R 6217:2017
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類及び型番 ··················································································································· 2
4.1 種類 ···························································································································· 2
4.2 型番 ···························································································································· 2
5 品質······························································································································· 2
5.1 外観 ···························································································································· 2
5.2 形状・寸法,寸法許容差及び外周振れ公差 ·········································································· 2
5.3 結合度 ························································································································· 2
5.4 組織 ···························································································································· 2
5.5 安全度 ························································································································· 2
6 材料······························································································································· 4
6.1 研削材 ························································································································· 4
6.2 粒度 ···························································································································· 4
6.3 結合剤 ························································································································· 4
6.4 軸 ······························································································································· 4
7 試験方法························································································································· 5
7.1 形状・寸法及び外周振れ ································································································· 5
7.2 結合度 ························································································································· 5
7.3 軸の寸法 ······················································································································ 5
7.4 軸の強さ ······················································································································ 5
7.5 接着強さ ······················································································································ 5
8 検査方法························································································································· 5
9 表示······························································································································· 5
9.1 一般事項 ······················································································································ 5
9.2 包装の表示 ··················································································································· 5
R 6217:2017
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,研削砥石工業会(GIS)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS R 6217:2006は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 6217:2017
軸付といし
Spindle mounted wheels
序文
この規格は,1972年に制定され,その後6回の改正を経て今日に至っている。前回の改正は2006年に
行われたが,その後,軸付といしの形状・寸法について規定するISO 603-17(Bonded abrasive products−
