R 6211-6:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 種類······························································································································· 2
4 JIS形の寸法···················································································································· 2
4.1 1号平形研削といし(一般用) ························································································· 2
4.2 1号平形研削といし(のこ用) ························································································· 2
4.3 3号片テーパ形研削といし ······························································································· 3
4.4 5号片へこみ形研削といし ······························································································· 4
4.5 6号ストレートカップ形研削といし ··················································································· 5
4.6 11号テーパカップ形研削といし ························································································ 6
4.7 12号皿形研削といし ······································································································· 7
4.8 13号のこ用皿形研削といし ······························································································ 8
4.9 38号片ドビテール形研削といし及び39号両ドビテール形研削といし ······································· 8
5 寸法許容差 ······················································································································ 8
附属書JA(規定)ISO形の寸法 ······························································································ 9
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 13
R 6211-6:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,研削砥石工業会(GIS)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,
JIS R 6211-6:2003は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS R 6211の規格群には,次に示す部編成がある。
JIS R 6211-1 第1部:円筒研削用研削といし
JIS R 6211-2 第2部:外面心無し研削用研削といし
JIS R 6211-3 第3部:内面研削用研削といし
JIS R 6211-4 第4部:横軸平面研削用研削といし
JIS R 6211-5 第5部:立軸平面研削用及び対向二軸平面研削用研削といし
JIS R 6211-6 第6部:工具研削用研削といし
JIS R 6211-7 第7部:卓上及び床上グラインダにおける一般用研削といし
JIS R 6211-8 第8部:ばり取り及びきず取り用研削といし
JIS R 6211-9 第9部:超重研削用研削といし
JIS R 6211-10 第10部:ホーニングといし及び超仕上げといし
JIS R 6211-11 第11部:手研ぎといし
JIS R 6211-12 第12部:ストレートグラインダにおけるばり取り用研削といし
JIS R 6211-13 第13部:バーチカルグラインダにおけるばり取り用研削といし
JIS R 6211-14 第14部:アングルグラインダにおけるばり取り及びきず取り用研削といし
JIS R 6211-15 第15部:定置型又は可搬型切断機における切断といし
JIS R 6211-16 第16部:手持式切断機における切断といし
JIS R 6211-17 第17部:軸付といし(予定)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 6211-6:2014
といし−寸法−
第6部:工具研削用研削といし
Bonded abrasive products-Dimensions-
Part 6: Grinding wheels for tool and tool room grinding
序文
この規格は,1999年に第1版として発行されたISO 603-6を基とし,日本市場に流通している寸法を追
加するため,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,次に示す工具研削用研削といし(以下,研削といしという。)の寸法について規定する。
− 1号 平形研削といし(一般用及びのこ用)
− 3号 片テーパ形研削といし
− 5号 片へこみ形研削といし
− 6号 ストレートカップ形研削といし
− 7号 両へこみ形研削といし
− 11号 テーパカップ形研削といし
− 12号 皿形研削といし
− 13号 のこ用皿形研削といし
− 38号 片ドビテール形研削といし
− 39号 両ドビテール形研削といし
注記1 この規格に規定する研削といしは,工具のすくい面と切れ刃の研削,又は再研削に使用する。
加工物及び研削といしは機械的に送る。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 603-6:1999,Bonded abrasive products−Dimensions−Part 6: Grinding wheels for tool and tool
