R 6241:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 研削といしの普通使用周速度の限度 ····················································································· 2
5 最高使用周速度の決め方 ···································································································· 2
5.1 研削といし(セグメント研削といしを除く。) ····································································· 2
5.2 セグメント研削といし ···································································································· 4
6 最高使用周速度別の研削といしの種類による寸法制限 ····························································· 5
附属書A(参考)最高使用周速度及び最高使用周速度区分色帯の表示例 ·········································· 7
R 6241:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,研削砥石工業会
(JGWA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これ
によって,JIS R 6241:2008は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
R 6241:2018
といし−研削といしの最高使用周速度
Bonded abrasive products-Maximum operating speed of grinding wheels
序文
この規格は,1968年に制定され,その後7回の改正を経て今日に至っている。前回の改正は2008年に
行われたが,その後の技術的進歩に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,研削といしの普通使用周速度の限度,最高使用周速度の決め方及び最高使用周速度別の研
削といしの種類による寸法制限について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS R 6004 研削材及び研磨材,といし並びに研磨布紙−用語及び記号
JIS R 6240 といし−試験方法
JIS R 6242 といし−一般的要求事項
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS R 6004によるほか,次による。
3.1
普通速度
最高使用周速度が,表1に示す研削といしの普通使用周速度の限度以下にある速度。
3.2
高速度
最高使用周速度が,表1に示す研削といしの普通使用周速度の限度を超える速度。
3.3
破壊回転周速度
研削といしが破壊する周速度。
3.4
モデルといし
研削といしの最高使用周速度を決める試験のために用いる研削といし。
2
R 6241:2018
4
研削といしの普通使用周速度の限度
研削といしの普通使用周速度の限度は,表1による。
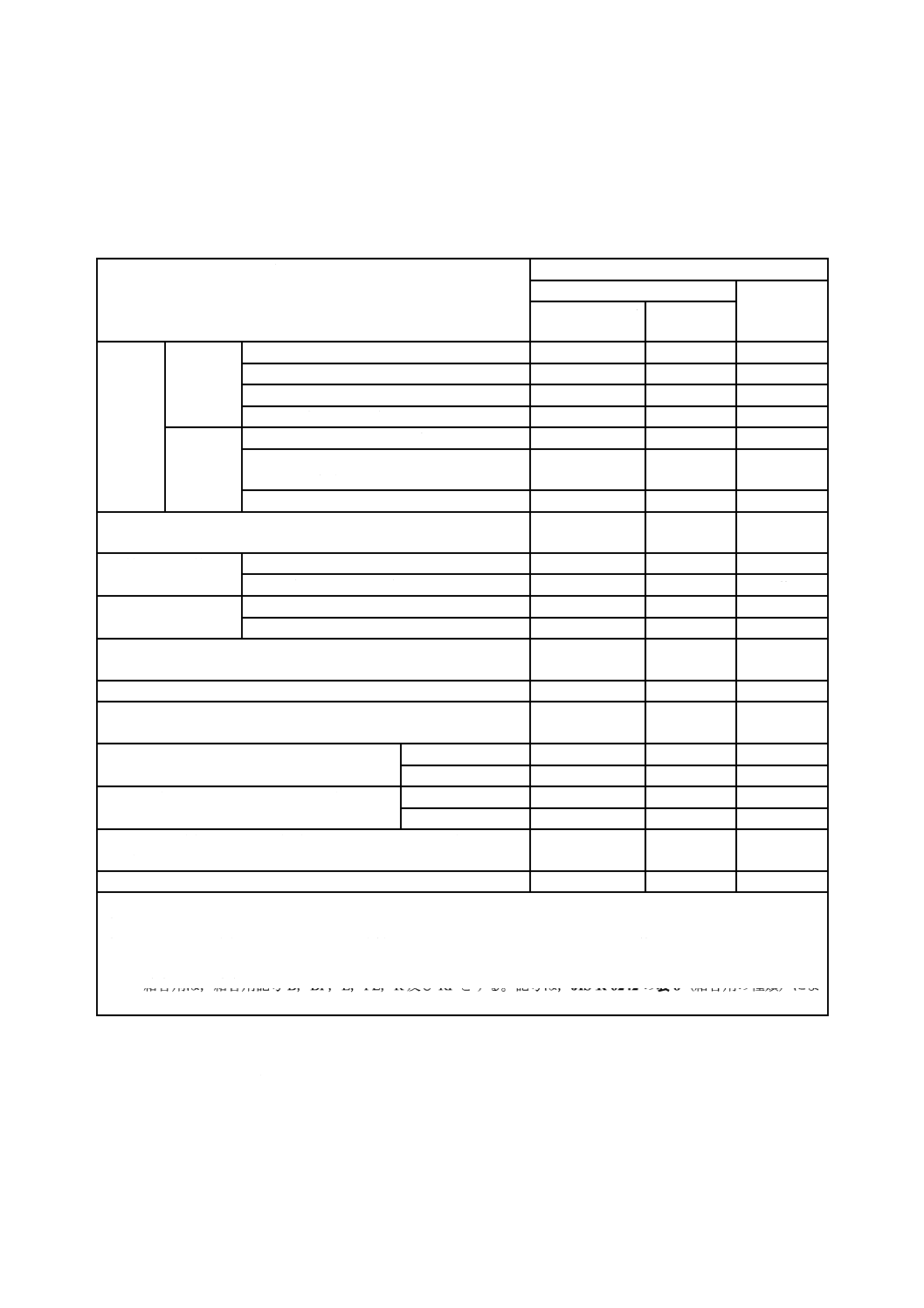
表1−研削といしの普通使用周速度の限度
単位 m/s
研削といしの種類
