2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 4302-1993
ほうろう用鋼板の酸洗減量測定方法
Testing method for determining pickling weight loss of sheet steel
for vitreous and porcelain enamelling
1. 適用範囲 この規格は,ほうろう加工に用いる鋼板の酸洗減量測定方法について規定する。
備考 この規格の引用規格を,次に示す。
JIS B 7411 ガラス製棒状温度計(全浸没)
JIS B 7502 外側マイクロメータ
JIS G 4309 ステンレス鋼線
JIS K 8951 硫酸(試薬)
JIS R 3503 化学分析用ガラス器具
JIS Z 8401 数値の丸め方
2. 用語の定義 この規格で用いる主な用語の定義は,次のとおりとする。
酸洗減量 鋼板を硫酸浸せきしたとき,次の式で算出される値。
1
2
1
)
(
925
3
m
d
m
m
m
−
=
⊿
ここに,
3 925: 酸洗減量定数
⊿m: 酸洗減量 (g/m2)
m1: 酸洗前質量 (g)
m2: 酸洗後質量 (g)
d: 板厚 (mm)
3. 装置及び器具 装置及び器具は,次のとおりとする。
(1) はかり ひょう量範囲が200gのもので,0.000 2gまで読み取れるもの。
(2) マイクロメータ JIS B 7502に規定する外側マイクロメータ。
(3) 温度計 JIS B 7411に規定する100℃温度計,又はこれと同等以上の性能をもつもの。
(4) 恒温水槽 室温から100℃の範囲で,設定温度を±1℃に保持できる自動温度調節器付電気恒温水槽。
(5) 加熱器 室温から100℃の範囲に加熱できる装置。
(6) 乾燥器具 熱風を吹き出す装置。
(7) 酸洗槽 JIS R 3503に規定する1l以上のガラスビーカー。
(8) 脱脂槽 耐食性及び100℃以上の耐熱性のある1l以上の容器。
(9) 水洗槽 耐食性のある1l以上の容器。
(10) つり具 図1に示すものとし,材質は,JIS G 4309に規定するSUS 304などの耐食性のあるステンレ
ス鋼線。
2
R 4302-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
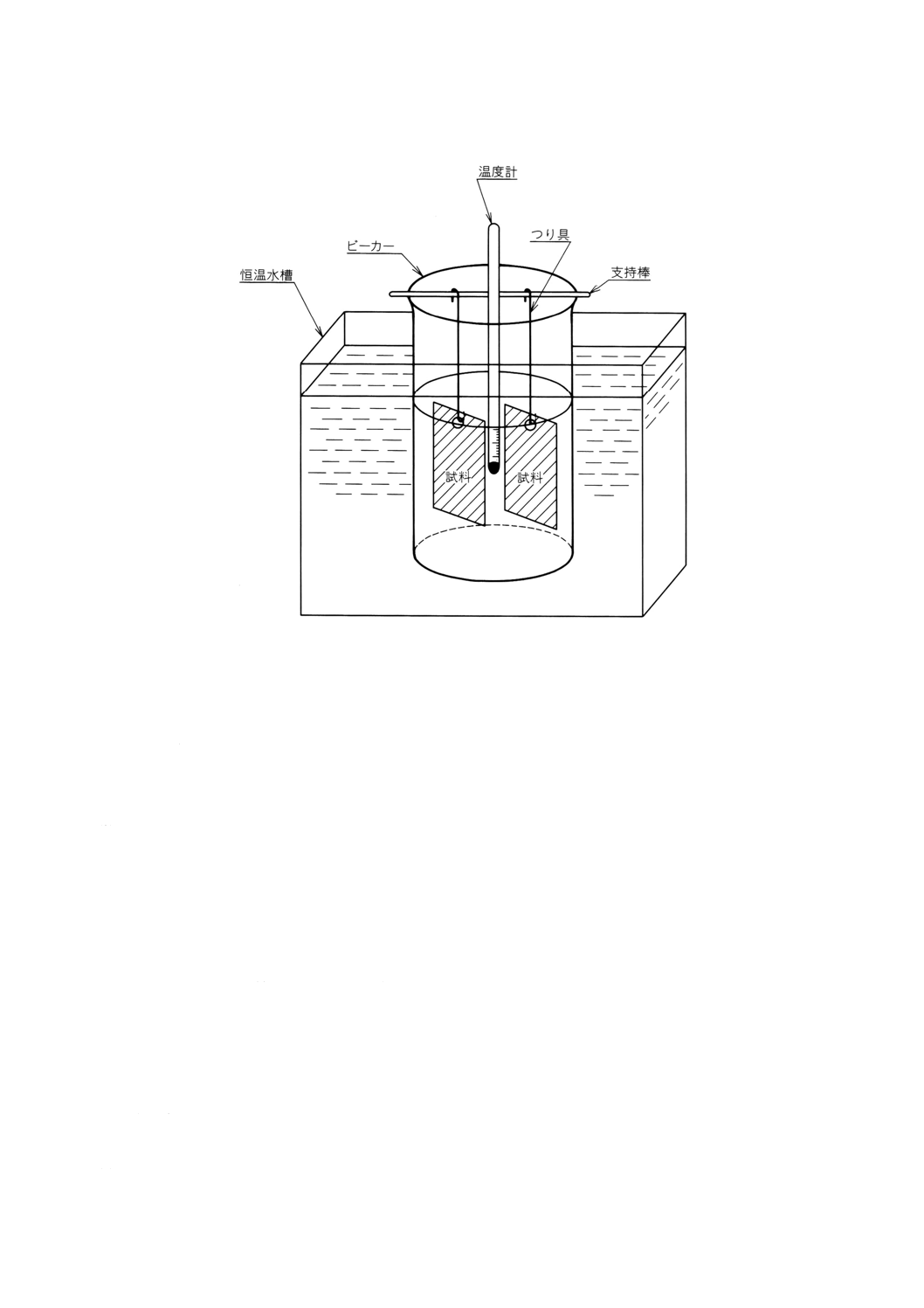
図1 酸洗の一例
4. 試料 試料は,50×100mm(許容差1mm)の平板とし,同一ロットから2枚採取する。
5. 試料の調製 試料は,平滑で,汚れ及びきずがあってはならない。
試料の調製は,次のとおりとする。
(1) 試料は,つり下げのため6mm(許容差0.2mm)の孔をあける。
このとき試料の加工部は,平滑であることとする。
(2) 試料に付着した汚れは,十分にふき取る。
6. 測定用溶液 測定用溶液は,次のとおりとする。
測定用溶液は,測定ごとに新液を使用する。ただし,脱脂能力がある間は,脱脂液を使用してもよい。
(1) 酸洗液 JIS K 8951に規定する硫酸試薬を電導率1μS/cm以下の脱イオン水に溶かした (10±0.5) 質
量%の溶液。
(2) 脱脂液 (5±0.5) 質量%オルソけい酸ナトリウムと (0.5±0.05) 質量%界面活性剤を含む水溶液。
7. 酸洗条件 酸洗条件は,次のとおりとする。
(1) 酸洗液は,1l以上とする。
(2) 酸洗液の温度は,70±2℃とする。