room grinding(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
2
R 6211-6:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS R 6244 結合研削材といし−寸法許容差及び振れ公差
注記 対応国際規格:ISO 13942:2000,Bonded abrasive products−Limit deviations and run-out
tolerances(MOD)
3
種類
種類は,次によって区分する。
a) JIS形 箇条4による。
b) ISO形 JA.1による。
4
JIS形の寸法
4.1
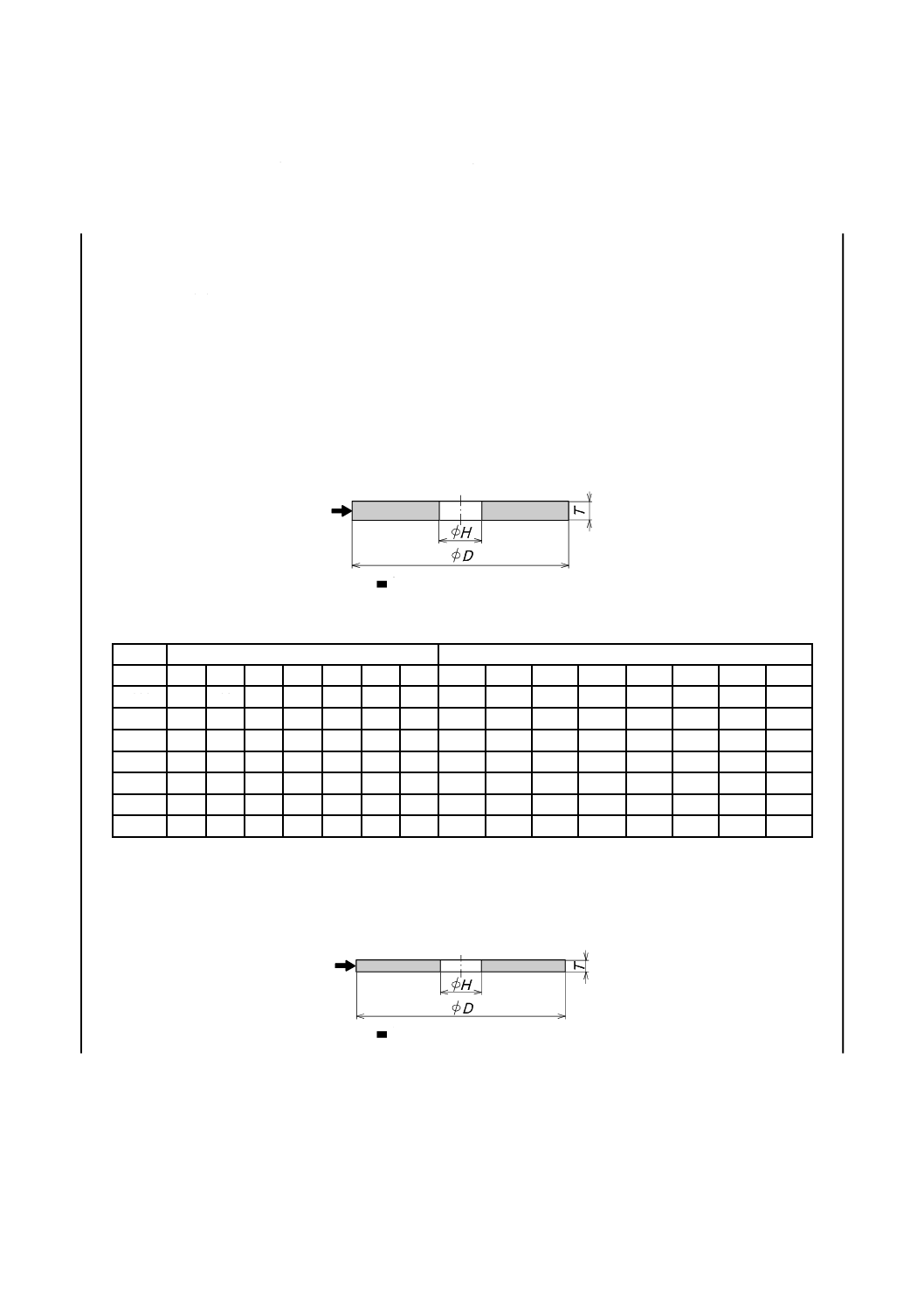
1号平形研削といし(一般用)
1号平形研削といし(一般用)の寸法は,表1による。
表1−1号平形研削といし(一般用)
:研削といしの使用面
単位 mm
D
T
H
75
6
10
13
−
−
−
−
12.7
15.88 19.05
−
−
−
−
−
100
6
10
13
−
−
−
−
12.7
15.88 19.05
−
−
−
−
−
125
6
10
13
−
−
−
−
12.7
15.88 19.05 31.75
−
−
−
−
150
6
10
13
16
19
25
−
−
−
−
31.75
−
50.8
−
−
180
6
10
13
16
19
25
32
−
−
−
31.75
−
50.8
−
−
205
6
10
13
16
19
25
32
−
−
−
31.75
38.1
50.8
−
−
255
6
10
13
16
19
25
32
−
−
−
31.75
−
50.8
76.2
−
305
−
10
13
16
19
25
32
−
−
−
−
−
−
76.2
127
4.2
1号平形研削といし(のこ用)
1号平形研削といし(のこ用)の寸法は,表2による。
表2−1号平形研削といし(のこ用)
:研削といしの使用面
3
R 6211-6:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−1号平形研削といし(のこ用)(続き)
単位 mm
D
T
H
125
−
− −
3.2
− − − − − − − −
12.7
−
−
−
−
− −
150
1.5
2
3
−
4
5
6
8
10 13 − −
12.7
15.88 19.05
25.4
31.75 32 −
205
−
2
3
−
4
5
6
8
10 13 16 −
−
15.88 19.05
25.4
31.75 32 −
255
−
− −
−
− −
6
8
10 13 16 19
−
−
−
25.4
31.75 − 40
305
−
− −
−
− − − − 10 13 16 19
−
−
−
25.4
31.75 − −
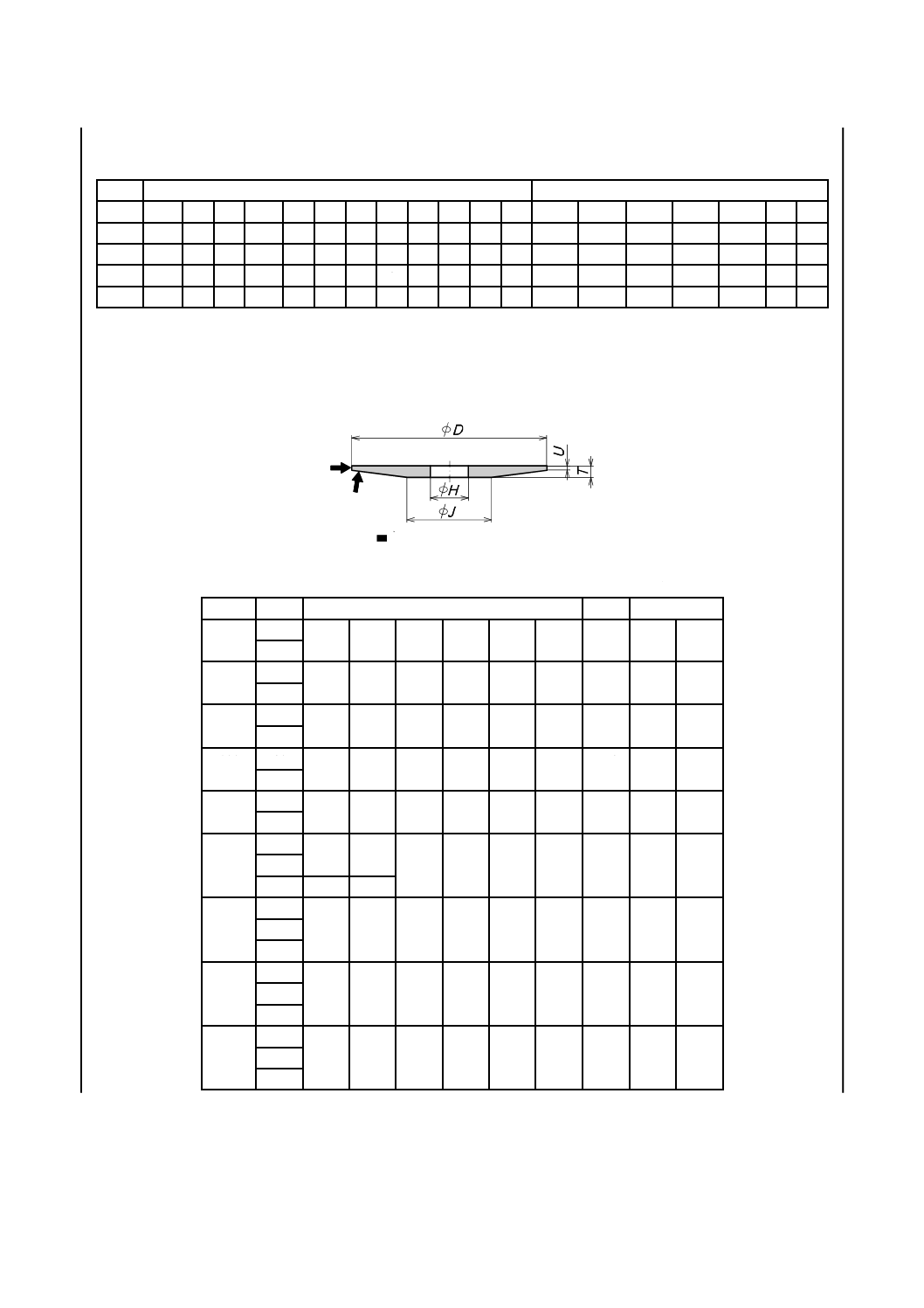
4.3
3号片テーパ形研削といし
3号片テーパ形研削といしの寸法は,表3による。
表3−3号片テーパ形研削といし
:研削といしの使用面
単位 mm
D
T
H
J
U
50
6
9.53
12.7
−
−
−
−
25
2
−
10
75
6
9.53
12.7
19.05
−
−
−
38
2
−
10
90
10
9.53
12.7
19.05
−
−
−
45
2
−
13
100
10
−
12.7
19.05
−
−
−
50
2
−
13
125
13
−
12.7
19.05 31.75
−
−
65
−
3
16
150
13