研削といしの普通使用周速度の限度
結合剤が無機質の場合
結合剤が有
機質の場合
b)
ビトリファイド
マグネシア
1号平形 補強しな
いもの
一般用
33
30
50
超重研削用
−
−
63
ねじ研削用及びみぞ研削用
63
−
63
クランク軸及びカム軸研削用
45
−
50
補強した
もの
外径が100 mm以下で,厚さが25 mm以下
−
−
80
外径が100 mmを超え205 mm以下で,厚さ
が13 mm以下
−
−
72
その他の寸法のもの
−
−
50
3号片テーパ形,4号両テーパ形,5号片へこみ形,7号両へこみ形,
セーフティ形,12号皿形及び13号のこ用皿形
33
30
50
38号及び39号ドビ
テール形
一般用
33
30
50
ねじ研削用及びみぞ研削用
63
−
63
20〜26号逃付き形
一般用
33
30
50
クランク軸及びカム軸研削用
45
−
50
2号リング形及び37号ナット付リング形並びにリング形に組み立て
て用いる31号セグメント
30
27
35
6号ストレートカップ形及び11号テーパカップ形
30
27
40
35号ディスク形及び36号ナット付ディスク形並びにディスク形に
組み立てて用いる31号セグメント
33
33
45
27号及び28号オフセット形(外径が230 mm
以下で,厚さが10 mm以下)
補強しないもの
−
−
57
補強したもの
−
−
72
41号平形切断及び42号オフセット形切断
補強しないもの
−
−
63
補強したもの
−
−
80
オフセット形弾性といしa)(外径が230 mm以下で,厚さが10 mm
以下)
−
−
72
1号平形湿式研削用マグネシア研削といし(外径455 mm以上)
−
20
−
注記1 普通速度における研削といしの最高使用周速度の表示例を,附属書Aに示す。
注記2 高速度における研削といしの最高使用周速度及び最高使用周速度区分色帯の表示例を,附属書Aに示す。