Dimensions−Part 17: Spindle mounted wheels)が発行され,それに伴い制定されたJIS R 6211-17に対応する
ために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,JIS R 6111のアルミナ質研削材及び炭化けい素質研削材を使用した自由研削用軸付といし
(以下,軸付といしという。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS R 6004 研削材及び研磨材,といし並びに研磨布紙−用語及び記号
JIS R 6211-17 といし−寸法−第17部:軸付といし
JIS R 6240 研削といしの試験方法
JIS R 6242 といし−一般的要求事項
JIS R 6244 結合研削材といし−寸法許容差及び振れ公差
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS R 6004及びJIS R 6242によるほか,次による。
3.1
軸
といしを保持し回転させるための円筒形をした棒状のもので,その一部をといし部に埋め込んで使用す
る。一般に鋼材を使用し,といし部に埋め込む部分はローレット加工をする。
3.2
といし部
軸付といしの軸を除く部分。
3.3
型番
2
R 6217:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
軸付といしの詳細形状を表す記号。新たにJIS R 6211-17(ISO 603-17)の型番を採用したので,国内で
使用していたJIS R 6211-12:2014の4.4(52号軸付といし)は,“旧JIS型番”とする。
4
種類及び型番
4.1
種類
軸付といしの種類は,表1による。
表1−軸付といしの種類
種類
結合剤記号
ビトリファイド軸付といし
V
レジノイド軸付といし
B
ゴム軸付といし
R
4.2
型番
型番及び旧JIS型番はJIS R 6211-17による。
5
品質
5.1
外観
軸付といしの外観は,割れ,ひび,かけ,きずなど,使用上支障のある欠点があってはならない。
5.2
形状・寸法,寸法許容差及び外周振れ公差
形状・寸法,寸法許容差及び外周振れ公差は,7.1の試験を行い,次による。
a) 軸付といしの形状及び寸法は,JIS R 6211-17の箇条3による。
b) 軸付といしの寸法許容差及び外周振れ公差は,JIS R 6244の8. による。ただし,この規格によらない
場合は,受渡当事者間の協定による。
5.3
結合度
軸付といしに使用する結合度は,7.2の試験を行いJIS R 6242の5.4.6による。
5.4
組織
軸付といしの組織は,JIS R 6242の5.4.7による。
5.5
安全度
5.5.1
最高使用周速度
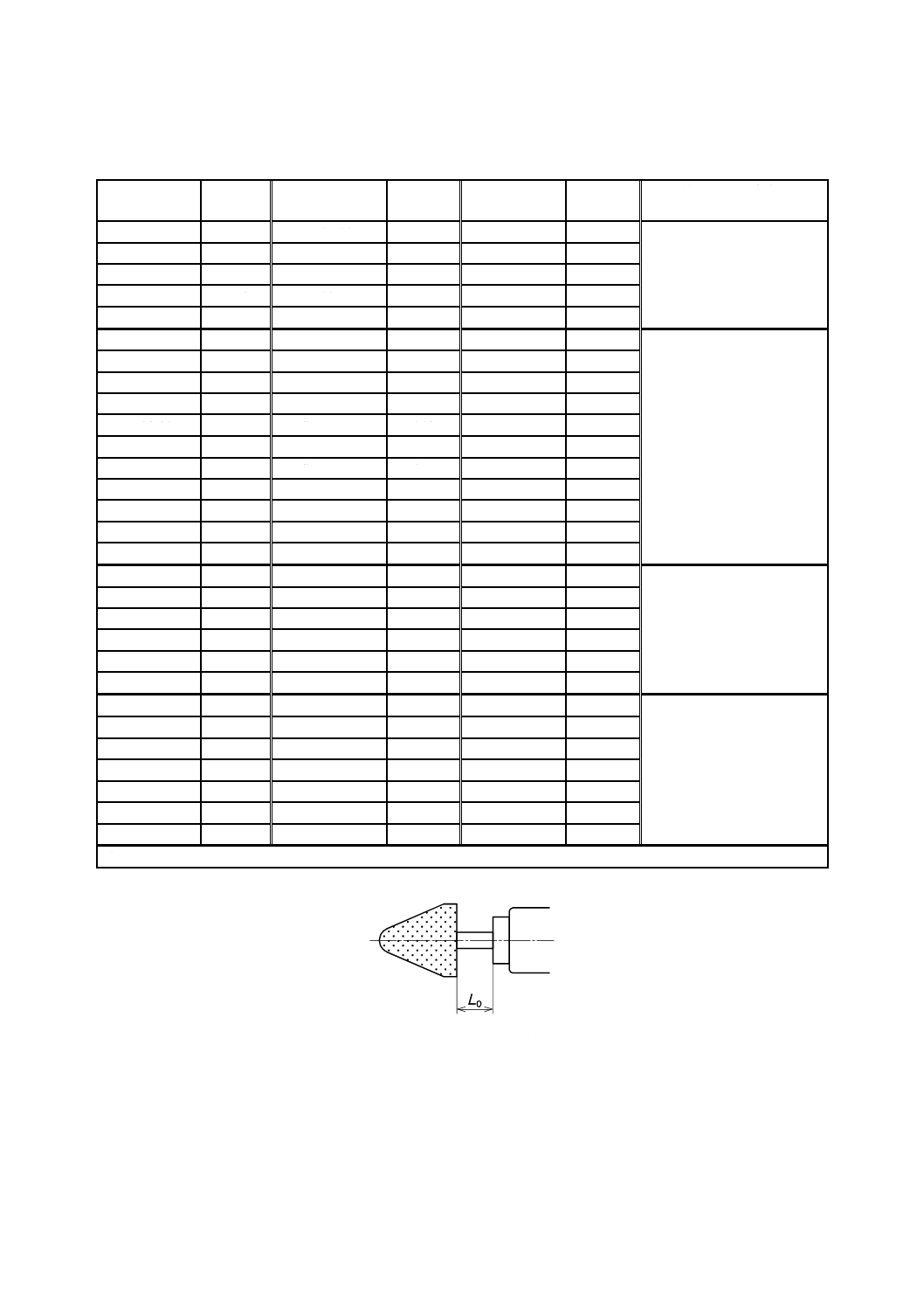
軸付といしのオーバーハング13 mmのときの最高使用周速度は,表2による。この場合のオーバーハン
グとは,図1のL0をいう。
3
R 6217:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−最高使用周速度
単位 m/s
型番
旧JIS
型番
型番
旧JIS
型番
型番
旧JIS
型番
最高使用周速度a)
WPL 03 06 03
W144
WPL 05 10 03
W153
WCC 06 13 03
B135
13
WPL 03 10 03
W145
WPL 05 13 03
W154
WOE 10 20 03
B52
WPL 03 10 03
W146
WPL 06 13 03
W163
CRE 13 25 03
BJ6
WPL 04 10 03
WJ1
WPL 13 25 03
W187
−
−
WPL 04 13 03
WJ2
CNE 04 13 03
BJ1
−
−
WPL 04 06 03
W149
WPL 16 50 06
W197
