R 6243:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 2
4 平衡度の最大許容値Uaの求め方 ························································································· 3
5 固有平衡度の求め方 ·········································································································· 3
6 固有平衡度の検査方法 ······································································································· 5
6.1 合否判定の方法 ············································································································· 5
6.2 maの決定方法················································································································ 5
6.3 研削といしの合否判定試験による検査方法 ·········································································· 5
7 報告事項························································································································· 5
附属書JA(参考)ISO 6103による平衡度の最大許容値 ······························································· 6
附属書JB(参考)平衡度表示の方法 ························································································ 8
附属書JC(参考)JISと対応国際規格との対比表 ······································································ 11
R 6243:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,研削砥石工業会
(JGWA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これ
によって,JIS R 6243:2008は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
R 6243:2018
といし−研削といしの平衡度の
静的試験及び検査方法
Bonded abrasive products-Static testing and inspection methods for
unbalances of grinding and cutting-off wheels
序文
この規格は,2014年に第4版として発行されたISO 6103を基とし,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,JIS R 6241の表1(研削といしの普通使用周速度の限度)に規定する,普通速度で使用す
る外径150 mm以上及び質量0.2 kg以上並びに高速度で使用する外径100 mm以上及び質量0.1 kg以上で,
かつ,最高使用周速度が10 m/sを超えて使用する研削といしの,平衡度の求め方及び実用的な研削といし
の合否判定試験による検査方法について規定する。また,この規格は,研削といしの平衡度の最大許容値
についても規定する(表1参照)。
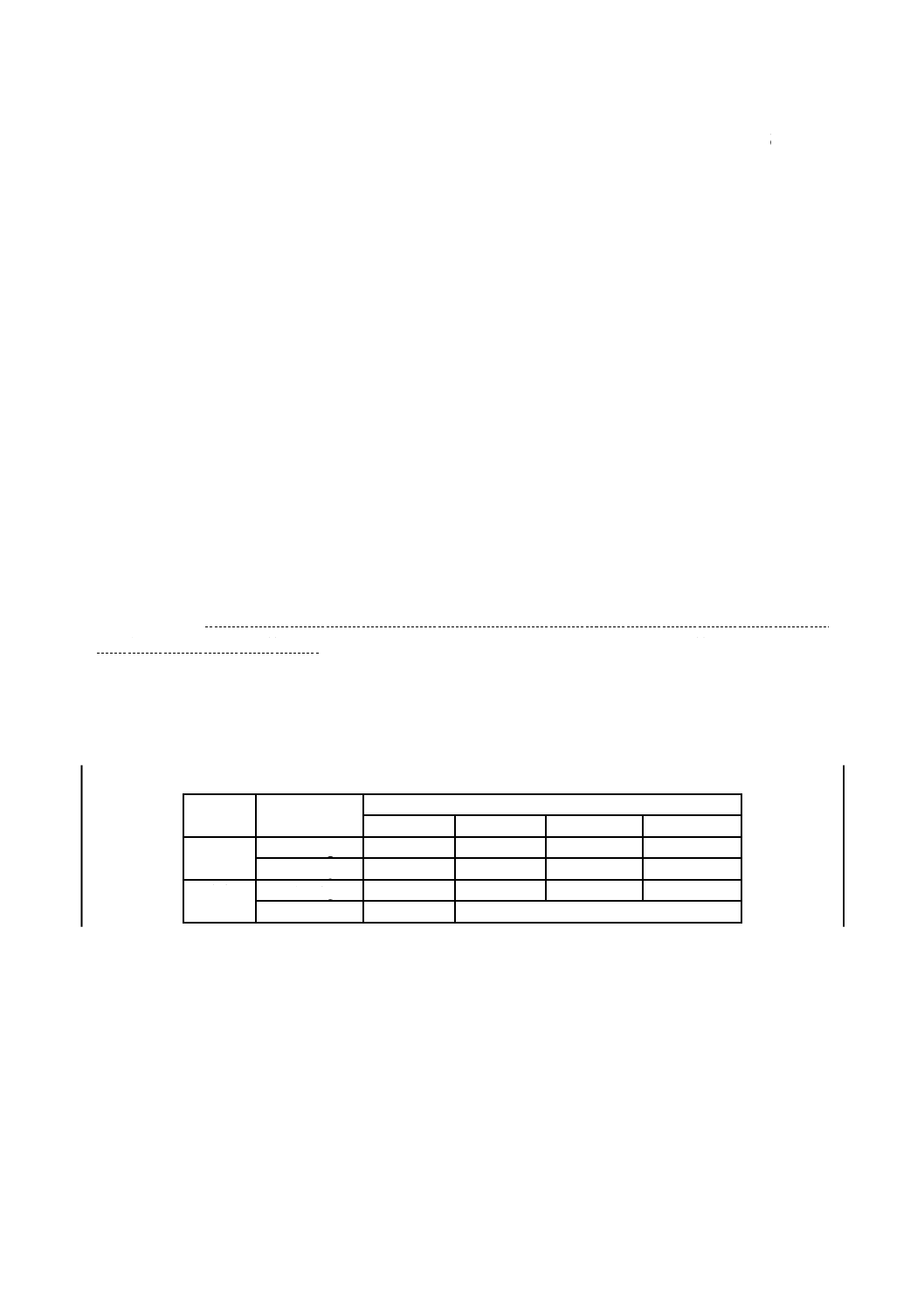
表1−質量及び外径の範囲
速度区分
研削といし
の質量
研削といしの外径
<100 mm
100 mm≦
<150 mm
150 mm≦
普通速度 <0.2 kg
−
−
−
−
0.2 kg≦
−
−
−
適用
高速度
<0.1 kg
−
−
−
−
0.1 kg≦
−
適用
この規格は,受渡しの状態の研削といしに適用できる。ただし,この規格は,次のといしには適用でき
ない。
− ダイヤモンド/CBN工具及び天然といし。
− 外面心無し研削用コントロールといし,ラップ研磨用といし,鋼球研磨用といし及びガラス研削用と
いし。
注記1 この試験方法で求める平衡度は,研削といし自体がもつ不平衡をいい,平衡度試験心棒(以
下,試験心棒という。)に内在する不平衡又は試験心棒への取付方法による不平衡とは無関係
である。フランジ又はハブフランジを含むいろいろな要素は,平衡が保たれ,均質で,形状
2
R 6243:2018
欠陥がないものがよい。
注記2 不平衡が及ぼす影響には,基本的に次のようなものがある。
− といし軸,機械及び取付部に応力が加わる。
− ベアリングが過度に摩耗する。
− 機械加工の品質に影響を及ぼす振動が起き,研削といしの内部応力が増大する。
− 作業者の疲労が増大する。
注記3 ISO 6103に規定する平衡度の最大許容値を,附属書JAに示す。
注記4 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 6103:2014,Bonded abrasive products−Permissible unbalances of grinding wheels as delivered
−Static testing(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS R 6004 研削材及び研磨材,といし並びに研磨布紙−用語及び記号
JIS R 6241 といし−研削といしの最高使用周速度
JIS R 6242 といし−一般的要求事項
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS R 6004によるほか,次による。
3.1
平衡度(unbalance)
研削といしの静的不平衡の程度。質量(g)と半径(mm)との積で示し,平衡度の単位記号はg・mmで
表す。
3.2
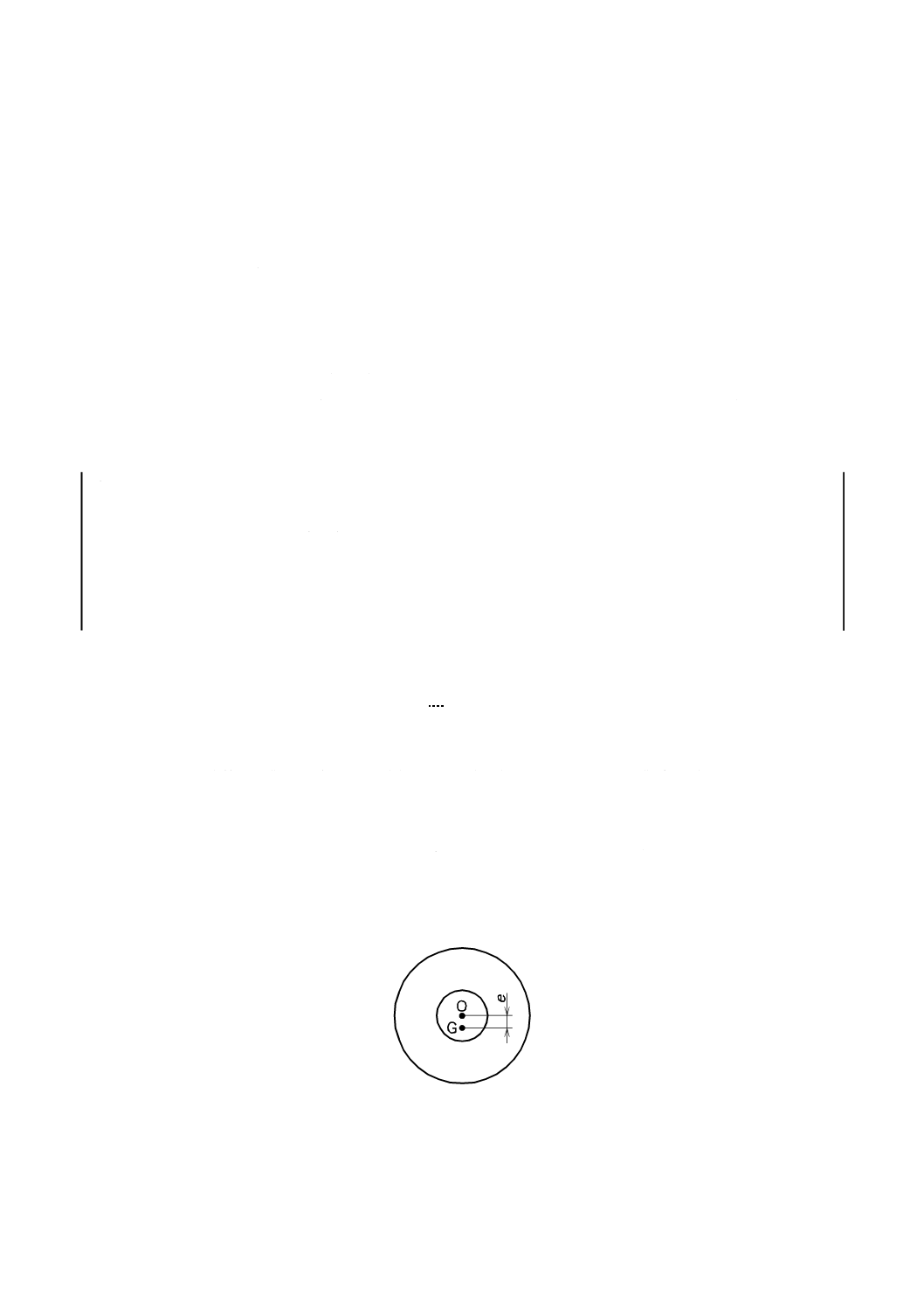