−
12.7
19.05 31.75
38.1
−
75
−
3
16
19
−
−
180
13
−
−
−
31.75
38.1
−
90
−
3
16
19
205
16
−
−
−
31.75
38.1
50.8
100
−
3
19
25
255
16
−
−
−
31.75
38.1
50.8
125
−
3
19
25
4
R 6211-6:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
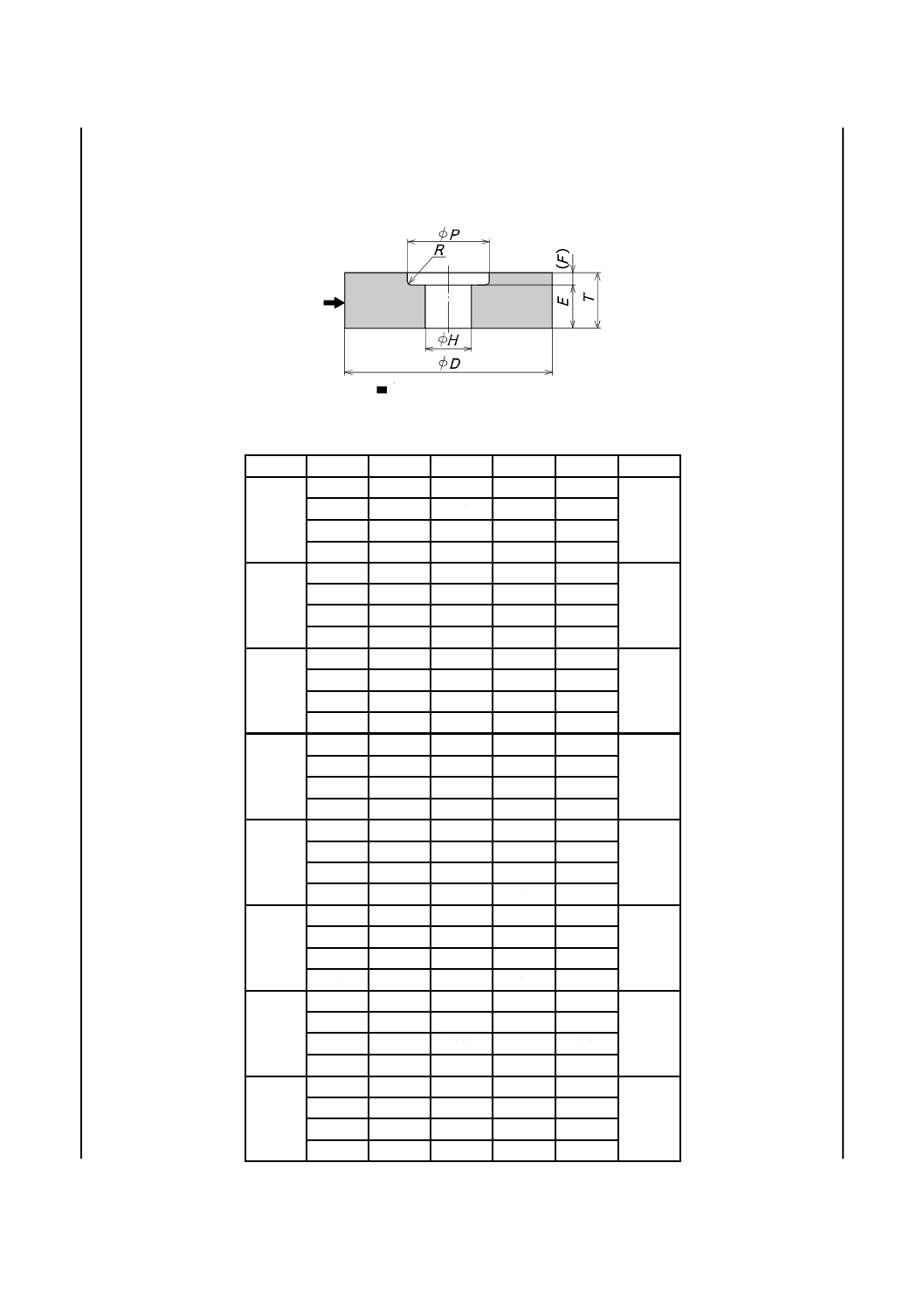
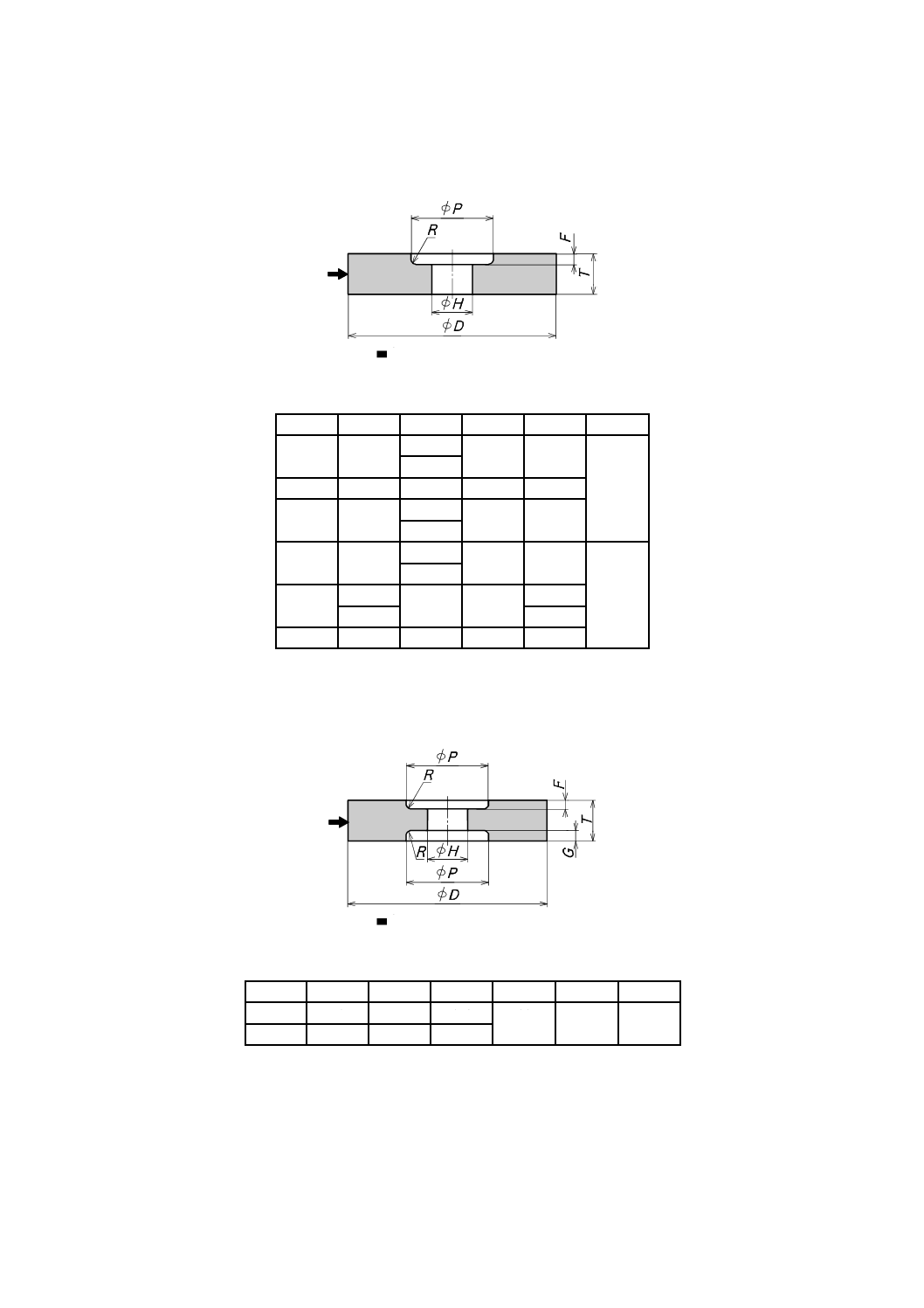
4.4
5号片へこみ形研削といし
5号片へこみ形研削といしの寸法は,表4による。
表4−5号片へこみ形研削といし
:研削といしの使用面
単位 mm
D
T
H
P
E
(F)
Rmax
125
25
31.75
65
16
9
3.2
32
31.75
65
19
13
38
31.75
65
19
19
50
31.75
65
25
25
125
25
50.8
80
16
9
3.2
32
50.8
80
19
13
38
50.8
80
19
19
50
50.8
80
25
25
150
25
31.75
65
16
9
3.2
32
31.75
65
19
13
38
31.75
65
19
19
50
31.75
65
25
25
150
25
50.8
90
16
9
3.2
32
50.8
90
19
13
38
50.8
90
19
19
50
50.8
90
25
25
180
25
31.75
100
16
9
3.2
32
31.75
100
19
13
38
31.75
100
19
19
50
31.75
100
25
25
180
25
50.8
110
16
9
3.2
32
50.8
110
19
13
38
50.8
110
19
19
50
50.8
110
25
25
205
25
31.75
100
16
9
32
32
31.75
100
19
13
38
31.75
100
19
19
50
31.75
100
25
25
205
25
50.8
120
16
9
3.2
32
50.8
120
19
13
38
50.8
120
19
19
50
50.8
120
25
25
5
R 6211-6:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−5号片へこみ形研削といし(続き)
単位 mm
D
T
H
P
E
(F)
Rmax
255
32
50.8
120
19
13
3.2
38
50.8
120
19
19
50
50.8
120
25
25
65
50.8
120
35
30
255
32
76.2
130
19
13
5
38
76.2
130
19
19
50
76.2
130
25
25
65
76.2
130
35
30
注記 ( )内の寸法は参考値とする。F=T−E
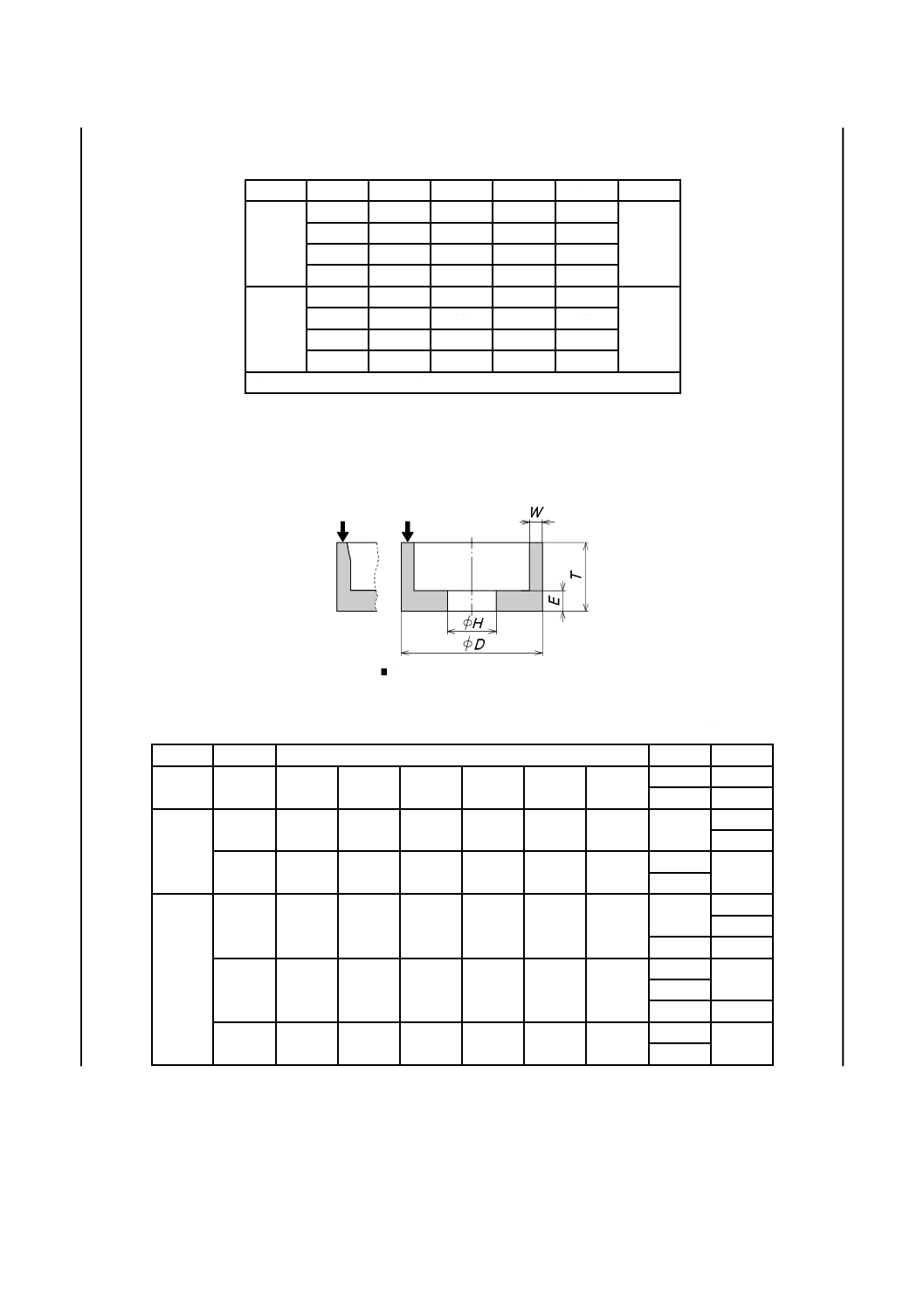
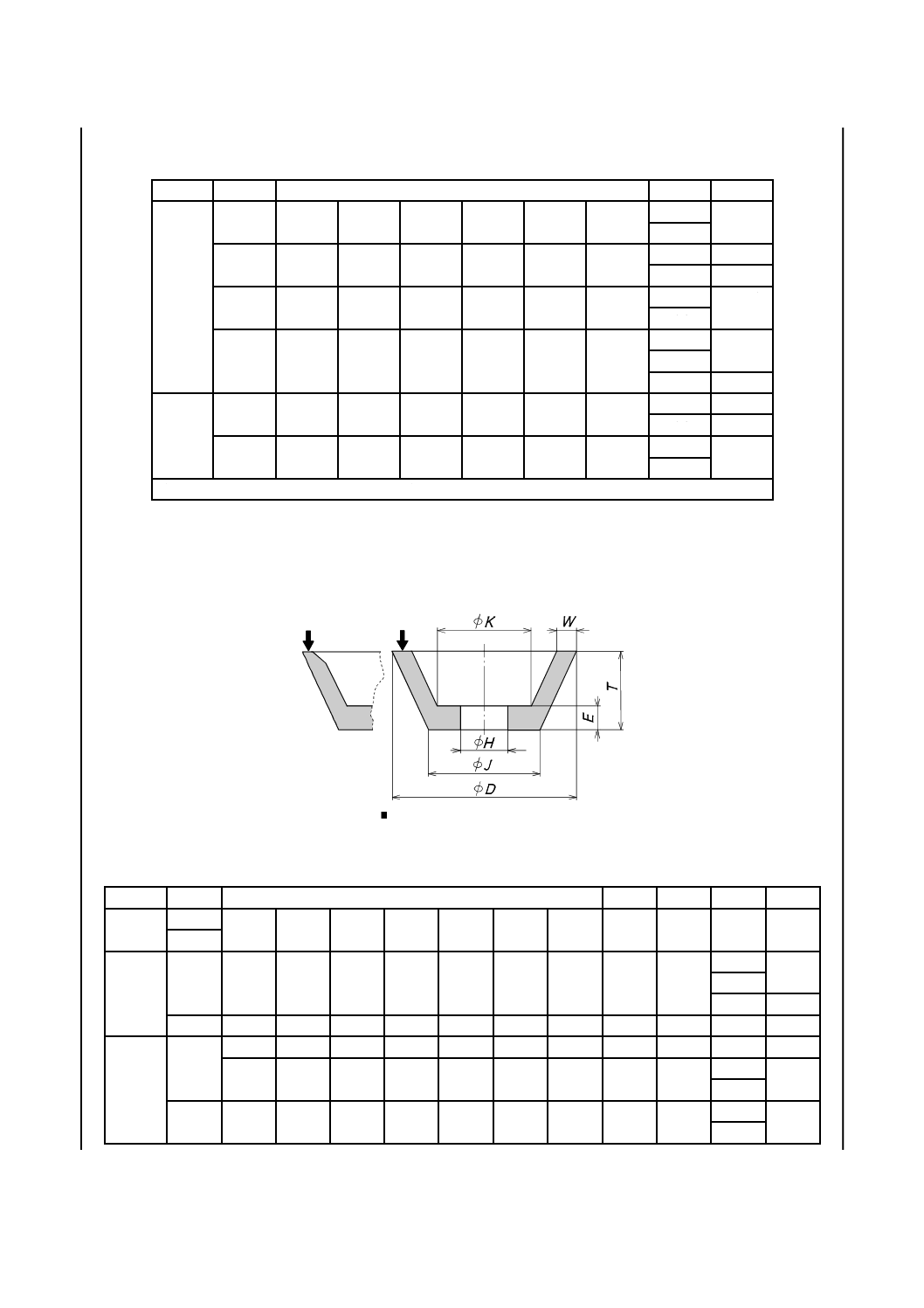
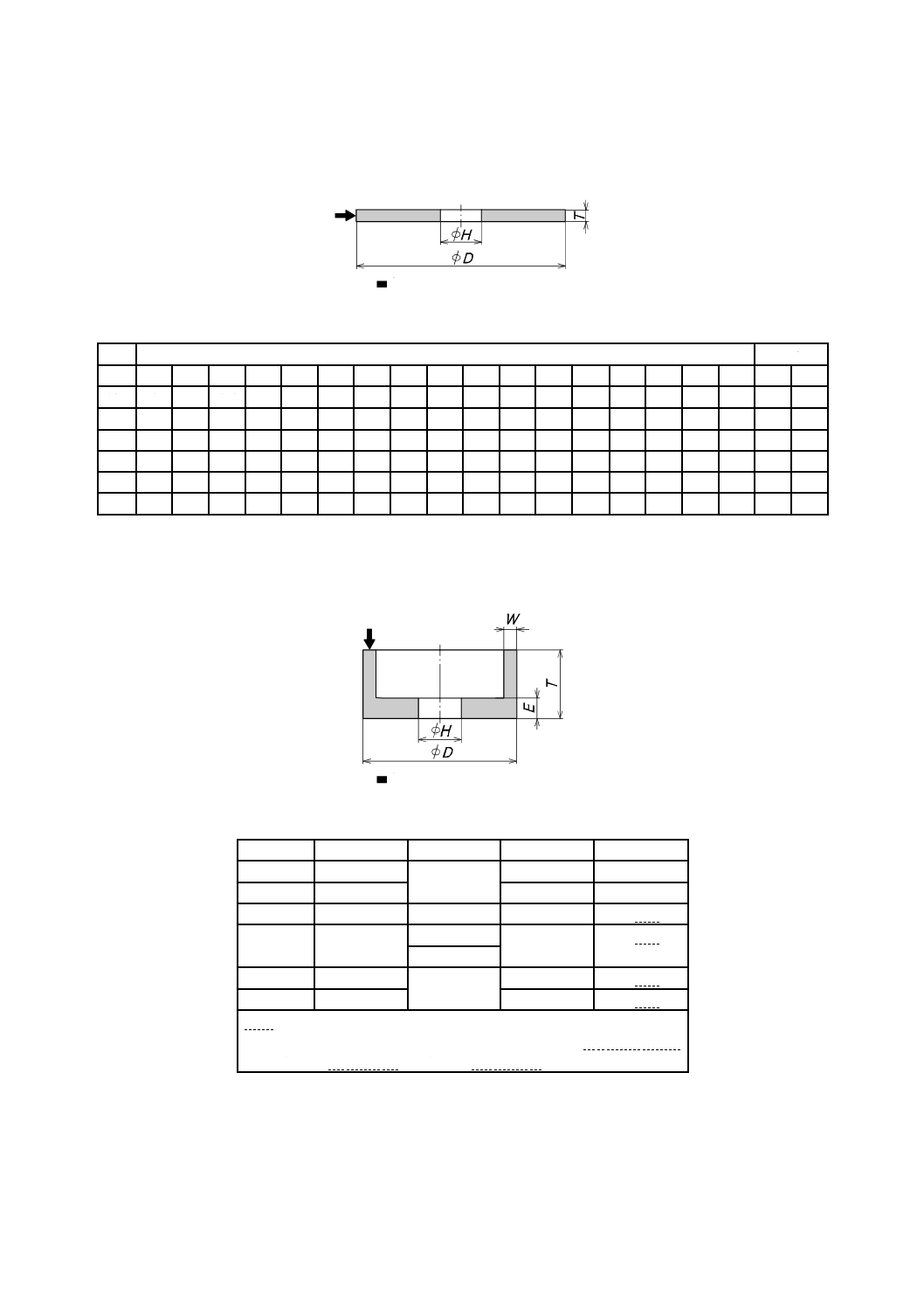
4.5
6号ストレートカップ形研削といし
6号ストレートカップ形研削といしの寸法は,表5による。
表5−6号ストレートカップ形研削といし
:研削といしの使用面
注記 カップ形の縁は,内側に向かって図のような角度(傾斜)をとることができる。
単位 mm
D
T
H
