R 6244:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この追補は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,研削砥石工業会(GIS)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が改正したもので,これによって,JIS R 6244:2005
は改正され,一部が置き換えられた。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 6244:2013
結合研削材といし−寸法許容差及び振れ公差
(追補1)
Bonded abrasive products-Limit deviations and run-out tolerances
(Amendment 1)
JIS R 6244:2005を,次のように改正する。
3.(定義)の“JIS B 0401-1の4.(用語及び定義)”を,“JIS R 6004の箇条3(用語,記号及び定義)”に
置き換える。
5.2(一般用途用研削といし)の“JIS R 6240の3.1(形状・寸法)”を,“JIS R 6240の4.1(形状・寸法)”
に置き換える。
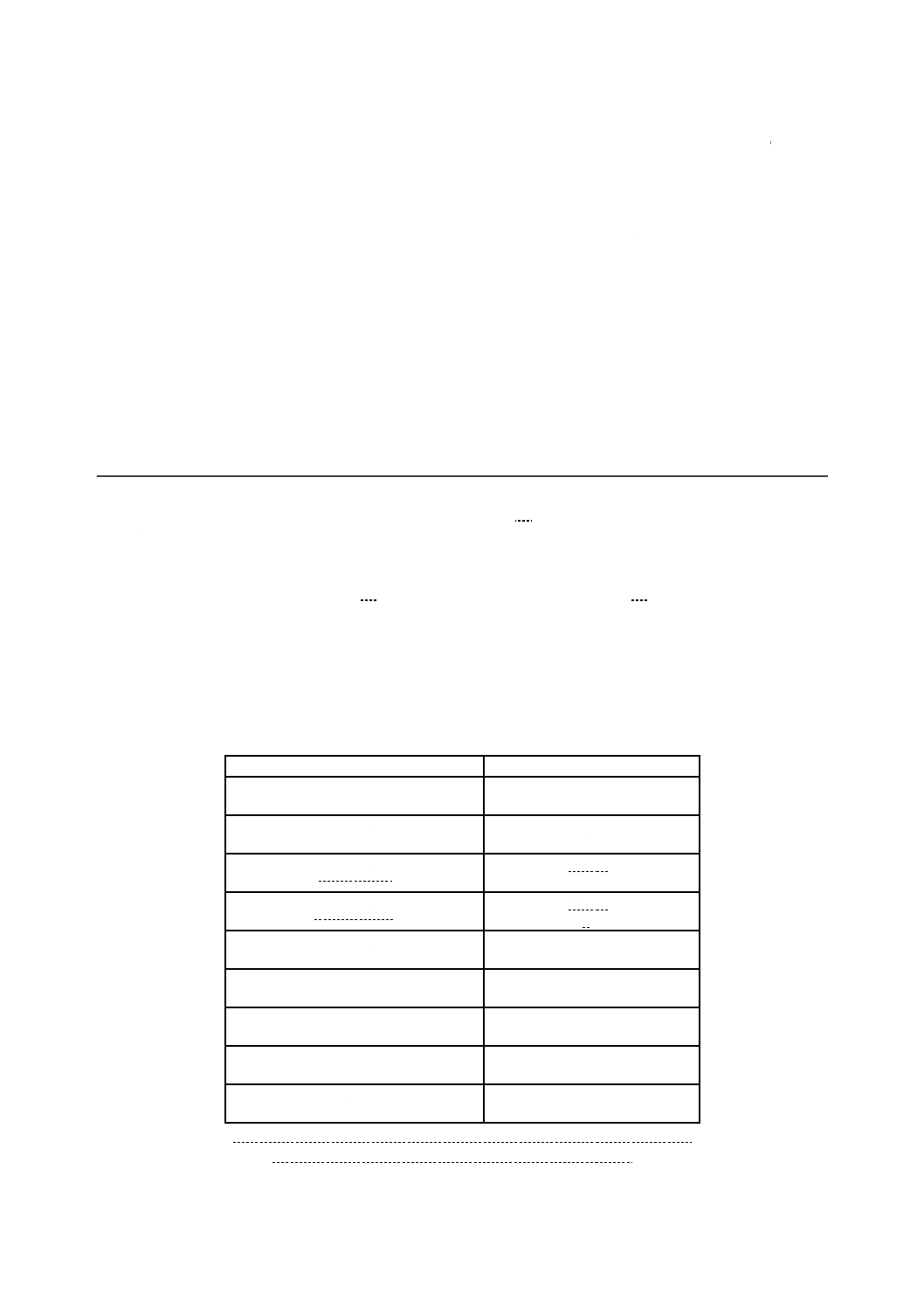
5.2.2(孔径の寸法許容差TH)の表3(孔径の寸法許容差)を,次の表に置き換える。
表3 孔径の寸法許容差
単位 mm
H
TH
1.6≦H≦50
+0.16
0
50<H≦80
+0.19
0
80<H≦120
+0.22
0
120<H≦180
+0.25
0
180<H≦250
+0.29
0
250<H≦315
+0.32
0
315<H≦400
+0.36
0
400<H≦500
+0.40
0
500<H
+0.44
0
備考 孔径の寸法許容差は,固定側フランジのパイロット径又はといし軸
径の寸法許容差がf 7以上の精度である場合に適用する。
2
R 6244:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.1(適用)の“JIS R 6240の3.1(形状・寸法)”を,“JIS R 6240の4.1(形状・寸法)”に置き換える。
5.4(高圧研削用研削といし)の“高圧研削用研削といし”を,“超重研削用といし”に置き換える。
5.4(高圧研削用研削といし)の“JIS R 6240の3.1(形状・寸法)”を,“JIS R 6240の4.1(形状・寸法)”
に置き換える。
5.4(高圧研削用研削といし)の“表9 高圧研削用研削といしの寸法許容差”を,“表9 超重研削用とい
しの寸法許容差”に置き換える。
5.6[リング形及びディスク形研削といし(接着又は機械的取付け)並びにナット付リング形及びナット付
ディスク形研削といし]の“JIS R 6240の3.1(形状・寸法)”を,“JIS R 6240の4.1(形状・寸法)”に置
き換える。
