R 3411:2019
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 1
5 品質······························································································································· 2
6 試験方法························································································································· 4
6.1 チョップドマットの質量及び最大偏差率············································································· 4
6.2 強熱減量 ······················································································································ 4
6.3 幅 ······························································································································· 4
6.4 長さ ···························································································································· 4
6.5 1巻の質量 ···················································································································· 4
6.6 外観 ···························································································································· 4
7 検査······························································································································· 4
8 包装······························································································································· 4
9 表示······························································································································· 4
R 3411:2019
(2)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,硝子繊維協会
(GFA)及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を改正すべき
との申出があり,日本産業標準調査会の審議を経て,経済産業大臣が改正した日本産業規格である。これ
によって,JIS R 3411:2014は改正され,この規格に置き換えられた。
なお,令和2年8月19日までの間は,産業標準化法第30条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS R3411:2014を適用してもよい。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
注記 工業標準化法に基づき行われた申出,日本工業標準調査会の審議等の手続は,不正競争防止法
等の一部を改正する法律附則第9条により,産業標準化法第12条第1項の申出,日本産業標準
調査会の審議等の手続を経たものとみなされる。
日本産業規格 JIS
R 3411:2019
ガラスチョップドストランドマット
Textile glass chopped strand mats
1
適用範囲
この規格は,主としてプラスチックの強化に用いる無アルカリガラス(以下,Eガラスという。)及びセ
メントの強化に用いる耐アルカリ性ガラス1)(以下,ARガラスという。)のガラスチョップドストランド
マット2)(以下,チョップドマットという。)について規定する。
注1)
耐アルカリ性ガラスとは,ジルコニア16 %以上を含む組成のガラスをいう。
2) チョップドストランドマットとは,Eガラス又はARガラスのストランドを約50 mmに切断し,
無方向に均一な厚さに積み重ね,結合剤を用いてマット状に成形したものをいう。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これら
の引用規格は,その最新版(追補を含む。)を適用する。
JIS R 3410 ガラス繊維用語
JIS R 3420 ガラス繊維一般試験方法
3
用語及び定義
この規格で用いる主な用語の定義は,JIS R 3410によるほか,次による。
3.1
標準質量
種類の記号に示される目標とする質量。
3.2
最大偏差率
測定した質量と標準質量との差が最も大きい値の標準質量との割合。
4
種類
チョップドマットの種類は,EガラスとARガラスとに区分し,1 m2当たりの標準質量によって分類す
る(表1参照)。
種類の記号は,1 m2当たりの標準質量を用いて表す(例えば,Eガラス1 m2当たりの標準質量が450 g
の場合,EM 450となる。)。
2
R 3411:2019
表1−チョップドマットの種類
単位 g/m2
種類及び種類の記号
1 m2当たりの標準質量
Eガラス
ARガラス
−
ARM 100
100
−
ARM 120
120
EM 300
−
300
EM 360
−
360
EM 380
−
380
EM 450
−
450
EM 600
−
600
注記 種類の記号は,ガラスを表す記号(Eガラスの場合は“E”,
ARガラスの場合は“AR”),チョップドマットの記号(M)
及び1 m2当たりの標準質量をこの順序に組合せで表して
いる。
例1
E M 300
1 m2当たりの標準質量
チョップドマットの記号
Eガラスの種類の記号
例2
AR M 120
1 m2当たりの標準質量
チョップドマットの記号
ARガラスの種類の記号
5
品質
5.1
チョップドマットの質量及び最大偏差率
チョップドマットの質量及びその最大偏差率は,6.1によって試験を行い,面積1 000 cm2当たり又は300
mm×300 mm当たりで規定し,表2による。ただし,受渡当事者間の協定によって,表2以外のチョップ
ドマットの質量及びその最大偏差率を決めてもよい。その場合においても,チョップドマットの標準質量
は,1 m2当たりで規定し,質量及びその最大偏差率は,面積1 000 cm2当たり又は300 mm×300 mm当た
りで規定し,最大偏差率は,表2とする。
5.2
強熱減量
チョップドマットの強熱減量は,6.2によって試験を行い,表2による。
5.3
幅
チョップドマットの幅は,6.3によって試験を行い,表2による。ただし,受渡当事者間の協定によって,