研削といしの固有平衡度Ui(intrinsic unbalance of a grinding and cutting-off wheel)
研削といしの質量m1と,質量の中心(重心)Gと中央の孔の部分(以下,孔部という。)の中心Oとの
間の距離eとの積(図1参照)。
図1−研削といしの質量の中心Gと孔部の中心Oとの関係
3
R 6243:2018
3.3
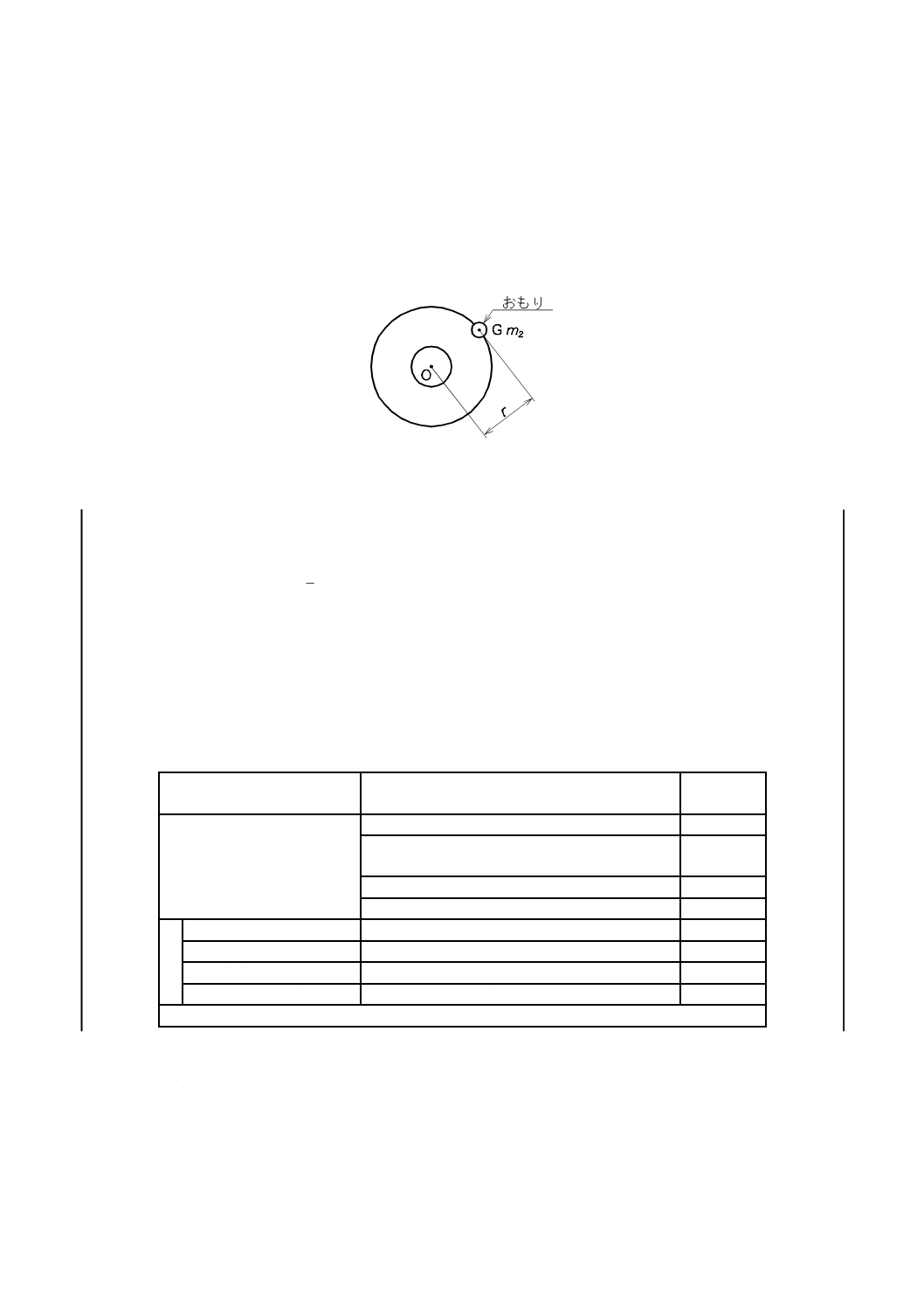
実測平衡度Uc(measured unbalance)
研削といしの平衡を保つためにといしに取り付けたおもりの質量m2と,おもりの質量m2の中心Gm2(重
心)と研削といしの孔部の中心Oとの間の距離rとの積(図2参照)。
注記 この距離は,実用上,研削といしの半径rに等しい。
図2−おもりの質量m2の中心Gm2と研削といしの孔部の中心Oとの関係
4
平衡度の最大許容値Uaの求め方
平衡度の最大許容値Uaの求め方は,次による。
r
m
U
a
a=
ここに,
r: 研削といしの半径(mm)
ma: 研削といしの円周上に中心をもつおもりの質量(g)
k1m12/3
m1: 研削といしの質量(kg)
k1: 研削といしの最高使用周速度及び研削といしの種類
によって決まる係数(表2参照)
表2−係数k1の値
研削といしの最高使用周速度
m/s
研削といしの種類
係数k1
普通速度
結合剤記号V又はMGの研削といし
7
オフセット形研削といし及び切断といしを除く
結合剤記号B又はBFの研削といし
6
結合剤記号B又はBFのオフセット形研削といし
6.7
結合剤記号B,BF又はRの切断といし
10
高
速
度
33を超え 45以下
全ての種類
6
45を超え 60以下
全ての種類
5
60を超え 80以下
全ての種類
4
80を超え 100以下
全ての種類
3
研削といしの種類を示す結合剤記号は,JIS R 6242の表8(結合剤の種類)による。
5
固有平衡度の求め方
固有平衡度の求め方は,次による。ただし,同等以上の精度で測定できる場合には,他の方法を用いて
もよい。
a) 試験心棒を研削といしの側面に対して垂直になるように,研削といしの孔部に通す。平形又はそれに
類似した形状の研削といしはそのまま取り付け,これ以外の形状の研削といしは,固定するのに適切
4
R 6243:2018
なフランジを用いて支えてもよい。
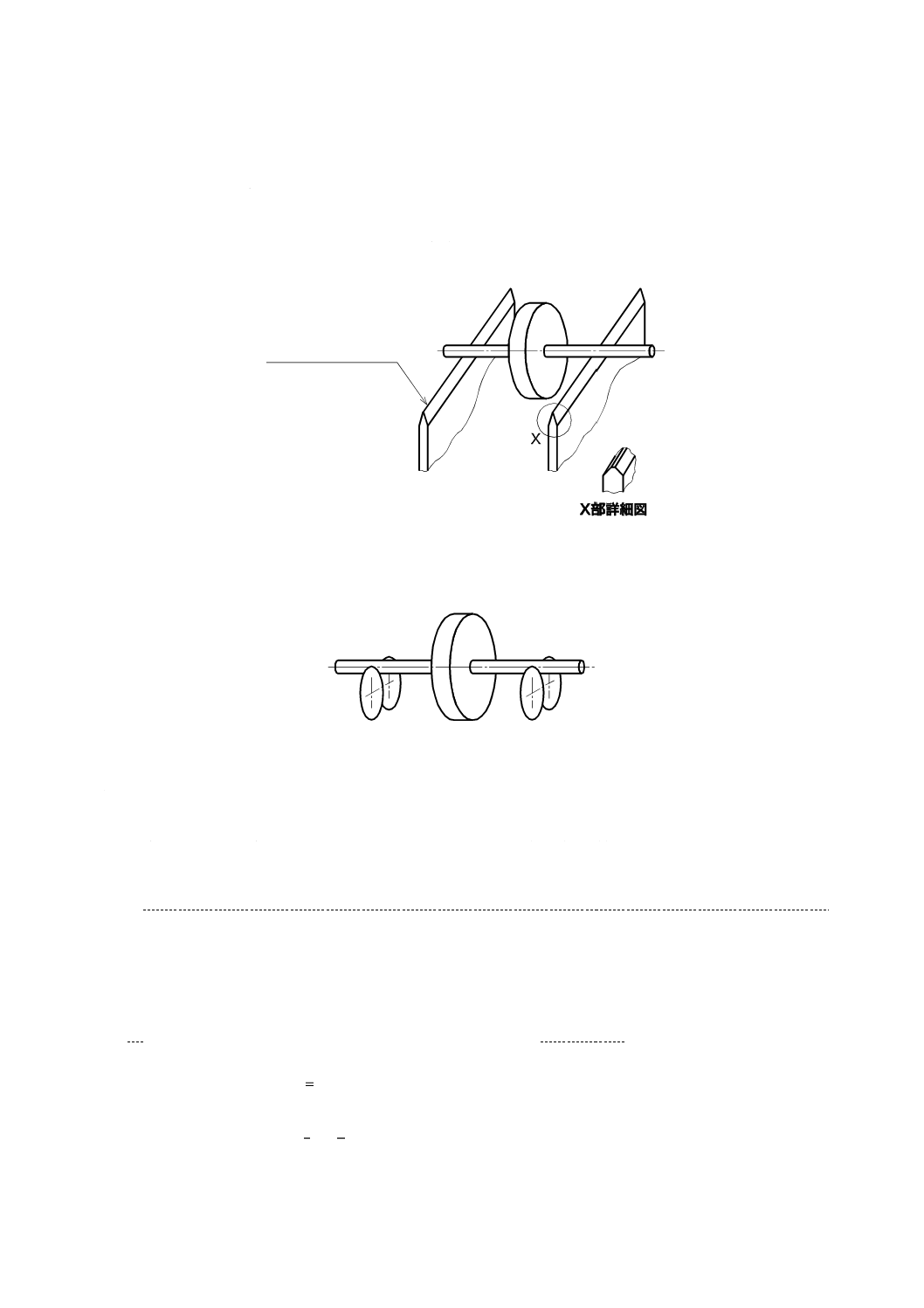
b) 水平な2本の上面を面取りしたガイドバー若しくは丸棒(図3参照),又は重なり合って自由に回転で
きる2組の鋼製ディスク(図4参照)を備えた支持台の上に,試験する研削といしを取り付けた試験
心棒を載せる。自由回転した後は,最小の摩擦抵抗で静止して釣合いの取れた状態になる。試験心棒
と研削といしの孔部との間隙は,0.4 mmを超えてはならない。
注記 一対のガイドバーの代わりに,一対の丸棒を使用してもよい。
図3−ガイドバーによる平衡度試験方法
図4−鋼製ディスクによる平衡度試験方法
c) 試験心棒及び支持台(ガイドバー,丸棒又は鋼製ディスク)は,十分な表面硬度をもち,摩擦が最小
になるように適正な表面状態とする。
d) 釣合いの取れた状態の研削といしでは,その質量の中心(重心)が最も低い位置にあるとみなせる。
この状態で研削といし外周の一番上の部分に印を表示する。
なお,この印は,受渡当事者間の協定によって受渡しの状態まで表示してもよい。この場合,この
印は平衡度表示といい,その表示方法は,附属書JBによる。