W
E
75
38
12.7
−
−
−
−
−
10
10
13
13
100
38
12.7
−
31.75
−
−
−
10
10
13
50
12.7
19.05
31.75
−
−
−
10
13
13
125
38
12.7
−
31.75
38.1
−
76.2
10
10
13
13
13
50
−
−
31.75
38.1
−
76.2
10
13
13
16
16
65
−
−
31.75
38.1
−
−
13
16 a)
16
6
R 6211-6:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−6号ストレートカップ形研削といし(続き)
単位 mm
D
T
H
W
E
150
38
−
−
31.75
−
−
−
10
13
13
50
−
19.05
31.75
−
50.8
−
13
13
16
16
65
−
−
31.75
−
50.8
−
13
16 a)
16
75
−
−
31.75
38.1
50.8
76.2
16
19
19
25
25
180
50
−
19.05
31.75
38.1
50.8
76.2
13
13
16
16
75
−
−
31.75
38.1
50.8
76.2
16
19
19
注a) この寸法は,研削盤等構造規格の解釈例規によって規定に適合する寸法になったもの。
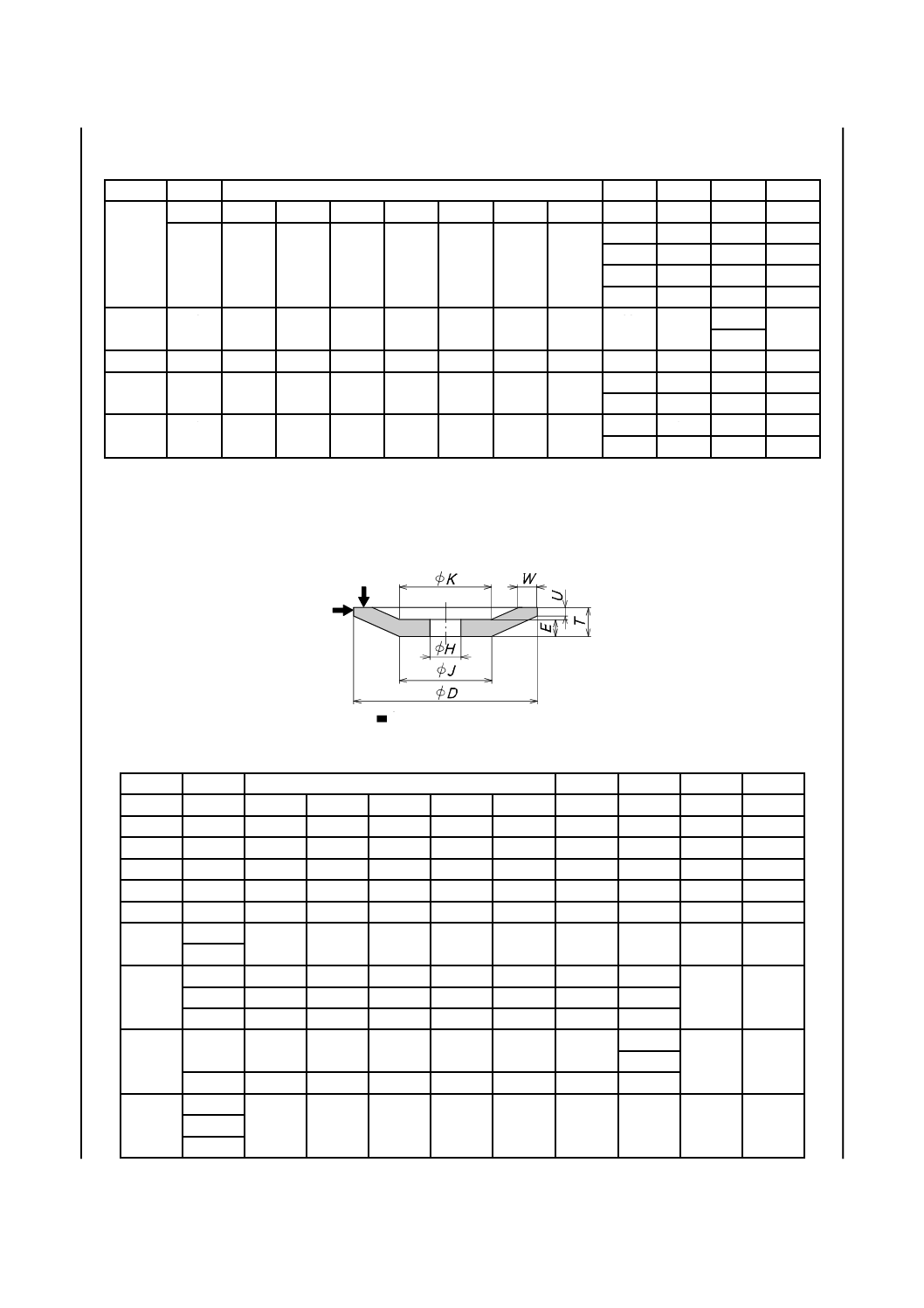
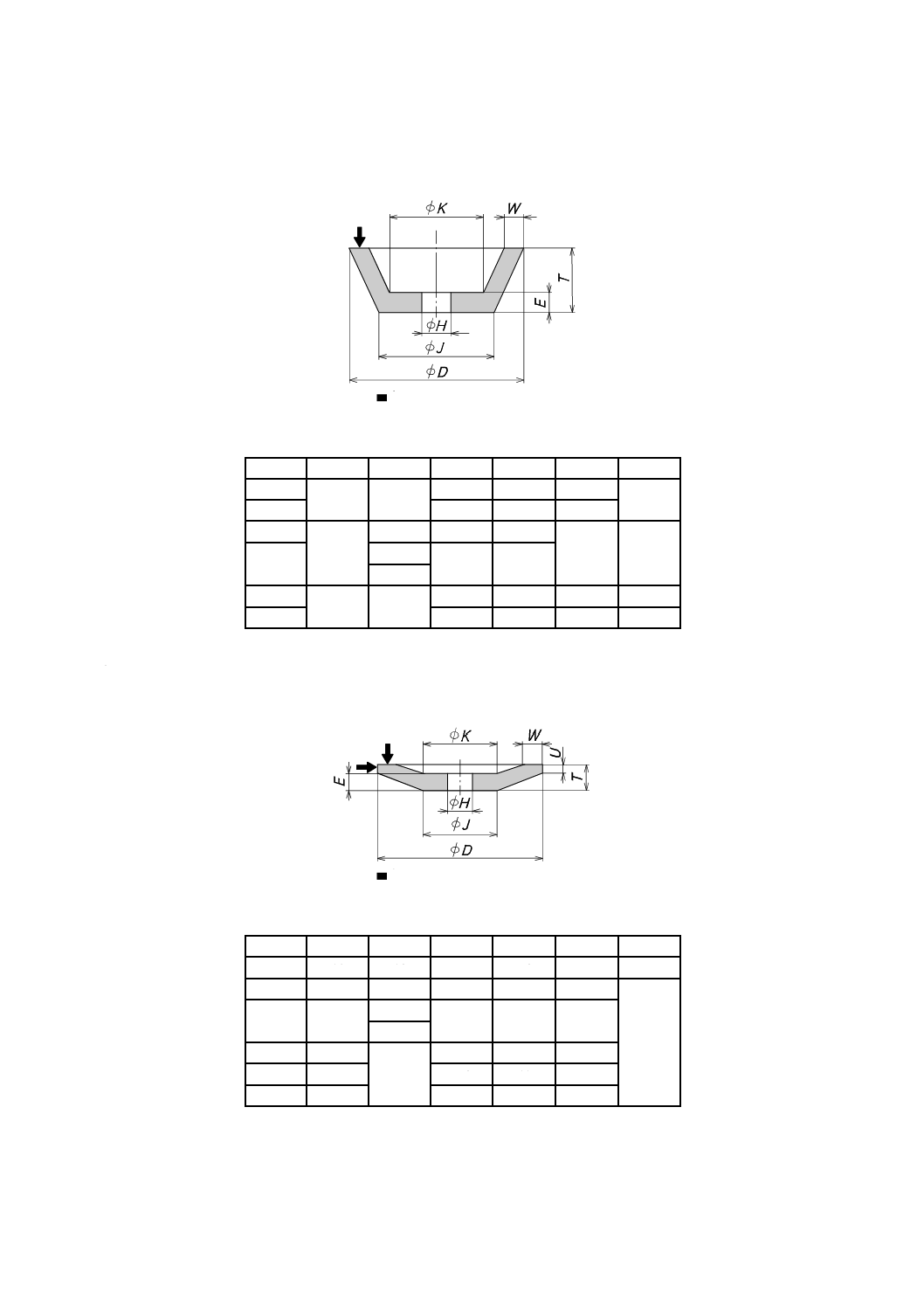
4.6
11号テーパカップ形研削といし
11号テーパカップ形研削といしの寸法は,表6による。
表6−11号テーパカップ形研削といし
:研削といしの使用面
注記 カップ形の縁は,内側に向かって図のような角度(傾斜)をとることができる。
単位 mm
D
T
H
J
K
W
E
75
32
12.7
−
19.05
−
−
−
−
55
38
6
10
38
90
38
−
−
−
31.75
−
−
−
70
55
6
10
8
6
13
50
−
−
−
31.75
−
−
−
70
55
8
13
100
38
−
15.88
−
−
−
−
−
75
65
6
10
−
−
−
31.75
−
−
−
75
65
6
13
10
50
−
15.88
−
31.75
−
−
−
75
60
8
13
10
7
R 6211-6:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−11号テーパカップ形研削といし(続き)
単位 mm
D
T
H
J
K
W
E
125
38
−
−
−
31.75
−
−
−
95
80
6
13
50
−
15.88
19.05
−
−
−
−
95
80
6
13
95
75
8
13
95
75
10
13
95
70
13
13
150
50
−
−
19.05
31.75
38.1
−
−
115
95
10
13
13
180
50
−
−
19.05
−
−
−
−
125
95
19
19
205
50
−
−
−
−
−
50.8
76.2
150
125
16
16
150
120
19
19
255
50
−
−
−
−
−
50.8
76.2
200
175
16
16
200
170
19
19
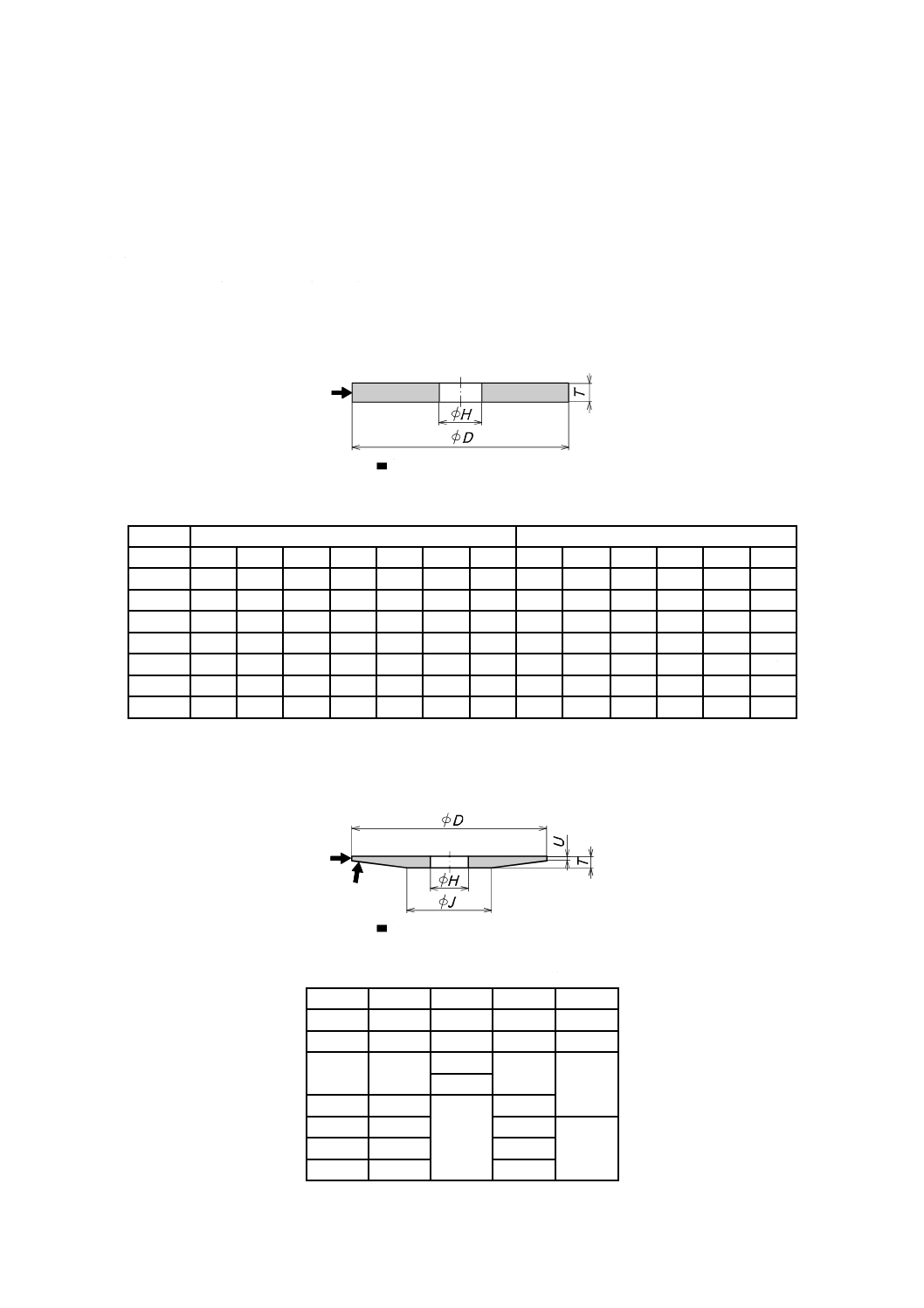
4.7
12号皿形研削といし
12号皿形研削といしの寸法は,表7による。
表7−12号皿形研削といし
:研削といしの使用面
単位 mm
D
T
H
J=K
E
W
U
50
