2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 3251-1995
低膨張ガラスのレーザ干渉法による
線膨張率の測定方法
Measuring method of the linear thermal expansion
coefficient for low expansion glass by laser interferometry
1. 適用範囲 この規格は,低膨張ガラス(結晶化ガラスを含む。)の−150℃から150℃までの線膨張率
のレーザ干渉法による測定方法について規定する。
備考 この規格の引用規格を,次に示す。
JIS C 1602 熱電対
JIS C 1604 測温抵抗体
JIS Z 8401 数値の丸め方
JIS Z 8704 温度測定方法‐電気的方法
2. 用語の定義 この規格で用いる主な用語の定義は,次のとおりとする。
(1) 低膨張ガラス 線膨張率の絶対値が1×10-6℃-1より小さいガラス。
(2) 波長安定性 レーザが発生する光の波長の時間的な安定性。波長 (λ) に対するそのゆらぎ (∆λ) の比,
(λλ
∆) で表す。
3. 測定方法 試験片の温度変化による長さの変化をレーザ光によって作られた干渉じま(縞)の移動量
として測定する。すなわち,光の波長を基準とした絶対測定法である。
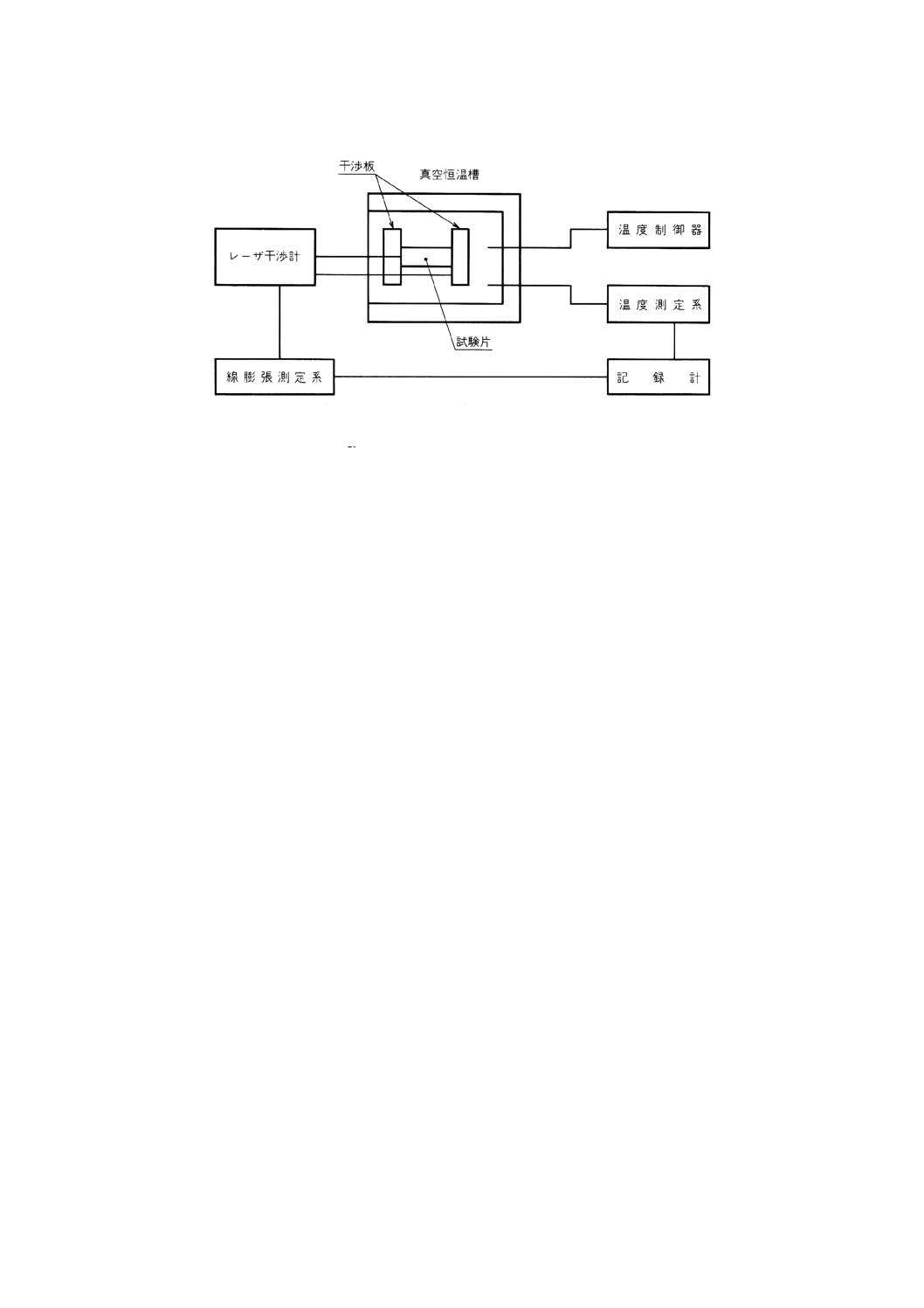
4. 測定装置 装置は,レーザ干渉計,線膨張測定系,真空恒温槽(雰囲気圧力調整器を含む。),温度制
御器,温度測定系及び記録計で構成し,次のとおりとする(図1参照)。
2
R 3251-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 測定系の構成例
