2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 3646-1997
化学分析用ガラス器具の
共通テーパーすり接手
Interchangeable conical glass ground joints
序文 この規格は,1976年に第1版として発行されたISO 383 (Laboratory glassware−Interchangeable conical
ground joints) を基に作成した日本工業規格である。本体では,従来,日本工業規格で規定していた内容を
規定しており,附属書3は対応する国際規格の技術的内容を変更することなく作成した日本工業規格であ
る。
1. 適用範囲 この規格は,化学分析用ガラス器具の共通テーパーすり接手(以下,共通テーパーすり接
手という。)について規定する。
ただし,全量フラスコに用いる共通テーパーすり接手は,附属書1,及び細口共栓瓶に用いる共通テー
パーすり接手は,附属書2によってもよい。
備考1. この規格の引用規格を,次に示す。
JIS B 0601 表面粗さ−定義及び表示
JIS B 0651 触針式表面粗さ測定器
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS R 3503 化学分析用ガラス器具
2. この規格の対応国際規格を,次に示す。
ISO 383 : 1976 Laboratory glassware−Interchangeable conical ground joints
2. 種類 共通テーパーすり接手の種類は,次の4種類とする。
(1) 長形:表1による。
(2) 中形:表2による。
(3) 短形:表3による。
(4) ISO形:附属書3による。
3. 品質 共通テーパーすり接手の品質は,JIS R 3503の規定による。
4. 気密性 共通テーパーすり接手の気密性は,7.4の試験を行い,漏れによる圧力増加が,5分間で1.33kPa
を超えてはならない。
2
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 表面粗さ 共通テーパーすり接手のテーパー部分の表面粗さは,JIS B 0601の2.(1)(表面粗さ)で定
義する算術平均粗さ (Ra) として1μmを超えてはならず,0.5μm未満であることが望ましい。
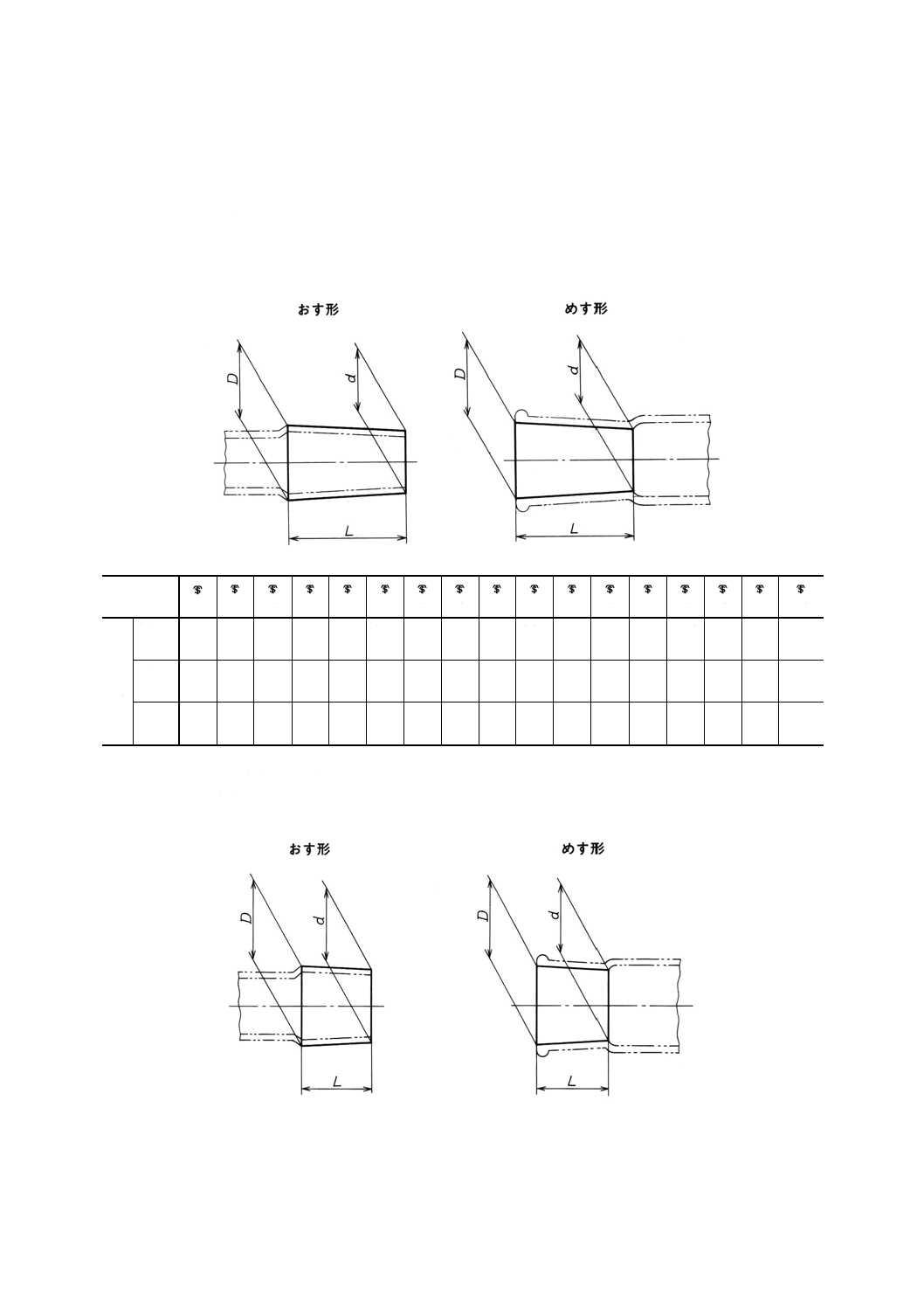
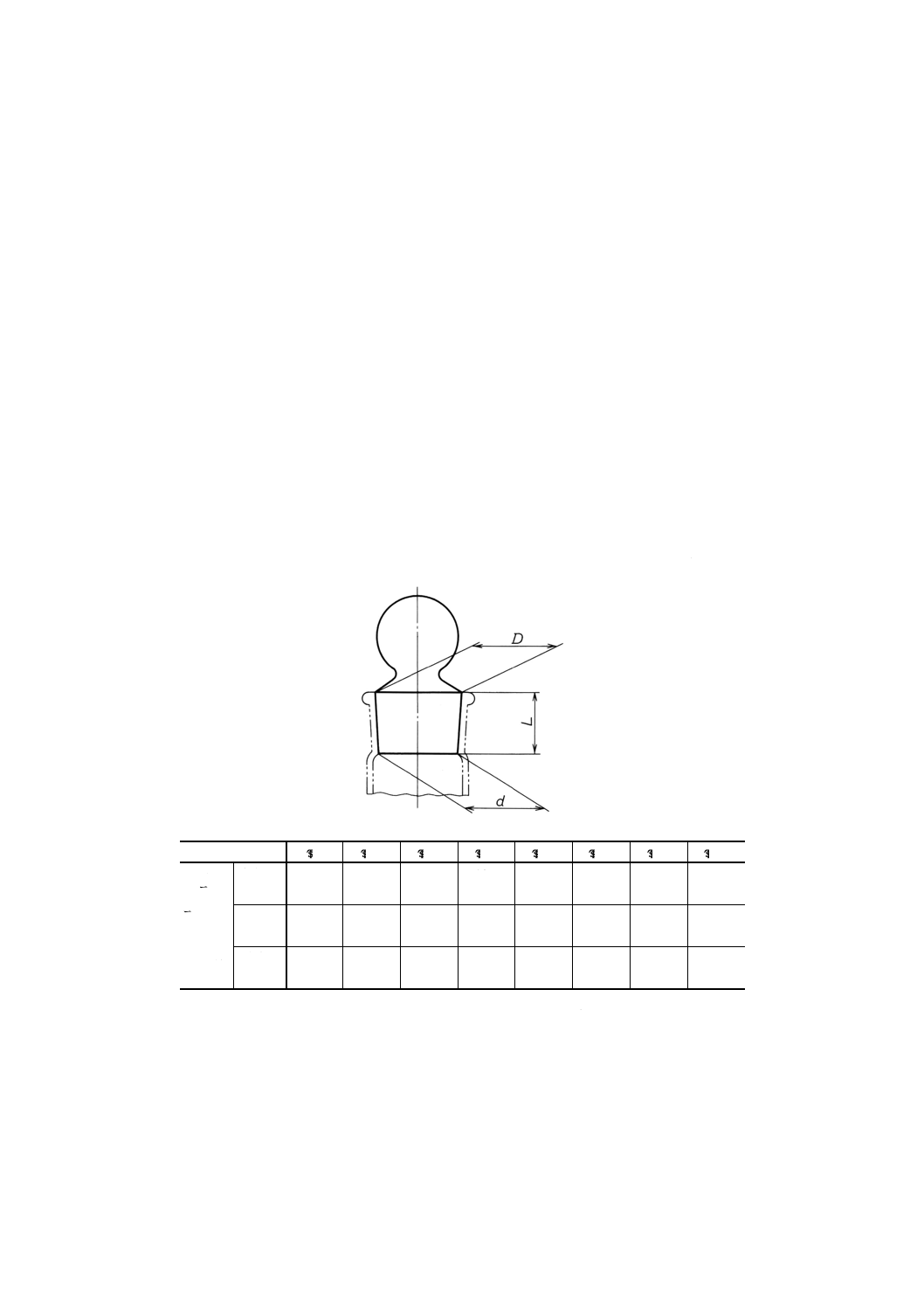
6. 記号,形状及び寸法 共通テーパーすり接手の記号,形状及び寸法は,長形は表1,中形は表2,及び
短形は表3のとおりとする。
表1 長形の記号,形状及び寸法
単位 mm
長形の
記号
5/20
7/25
10/30
12/30
14/35
15/35
19/38
24/40
29/42
34/45
40/50
45/50
50/50
55/50
60/50
71/60
100/60
(
長
形
)
テ
ー
パ
ー
寸
法
共
通
テ
ー
パ
ー
す
り
接
手
大径D 5.0
7.5 10.0 12.0 14.5 15.5 18.8 24.0 29.2 34.5 40.0 45.0 50.0 55.0 60.0 71.0 100.0
小径d
3.0
5.0
7.0
9.0 11.0 12.0 15.0 20.0 25.0 30.0 35.0 40.0 45.0 50.0 55.0 65.0 94.0
長さL 20±1 25±1 30±1 30±1 35±1 35±1 38±1 40±1 42±1 45±1 50±1 50±1 50±1 50±1 50±1 60±1 60±1
備考1. 長形のテーパーは,101とする。角度は,軸線を含む断面内で測った円すい母線の角度5°43′30″とする。