注a) 研削といし自体に弾性又は可とう(撓)性をもち,主として仕上面の平滑を目的とするオフセット形研削と
いしをいう。
b) 結合剤は,結合剤記号B,BF,E,PL,R及びRFとする。記号は,JIS R 6242の表8(結合剤の種類)によ
る。
5
最高使用周速度の決め方
5.1
研削といし(セグメント研削といしを除く。)
5.1.1
モデルといしによる場合
研削といしのうち,平形といし,オフセット形といし(弾性といしを含む。)及び切断といしの最高使用
周速度は,その求めようとするといしの作成に必要な結合剤によって作成したモデルといしについて破壊
3
R 6241:2018
回転試験を行うことによって定める。モデルといしの研削材(と粒)はアルミナ質系とし,その寸法は表
2による。
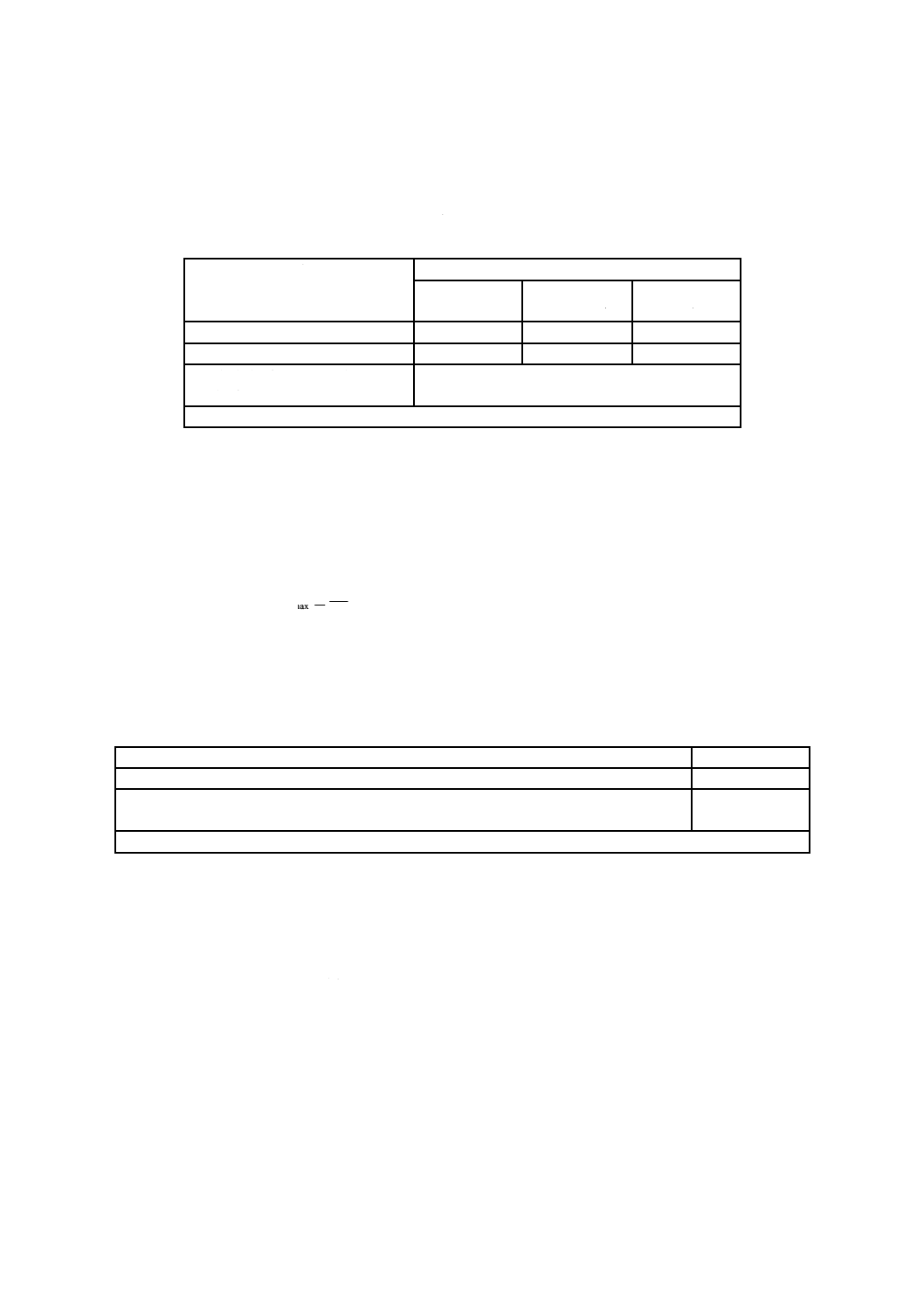
表2−モデルといしの寸法
単位 mm
形状記号及び研削といしの種類
モデルといしの寸法
外径
D
厚さ
T又はU
孔径
H
1号平形
205〜305
19〜25
D/2
27号及び28号オフセット形
180
6
22
41号平形切断及び42号オフセッ
ト形切断
製造業者において,最も生産数の多い寸法
寸法記号は,JIS R 6242の表1(寸法記号及びその意味)による。
破壊回転試験は,3個以上のモデルといしについて行い,それぞれの破壊回転周速度の値のうち最小の
値を当該モデルといしの破壊回転周速度の値とする。
この値は,JIS R 6240の4.5(安全度試験)によって,次の式に適合しなければならない。
なお,安全係数は,表3による。
N
V
V
B
max≦
ここに,
Vmax: 最高使用周速度(m/s)
VB: 破壊回転周速度(m/s)
N: 安全係数
表3−安全係数
研削といし及び切断といしの種類
安全係数