10
6
−
−
−
−
25
8
3
2
65
10
−
9.53
12.7
−
−
32
8
3
2
75
13
−
9.53
12.7
−
−
38
8
3
2
90
13
−
9.53
12.7
−
−
45
8
5
2.5
100
13
−
9.53
12.7
−
−
50
8
5
2.5
115
13
−
9.53
12.7
−
−
58
8
6
3
125
13
−
−
12.7
31.75
−
65
8
6
3
16
150
13
−
−
12.7
31.75
38.1
75
8
10
3
16
−
−
12.7
31.75
38.1
75
10
19
−
−
−
31.75
38.1
75
10
180
16
−
−
−
31.75
−
90
8
10
3
10
19
−
−
−
31.75
−
90
11
205
16
−
−
−
31.75
38.1
100
13
13
3
19
25
8
R 6211-6:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
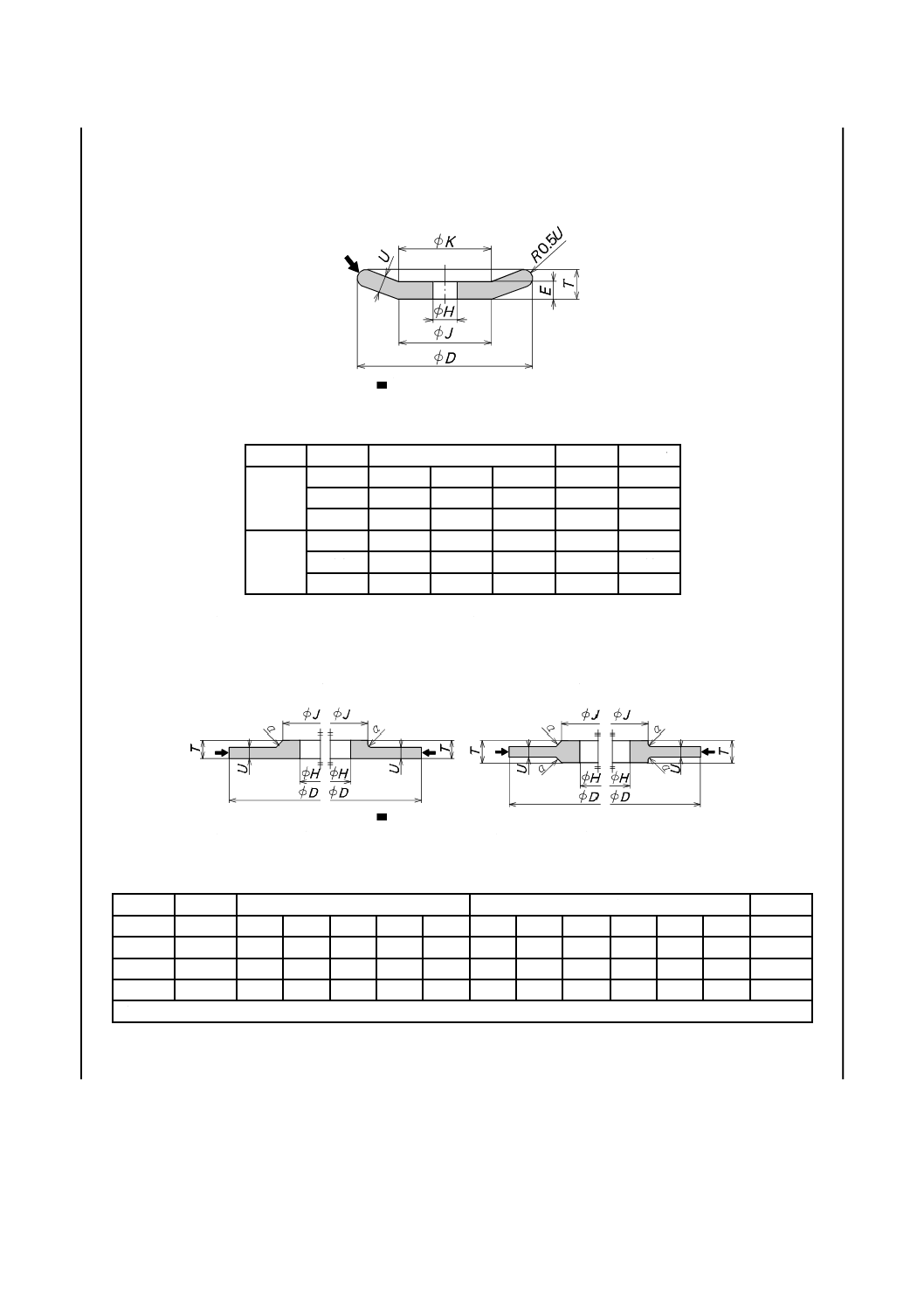
4.8
13号のこ用皿形研削といし
13号のこ用皿形研削といしの寸法は,表8による。
表8−13号のこ用皿形研削といし
:研削といしの使用面
単位 mm
D
T
H
J=K
E=U
205
13
19.05
−
25.4
75
6
16
19.05
−
25.4
75
10
19
19.05
−
25.4
75
13
255
13
−
22.23
25.4
90
6
16
−
22.23
25.4
90
10
19
−
22.23
25.4
90
13
4.9
38号片ドビテール形研削といし及び39号両ドビテール形研削といし
38号片ドビテール形研削といし及び39号両ドビテール形研削といしの寸法は,表9による。
表9−38号片ドビテール形研削といし及び39号両ドビテール形研削といし
:研削といしの使用面
a) 38号片ドビテール形研削といし
b) 39号両ドビテール形研削といし
注記 a部をC面取りにするか又はR面取りにするかは,受渡当事者間の協定による。
D
J
T
U a)
H
150
90
6
10
13
16
19
3
4
6
8
10
13
31.75
180
100
6
10
13
16
19
3
4
6
8
10
13
31.75
205
100
6
10
13
16
19
3
4
6
8
10
13
31.75
205
120
6
10
13
16
19
3
4
6
8
10
13
50.8
注a) U寸法は,T寸法以下とする。
5
寸法許容差
寸法許容差は,JIS R 6244による。
9
R 6211-6:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
ISO形の寸法
JA.1 ISO形の寸法
ISO 603-6に規定する工具研削用研削といしの寸法は,次による。
a) 1号平形研削といし(一般用) 1号平形研削といし(一般用)の寸法は,表JA.1による。
表JA.1−1号平形研削といし(一般用)
:研削といしの使用面
単位 mm
D
T
H
50
6
10
13
−
−
−
−
13
−
−
−
−
−
100
−
10
13
−
20
−
−
−
16
20
−
−
−
125
−
−
13
16
20
25
−
−
−
20
−
32
−
150
6
10
13
16
20
25
−
−
−
20
25
32
−
175
−
10
13
16
20
25
32
−
−
20
−
32
−
200
6
10
13
16