e) 研削といしを90度回転させ,d)で表示した外周部の印を試験心棒の中心軸と水平の位置にする。
f)
90度回転させた状態の研削といしが釣合いの取れた状態を保つように,d)で表示した外周部の印を付
けた位置におもりを取り付けることによって,不平衡状態から釣合いの取れた状態にするために必要
なおもりの質量m2を決定する。次の式によって求められる実測平衡度Ucは,研削といしの固有平衡
度Uiと大きさが等しく,中心に対して正反対の位置にある。
r
m
U
2
c=
g) おもりの質量m2の値を用いて,研削といしの固有平衡度Uiを,次の式によって求める。
r
m
U
U
2
c
i
=
=
面取りしたガイドバー
5
R 6243:2018
6
固有平衡度の検査方法
6.1
合否判定の方法
箇条5に示す方法で求めた固有平衡度Uiが,最大許容値Ua以下の場合,その研削といしは合格とする。
すなわち,次の式を満たさなければならない。
a
i
U
U≦
試験にはおもりを使用する。おもりの質量ma,最大許容値Ua及び研削といしの半径rの関係は,次の
式による。
r
U
m
a
a=
6.2
maの決定方法
研削といしの最高使用周速度と研削といしの種類によって,表2及び次の式に従っておもりの質量ma
を求める。
2/3
1
1
a
m
k
m=
6.3
研削といしの合否判定試験による検査方法
箇条5 a) によって研削といしを取り付け,箇条5 d) によって表示した印の位置に,6.2で求めたおもり
の質量maを取り付ける。研削といしがそのまま動かないか,又は回転して印が下に動く場合は,その研削
といしは合格とする。それ以外の場合には,不合格とする。
7
報告事項
試験報告書には,次の項目を記載する。ただし,受渡当事者間の協定によって記載項目を選択又は省略
することができる。
a) 規格番号
b) 製造年月日又はロット番号
c) 試験年月日
d) 固有平衡度又は実測平衡度
e) 平衡度表示の有無
f)
平衡度の最大許容値
6
R 6243:2018
附属書JA
(参考)
ISO 6103による平衡度の最大許容値
JA.1 平衡度の最大許容値Uaの求め方
ISO 6103に規定する平衡度の最大許容値Ua及び係数kは,次による。
平衡度の最大許容値Uaは,次の式による。
r
m
U
a
a=
ここに,
r: 研削といしの半径(mm)
ma: 研削といしの円周上に中心をもつおもりの質量(g)
1
m
k
m1: 研削といしの質量(g)
k: 用途,研削加工用機械の種類,研削といしの形状記号,
外径,厚さ及び最高使用周速度によって決まる係数
(表JA.1参照)
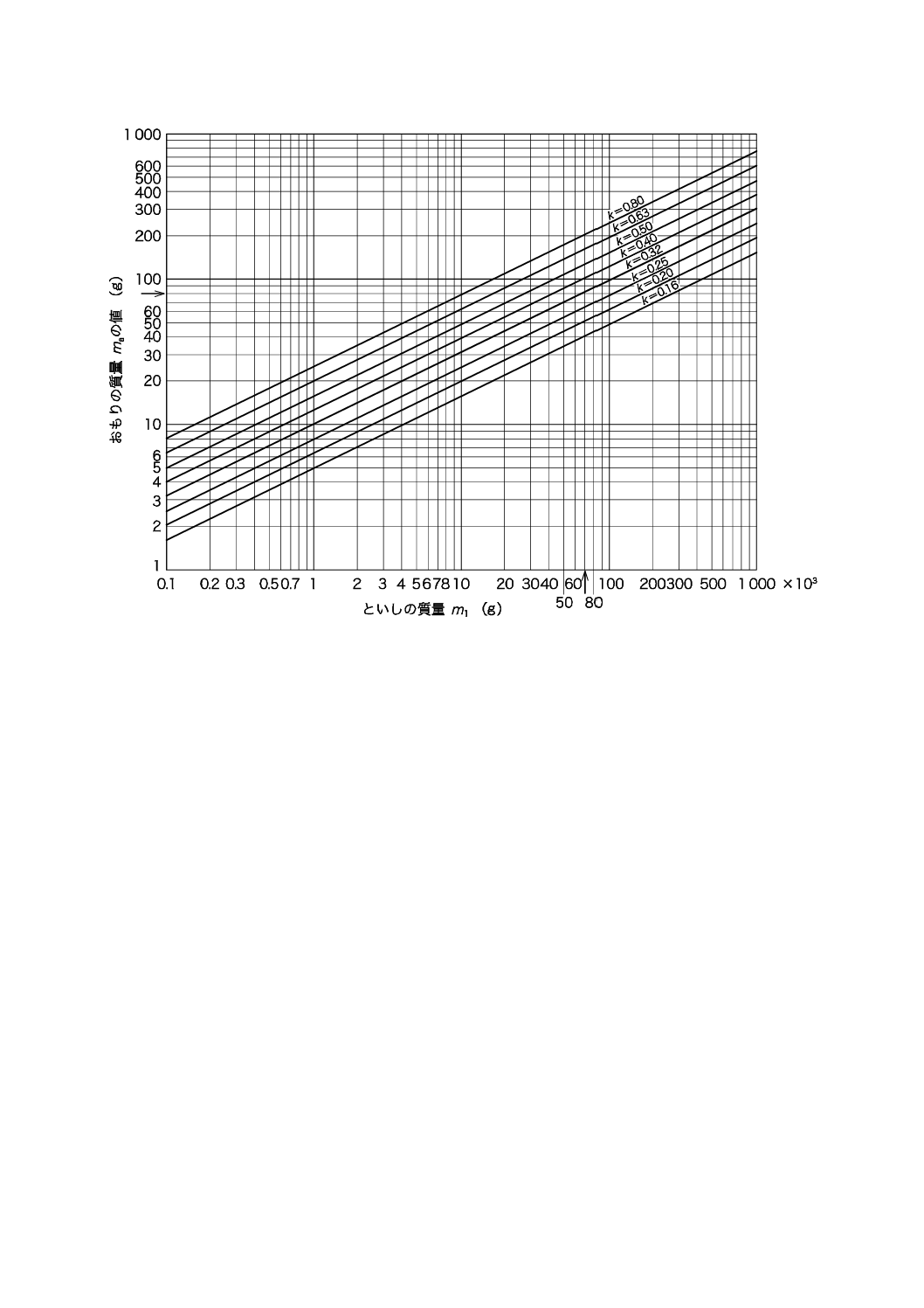
maの値をm1及びkの関数として図JA.1に示す。
なお,kの値は,研削といしを通常の方法で使用したときに,不平衡の問題が起こらないように経験上
から選んだ値である。
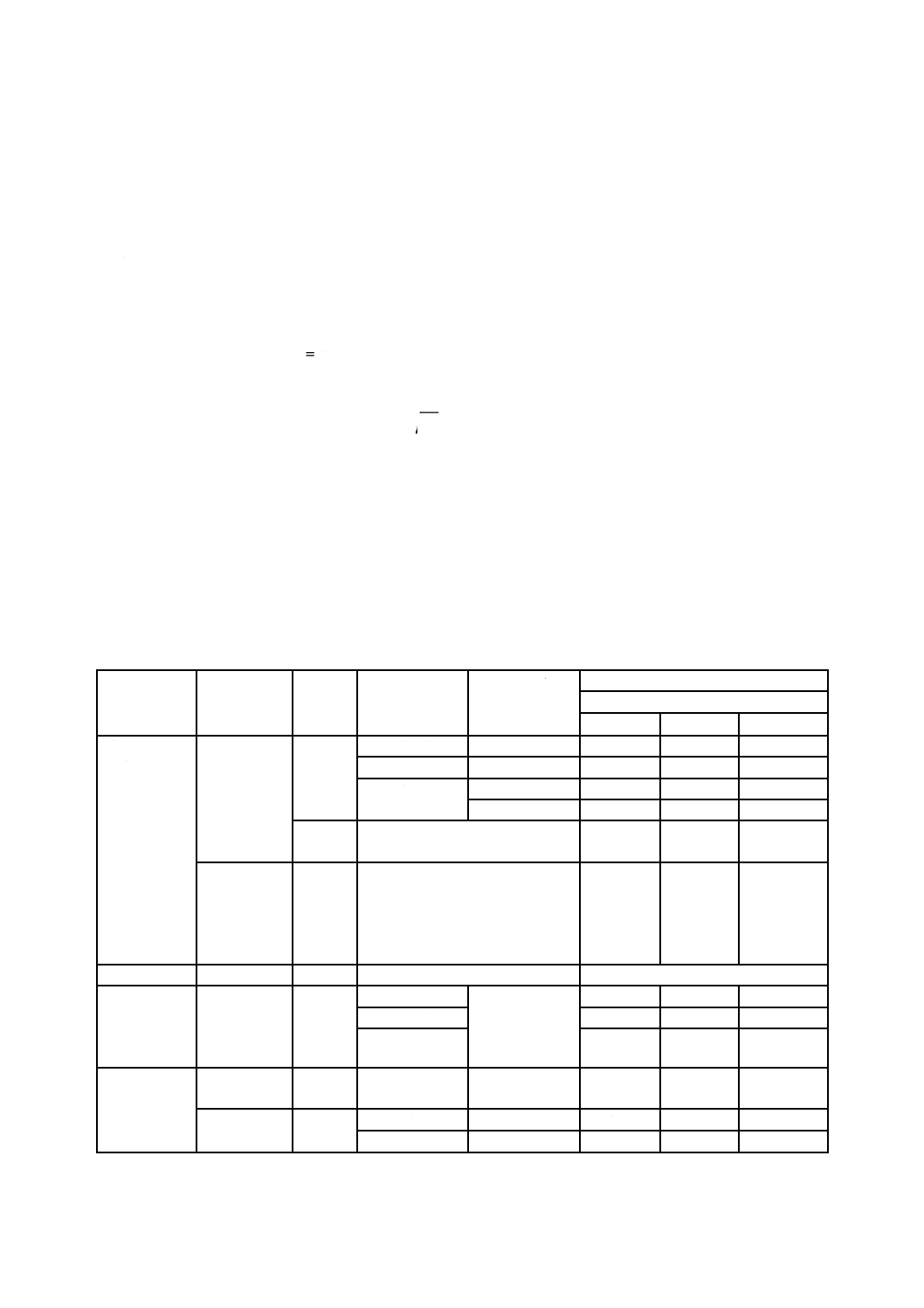
表JA.1−係数kの値
用途
研削加工用
機械の種類
研削とい
しの形状
記号
外径D
mm
厚さT
mm
係数k
最高使用周速度m/s
16≦vs≦40 40<vs≦63 63<vs≦125
ばり取り及び
きず取り用
手持式研削盤 1,4,27,
28,29,
35及び
36号
125≦D≦150
−
0.40
0.32
0.25
150<D≦180
−
0.40
0.32
0.20