2. テーパーの許容差は,長さ10mmに対して±0.006mmとする。
3. 表中,許容差がない寸法は,標準寸法を示す。
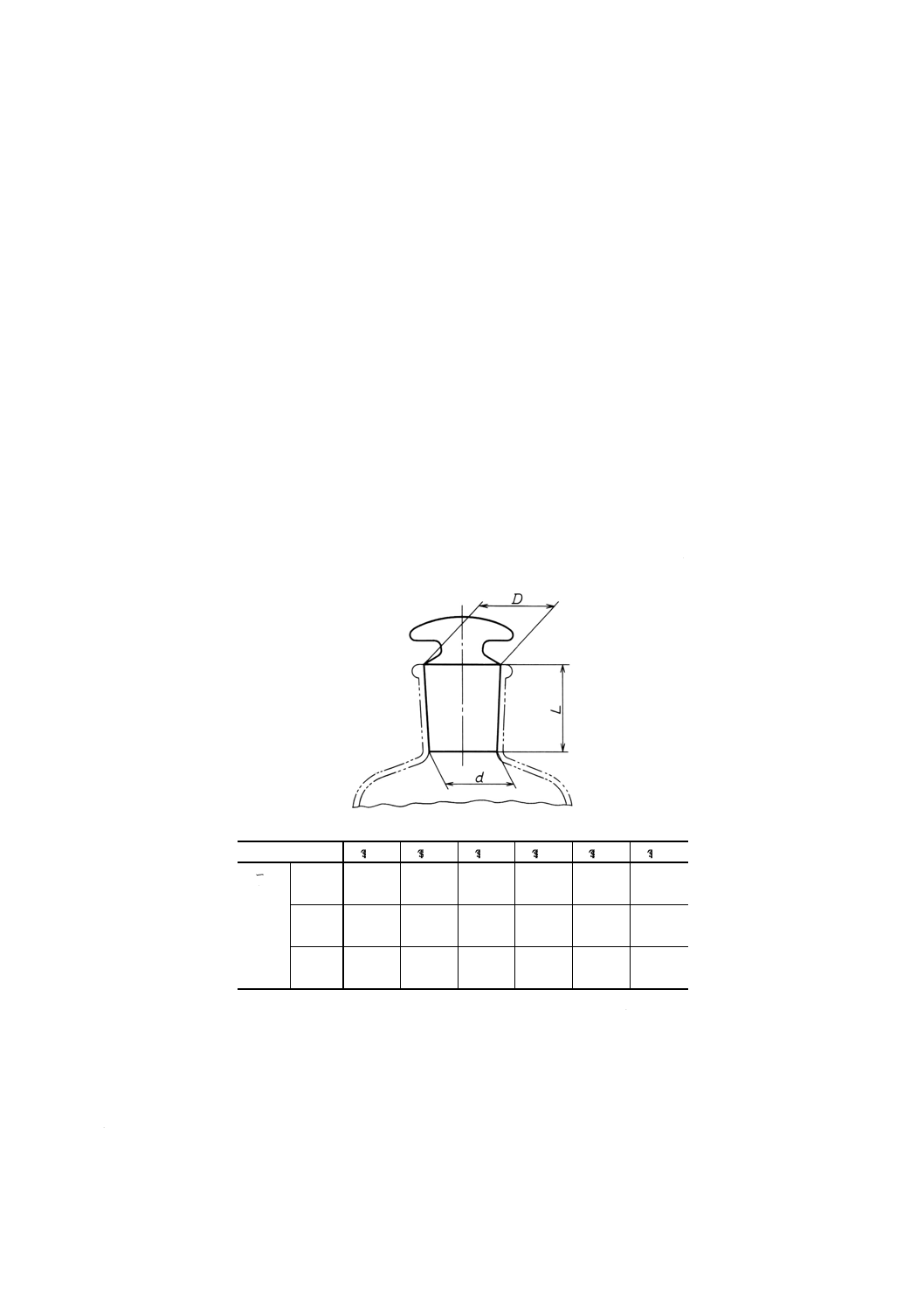
表2 中形の記号,形状及び寸法
3
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
中形の記号
5/12
7/15
10/18
12/18
12/21
14/20
14/23
15/20
15/25
19/22
ー
寸
法
接
手
(
長
形
)
テ
ー
パ
共
通
テ
ー
パ
ー
す
り
大径D
5.0
7.5
10.0
12.0
12.5
14.5
14.5
15.5
15.5
18.8
小径d
3.8
6.0
8.2
10.2
10.4
12.5
12.2
13.5
13.0
16.6
長さL
12±1
15±1
18±1
18±1
21±1
20±1
23±1
20±1
25±1
22±1
中形の記号
19/26
24/25
24/29
29/26
29/32
34/28
34/35
40/35
40/38
45/40
ー
寸
法
接
手
(
長
形
)
テ
ー
パ
共
通
テ
ー
パ
ー
す
り
大径D
18.8
24.0
24.0
29.2
29.2
34.5
34.5
40.0
40.0
45.0
小径d
16.2
21.5
21.1
26.6
26.6
31.7
31.0
36.5
36.2
41.0
長さL
26±1
25±1
29±1
26±1
32±1
28±1
35±1
35±1
38±1
40±1
備考1. 中形のテーパーは,101とする。角度は,軸線を含む断面内で測った円すい母線の角度5°43′30″とする。
2. テーパーの許容差は,長さ10mmに対して±0.006mmとする。
3. 表中,許容差がない寸法は,標準寸法を示す。
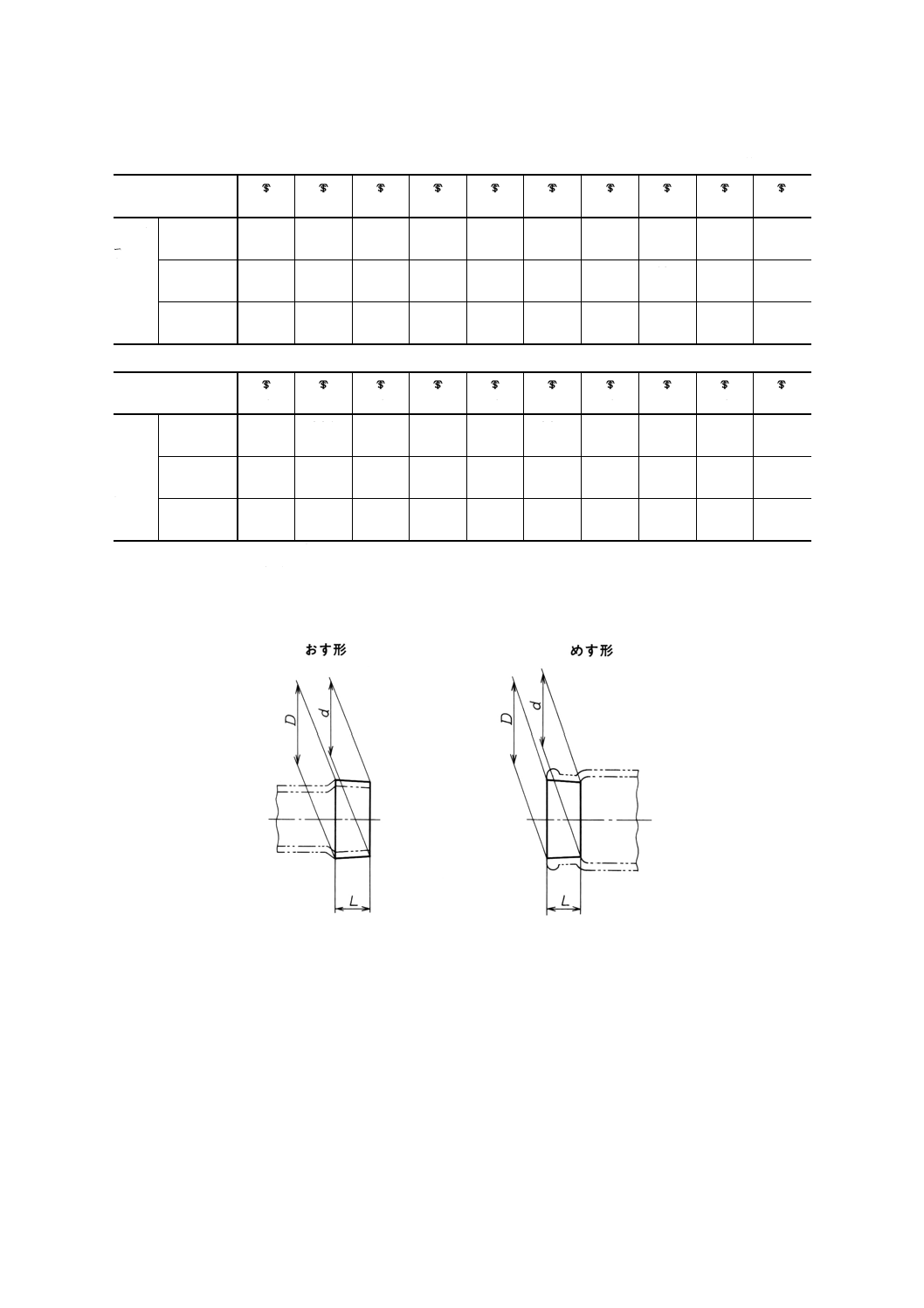
表3 短形の記号,形状及び寸法
4
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
短形の記号
10/10
12/10
14/10
15/10
19/10
24/12
29/12
34/12
40/12
45/12
50/12
55/12
60/12
71/15
(
長
形
)
テ
ー
パ
ー
寸
法
共
通
テ
ー
パ
ー
す
り
接
手
大径D 10.0
12.0
14.5
15.5
18.8
24.0
29.2
34.5
40.0
45.0
50.0
55.0
60.0
71.0
小径d
9.0
11.0
13.5
14.5
17.8
22.8
28.0
33.3
38.8
43.8
48.8
53.8
58.8
69.5
長さL 10±1 10±1 10±1 10±1 10±1 12±1 12±1 12±1 12±1 12±1 12±1 12±1 12±1 15±1
備考1. 短形のテーパーは,101とする。角度は,軸線を含む断面内で測った円すい母線の角度5°43′30″とする。
2. テーパーの許容差は,長さ10mmに対して±0.006mmとする。
3. 表中,許容差がない寸法は,標準寸法を示す。
7. 試験
7.1
寸法測定 共通テーパーすり接手のテーパー部分の寸法は,JIS B 7502に規定するマイクロメータ
若しくはJIS B 7507に規定するノギス又はこれらと同等の測定器具を用いて測定する。
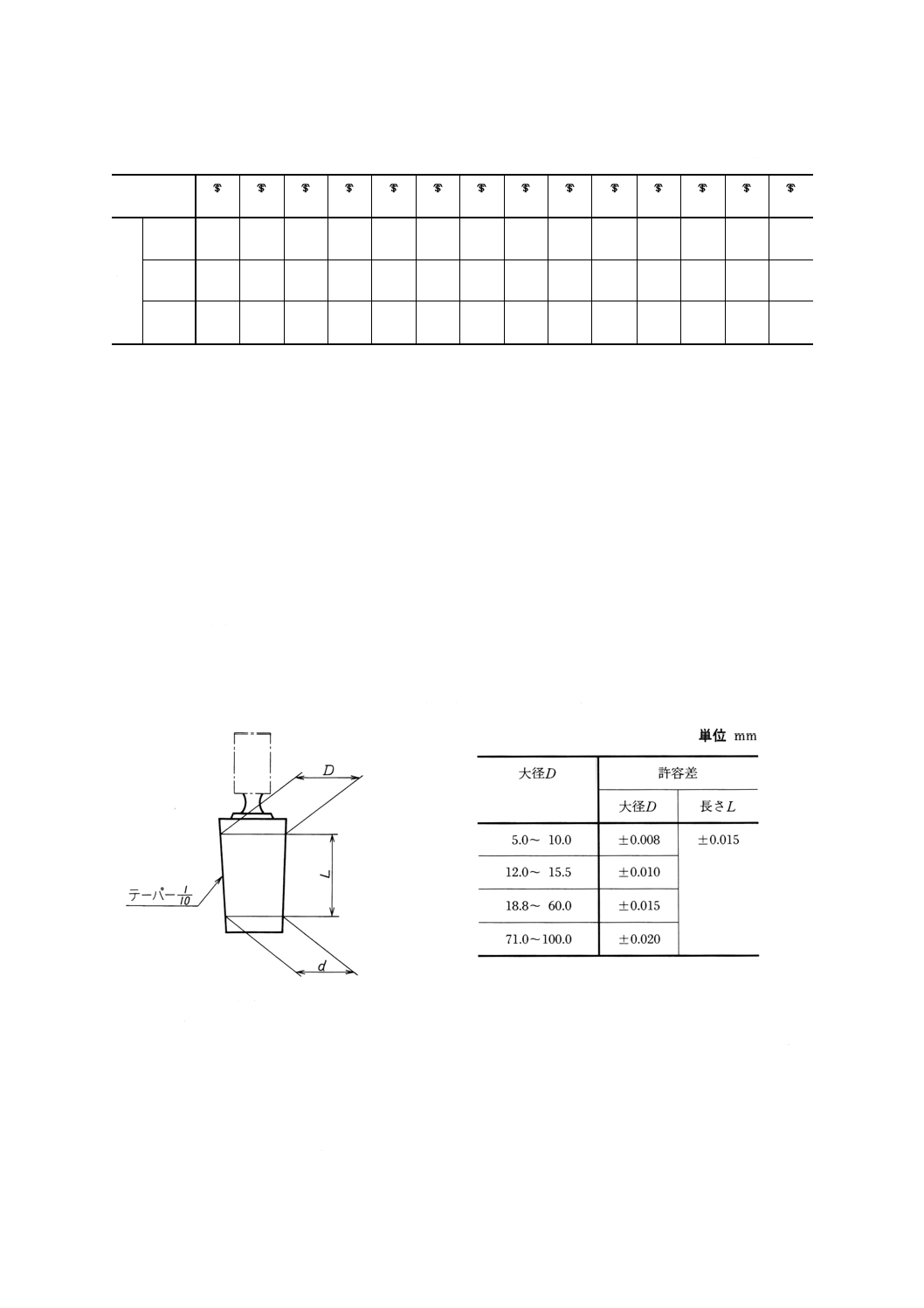
7.2
テーパー試験 テーパー試験は,次のとおり行う。
(1) めす形のテーパー試験は,表4に示すマスターゲージを用いて,これをめす形にはめ合わせ,がたの
有無を調べる。