普通速度で機械研削(粗研削a)を除く。)に使用する研削といし及び切断といし。
1.8
普通速度で自由研削及び粗研削に使用する研削といし及び切断といし。
高速度で使用する研削といし及び切断といし。
2.0
注a) 粗研削とは,スラブ,ビレットなどのきず取りを行う超重研削をいう。
5.1.2
補正係数による場合
5.1.1に規定する研削といし以外の場合は,5.1.1に規定するVmaxに表4に示す補正係数を乗じた値を,
その形状記号及びその呼び方の最高使用周速度とする。
max
max
kV
V'
≦
ここに,
V'max: 1号平形研削といし,27号及び28号オフセット形研削とい
し並びに41号平形切断及び42号オフセット形切断といし以
外の研削といしの最高使用周速度(m/s)
k: 補正係数
4
R 6241:2018
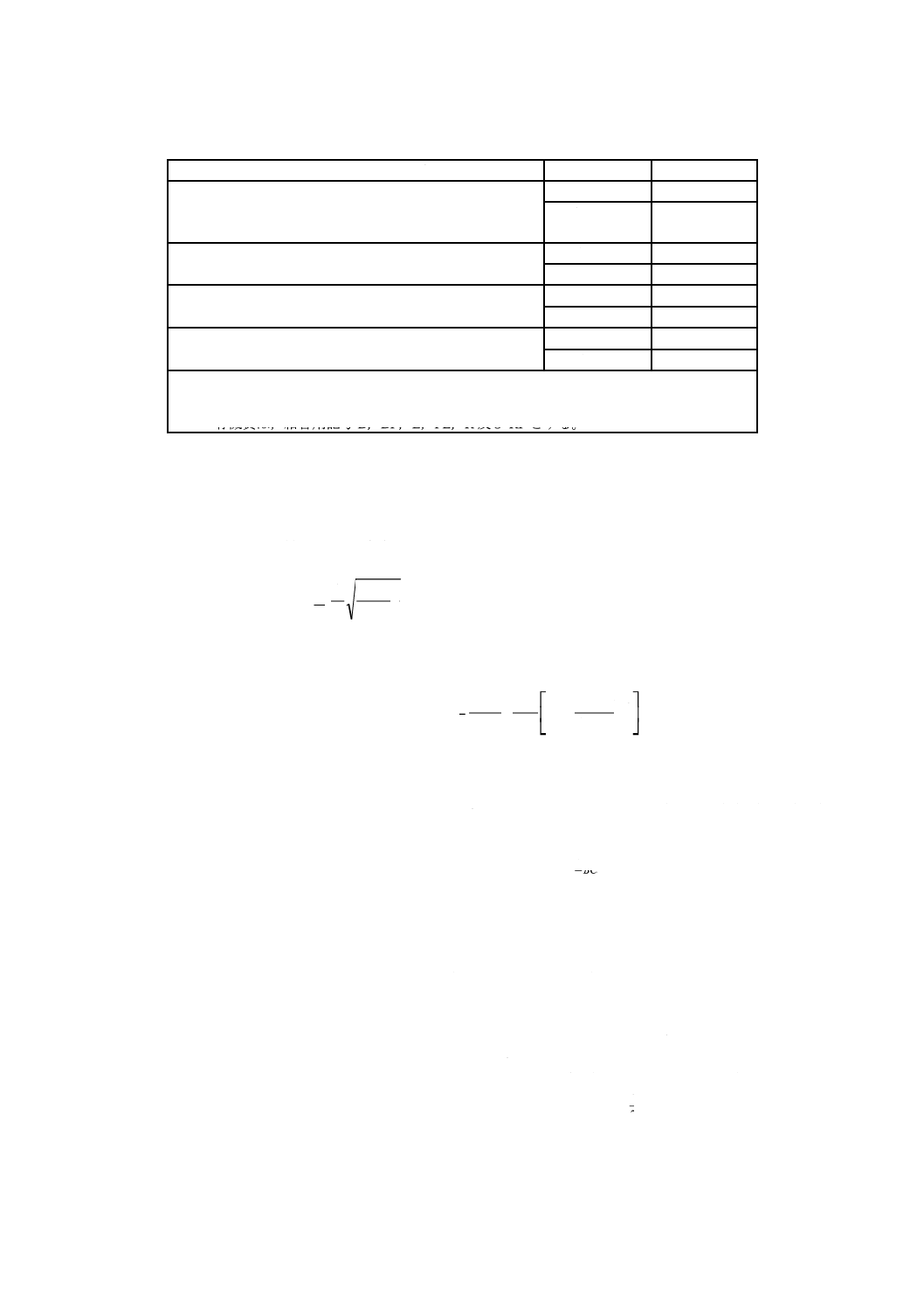
表4−補正係数
形状記号及びその呼び方
結合剤の種類
補正係数
3号片テーパ形,4号両テーパ形,5号片へこみ形,7号両
へこみ形,セーフティ形,12号皿形,13号のこ用皿形,
20〜26号逃付き形並びに38〜40号ドビテール形
無機質a)
1.0
有機質b)
1.0
2号リング形及び37号ナット付リング形
無機質
0.9
有機質
0.7
6号ストレートカップ形及び11号テーパカップ形
無機質
0.9
有機質
0.8
35号ディスク形及び36号ナット付ディスク形
無機質
1.0
有機質
0.87
結合剤の種類は,JIS R 6242の表8(結合剤の種類)による。
注a) 無機質は,結合剤記号V及びMGとする。
b) 有機質は,結合剤記号B,BF,E,PL,R及びRFとする。
普通速度で使用する研削といしについては,最高使用周速度の値が,表1に示す普通使用周速度の限度
の値以下でなければならない。
5.2
セグメント研削といし
セグメント研削といしの最高使用周速度は,次の式による。