D>180
T≦6
0.40
0.32
0.20
T>6
0.32
0.25
0.20
6及び11
号
全ての寸法
0.40
0.32
−
定置式研削
盤,スイング
グラインダ,
及びその他の
研削盤
1,2,35
及び36
号
全ての寸法
0.63
0.50
0.40
超重研削用
定置式研削盤 1号
全ての寸法
0.80
精密研削用,円
筒研削用,平面
研削用及び刃
研ぎ研削用
定置式研削盤 全形状
125≦D≦300
全ての寸法
0.25
0.20
0.16
300<D≦610
0.32
0.25
0.20
D>610
0.40
0.32
0.25
切断用
手持式切断機 41及び
42号
125≦D≦406
−
0.40
0.32
0.20
定置式切断機 41及び
42号
D≦300
−
0.50
0.40
0.32
D>300
−
0.63
0.50
0.40
7
R 6243:2018
図JA.1−といしの質量m1及び係数kの関数に対するおもりの質量maの値
例 定置式研削盤に取り付け,最高使用周速度vsが60 m/sで用いる,外径Dが762 mm,質量m1が
68 000 gの精密研削用平形といしについては,係数kは0.32(表JA.1参照)及びおもりの最大許
容質量maは83 gである。
8
R 6243:2018
附属書JB
(参考)
平衡度表示の方法
JB.1 平衡度表示をする研削といしの種類
平衡度表示は,1号平形,3号片テーパ形,4号両テーパ形,5号片へこみ形,7号両へこみ形,20〜26
号逃げ付き形,38号及び39号ドビテール形の機械研削用研削といしについて行う。ただし,粗研削用の
機械研削用研削といしは除く。
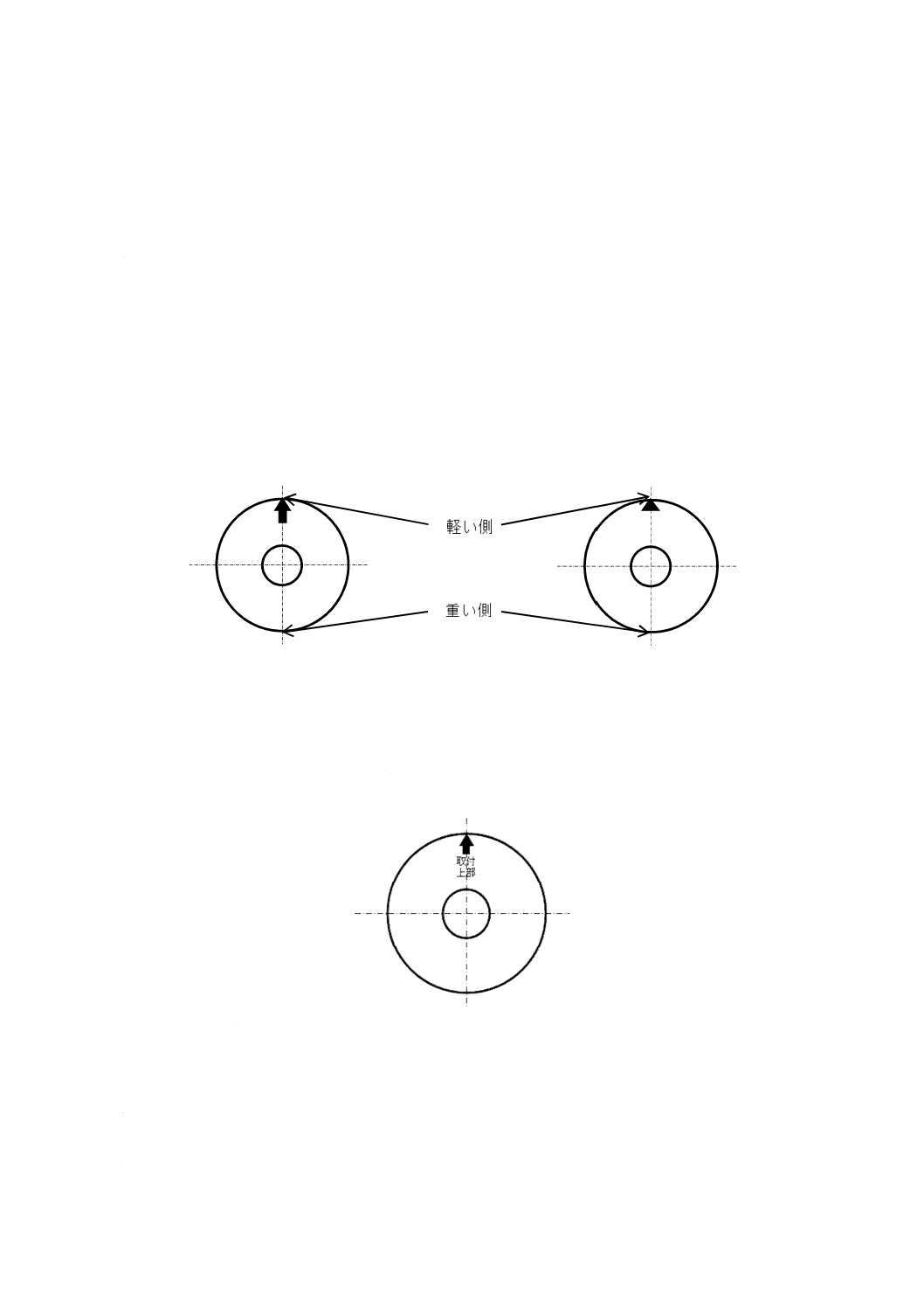
JB.2 表示位置
表示は,研削といしの一側面に行い,その印は,図JB.1に示す2種類の表示例を標準とし,研削といし
1個ごとに表示する。
図JB.1−平衡度表示位置及び表示例
注記 注文者から要求がある場合,研削といしに取付時の上下位置を示す表示(図JB.2参照)をする
ことができるが,この表示は平衡度表示の位置と異なる場合がある。したがって,この表示を
行う場合は,受渡当事者間の協定によって十分確認をしてから表示することが望ましい。
注記 “取付上部”のほかに,“取付上”,“Mount up”などと表示してもよい。
図JB.2−取付位置指定の表示例
JB.3 平衡度の値の表示
固有平衡度又は実測平衡度の値の表示は,受渡当事者間の協定によって注文者からの要求がある場合に
実施する。
9
R 6243:2018
JB.4 表示色
平衡度表示の標準色は,黒又は白とする。
参考文献 JIS R 6211-1 といし−寸法−第1部:円筒研削用研削といし
注記 対応国際規格:ISO 603-1,Bonded abrasive products−Dimensions−Part 1: Grinding wheels
for external cylindrical grinding between centres(MOD)
JIS R 6211-2 といし−寸法−第2部:外面心無し研削用研削といし
注記 対応国際規格:ISO 603-2,Bonded abrasive products−Dimensions−Part 2: Grinding wheels
for centreless external cylindrical grinding(MOD)