(2) おす形のテーパー試験は,(1)の試験に適合しためす形をゲージとして用い,これをおす形にはめ合わ
せ,がたの有無を調べる。
なお,附属書A図2に示すおす用ゲージを用いて,これをおす形にはめ合わせ,がたの有無を調べ
てもよい。
表4 マスターゲージの記号,形状及び寸法
備考 マスターゲージは,摩耗とゆが
みの少ない鋼製又はこれと同等
程度の材質であること。
備考 大径Dを基準とする。
7.3
線膨張係数及びアルカリ溶出量 線膨張係数及びアルカリ溶出量の試験は,JIS R 3503の規定によ
る。
7.4
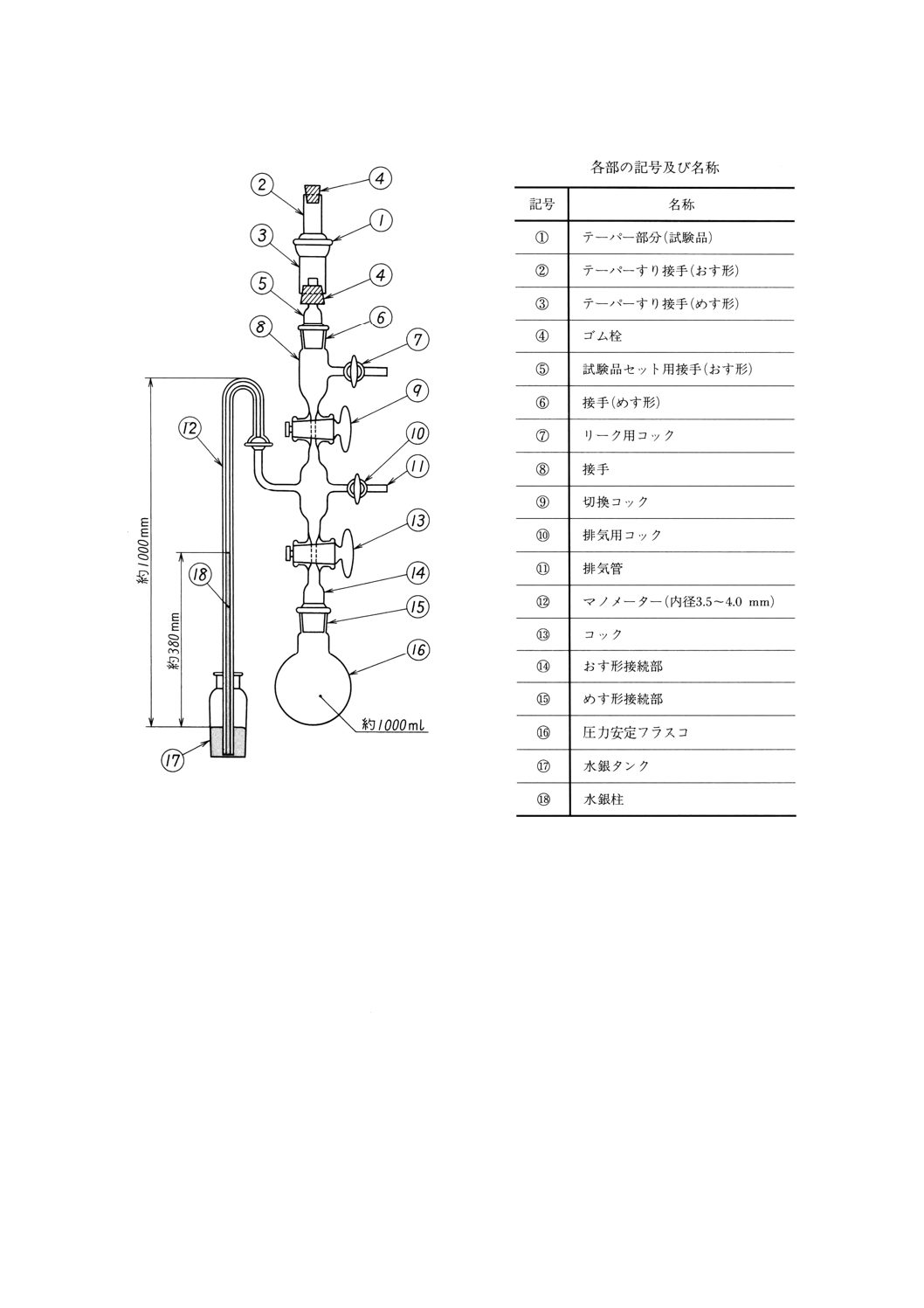
気密試験 気密試験は,次のとおり行う。
(1) 装置 装置は,図1のとおり組み立て,コック及び試験品以外の接手部分にグリースを塗布する。
(2) 操作 試験に先立ち,装置自体の気密試験を行う。装置の気密試験は,まず水銀タンク⑰に試薬の水
5
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
銀400〜500gを入れる。排気管⑪と真空ポンプを真空用ゴム管で気密に連結させる。切換コック⑨と
排気用コック⑩は閉じ,コック⑬は開き,ポンプを始動させた後,排気用コック⑩を開く。装置内は
徐々に減圧されて真空状態になり,水銀タンク⑰内の水銀はマノメーター⑫に上昇する。水銀柱の高
さが約760mmに達したら,排気用コック⑩を閉じてポンプの作動を停止させる。約10分間放置し,
水銀柱の降下がなければ,装置の気密試験は良好とみなす。試験終了後は,切換コック⑨をわずかに
開き,装置内を大気圧にする。
テーパーすり接手の試験は,最初に試験品の共通テーパーすり接手のテーパー部分を適切な溶剤(例
えば,シクロヘキサン)に浸した布でふいた後に溶剤に浸し,乾燥させる。
また,表面に付着した粒子は,柔らかいはけを用いて除去する。次に,試験品セット用接手(おす
形)⑤を装置から外し,テーパーすり接手(おす形)②,テーパーすり接手(めす形)③,ゴム栓④,
試験品セット用接手(おす形)⑤のように組み立て,装置の接手(めす形)⑥にセットする。リーク
用コック⑦及び排気用コック⑩は閉じ,切換コック⑨及びコック⑬を開いてから,真空ポンプを作動
させる。水銀柱の高さが約760mmに達したら,排気用コック⑩を閉じ,真空ポンプの作動を停止す
る。約1分経過後水銀柱に急激な変化がなければ試験を開始する。まずリーク用コック⑦をわずかに
開き水銀柱を静かに降下させ,約380mmの高さでリーク用コック⑦を閉じる。ここで1分間放置し,
そのときの水銀柱の位置をチェックする。その後5分間経過したときの水銀柱の高さを読み取り,そ
の圧力増加を求める。次に,切換コック⑨を閉じ,リーク用コック⑦を開いて装置の一部を大気圧に
戻し,試験品を静かに41回転させ,前述の試験を繰り返す。
試験が終了した後,切換コック⑨を閉じ,リーク用コック⑦を静かに開き,装置の一部を大気圧に
戻す。試験品を装置から外す場合は,組み立てられている図1の接手(めす形)⑥から試験品セット
用接手(おす形)⑤を離脱させ,テーパーすり接手(おす形)②及びテーパーすり接手(めす形)③
を取り外す。最終的に装置内を大気圧に戻す場合は,切換コック⑨を開く。
6
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 気密試験装置(一例)
7.5
表面粗さ測定 表面粗さ測定は,JIS B 0651で規定する触針式表面粗さ測定器又はこれと同等の測
定器具を用いて測定する。
8. 検査 共通テーパーすり接手の検査は,合理的な抜取方式によって試料を採取し,次によって行う。
(1) 生地,肉周り及びひずみ 生地,肉周り及びひずみは,3.の規定に適合しなければならない。