(3) 酸洗時間は,10分±5秒とする。
(4) 同一ロットから採取した2枚の試料を同時に酸洗する。
(5) 酸洗の間は,液を強制かくはんしないこととする。
3
R 4302-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 測定
8.1
試料の測定 試料の測定は,次のとおりとする。
(1) 試料の酸洗前質量 (m1) をはかりで0.001gまで測定する。
(2) 試料の板厚 (d) をマイクロメータで0.01mmまで測定する。
8.2
脱脂 脱脂は,1l以上の脱脂液に試料を70℃以上で10分間以上浸す。
8.3
脱脂後の流水洗 脱脂後の流水洗は,水道水で試料を3分間以上洗浄する。このとき試料の表面を
目視で判定し,試料の全面がぬれていなければ,繰り返し脱脂を行う。
8.4
試料のつり下げ方 試料は,図1に示すように,酸洗液面から10mm以上,ビーカー底面から10mm
以上,試料間は30mm以上の距離をとるようにして,垂直につり下げる。
8.5
酸洗 酸洗は,恒温水槽を用い,次のように行う(図1参照)。
(1) 酸洗液の温度は,試料2枚の中間相当位置において測定する。
(2) 酸洗中の恒温水槽の水面は,ビーカー内の液面より下がらないこととする。
(3) 酸洗条件は,7.による。
8.6
酸洗後の流水洗 流水洗は,水道水で試料を1分間以上洗浄する。
8.7
乾燥 乾燥は,水洗後乾燥器具で速やかに乾燥する。
8.8
質量測定 乾燥後の試料が,室温に冷えてから直ちに酸洗後質量 (m2) をはかりで0.001gまで測定
する。
9. 酸洗減量の求め方
9.1
酸洗減量の算出 酸洗減量は,試料ごとに式によって算出し,JIS Z 8401によって,小数点以下1
けたに丸める。
9.2
測定値の判定 2個の測定値からR/xを計算し,R/xが0.05以下であれば,9.3に従って,酸洗減量
として表示する。ただし,R/xが0.05を超える場合は4.に戻って再び測定を行う。
ここに, R: 範囲(測定値の差)
x: 平均値
例 酸洗減量測定値 (g/m2) を56.3, 58.4とする。
測定値の判定
R=58.4−56.3=2.1, x= (58.4+56.3) /2=57.35
R/x=2.1/57.35=0.036 6<0.05
9.3
酸洗減量の表示 酸洗減量は,2個の試料の平均値で表示するか,又はその平均値と個々の値を併記
して表示する。
例1. 酸洗減量 (g/m2):57.4
例2. 酸洗減量 (g/m2):57.4 (58.4, 56.3)
4
R 4302-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
(委員長)
田 中 廣 吉
元科学技術庁無機材質研究所
(幹事)
祖 川 理
日本フエロー株式会社
柴 田 政 明
新日本製鐵株式会社八幡技術研究部
奥 山 健
日本鋼管株式会社薄板商品技術室
八 内 昭 博
住友金属工業株式会社薄板研究部
三尾谷 一 夫
株式会社神戸製鋼所薄板技術部
今 中 誠
川崎製鉄株式会社薄板研究室
伊 藤 健 治
川鉄金属工業株式会社研究開発室
大 山 武 男
富士琺瑯工業株式会社
宇 井 誠
名古屋ホーロー株式会社
加 藤 健
関西琺瑯株式会社
新 海 藤 雄
日本フリット株式会社
大 野 登美蔵
社団法人日本琺瑯工業会
地 崎 修
工業技術院標準部
田 中 映 男
通商産業省
黒 木 勝 也
財団法人日本規格協会