JIS R 6211-3 といし−寸法−第3部:内面研削用研削といし
注記 対応国際規格:ISO 603-3,Bonded abrasive products−Dimensions−Part 3: Grinding wheels
for internal cylindrical grinding(MOD)
10
R 6243:2018
JIS R 6211-4 といし−寸法−第4部:横軸平面研削用研削といし
注記 対応国際規格:ISO 603-4,Bonded abrasive products−Dimensions−Part 4: Grinding wheels
for surface grinding/peripheral grinding(MOD)
JIS R 6211-5 といし−寸法−第5部:立軸平面研削用及び対向二軸平面研削用研削といし
注記 対応国際規格:ISO 603-5,Bonded abrasive products−Dimensions−Part 5: Grinding wheels
for surface grinding/face grinding(MOD)
JIS R 6211-6 といし−寸法−第6部:工具研削用研削といし
注記 対応国際規格:ISO 603-6,Bonded abrasive products−Dimensions−Part 6: Grinding wheels
for tool and tool room grinding(MOD)
JIS R 6211-7 といし−寸法−第7部:卓上及び床上グラインダにおける一般用研削といし
注記 対応国際規格:ISO 603-7,Bonded abrasive products−Dimensions−Part 7: Grinding wheels
for manually guided grinding(MOD)
JIS R 6211-8 といし−寸法−第8部:ばり取り及びきず取り用研削といし
注記 対応国際規格:ISO 603-8,Bonded abrasive products−Dimensions−Part 8: Grinding wheels
for deburring and fettling/snagging(MOD)
JIS R 6211-9 といし−寸法−第9部:超重研削用研削といし
注記 対応国際規格:ISO 603-9,Bonded abrasive products−Dimensions−Part 9: Grinding wheels
for high-pressure grinding(MOD)
JIS R 6211-12 といし−寸法−第12部:ストレートグラインダにおけるばり取り用研削といし
注記 対応国際規格:ISO 603-12,Bonded abrasive products−Dimensions−Part 12: Grinding
wheels for deburring and fettling on a straight grinder(MOD)
JIS R 6211-13 といし−寸法−第13部:バーチカルグラインダにおけるばり取り用研削といし
注記 対応国際規格:ISO 603-13,Bonded abrasive products−Dimensions−Part 13: Grinding
wheels for deburring and fettling on a vertical grinder(MOD)