(1) レーザ干渉計 測定用レーザには,He-Neレーザを用い,その波長安定性は,1×10-6以内とする。干
渉計の測定分解能は光の波長の201(約30nm)以下とする。干渉計の形式については,附属書にその例
を示す。
(2) 線膨張測定系 線膨張測定系は,干渉じまの数及び位相の計数を行う機能を備えていること。
(3) 真空恒温槽 真空恒温槽は,冷媒を通して槽内温度を−150℃まで下げることができ,かつ150℃まで
加熱することができ,試験片全体が冷却又は加熱される部分の槽内温度分布を±1℃以内に保持できる
構造をもつこと。
また,試験片周辺の雰囲気の圧力を,最高真空度10Pa以下に調整できる構造でもつこと。
(4) 温度制御器 温度制御器は,目標とする温度の設定値に対して±1℃以内に制御できる性能をもつもの。
(5) 温度測定系 温度測定系は,JIS C 1604に規定する白金測温抵抗体又はJIS C 1602に規定するK形若
しくはT形熱電対を使用し,JIS Z 8704によることが望ましい。
(6) 記録計 記録計は,温度及び試験片の長さ変化を同時に記録できるものが望ましい。
5. 試験片の調整 試験片は,干渉計による測定条件を満たす所定の形状に調整する。具体的な調整の方
法は,附属書に従って行う。
6. 操作 操作は,次のとおりとする。
(1) 試験片の設置 試験片と干渉板の表面をできるだけ清浄にしてから試験片を設置する。
(2) 温度計の設置 温度計を試験片表面にできるだけ近接させて設置する。
(3) 干渉計の調節 干渉じまの鮮明度が最大となるように干渉計を調整する。
(4) 温槽内の排気・雰囲気調節 温槽内を排気し,必要ならば干渉じまの移動方向を観測して試験片の伸
縮と干渉じまの移動方向との関係を判断する。熱交換のためにヘリウムガスを使用する場合には,そ
の圧力を10Pa以下とする。