lw
ZR
N
V
0
max
2
1
σ
≦
ここに,
Vmax: セグメント研削といしの最高使用周速度(m/s)
N: 安全係数
σ: セグメント研削といしの引張強さ(N/mm2)
+
−
+
+
=
2
1
2
2
2
)
3(
)
1(
4
)
3(
r
v
v
r
vρω
σ
ρ: 1号平形研削といしの密度(kg/m3)
ω: 1号平形研削といしの破壊回転角速度(rad/s)
ν: 1号平形研削といしのポアソン比
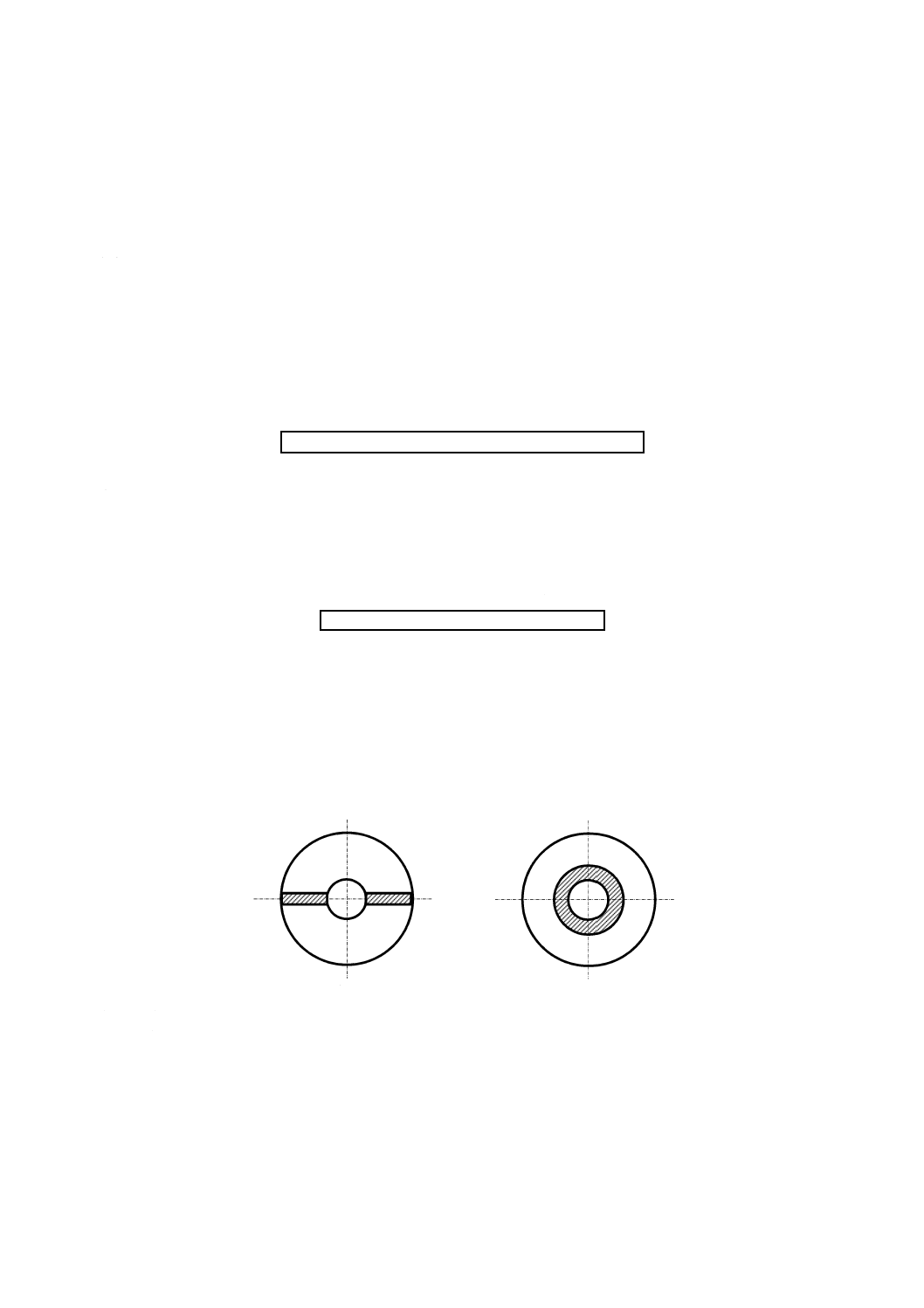
r1: 1号平形研削といしの孔径の1/2(m)(図1参照)
r2: 1号平形研削といしの外径の1/2(m)(図1参照)
Z: 断面係数(m3)(
2
6
1BC
Z=
),扇形断面も実用上長方形断面
とみなしても差し支えない(図2の側面図参照)。
R0: セグメント研削といしの回転外径の1/2(m)
(実用上,リング形に組み立てた外径の1/2をとる。)
l: セグメント研削といしのオーバーハング部の長さ(m)
(l≦1.5Cかつl≦0.05)
w: セグメント研削といしのオーバーハング部の質量(kg)
− 長方形断面の場合(図2の正面図-1参照)
wを求める式は,w=slBC
s: セグメント研削といしの密度(kg/m3)
− 扇形断面の場合(図2の正面図-2参照)
wを求める式は,
θ
)
(
2
1
2
1
2
0
R
R
sl
w
−
=
R1: セグメント研削といしを組み立てた内径の
1/2(m)
θ: 扇形の角度(rad)
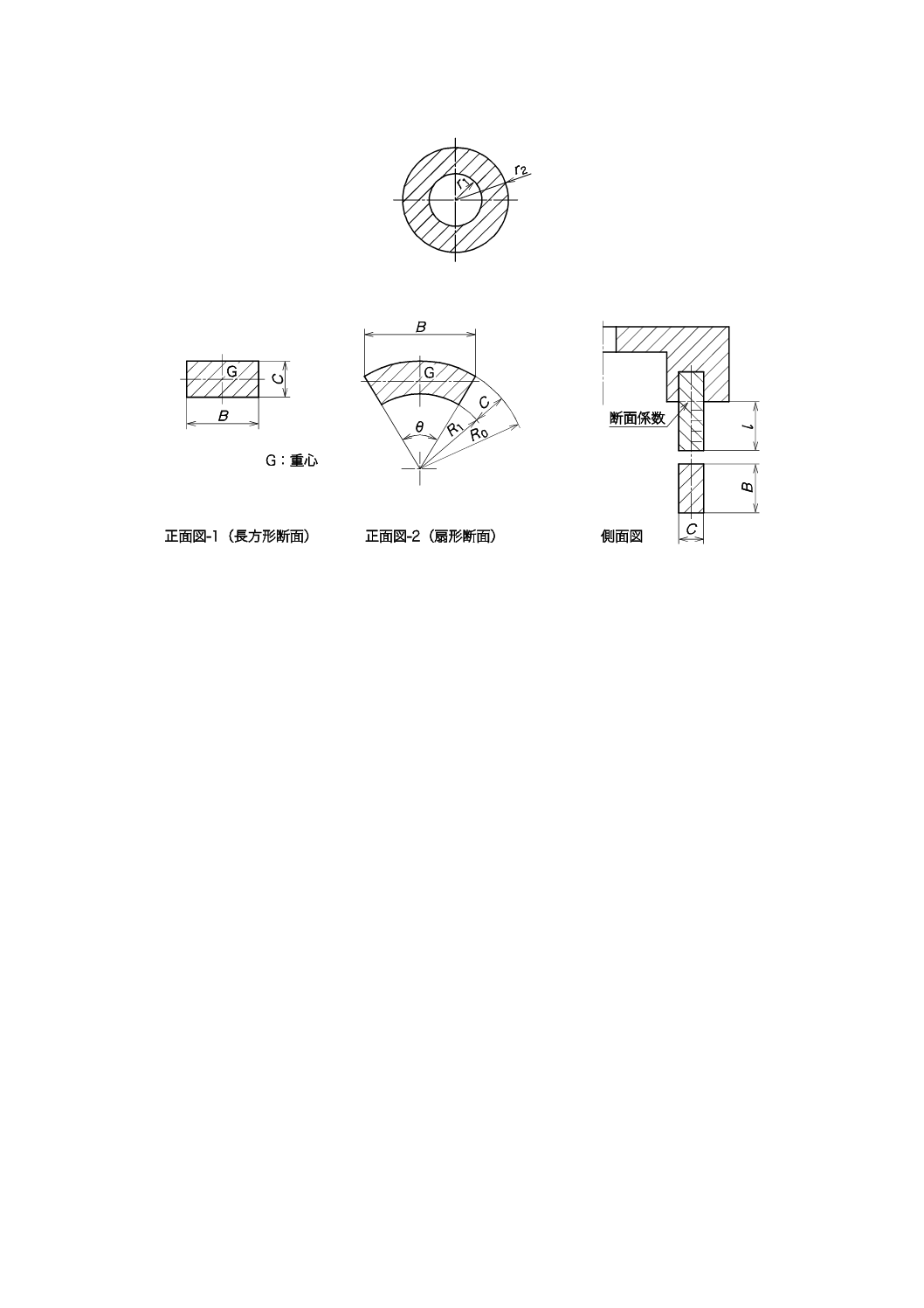
5
R 6241:2018
図1−1号平形研削といしの形状
図2−セグメント研削といしの形状
6
最高使用周速度別の研削といしの種類による寸法制限
研削といしの最高使用周速度別の研削といしの種類による寸法制限は,表5による。