(2) 形状及び寸法 形状及び寸法は,7.1によって測定を行い,6.の規定に適合しなければならない。
(3) テーパー テーパーは,7.2によって試験を行い,がたがあってはならない。
(4) 線膨張係数及びアルカリ溶出量 線膨張係数及びアルカリ溶出量は,7.3によって試験を行い,3.の規
定に適合しなければならない。
(5) 気密性 気密性は,7.4によって測定を行い,4.の規定に適合しなければならない。
(6) 表面粗さ 表面粗さは,7.5によって測定を行い,5.の規定に適合しなければならない。
9. 呼び方 共通テーパーすり接手の呼び方は,名称及び種類の記号による。
7
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例 共通テーパーすり接手
19/22
10. 表示 共通テーパーすり接手には,次の事項を表示する。ただし,ISO形にあっては種類,接手の大
径及びすり部の長さを表示する。
例 ISO 19/26
(1) 種類の記号(おす形,めす形ともに表示する。)
(2) 製造業者名又はその略号
8
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1 全量フラスコ用共通テーパーすり接手
1. 適用範囲 この附属書1は,化学分析用ガラス器具の全量フラスコ用共通テーパーすり接手(以下,
全量フラスコ用共通テーパーすり接手という。)について規定する。
2. 品質 全量フラスコ用共通テーパーすり接手の品質は,本体の3.による。
3. 気密性 全量フラスコ用共通テーパーすり接手の気密性は,6.4の試験を行い,漏れによる圧力増加が,
5分間で4.00 kPaを超えてはならない。
4. 表面粗さ 全量フラスコ用共通テーパーすり接手のテーパー部分の表面粗さは,本体の5.による。
5. 記号,形状及び寸法 全量フラスコ用共通テーパーすり接手の記号,形状及び寸法は,附属書1表1
のとおりとする。
附属書1表1 全量フラスコ用共通テーパーすり接手の記号,形状及び寸法
単位 mm
記号
9
13
16
19
22
27
32
38
手
の
テ
ー
パ
ー
寸
法
通
テ
ー
パ
ー
す
り
接
全
量
フ
ラ
ス
コ
用
共
大径D
9.4
13.4
16.5
19.7
22.05
27.15
32.15
38.0
小径d
8.0
12.0
15.0
18.0
20.0
25.0
30.0
35.0
長さL
14±1
14±1
15±1
17±1
20.5±1 21.5±1 21.5±1
30±1
備考1. 全量フラスコ用共通テーパーすり接手のテーパーは,101とする。角度は,軸線を
含む断面内で測った円すい母線の角度5°43′30″とする。
2. テーパーの許容差は,長さ10mmに対して±0.006mmとする。
3. 表中,許容差がない寸法は,標準寸法を示す。
6. 試験
6.1
寸法測定 全量フラスコ用共通テーパーすり接手のテーパー部分の寸法測定は,本体の7.1による。
6.2
テーパー試験 テーパ試験は,本体の7.2による。
9
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
線膨張係数及びアルカリ溶出量 線膨張係数及びアルカリ溶出量の試験は,本体の7.3による。
6.4
気密試験 気密試験は,本体の7.4に準拠して行う。
6.5
表面粗さ測定 表面粗さ測定は,本体の7.5による。
7. 検査 全量フラスコ用共通テーパーすり接手の検査は,合理的な抜取方式によって試料を採取し,次
によって行う。
(1) 生地,肉周り及びひずみ 生地,肉周り及びひずみは,2.の規定に適合しなければならない。
(2) 形状及び寸法 形状及び寸法は,6.1によって測定を行い,5.の規定に適合しなければならない。