(5) 温度の設定 温度をあらかじめ定めた一定間隔の温度値に設定した後,干渉じまの位置(移動量)を
読み取る。測定温度は,上昇及び下降の両方向から設定して実験することが望ましい。実際例として,
次の方法が推奨される。温度を0℃に設定し,試験片の温度変化が±1℃/hにおさまってから干渉じま
の位置を読み取る。温度設定を50℃ずつ増加させ,試験片の温度変化が±1℃/hにおさまってから干
渉じまの位置を読み取る。150℃に達したら,温度設定を50℃ずつ減少させて同様に進め,−150℃に
達したら再び50℃ずつ増加させ,0℃で一連の測定を終了する。
3
R 3251-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,干渉じまの読取方法の詳細は,附属書による。
(6) 温度変化の速度 ある設定温度から次の設定温度に至る間の試験片の温度変化の速度は,1℃/min又
はそれ以下とする。
7. 温度の校正方法 JIS C 1604に規定のB級白金測温抵抗体又はJIS C 1602に規定の0.4級K形若しく
は0.75級T形熱電対の規格に適合するものを用いる。
参考 測定者が校正を行う場合には,二酸化炭素の昇華点 (−78.5℃),水の融点 (0℃) 及び沸点
(100℃) との比較によって行うとよい。可能な場合には,窒素の沸点 (−195.8℃) 又はインジ
ウムの融点 (156.6℃) を追加してもよい。校正誤差は,全温度領域にわたって±1℃とする。
8. 測定 測定は,6.(5)の一連の操作を試験片を設置し直して2回以上反復を行う。反復した測定値の間
に有意差がない場合には,その平均値をもって測定値とする。有意差がある場合には,原因を検討し再度
測定する。
9. 計算 測定結果の計算は,次による。