SPH 06 03
BJ2
18
WPL 05 06 03
W152
WPL 19 38 06
W207
EGG 06 13 03
BJ3
WPL 06 06 03
W160
WPL 19 50 06
W208
CCN06 10 03
BJ4
WPL 06 10 03
W162
WPL 25 50 06
W222
SPH 10 03
B122
WPL 08 10 03
W169
WCR 16 32 06
A12
SPH 10 13
B132
WPL 08 13 03
W170
WOE 19 38 06
AJ2
SPH 13 03
B121
WPL 10 10 03
W175
WCR 19 38 06
AJ3
WCC 13 13 03
B131
WPL 10 13 03
W176
WOE 19 45 06
AJ4
CNE 13 16 03
BJ5
WPL 13 19 03
W186
WOE 22 50 06
A11
CTE 13 16 03
B91
WPL 13 38 06
W188
WCR 25 50 06
AJ6
WCR 16 16 03
B41
WPL 16 32 06
WJ4
WRE 25 50 06
AJ7
−
−
WPL 10 06 03
W174
WPL 19 19 06
W204
WCR 19 28 06
A5
25
WPL 16 13 03
W194
WPL 19 25 06
W205
SPH 25 06
A25
WPL 19 10 03
W202
WPL 25 25 06
W220
WRE 25 25 06
A21
WPL 19 13 03
W203
WPL 25 38 06
W221
WCR 32 32 06
A4
WPL 16 16 06
WJ3
SPH 16 06
A26
−
−
WPL 16 25 06
W196
CNE 19 25 06
AJ1
−
−
WPL 13 03 03
W182
WPL 25 19 06
W219
WPL 50 13 06
WJ6
33
WPL 19 03 03
W200
WPL 32 06 06
W225
WPL 50 25 06
W242
WPL 19 06 03
W201
WPL 32 10 06
W226
CTE 25 10 06
A35
WPL 25 03 03
W215
WPL 32 19 06
W228
PPP 32 08 06
A37
WPL 25 06 03
W216
WPL 38 13 06
W236
CIF 25 13 06
AJ5
WPL 25 10 06
W217
WPL 38 19 06
WJ5
CIF 16 05 03
B103
WPL 25 13 03
W218
WPL 38 25 06
W237
PPC 19 08 03
B61
注a) 最高使用周速度は,軸付といしの最外径での周速度を表す。
図1−オーバーハング
5.5.2
接着強さ
軸付といしのといし部と軸との接着強さは,表3に適合しなければならない。ただし,外径が10 mm以
下のものは除く。
4
R 6217:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−といし部と軸との接着強さ
軸径Sd(mm)
接着強さ(N・m)
3
2.94以上
6
9.81以上
注記 Sdは図2による。
6
材料
6.1
研削材
軸付といしに使用する研削材の種類及び記号は,JIS R 6242の5.4.3による。
6.2
粒度
軸付といしに使用する研削材の粒度は,JIS R 6242の5.4.4による。
6.3
結合剤
軸付といしに使用する結合剤の種類は,JIS R 6242の5.4.8による。具体的にはビトリファイド結合剤(結
合剤記号:V),レジノイド結合剤(結合剤記号:B)及びゴム結合剤(結合剤記号:R)とする。
6.4
軸
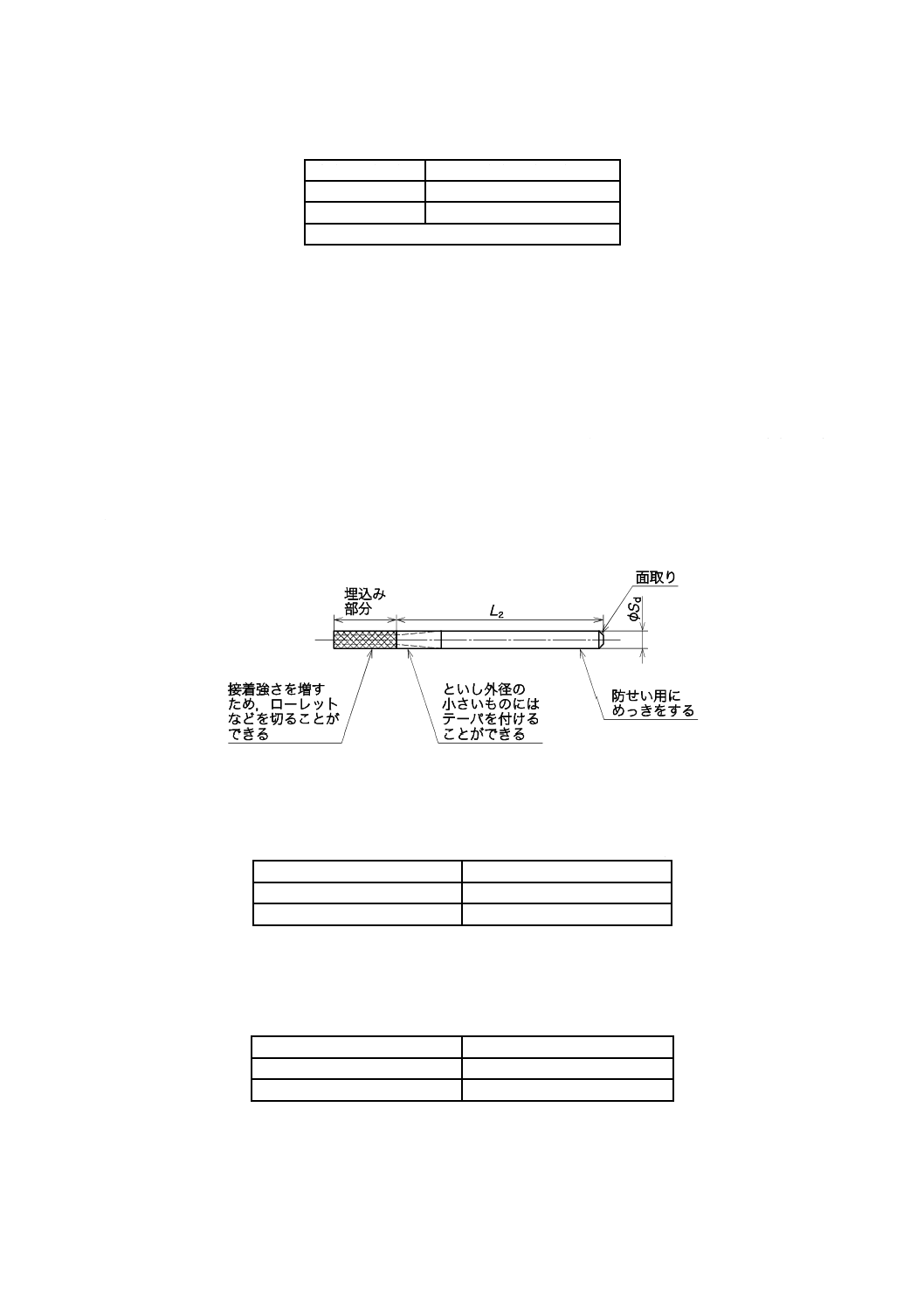
a) 軸付といしの軸の寸法及び形状は,表4及び図2による。
図2−軸
表4−軸の寸法
単位 mm
軸径Sd
軸長さL2
3
30,40
6
40