(3) テーパー テーパーは,6.2によって試験を行い,がたがあってはならない。
(4) 線膨張係数及びアルカリ溶出量 線膨張係数及びアルカリ溶出量は,6.3によって試験を行い,2.の規
定に適合しなければならない。
(5) 気密性 気密性は,6.4によって試験を行い,3.の規定に適合しなければならない。
(6) 表面粗さ 表面粗さは,6.5によって測定を行い,4.の規定に適合しなければならない。
8. 呼び方 全量フラスコ用共通テーパーすり接手の呼び方は,名称及び記号による。
例 全量フラスコ用共通テーパーすり接手
19
9. 表示 全量フラスコ用共通テーパーすり接手には,次の事項を表示する。
(1) 記号(おす形,めす形ともに表示する。)
(2) 製造業者名又はその略号
10
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2 細口共栓瓶用共通テーパーすり接手
1. 適用範囲 この附属書2は,化学分析用ガラス器具の細口共栓瓶用共通テーパーすり接手(以下,細
口共栓瓶用共通テーパーすり接手という。)について規定する。
2. 品質 細口共栓瓶用共通テーパーすり接手の品質は,本体の3.による。
3. 気密性 細口共栓瓶用共通テーパーすり接手の気密性は,6.4の試験を行い,漏れによる圧力増加が,
5分間で5.33 kPaを超えてはならない。
4. 表面粗さ 細口共栓瓶用共通テーパーすり接手の表面粗さは,本体の5.による。
5. 記号,形状及び寸法 細口共栓瓶用共通テーパーすり接手の記号,形状及び寸法は,附属書2表1の
とおりとする。
附属書2表1 細口共栓瓶用共通テーパーすり接手の記号,形状及び寸法
単位 mm
記号
14
19
24
29
34
45
の
テ
ー
パ
ー
寸
法
テ
ー
パ
ー
す
り
接
手
細
口
共
栓
瓶
用
共
通
大径D
14.5
18.8
24.0
29.2
34.5
45.0
小径d
12.5
16.6
21.0
25.7
30.5
40.3
長さL
20±1
22±1
30±1
35±1
40±1
47±1
備考1. 細口共栓瓶用共通テーパーすり接手のテーパーは,101とする。
角度は,軸線を含む断面内で測った円すい母線の角度5°43′30″
とする。
2. テーパーの許容差は,長さ10mmに対して±0.006mmとする。
3. 表中,許容差がない寸法は,標準寸法を示す。
6. 試験
6.1
寸法測定 細口共栓瓶用共通テーパーすり接手のテーパー部分の寸法測定は,本体の7.1による。
11
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
テーパー試験 テーパ試験は,本体の7.2による。
6.3
線膨張係数及びアルカリ溶出量 線膨張係数及びアルカリ溶出量の試験は,本体の7.3による。
6.4
気密試験 気密試験は,本体の7.4に準拠して行う。
6.5
表面粗さ測定 表面粗さ測定は,本体の7.5による。
7. 検査 細口共栓瓶用共通テーパーすり接手の検査は,合理的な抜取方式によって試料を採取し,次に
よって行う。
(1) 生地,肉周り及びひずみ 生地,肉周り及びひずみは,2.の規定に適合しなければならない。
(2) 形状及び寸法 形状及び寸法は,6.1によって測定を行い,5.の規定に適合しなければならない。
(3) テーパー テーパーは,6.2によって試験を行い,がたがあってはならない。
(4) 線膨張係数及びアルカリ溶出量 線膨張係数及びアルカリ溶出量は,6.3によって試験を行い,2.の規
定に適合しなければならない。
(5) 気密性 気密性は,6.4によって試験を行い,3.の規定に適合しなければならない。
(6) 表面粗さ 表面粗さは,6.5によって測定を行い,4.の規定に適合しなければならない。