(1) 計算の手順は,附属書による。
(2) 平均値及び標準偏差は,JIS Z 8401によって有効数字2けたに丸める。
10. 報告 測定結果は,下記の各項目について報告する。
(1) 測定月日
(2) 測定場所
(3) 測定装置
(4) 測定者
(5) 試験片の形状と個数
(6) 測定温度とそのときの線膨張率の平均及び標準偏差
(7) その他特記事項
4
R 3251-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 干渉計の形式
1. フィゾー形干渉計による変位測定系
1.1
フィゾー形干渉計の構成 フィゾー形干渉計の構成は,次のとおりとする。
光源用のレーザは,光出力1〜5mWのHe-Neレーザを用い,コリメータレンズを備えることによって,
レーザ光束を発散光束及び平行光束に切替え可能なものとする。干渉計は,干渉じま図形を肉眼又はテレ
ビジョン画面で観察でき,また,干渉光強度を測定できる構造とする。
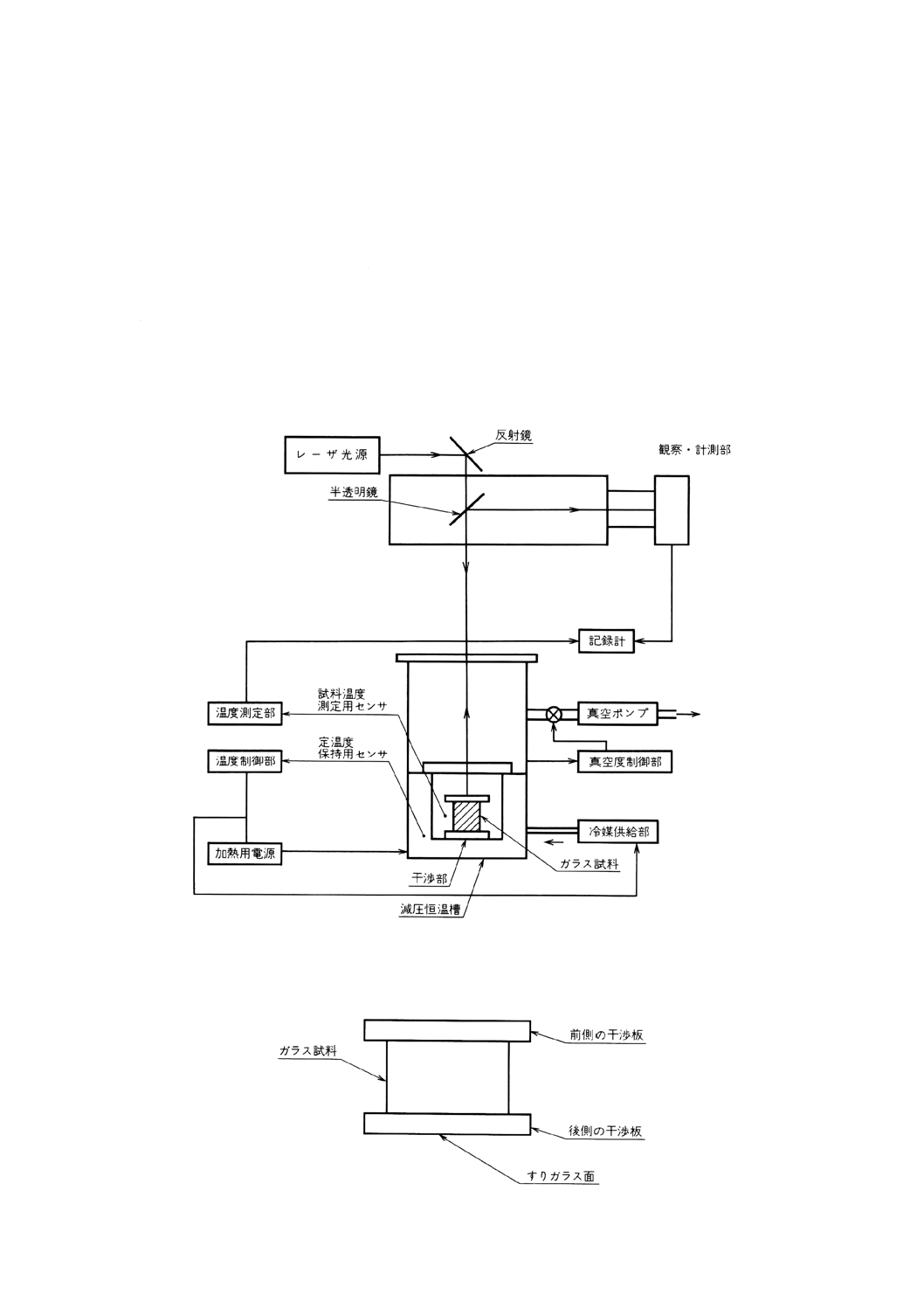
なお,フィゾー形干渉計を用いた測定装置の構成を附属書図1に示す。
附属書図1 フィゾー形干渉計を用いた測定装置の構成
1.2
干渉部の構成 干渉部は,試験片とそれを挟む2枚の干渉板から構成し,次のとおりとする(附属
書図2参照)。
附属書図2 干渉部の構成
5
R 3251-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
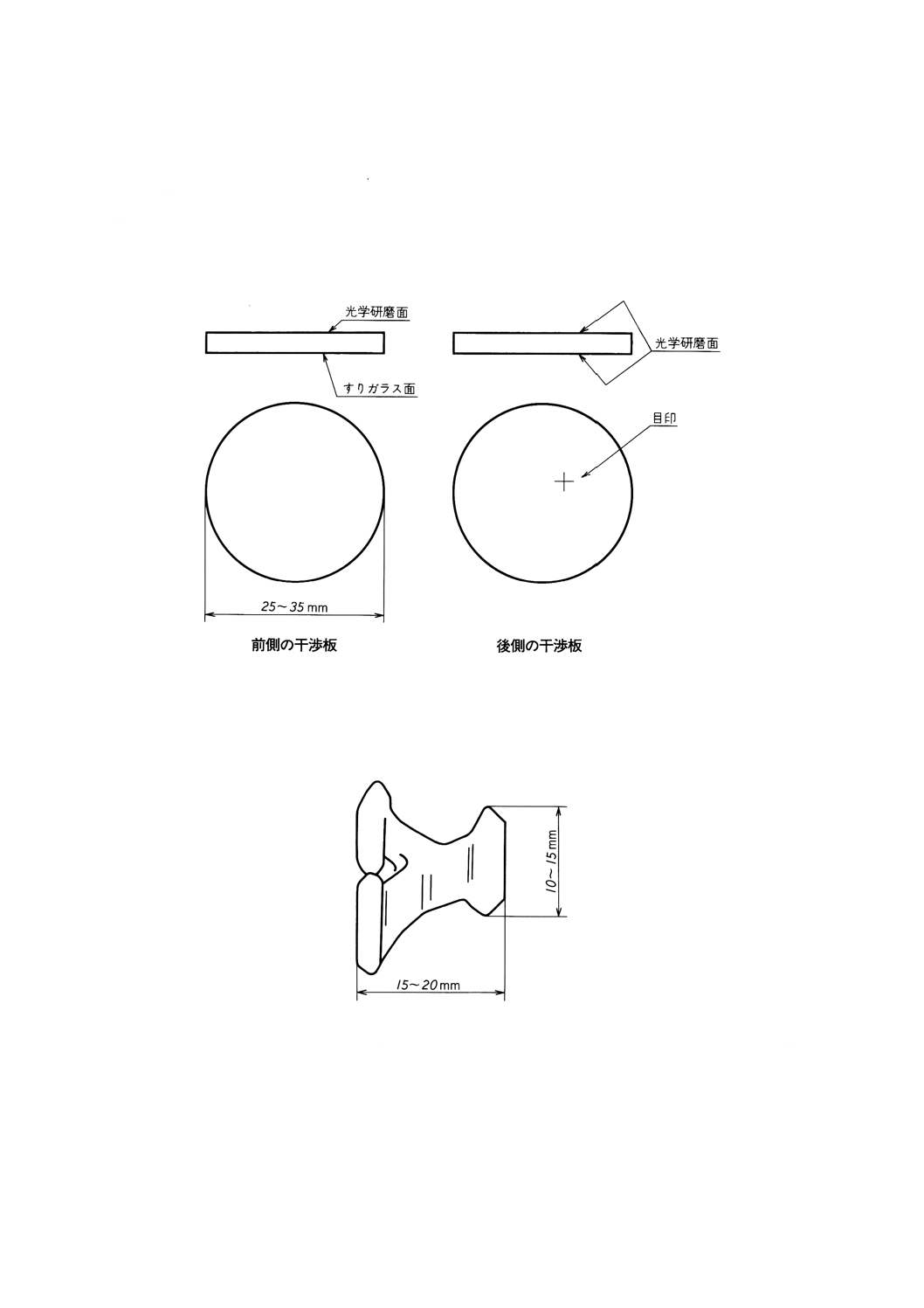
(1) 干渉板 干渉板は,石英ガラス製で厚さ5mmの円板とし,次のように加工する(附属書図3参照)
なお,各光学研磨面の平面度は41波長以内とし,干渉板の一方には,目印(点,十字など)を刻ん