JIS R 6211-14 といし−寸法−第14部:アングルグラインダにおけるばり取り及びきず取り用
研削といし
注記 対応国際規格:ISO 603-14,Bonded abrasive products−Dimensions−Part 14: Grinding
wheels for deburring and fettling/snagging on an angle grinder(MOD)
JIS R 6211-15 といし−寸法−第15部:定置型又は可搬型切断機における切断といし
注記 対応国際規格:ISO 603-15,Bonded abrasive products−Dimensions−Part 15: Grinding
wheels for cutting-off on stationary or mobile cutting-off machines(MOD)
JIS R 6211-16 といし−寸法−第16部:手持式切断機における切断といし
注記 対応国際規格:ISO 603-16,Bonded abrasive products−Dimensions−Part 16: Grinding
wheels for cutting-off on hand held power tools(MOD)
JIS R 6211-17 といし−寸法−第17部:軸付といし
注記 対応国際規格:ISO 603-17,Bonded abrasive products−Dimensions−Part 17: Spindle
mounted wheels(ISO type 52)(MOD)
ISO 603-18,Bonded abrasive products−Dimensions−Part 18: Grinding wheels for flat glass edge
grinding machines
11
R 6243:2018
附属書JC
(参考)
JISと対応国際規格との対比表
JIS R 6243:2018 といし−研削といしの平衡度の静的試験及び検査方法
ISO 6103:2014,Bonded abrasive products−Permissible unbalances of grinding wheels as
delivered−Static testing
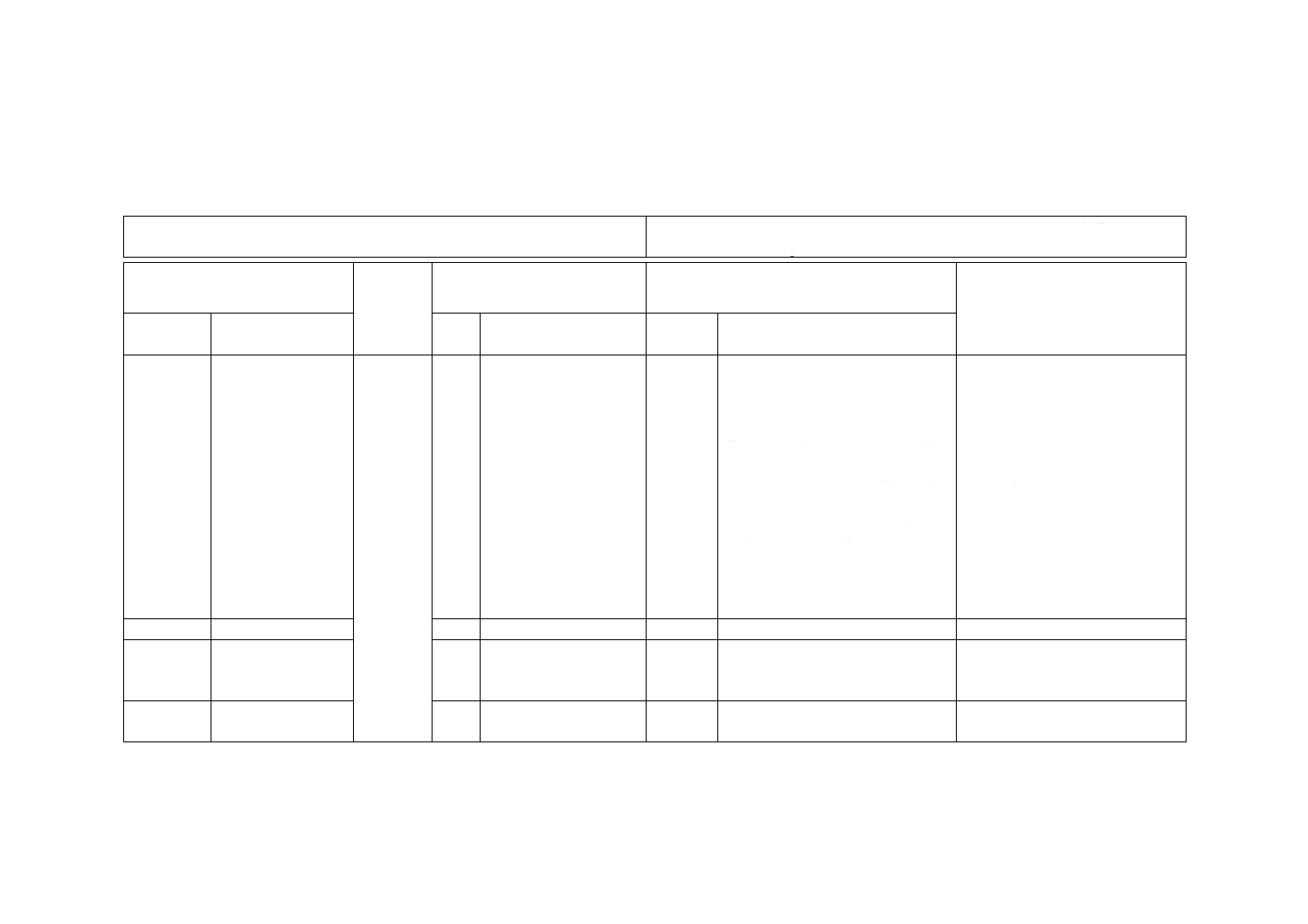
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 外径寸法,質量,使
用速度で規定。
1
外径寸法,使用速度で規
定。
変更
“外径125 mm以上及び最高使用周
速度16 m/s以上で”を“JIS R 6241
の表1(研削といしの普通使用周速
度の限度)に規定する,普通速度で
使用する外径150 mm以上及び質量
0.2 kg以上並びに高速度で使用す
る外径100 mm以上及び質量0.1 kg
以上で,かつ,最高使用周速度が
10 m/sを超えて”及び“(表1参照)”
に変更し,表1を追加した。
ISO規格で適用しないとされてい
る“disc wheels”は国内に該当する
ものがないので削除した。
我が国の労働安全衛生法第42条
に基づく告示である研削盤等構造
規格に関する労働省通達(昭和46
年3月29日基発第251号)との整
合性を図った。この規格の次回改
正時に,ISO規格との不整合性に
ついて検討する。
2 引用規格
3 用語及び
定義
この規格で使用す
る用語の定義を規