6.2(一般用途用カップ形及び皿形研削といし)の“JIS R 6240の3.1(形状・寸法)”を,“JIS R 6240の
4.1(形状・寸法)”に置き換える。
6.3(工具研削用カップ形及び皿形研削といし)の“JIS R 6240の3.1(形状・寸法)”を,“JIS R 6240の
4.1(形状・寸法)”に置き換える。
7.(切断用並びにばり取り及びきず取り用研削といし)の“切断用並びにばり取り及びきず取り用研削と
いし”を,“切断といし並びにばり取り及びきず取りといし”に置き換える。
7.1(適用)の“切断用研削といし並びにばり取り及びきず取り用研削といし”を,“切断といし並びにば
り取り及びきず取りといし”に置き換える。
7.2(形状)の“図9 41号平形切断用研削といし,例えば,JIS R 6211-16に規定されている研削といし”
を,“図9 41号平形切断といし,例えば,JIS R 6211-16に規定されている切断といし”に置き換える。
7.3(切断用研削といし)の“切断用研削といし”を,“切断といし”に置き換える。
7.3(切断用研削といし)の“JIS R 6240の3.1(形状・寸法)”を,“JIS R 6240の4.1(形状・寸法)”に
置き換える。
7.3.4(偏肉許容範囲)の“JIS R 6240の3.1.3(偏肉)”を,“JIS R 6240の4.1.3(偏肉)”に置き換える。
7.4(ばり取り及びきず取り用研削といし)の“JIS R 6240の3.1(形状・寸法)”を,“JIS R 6240の4.1(形
状・寸法)”に置き換える。
7.4.2(オフセット形研削といし)a)(外径の寸法許容差TD,面振れ公差TPL及び外周振れ公差TRL)の“JIS
3
R 6244:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
R 6240の3.1.6(オフセットといしの面振れ)”を,“JIS R 6240の4.1.6(レジノイドオフセット研削とい
しの面振れ)”に置き換える。
8.(自由研削用軸付といし)の“JIS R 6240の3.1(形状・寸法)”を,“JIS R 6240の4.1(形状・寸法)”
に,“JIS R 6240の3.1.7 b)(外周振れ)”を,“JIS R 6240の4.1.7 b)(外周振れ)”に置き換える。
付表1(引用規格)のJIS B 0401-1を削除する。
付表1(引用規格)の“JIS B 7507 ノギス”の次に,“JIS R 6004 研削材及び研磨材,といし並びに研
磨布紙−用語及び記号”を挿入する。
付表1(引用規格)の“JIS R 6211-9 研削といし−寸法−第9部:高圧研削用研削といし”を,“JIS R 6211-9
結合研削材といし−寸法−第9部:超重研削用研削といし”に置き換える。
付表1(引用規格)の“JIS R 6211-16 結合研削材といし−寸法−第16部:手持式電動切断機における切
断用研削といし”を,“JIS R 6211-16 結合研削材といし−寸法−第16部:手持式切断機における切断用
研削といし”に置き換える。