6
R 6241:2018
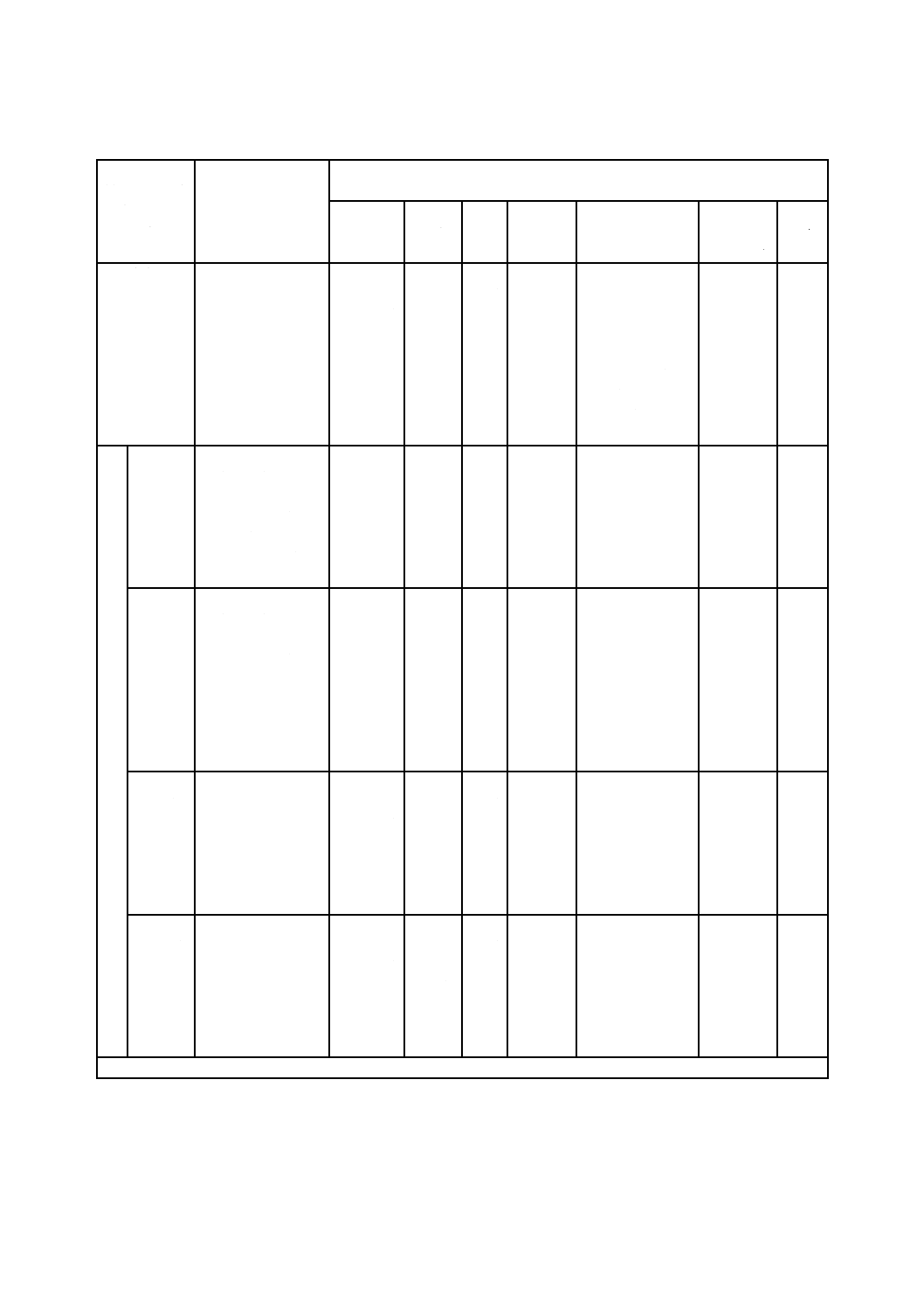
表5−最高使用周速度別の研削といしの種類による寸法制限
研削といしの
最高使用周速
度の区分
m/s
研削といしの種類
呼び寸法
mm
外径
D
厚さ
T又はU
孔径
H
へこみ径
P
取付部の厚さ
E
取付部の平
行部の径
J又はK
縁厚
W
普通速度
全種類
切断といし
にあっては
1 500以下
−
0.7D
以下
1.02 Df
+4以上
6号ストレートカ
ップ形及び11号テ
ーパカップ形にあ
っては,T/4以上,
5号片へこみ形,7
号両へこみ形,12
号皿形及び13号の
こ用皿形にあって
は,T/2以上
Df+2R
以上
E以下
高
速
度
45以下
1号平形,3号片テー
パ形,4号両テーパ
形,5号片へこみ形,
7号両へこみ形,セー
フティ形,38号,39
号ドビテール形及び
20〜26号逃付き形
1 065以下
D/75
以上
610
以下
0.6D
以下
1.02 Df
+4以上
2T/3以上
Df+2R
以上
−
45を超え
60以下
1号平形,3号片テー
パ形,4号両テーパ
形,5号片へこみ形,
7号両へこみ形,セー
フティ形,38号,39
号ドビテール形,20
〜26号逃付き形及び
27号,28号オフセッ
ト研削
1 065以下
D/50
以上
305
以下
0.5D
以下
1.02 Df
+4以上
2T/3以上
Df+2R
以上
−
60を超え
80以下
1号平形,38号,39
号ドビテール形,27
号,28号オフセット
研削及び41号,42
号切断
切断といし
にあっては
1 500以下
その他の研
削といしに
あっては
760以下
D/50
以上
152
以下
0.33D
以下
−
−
Df+2R
以上
−
80を超え
100以下
1号平形,38号,39
号ドビテール形,27