8. 呼び方 細口共栓瓶用共通テーパーすり接手の呼び方は,名称及び記号による。
例 細口共栓瓶用共通テーパーすり接手
19
9. 表示 細口共栓瓶用共通テーパーすり接手には,次の事項を表示する。
(1) 記号(おす形,めす形ともに表示する。)
(2) 製造業者名又はその略号
12
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3 ISO形共通テーパーすり接手
序文 この附属書3は,1976年に第1版として発行されたISO 383 (Laboratory glassware−Interchangeable
conical ground joints) を翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格で
ある。
なお,この附属書で下線(点線)を施してある箇所は,原国際規格にはない事項である。
この附属書3は,製造場所にかかわらず円すい形ガラスすり接手間の互換性を,確保することを目的と
する。次に示す事項を,許容差を含めて規定し,互換性を得る。
a) テーパー
b) 大径
c) すり部の長さ
d) 表面粗さ
規定される寸法は,多くの国によって既に広く使用されている接手系列に基づいている。特に大径の系
列は,ISO 3,Preferred numbersに規定されるR40/3系列の標準数 (5,3,…,100) に対して,最も近い値
である。
重要寸法の迅速チェックを,可能とする計測システムを採用することが望ましい。6.に示すこれらの寸
法の定義は,この附属書3の欠くことのできない部分である。附属書Aに記載する計測システムは,実用
的なものであるが,他の方法によってもよい。
附属書Bに記載する漏れ試験は,接手の試験に使用されるものであるが,特定の目的に対してはより実
際的な他の方法によってもよい。一例として空気圧計測法1)が挙げられる。
1. 適用範囲 この附属書3は,円すい形ガラスすり接手の互換性を確保するため,寸法及び表面粗さを
規定し,四つの系列に対して適用する。
2. 引用規格
ISO/R 468 Surface roughness.
参考 この規格は,ISO 468 : 1982 Surface roughness−Parameters, their values and general rules for
specifying requirementsとして発行されている。
3. テーパー 接手のテーパーは,(1.00±0.006) /10とする。
参考 実際の製造技術では,一般に上記よりも小さな許容差となるが,確証に欠けるため,規定値を
小さくできない。
4. 大径 次の大径を採用する。
5-7.5-10-12.5-14.5-18.8-21.5-24-29.2-34.5-40-45-50-60-71-85-100 mm
1) 空気圧計測法は,Laboratory practice, March1958, Vol.7, No.3,“Pneumatic gauging applied to standard ground
glass joints”, by I. C. P. Smithに記載されている。
13
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
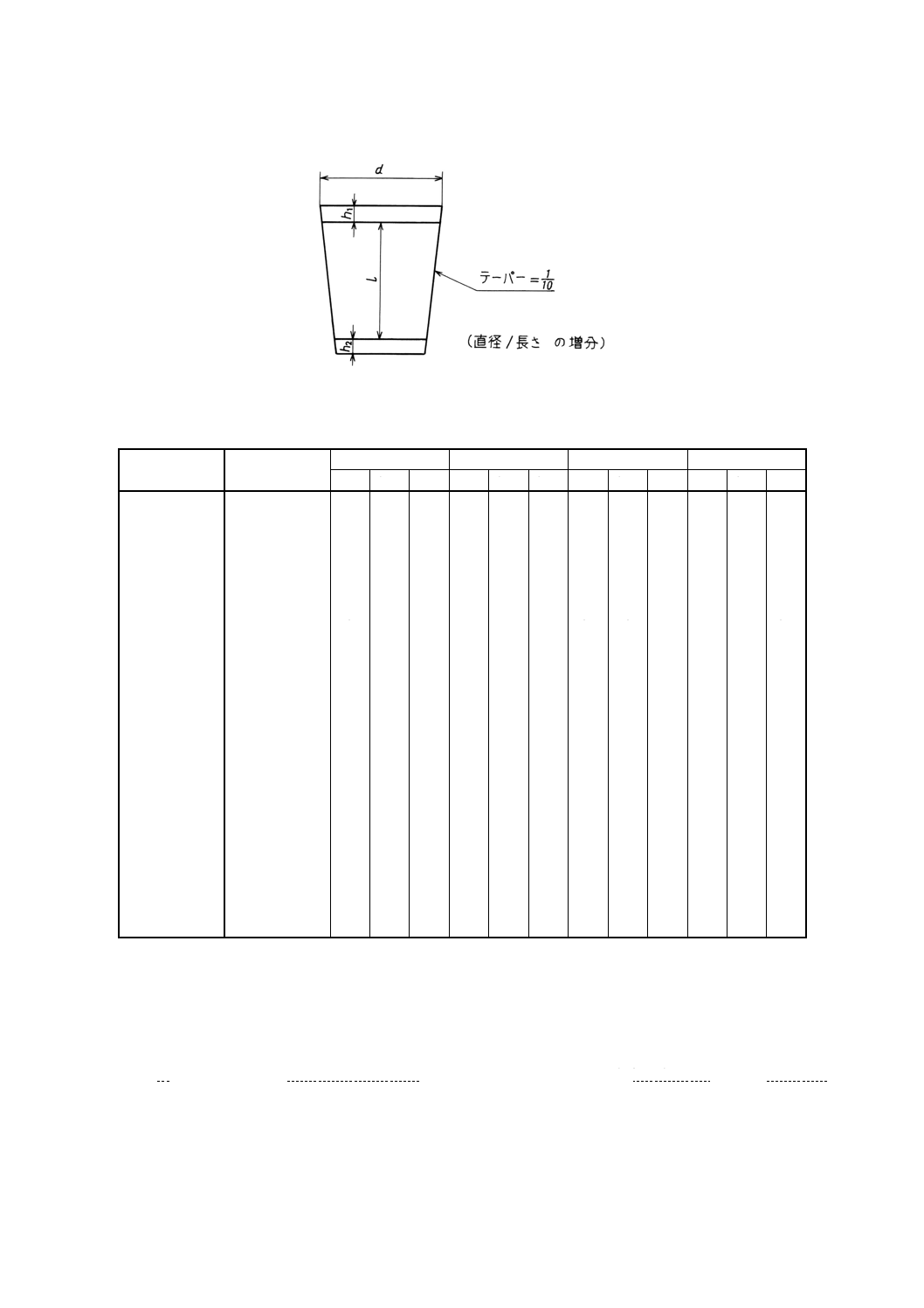
5. すり部の長さ すり部の長さlは,次の計算式によって算出する。
d
k
l=
ここに, k: 定数
d: 大径 (mm)
計算値は整数に丸める。定数kに2,4,6及び8の値を使用して得られたすり部の長さを,附属書3表
1に示す。k6を,優先する。
附属書3表1 接手の系列
単位 mm
大径の直径
すり部の長さ
k2系列
k4系列
k6系列
k8系列
5
9
13
18
7.5