でおく。
(a) 前側の干渉板は,両面を光学研磨し,かつ,2面が約1°のくさび形をなすようにする。
(b) 後側の干渉板は,上面を光学研磨し,下面をすり面とする。
附属書図3 干渉板
1.3
試験片の調整
(1) 試料母材からダイヤモンドカッタなどによって長さ10〜15mm,直径15〜20mmの大きさの材料を切
り出し,附属書図4に例示したような3個の足をもち熱容量の小さい形に試験片を加工する。
附属書図4 試験片の形状
(2) 干渉板と試験片を組み合わせて干渉部を組み立て,干渉じまが現れるように3個の足の長さを調整す
る。さらに,観測を容易にし測定精度を高めるため,観測視野内に干渉じまが4〜8本現れる程度に試
験片の形を微調整する。
1.4
干渉じまの読取り 各設定温度における干渉じまの読取りは,次のとおりとする。
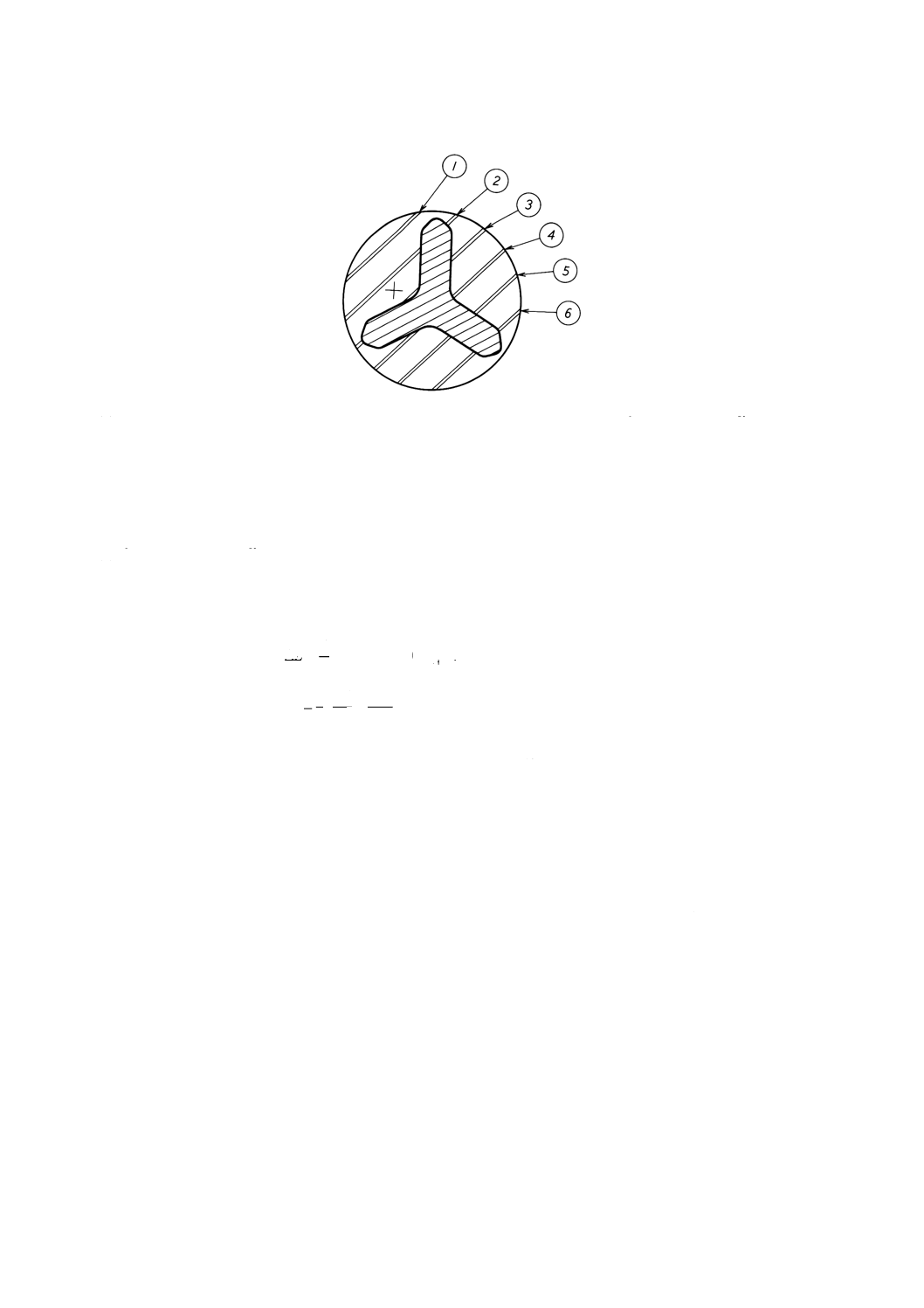
(1) 温度Tkにおいて,真空槽内を減圧させながら観測視野内の干渉じまの移動方向を確認し,この順に従
って,次数が増加する方向に番号を付ける(附属書図5)。
6
R 3251-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図5 干渉じまの読取り
(2) 干渉板の目印を目標点とし,その位置の干渉じまの順序番号Nk及び端数fkを干渉じまの101まで読み取
る。
(3) 次に,温度をTk+1まで変化させ,温度変化に伴う干渉じまの移動を観測し,目標点を挟む2本の干渉
じまの次数を目視又は光電的な検出によって常に把握する。
(4) 温度が十分に安定し干渉じまが動かなくなったら,目標点の位置の干渉じまの順序番号Nk+1及び端数
fk+1を干渉じまの101まで読み取る。
(5) 以下同様に行う。
1.5