b) 軸付といしに用いる軸は,表5に適合したものを用いる。
表5−軸の強さ
軸径Sd(mm)
軸材質の引張強さ(N/mm2)
3
588以上
6
392以上
5
R 6217:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
試験方法
7.1
形状・寸法及び外周振れ
軸付といしの形状・寸法は,JIS R 6240の4.1による。外周振れは,JIS R 6240の4.1.7 b) による。
7.2
結合度
結合度は,JIS R 6240の4.2による。
7.3
軸の寸法
軸付といしの軸の寸法は,JIS R 6240の4.1.7 a) による。
7.4
軸の強さ
軸付といしの軸の強さは,JIS R 6240の4.5.4.1による。
7.5
接着強さ
軸付といしのといし部と軸との接着強さは,JIS R 6240の4.5.4.2による。
8
検査方法
軸付といしの製品ロットごとの検査は,箇条7の試験を行ったとき,箇条5及び箇条6の規定に適合し
たものを合格とする。
なお,製品検査における抜取検査方式は,合理的な抜取検査方式によるか又は,受渡当事者間の協定に
よる。
9
表示
9.1
一般事項
軸付といしの包装の表示の一般事項は,JIS R 6242の6.2.1による。
9.2
包装の表示
軸付といしには,1包装ごとに次のa)〜l) の事項を明記する。
なお,d)〜h) は,この順序に記載しなければならない。
a) 規格番号
b) 形状記号又は/及び型番
c) 寸法(外径D×厚さT×軸径Sd×軸長L)
形状・型番の明確なものについては省略することができる。軸長40 mmのものについては,軸長の
記入を省略することができる。
d) 研削材の種類,又は細分記号及び種類(研削材の細分記号は,JIS R 6242の5.4.3を参照)
e) 研削材の粒度及び混合粒度記号(混合粒度の記号は,JIS R 6242の5.4.5を参照)
粗粒を使用する場合は,Fを省略して表示することができる。一般研磨用微粉を使用する場合は,F
を省略して表示してはならない。精密研磨用微粉を使用する場合は,#を省略して表示することができ
る。
f)
結合度
g) 組織
h) 結合剤の種類及び細分記号(結合剤の細分記号は,JIS R 6242の5.4.8を参照)
i)
最高使用周速度
j)
製造業者名又はその略号
k) 製造番号
6
R 6217:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
l)
製造年月又はその略号
例1 研削材に粗粒を使用する場合
規格番号:JIS R 6217
型番:WPL 10 13 03(W176)
寸法:外径10 mm,厚さ13 mm,軸径3 mm,軸長30 mm
研削材の種類,又は細分記号及び種類:A,又は51A
研削材の粒度:F60
結合度:P
組織:7
結合剤の種類及び細分記号:V23
最高使用周速度:18 m/s
製造業者名:○○○K.K.
製造番号:第×××号
製造年月:20××年××月
上記内容のといしであれば,次のように表示することができる。
包装の表示例:
JIS R 6217, WPL 10 13 03(W176), A, 60, P, 7, V23, 18 m/s
○○○K.K.,第×××号,20××,××
例2 研削材に精密研削用微粉を使用する場合
規格番号:JIS R 6217
型番:WPL 10 13 03(W176)
寸法:外径10 mm,厚さ13 mm,軸径3 mm,軸長40 mm
研削材の種類,又は細分記号及び種類:A,又は51A
研削材の粒度:#240
結合度:P
組織:7
結合剤の種類及び細分記号:V23
最高使用周速度:18 m/s
製造業者名:○○○K.K.
製造番号:第×××号
製造年月:20××年××月
上記内容のといしであれば,次のように表示することができる。
包装の表示例:
JIS R 6217, WPL 10 13 03(W176), A, 240, P, 7, V23, 18 m/s
○○○K.K.,第×××号,20××,××