11
16
22
10
13
19
25
12.5
14
21
28
14.5
15
23
30
18.8
9
17
26
35
21.5
19
28
37
24
10
20
29
39
29.2
11
22
32
43
34.5
12
23
35
47
40
13
38
45
13
40
50
14
42
60
46
71
51
85
55
100
60
6. 直径及び長さの許容差 すり部の直径及び長さは,附属書3図1に示す略図の平面に接手の軸を置い
た場合,すり部の上端と下端は,それぞれ高さh1及びh2に入らなければならない。d,l,h1及びh2は,附
属書3表2による。特殊用途では,長さlがすべてすり部に入っていれば,すり部はこの限度を超えても
よい。
接手が許容差内に入るかどうかを確認するのに適した計測システムを,附属書Aに示す。
14
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3図1
附属書3表2 寸法及び許容差
(6.及び附属書3図1参照)
単位 mm
接手の呼び直径
d
k2系列
k4系列
k6系列
k8系列
l*
h1** h2**
l*
h1** h2**
l*
h1** h2**
l*
h1** h2**
5
5.1 : 0.008
8
2
2
12
2
2
17
2.5
2
7.5
7.6 : 0.008
10
2
2
15
2
2
21
2.5
2
10
10.1 : 0.008
12
2
2
18
2
2
24
2.5
2
12.5
12.6 : 0.010
13
2
2
20
2
2
27
2.5
2
14.5
14.6 : 0.010
14
2
2
22
2
2
29
2.5
2
18.8
18.9 : 0.015
8
2.5
2
16
2
2
25
2
2
34
2.5
2
21.5
21.6 : 0.015
18
2
2
27
2
2
36
2.5
2
24
24.1 : 0.015
9
2.5
2
19
2
2
28
2
2
38
2.5
2
29.5
29.3 : 0.015
10
2.5
2
21
2
2
31
2
2
40
2.5
3.5
34.5
34.6 : 0.015
11
2.5
2
22
2
2
34
2
2
43
2.5
3.5
40
40.1 : 0.015
11
2.5
2.5
37
2
2
45
45.1 : 0.015
11
2.5
2.5
39
2
2
50
50.1 : 0.015
12
2.5
2.5
41
2
3
60
60.1 : 0.015
45
2
3
71
71.1 : 0.020
50
2
3
85
85.1 : 0.020
54
2
3
100
100.1 : 0.020
59
2
3
*
lの許容差=±0.015
** h1及びh2の許容差=±0.010
7. 表面粗さ すり部の中心線平均高さは,1μmを超えてはならず,0.5μm未満であることが望ましい。
参考1. すり部の中心線平均高さは,ISO/R 468で定義する粗さの平均値Raである。
2. この規格は,ISO 468 : 1982 Surface roughness−Parameters, their values and general rules for
specifying requirementsとして発行されている。
15
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 呼び方 この附属書3の寸法に適合する接手の呼び方には,次に示すミリメートルで表した接手の大
径とすり部の長さを,斜線又は水平線によって分離する方法の使用が望ましい。
− 接手の大径(7.5-12.5-14.5-18.8-21.5-29.2-34.5がそれぞれ丸められた7-12-14-19-21-29-34)