20
25
32
−
−
20
25
32
51
250
−
−
13
−
20
25
−
−
−
−
−
32
−
300
−
−
−
−
20
25
32
−
−
−
−
32
−
b) 3号片テーパ形研削といし 3号片テーパ形研削といしの寸法は,表JA.2による。
表JA.2−3号片テーパ形研削といし
:研削といしの使用面
単位 mm
D
T
H
J
U
80
5
13
40
1
100
6
20
50
1.5
125
7
20
63
2
32
150
8
32
75
175
10
85
3
200
13
100
250
14
125
10
R 6211-6:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 5号片へこみ形研削といし 5号片へこみ形研削といしの寸法は,表JA.3による。
表JA.3−5号片へこみ形研削といし
:研削といしの使用面
単位 mm
D
T
H
P
F
Rmax
150
32
20
80
16
3.2
32
175
32
32
90
16
200
40
32
110
20
50.8
250
40
50.8
150
20
5
76.2
300
45
76.2
150
20
50
25
400
50
127
215
25
d) 7号両へこみ形研削といし 7号両へこみ形研削といしの寸法は,表JA.4による。
表JA.4−7号両へこみ形研削といし
:研削といしの使用面
単位 mm
D
T
H
P
F
G
Rmax
300
50
76.2
150
10
10
5
400
65
127
215
11
R 6211-6:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 1号平形研削といし(のこ用) 1号平形研削といし(のこ用)の寸法は,表JA.5による。
表JA.5−1号平形研削といし(のこ用)
:研削といしの使用面
単位 mm
D
T
H
100
1
1.3
1.6
2
2.5
3
3.2
4
−
−
−
−
−
−
−
−
−
20
−
125
1
1.3
1.6
2
2.5
−
3.2
4
−
−
−
−
−
−
−
−
−
20
−
150
−
−
1.6
2
2.5
3
3.2
4
5
6
8
−
−
−
−
−
−
20
−
150
−
−
1.6
2
2.5
3
3.2
4
5
6
8
10
13
16
−
−
−
−
32
200
−
−
−
2
2.5
3
3.2
4
5
6
8
10
13
16
20
−
−
20
32
250
−
−
−
−
−
3
3.2
4
5
6
8
10
13
16
20
25
−
−
32
300
−
−
−
−
−
−
−
−
5
6
8
10
13
16
20
25
32
−
32
f)
6号ストレートカップ形研削といし 6号ストレートカップ形研削といしの寸法は,表JA.6による。
表JA.6−6号ストレートカップ形研削といし
:研削といしの使用面
単位 mm
D
T
H
W
Emin
50
32
13
5
8
80
40
6
10
100
50
20
8
13 a)
125
63
20
8
16 a)
32
150
80
32
10
20 a)
180
80
16
20 a)
注a) 労働安全衛生法第42条に定められた研削盤等構造規格第14条
に抵触するため(E≧T/4,W≦E),E寸法を10 mmから13 mm
に,13 mmから16 mmに,16 mmから20 mmに変更している。
12
R 6211-6:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) 11号テーパカップ形研削といし 11号テーパカップ形研削といしの寸法は,表JA.7による。