号,28号オフセット
研削及び41号,42
号切断
切断といし
にあっては
1 500以下
その他の研
削といしに
あっては
760以下
D/50
以上
80
以下
0.2D
以下
−
−
Df+2R
以上
−
Dfは,フランジの外径を示す。Rは,JIS R 6242の表2(形状記号の呼び方)による。
7
R 6241:2018
附属書A
(参考)
最高使用周速度及び最高使用周速度区分色帯の表示例
A.1 最高使用周速度の表示例
最高使用周速度の表示例を,次に示す。
a) 普通速度
普通速度における研削といしの最高使用周速度の表示例を,表A.1に示す。
表A.1−普通速度における研削といしの最高使用周速度の表示例
単位 m/s
20,27,30,33,35,40,45,50,57,63,72,80
b) 高速度
高速度における研削といしの最高使用周速度の表示例を,表A.2に示す。
表A.2−高速度における研削といしの最高使用周速度の表示例
単位 m/s
25,30,33,40,45,50,60,80,100
A.2 高速度用研削といしの最高使用周速度区分色帯の表示例
普通使用周速度の限度(表1参照)を超える高速度用研削といしは,使用上の安全を確保するため,一
側面に直接塗装,印刷,ラベル,その他の使用中消滅しない適切な方法で,最高使用周速度区分色帯を表
示することが望ましい。
図A.1に最高使用周速度区分色帯の表示例を,表A.3に最高使用周速度区分色帯の色調の例を示す。
例1
例2
注記1 色帯の幅は,20 mm程度が望ましい。
注記2 例2の場合の色帯の外径は,フランジ径より大きいことが望ましい。
図A.1−最高使用周速度区分色帯の表示例
8
R 6241:2018
表A.3−最高使用周速度区分色帯の色調の例
最高使用周速度区分
色調
45 m/s以下
青系統
45 m/sを超え60 m/s以下
黄系統
60 m/sを超えるもの
赤系統