計算の手順 フィゾー形干渉計による線膨張率は,目標点の干渉じまの順序番号及びその端数から
次の式によって求める。
(
)(
)
{
}
1
1
2
+
++
−
+
=
∆
k
k
k
k
f
N
f
N
Lλ
(
)
1
L
+
−
∆
=
k
k
k
T
T
L
a
ここに,
∆L: 二つの温度間での試験片の長さの変化 (mm)
αk: TkTk+1間における線膨張率 (℃−1)
λ: 用いたレーザ光の波長 (mm)
L: 室温における試験片の長さ (mm)
Tk: k番目の設定温度 (℃)
Nk: Tkにおける目標点の位置の干渉じまの順序番号
fk: Tkにおける目標点の位置の干渉じまの端数
本体6.(5)の温度設定に従って温度の上昇方向及び下降方向 (j=1, 2) での測定を,本体8.によってr回反
復 (i=1, r) し,それぞれの温度において4個の線膨張率の測定値を得る。このとき,線膨張率の平均及び
標準偏差は,次の式によって求める。
7
R 3251-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
2
)
(
2
2
2
1
1
2
1
1
−
−
∑
∑
=
∑
∑
=
=
=
=
=
r
ij
s
r
ij
T
j
r
i
j
r
i
T
α
α
α
α
ここに,
αij: 線膨張率の測定値 (℃-1)
T
α: 温度T℃における線膨張率の平均 (℃-1)
s: 温度T℃における線膨張率の標準偏差 (℃-1)
2
二重光路式マイケルソン形干渉計
2.1
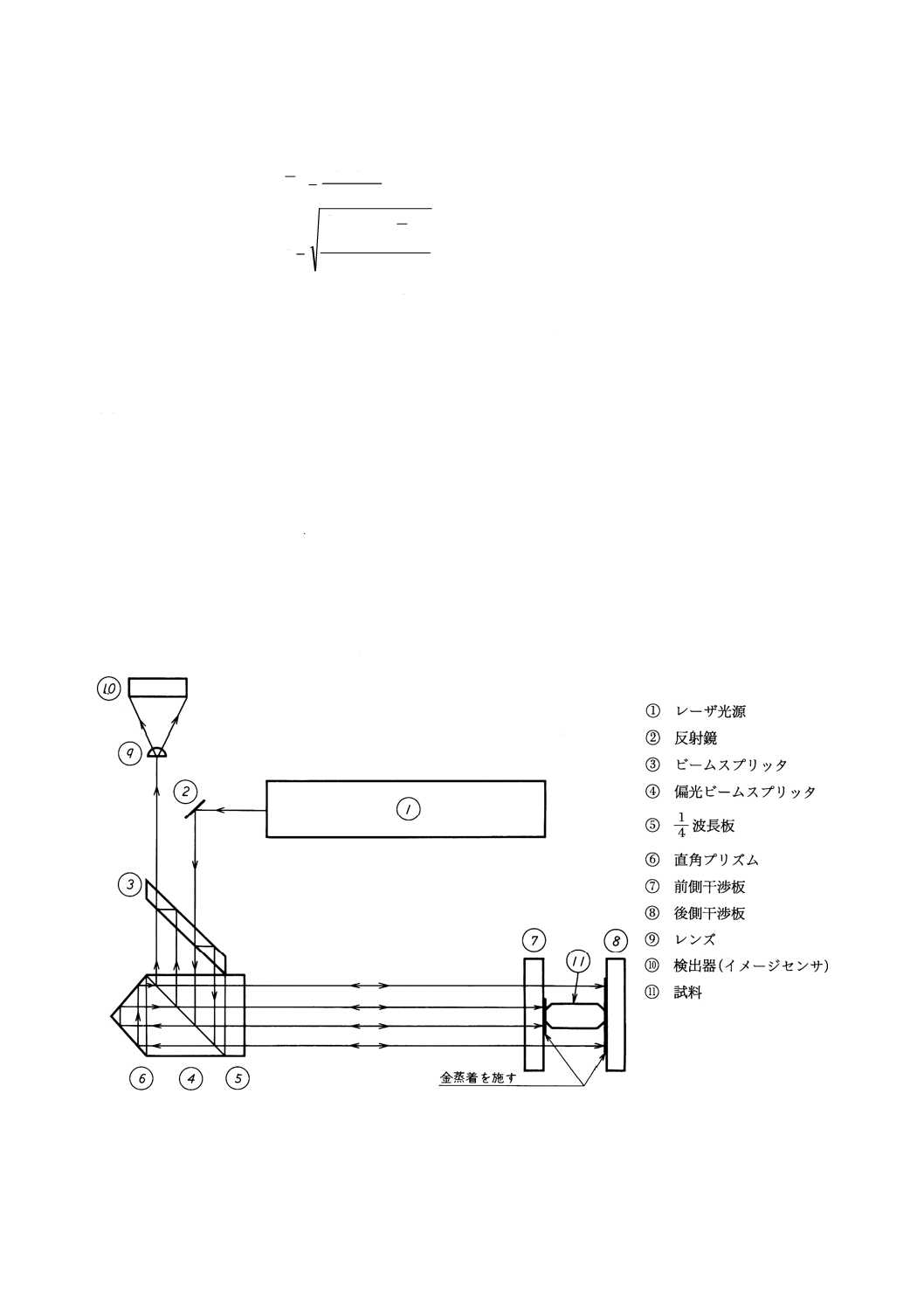
二重光路式マイケルソン形干渉計の構成 二重光路式マイケルソン形干渉計の構成は,次のとおり
とし,二重光路式マイケルソン形干渉計を用いた測定装置の構成を附属書図6に示す。