定している。
2
JISとほぼ同じ。
追加
JIS R 6004を追加した。
内容を分かりやすくするためで,
技術的差異はない。
3.1 平衡度
平衡度の定義を規
定している。
2.1
JISとほぼ同じ。
追加
“研削といしの静的不平衡の程
度。”の文言を追加した。
より分かりやすい文面とするため
で,技術的差異はない。
3
R
6
2
4
3
:
2
0
1
8
12
R 6243:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 平衡度の
最大許容値
Uaの求め
方
平衡度の最大許容
値の求め方を規定
している。
3
平衡度の最大許容値の
求め方を規定している。
変更
本体は,我が国独自の規格値の求め
方に変更し,ISO規格の規定は附属
書JAに移動した。
箇条1と同様,通達との整合性を
図った。次回研削盤等構造規格改
正時に,ISO規格との整合性を図
るように提案を検討する。
5 固有平衡
度の求め方
固有平衡度の試験
方法を規定してい
る。
4
JISとほぼ同じ。
追加
“ただし,同等以上の精度で測定で
きる場合には,他の方法を用いても
よい。”,“固定するのに”,“なお,
この印は,受渡当事者間の協定によ
って受渡しの状態まで表示しても
よい。この場合,この印は平衡度表
示といい,その表示方法は,附属書
JBによる。”,“d)で表示した”,“不
平衡状態から釣合いの取れた状態
にするために必要な”,“実測平衡
度”及び“中心に対して”を追加し
た。
より分かりやすい文面とした。
ISO規格で定められた方法だけで
は,現実的でない。次回ISO規格
改正時に追加の提案を検討する。
また我が国独自の平衡度表示につ
いて附属書JBを追加した。
6.1 合否判
定の方法
合否判定の方法を
規定している。
5.1
JISとほぼ同じ。
追加
“おもりの質量ma,最大許容値Ua
及び研削といしの半径rの関係は,
次の式による。”を追加した。
より分かりやすい文面とするため
で,技術的差異はない。
6.2 maの決
定方法
おもりの質量maの
決め方を規定して
いる。
5.2
おもりの質量maの決め
方を規定している。
変更
本体は,我が国独自の研削といしの
最高使用周速度と研削といしの種
類によっておもりの質量を求める
方法とし,ISO規格の規定は附属書
JAに移動した。
箇条1と同様,通達との整合性を
図った。この規格の次回改正時に,
ISO規格との不整合性について検
討する。
6.3 研削と
いしの合否
判定試験に
よる検査方
法
研削といしの合否
判定試験の方法を
規定している。
5.3
JISとほぼ同じ。
追加
“箇条5 d) によって表示した”を
追加した。
より分かりやすい文面とした。次
回ISO規格改正時に追加の提案を
検討する。
3
R
6
2
4
3
:
2
0
1
8
13
R 6243:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 報告事項 測定した結果の報
告事項を規定して
いる。
−
−
追加
受渡当事者間で必要に応じて報告
ができるように,この箇条を追加し
た。
我が国の事情によるもので,技術
的差異はない。
JISと国際規格との対応の程度の全体評価:ISO 6103:2014,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
R
6
2
4
3
:
2
0
1
8