− すり部の長さ
例 19/26又は26
19
9. 表示 本体10.による。
16
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
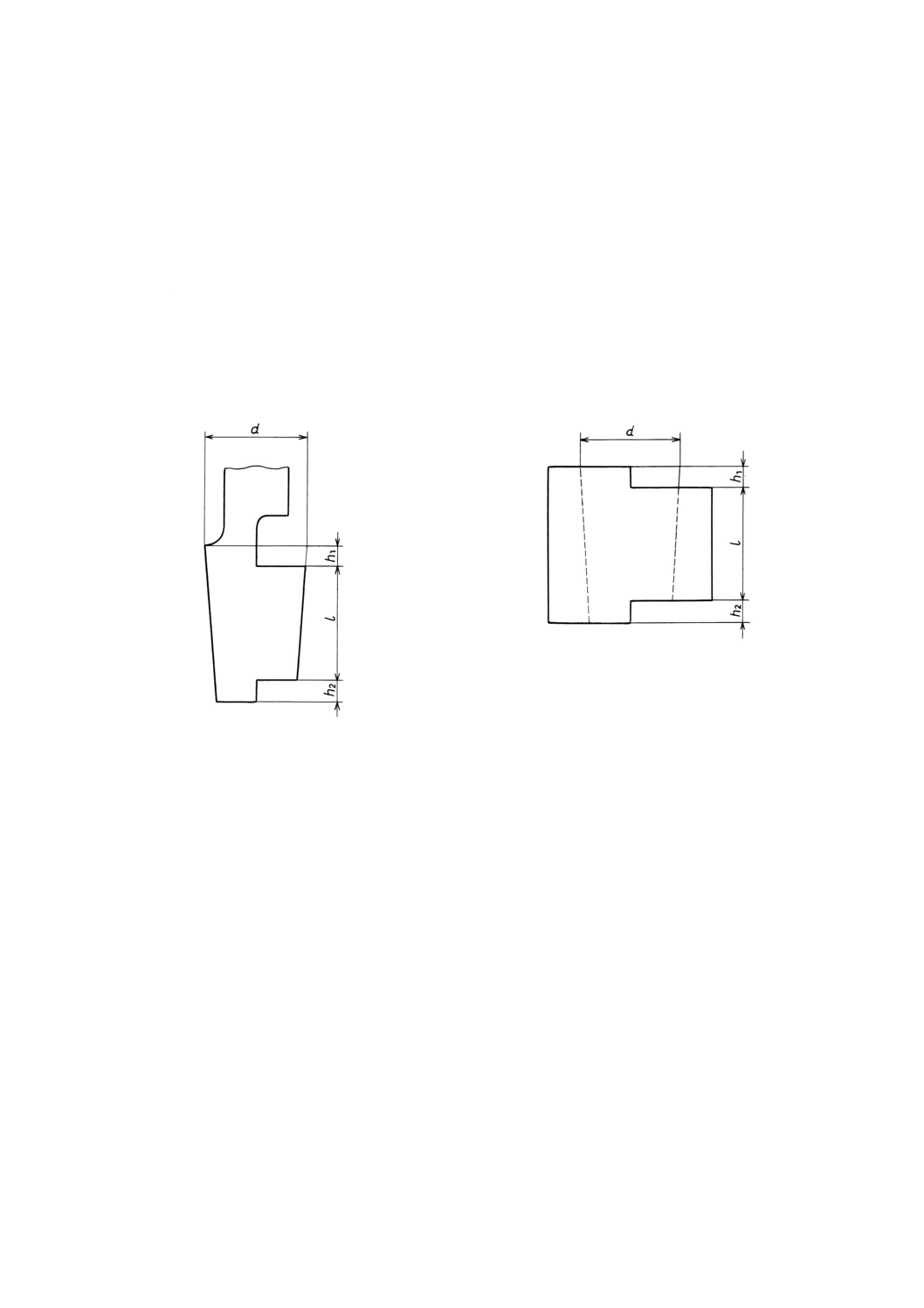
附属書A 円すい形接手の直径と長さの計測システム
推奨されるゲージは,焼入れ鋼又は他の適した素材で製作する。めす用のゲージは,各端に段の付いた
円すいプラグであり,附属書A図1に示す。おす用のゲージは各端に段の付いた円すいリングであり,附
属書A図2に示す。各ゲージの円すい半角は,2°51′45″±15″とする(この規定角の正弦は,0.049 94±0.000
07である。)。
ゲージの寸法を,附属書3表2に示す。接手を対応するゲージに装着した場合,すり部の上端と下端は,
それぞれh1とh2に入っていなければならない。特殊用途には,すり部の大径端における段の内端を超えて
いれば,すり部は,小径端における段の外端を超えてもよい。
附属書A図1 めす用ゲージ
附属書A図2 おす用ゲージ
17
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
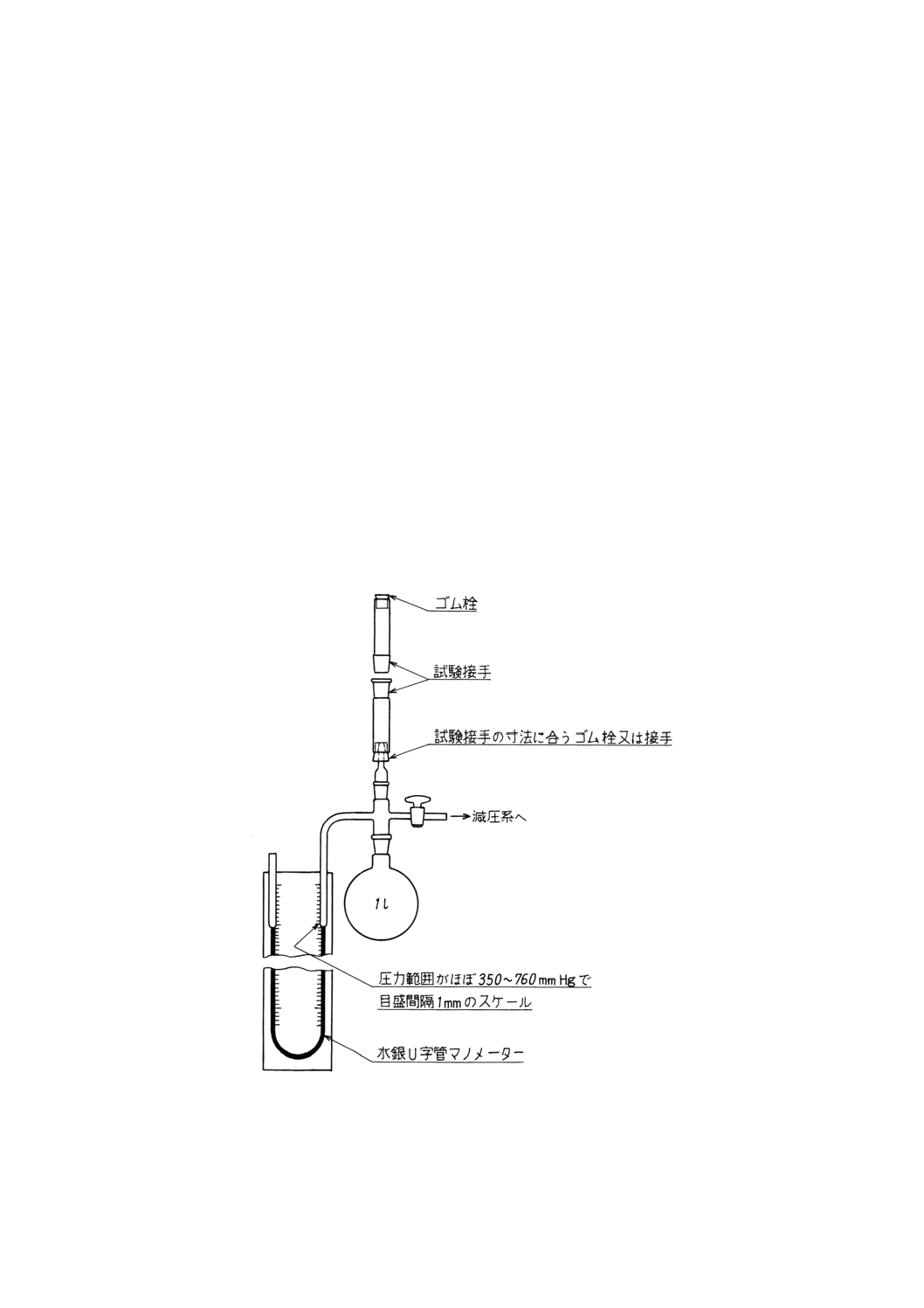
附属書B 円すい形接手の漏れ試験
漏れ試験は,乾燥した接手に対して大気による圧力増加率の測定によって行う。試験装置の一例として
附属書B図1に示すような装置が使われ,系の総容量がほぼ1.5lであれば,細部は重要ではない。試験装
置に用いる接手の漏れは,試験中に測定される漏れに比較して無視できるものでなければならない。
すり部の清浄度は,漏れ率に影響する重要因子である。最初に適切な溶剤(例えば,シクロヘキサン)
に浸した布でふいた後に溶剤に浸し,乾燥させる。
また,表面に付着した粒子は,柔らかいはけを用いて除去する。試験接手を取り付けた後,系を脱気す
る。接手には,大気以外の圧力を加えてはならない。
水銀ゲージの読みが380mmを超えたときにストップコックを閉じ,1分後及び5分後に目盛の読みを記
録する。系の内外の圧力を等しくし,試験接手をその軸に90°回転し,試験を繰り返す。
参考 規定事項に適合するおすとめすを上記の条件で試験すると,総容量が1.5lであれば5分間にわ
たる系内の圧力上昇は,10mm水銀を超えないことが確認されている。総容量が1.5lとわずか
に異なる場合は,対応する最大圧力上昇は,容量に対し反比例する。
附属書B図1 円すい形接手の漏れ試験に適した装置
18
R 3646-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ガラス製品分野の国際整合化推進委員会 構成表
氏名
所属
(委員長)
寺 井 良 平
元工業技術院大阪工業技術試験所
(幹事)
○ 小 川 晋 永
社団法人日本硝子製品工業会
(委員)
武 田 明 治
日本大学農獣医学部
遠 藤 善 久
通商産業省生活産業局
岡 林 哲 夫
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
岸 野 忠 信
財団法人日本規格協会
○ 柴 田 晴 通
柴田科学器械工業株式会社
○ 木 下 義 夫
日本理化硝子機器工業会
○ 森 尾 治 若
岩城硝子株式会社
○ 松 丸 清 司
三和特殊硝子株式会社
山 田 隆
国立衛生試験所
辰 濃 隆
社団法人日本食品衛生協会
上 部 隆 男
東京都立工業技術センター
稲 本 勇
株式会社日鐡テクノリサーチ
金 子 敏 男
三菱化学株式会社
(事務局)
吉 田 晃 雄
社団法人日本硝子製品工業会
備考 ○印は,分科会(対比検討分科会及び原案作成分科会)委員を兼ねる。
文責 ガラス製品分野の国際整合化推進委員会