レーザは,直線偏光とし,ビームスプリッタ③によって2光束に分ける。この2光束は,偏光ビームス
プリッタ④によって直角方向に進み,前側干渉板⑦及び後側干渉板⑧の金蒸着面で反射し,元の方向に戻
る。このとき,行きと帰りで41波長板⑤を2回透過するため,偏光方向が90°回転して偏光ビームスプリ
ッタ④を透過し,直角プリズム⑥によって反射する。再び,偏光ビームスプリッタ④を透過し,前側干渉
板⑦及び後側干渉板⑧の金蒸着面で2回目の反射を行い,偏光ビームスプリッタ④で反射し,ビームスプ
リッタ③で重なり,拡大レンズ⑨を経て検出器(イメージセンサ)⑩上に投影される。干渉じまの移動量
から試験片の伸縮量を測定する。
附属書図6 二重光路式マイケルソン形干渉計を用いた測定装置の構成
2.2
干渉部の構成 干渉部の構成は,1.2による。ただし,附属書図6に示すように2枚の干渉板には,
金蒸着を施す。
8
R 3251-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3
試験片の調整 試験片の調整は,1.3によるか又は後側干渉板⑧を固定し,前側干渉板⑦が⑧に対し
て並進運動だけをとるような機構を付加する。
2.4
干渉じまの読取り 干渉じまの読取りは,1.4による。
2.5
計算の手順 二重光路式マイケルソン形干渉計による線膨張率は,目標点の干渉じまの順序番号及
びその端数から次の式によって求める。
(
)(
)
{
}
1
1
4
+
++
−
+
=
∆
k
k
k
k
f
N
f
N
Lλ
(
)
1
L
+
−
∆
=
k
k
k
T
T
L
α
ここに,
∆L: 二つの温度間での試験片の長さの変化 (mm)
αk: TkTk+1間における線膨張率 (℃-1)
λ: 用いたレーザ光の波長 (mm)
L: 室温における試験片の長さ (mm)