表JA.7−11号テーパカップ形研削といし
:研削といしの使用面
単位 mm
D
T
H
J
K
W
Emin
50
32
13
27
22
4
8
80
57
46
6
100
40
20
71
56
8
10
125
20
96
81
32
150
50
32
114
96
10
13
180
144
120
13
13
h) 12号皿形研削といし 12号皿形研削といしの寸法は,表JA.8による。
表JA.8−12号皿形研削といし
:研削といしの使用面
単位 mm
D
T
H
J=K
W
Emin
U
80
10
13
31
4
6
2.5
100
13
20
36
5
7
3.2
125
13
20
61
6
7
32
150
16
32
66
8
9
180
20
76
10
11
200
20
90
10
12
13
R 6211-6:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
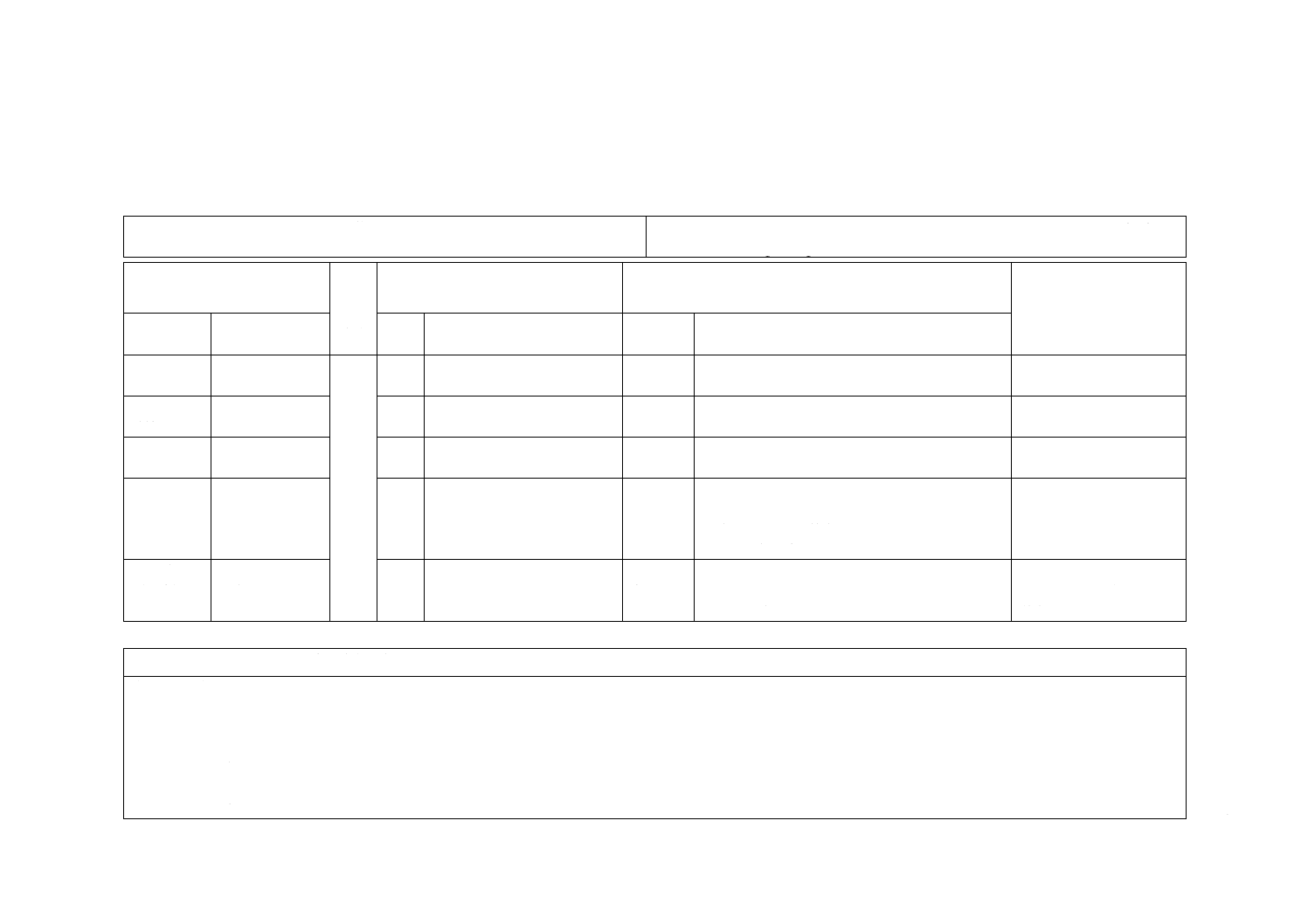
附属書JB
(参考)
JISと対応国際規格との対比表
JIS R 6211-6:2014 といし−寸法−第6部:工具研削用研削といし
ISO 603-6:1999,Bonded abrasive products−Dimensions−Part 6: Grinding wheels for
tool and tool room grinding
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの評価及び
その内容
(V)JISと国際規格との
技術的差異の理由及び今
後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 種類
JIS形とISO形
とを規定
−
−
選択
JIS形を選択できるようにした。
我が国の使用実態に合わ
せ選択とした。
4 JIS形の
寸法
JIS形の寸法を
形状ごとに規定
3
形状ごとに寸法(外径・厚
さ・孔径・細部寸法)を規定。
変更
国内で使用されている寸法に限定した。
ISO規格は,本体から附属書JAに移した。
我が国の使用実態に合わ
せた。
−
4
製品及び明細の呼び方を規
定。
削除
ISO規格の箇条4は,JIS R 6210,JIS R 6212及
びJIS R 6242の規定と重複するため削除した。
我が国の使用実態に合わ
せた。
5 寸法許容
差
寸法許容差を規
定
5
仕様,寸法公差,バランス,
表示を規定。
削除
追加
ISO規格の箇条5は,JIS R 6210,JIS R 6212及
びJIS R 6242の規定と重複するため5.1を除き
削除した。5.1は箇条5に移した。
JISの規定を追加した。
我が国の使用実態に合わ
せた。
附属書JA
(規定)
ISO形の寸法を
規定
−
−
追加
変更
ISO規格の箇条3の規定を記載し,注で国内法
で規定する遵守事項を追加し,規定に違反する
ところは変更した。
我が国の使用実態に合わ
せ,我が国の強制法規が
遵守できるようにした。
JISと国際規格との対応の程度の全体評価:ISO 603-6:1999,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
− 選択 ················ 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
R
6
2
11
-6
:
2
0
1
4