表2以外の幅の寸法を設けてもよい。その場合においても,許容差は,表2による。
5.4
長さ
チョップドマットの長さは,6.4によって試験を行い,表2による。ただし,受渡当事者間の協定によっ
て,表2以外の長さの寸法を設けてもよい。その場合においても,許容差は,表2による。
5.5
1巻の質量
チョップドマットの1巻の質量は,6.5によって試験を行い,表2による。ただし,受渡当事者間の協定
によって,表2以外で幅及び長さを取り決めた場合,1巻の質量及びその許容差は,次の式による。
m=ρA×b×l×10−6
s=±m×0.07
3
R 3411:2019
ここに,
m: 1巻の質量(kg)
ρA: 1 m2当たりの標準質量(g/m2)
b: 幅(mm)
l: 長さ(m)
s: 1巻の質量の許容差(kg)
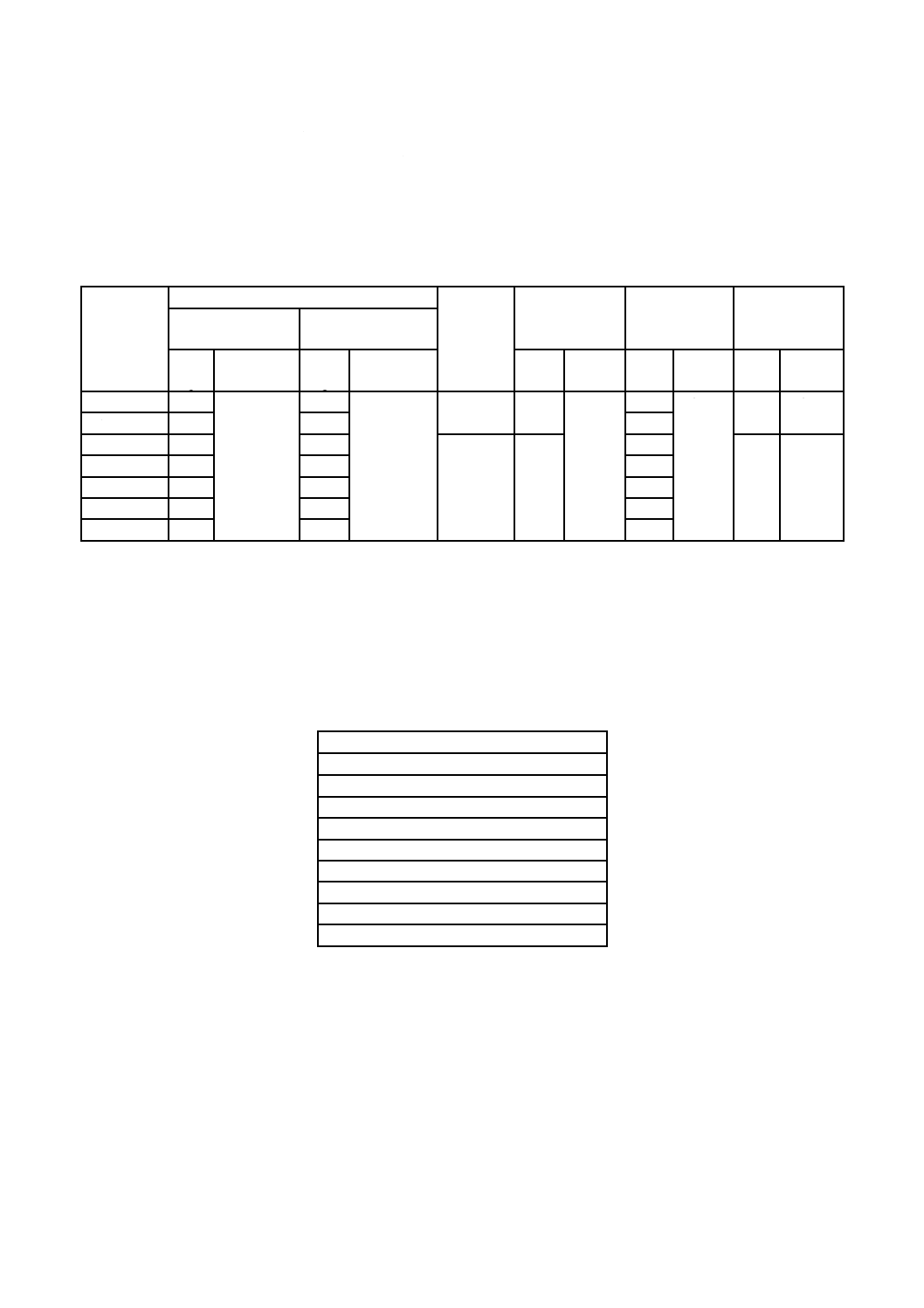
表2−チョップドマットの品質
種類の記号
質量及び最大偏差率
強熱減量
%
幅
mm
長さ
m
1巻の質量
kg
面積1 000 cm2
当たり
300 mm×300 mm
当たり
質量
g
最大偏差率
%
質量
g
最大偏差率
%
寸法
許容差
寸法
許容差
質量
許容差
ARM 100
10.0
20以下
9.0
20以下
20以下
900
±5
120
+0.5
−0
10.8
±0.8
ARM 120
12.0
10.8
100
EM 300
30.0
27.0
15以下
1040
96
30
±2.1
EM 360
36.0
32.4
80
EM 380
38.0
34.2
76
EM 450
45.0
40.5
64
EM 600
60.0
54.0
48
5.6
外観
チョップドマットの外観は,次による。
a) 外観は,6.6によって試験を行い,均一で使用上障害となる欠点はあってはならない。主な欠点を表3
に示す。使用上障害となる欠点の程度及び許容数は,受渡当事者間の協定による。
表3−主な外観欠点
欠点項目
破れ
穴
汚れ(油汚れ及び汚れストランドを含む。)
異物の混入
しわ
ストランドの塊
局部的に薄い箇所
ストランドの結合不良
結合剤の付着むら
b) チョップドマットは,端面が過度に不ぞろいにならないように巻かれていなければならない。
4
R 3411:2019
6
試験方法
6.1
チョップドマットの質量及び最大偏差率
チョップドマットの質量及び最大偏差率は,JIS R 3420の7.2[クロス及びマットの質量(質量)]によ
る。
6.2
強熱減量
強熱減量は,JIS R 3420の7.3.2(強熱減量)による。
6.3
幅
幅は,JIS R 3420の7.7(クロス及びマットの幅及び長さ)による。
6.4
長さ
長さは,JIS R 3420の7.7.4(クロス及びマットの長さ)による。
6.5
1巻の質量
1巻の質量が25 kg以上の場合は,200 g以下の感量をもつはかりを用いて量る。1巻の質量が25 kg未満
の場合は,100 g以下の感量をもつはかりを用いて量る。試験雰囲気は,調整する必要がない。
6.6
外観
外観は,JIS R 3420の7.22(外観)による。
7
検査
チョップドマットの型式検査は,箇条6によって試験を行い,箇条5の規定に適合したものを合格とす
る。製品検査は,合理的な抜取検査方式によって試料を採取し,受渡当事者間の協定によって検査項目の
一部を省略してもよい。
8
包装
チョップドマットは,巻芯に巻き,損傷のおそれのないように包装する。
9
表示
全ての要求事項に適合したチョップドマットには,包装の見やすい所に容易に消えない方法で,次の事
項を表示する。
なお,端を切りそろえていないチョップドマットの場合は,片耳付きはその記号Yを,両耳付きはその
記号DYを表示する。
a) 規格番号
b) 種類の記号
c) 幅及び長さ
d) 製造業者名又はその略号
e) 製造年月又はその略号