。),柔軟性,接合方式及び寸法について行い,3. ,4. 及び5.によって合否を決定する。
9. 表示
9.1
製品 研磨ベルトには,1製品ごとに,次の事項を表示する。
a) 研磨材の材質による種類(記号)
b) 研磨材の粒度による種類
c) 寸法(幅×周長)
d) 回転方向(図1の場合に限る。)
e) 製造業者名又はその略号
9.2
包装
a) 基材による種類
b) 研磨材の材質による種類(記号)
3
0φD
φ
D
8
R6256:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 研磨材の粒度による種類
d) 寸法(幅×周長)
e) 製造業者名若しくはその略号又は供給業者若しくはその略号
9
R6256:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考)JISと対応する国際規格との対比表
JIS R 6256:2006 研磨ベルト
ISO 2976:2005 研磨布紙−研磨ベルト−幅と長さの組合せの選択
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格との技術的差異の
理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範
囲
研削・研磨加工に使用する接合
した研磨ベルトについて規定。
ISO
2976
1
研磨ベルトの寸法,許容
差及び製品の呼び方に
ついて規定。
MOD/追加 JISは,ISO規格の規定項
目以外に,種類,品質,材
料,試験方法及び検査の項
目を追加。
ISO規格は,品質に関する標準化
がなされていない。
JISとして必要な,規定項目を追
加。ISO規格の次回改正時に,提
案の検討を行う。
2.引用規
格
JIS B 7502, JIS B 7512,
JIS B 7516,, JIS L 1096,
JIS P 8124, JIS R 6010,
JIS R 6111, JIS Z 8401
2
−
MOD/追加
−
規定項目の相違によって,引用規
格を追加・削除。
−
ISO 554
MOD/削除
3.種類
基材,研磨材の材質及び研磨剤
の粒度による分類を規定。
−
−
MOD/追加
−
JISとして必要な規定項目として,
追加。
ISO規格の次回改正時に,提案の
検討を行う。
4.品質
研磨布の外観及び特性(引張強
さ,伸び率,接合部厚さの許容
差,耐水性及び柔軟性)につい
て規定。
−
−
MOD/追加
−
JISとして必要な規定項目として,
追加。
ISO規格の次回改正時に,提案の
検討を行う。
5.接合方
式,寸法及
び寸法許
容差
5.1接合方式:ラップ及びバット
ジョイントの2方式
−
−
MOD/追加
−
JISとして必要な規定項目として,
追加。
ISO規格の次回改正時に,提案の
検討を行う。
10
R6256:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格との技術的差異の
理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
5.接合方
式,寸法及
び寸法許
容差 (続
き)
5.2研磨ベルトの寸法(幅及び周
長)を規定。
3.1
寸法(幅及び周長)
MOD/追加
MOD/削除
ISO規格の規定値の一部
を削除し,不足寸法を追加
した(本体表3のとおり)。
国内使用実態に応じた寸法を規
定。ISO規格の次回改正時に,提
案の検討を行う。
研磨ベルトの両側の周長の偏差
を規定
3.2
研磨ベルトの両側の周
長の偏差を規定
IDT
−
−
5.3研磨ベルトの寸法許容量(幅
及び周長)を規定
3.1
JISとほぼ同じ
MOD/削除 周長についての表現が異
なるが,内容は一致。
−
−
3.3
寸法許容差測定時の試
験環境(温度及び湿度)
を規定。
MOD/削除
−
ISO規格の試験環境は,我が国の
実際とはかい(乖)離が大きいの
で採用せず。ISO規格の次回改正
時に提案の検討を行う。
6.材料
研磨布の材料(基材,研磨材及
び接着剤)について規定。
−
−
MOD/追加
−
JISとして必要な規定項目として,
追加。ISO規格の次回改正時に,
提案の検討を行う。
7.試験方
法
品質項目のそれぞれについての
試験方法を規定。
−
試験方法の規定はない。 MOD/追加 寸法測定方法を明記。ISO
試験環境保持時間24時間
を1時間に変更。
品質のそれぞれについて試験方法
を規定。実質的な寸法測定差異は
ほとんどない。保持時間変更によ
る試験結果差異は少ない。
3.3
−
MOD/削除 JISは,寸法の試験につい
ては,ISOの試験環境を適
用していない。
ISO規格の試験環境は,我が国の
実際とはかい(乖)離が大きいの
で採用せず。ISO規格の次回改正
時に提案の検討を行う。
11
R6256:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.検査
研磨布の試料採取方法,検査項
目及び合否判定基準について規
定。
−
−
MOD/追加
−
JISとして必要な規定項目として,
追加。
9.表示
製品及び包装について,それぞ
れ表示5項目を規定。
5
粒度及び製造業者名を
表示。
MOD/追加
−
素材の種類,研磨剤の材質による
種類(記号),寸法(幅×周長)を
追加。ISO規格の次回改正時に,
提案の検討を行う。
−
−
4
この規約に適合する研
磨ベルトの製品の呼び
方を規定。
MOD/追加
−
JISは,呼び方として種類を寸法を
規定しているためISOの呼び方を
入れることは,ダブル表示となる
ためISOの呼び方を削除。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT………………
技術的差異がない。
− MOD/削除………
国際規格の規定項目又は規定内容を削除している。
− MOD/追加………
国際規格にない規定項目又は規定内容を追加している。
− MOD/変更………
国際規格の規定内容を変更している。
2.
JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− MOD……………
国際規格を修正している。