Tk: k番目の設定温度 (℃)
Nk: Tkにおける目標点の位置の干渉じまの順序番号
fk: Tkにおける目標点の位置の干渉じまの端数
本体6.(5)の温度設定に従って温度の上昇方向及び下降方向 (j=1, 2) での測定を,本体8.によってr回反
復 (i=1, r) し,それぞれの温度において2r個の線膨張率の測定値を得る。このとき,線膨張率の平均及
び標準偏差は,次の式によって求める。
1
2
)
(
2
2
2
1
1
2
1
1
−
−
∑
∑
=
∑
∑
=
=
=
=
=
r
ij
s
r
ij
T
j
r
i
j
r
i
T
α
α
α
α
ここに,
αij: 線膨張率の測定値 (℃-1)
T
α: 温度T℃における線膨張率の平均 (℃-1)
s: 温度Tにおける線膨張率の標準偏差 (℃-1)
関連規格 JIS R 3102 ガラスの平均線膨張係数の試験方法
9
R 3251-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
(委員長)
今 井 秀 孝
工業技術院計量研究所
和 田 正 武
通商産業省生活産業局(昭和63年10月まで)
田 中 正 躬
通商産業省生活産業局(昭和63年11月から)
桜 井 俊 彦
工業技術院標準部(昭和63年8月まで)
細 川 幹 夫
工業技術院標準部(昭和63年9月から)
植 月 倫 夫
工業技術院大阪工業技術研究所
岡 路 正 博
工業技術院計量研究所
滑 正 行
社団法人日本オプトメカトロニクス協会
相 楽 弘 治
HOYA株式会社
岸 井 貫
東芝硝子株式会社
磯 部 司 郎
株式会社ニコン
鈴 木 泰 信
ショット日本株式会社
河 村 励
日本電気硝子株式会社
(関係者)
加 藤 良 三
真空理工株式会社
(事務局)
森 川 武
社団法人ニューガラスフォーラム