R 3222:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,板硝子協会(FGMAJ)
/財団法人 日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,
日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS R
3222:1996は改正され,この規格に置き換えられる。
R 3222:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 種類及びその記号 ············································································································ 1
5. 品質 ······························································································································ 2
5.1 外観 ···························································································································· 2
5.2 反り ···························································································································· 2
5.3 表面圧縮応力 ················································································································ 2
5.4 熱線反射倍強度ガラスの品質···························································································· 2
6. 形状,寸法及び許容差 ······································································································ 2
6.1 形状 ···························································································································· 2
6.2 寸法 ···························································································································· 2
7. 材料 ······························································································································ 3
8. 試験方法 ························································································································ 3
8.1 外観試験 ······················································································································ 3
8.2 寸法の測定 ··················································································································· 3
8.3 反りの測定 ··················································································································· 3
8.4 表面圧縮応力の測定 ······································································································· 4
8.5 熱線反射倍強度ガラスの試験···························································································· 6
9. 検査方法 ························································································································ 6
10. 包装 ···························································································································· 6
11. 表示 ···························································································································· 6
11.1 製品表示 ····················································································································· 6
11.2 性能表示 ····················································································································· 6

(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 3222:2003
倍強度ガラス
Heat-strengthened glass
1. 適用範囲 この規格は,主として建築物の外壁,開口部などに使用する倍強度ガラス(1)について規定
する。
注(1) 倍強度ガラスとは,板ガラスを熱処理してガラス表面に適切な大きさの圧縮応力層をつくり,
破壊強度を増大させ,かつ,破損したときに,材料の板ガラスに近い割れ方となるようにした
もの。ただし,この規格では,熱処理に際し同時にガラス質絵具の焼き付けを行ったものを除
外する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS B 7512 鋼製巻尺
JIS B 7516 金属製直尺
JIS R 3202 フロート板ガラス及び磨き板ガラス
JIS R 3208 熱線吸収板ガラス
JIS R 3221 熱線反射ガラス
JIS Z 8401 数値の丸め方
3. 定義 この規格で用いる主な用語の定義は,次による。
a) フロート倍強度ガラス JIS R 3202に規定するフロート板ガラス及び磨き板ガラス又はJIS R 3208に
規定する熱線吸収フロート板ガラス及び熱線吸収磨き板ガラスを材料板ガラスとする倍強度ガラス。
b) 熱線反射倍強度ガラス JIS R 3221に規定する熱線反射ガラスを材料板ガラスとする倍強度ガラス。
ただし,倍強度ガラスに熱線反射性の薄膜を後から形成した熱線反射ガラスは,JIS R 3221による。
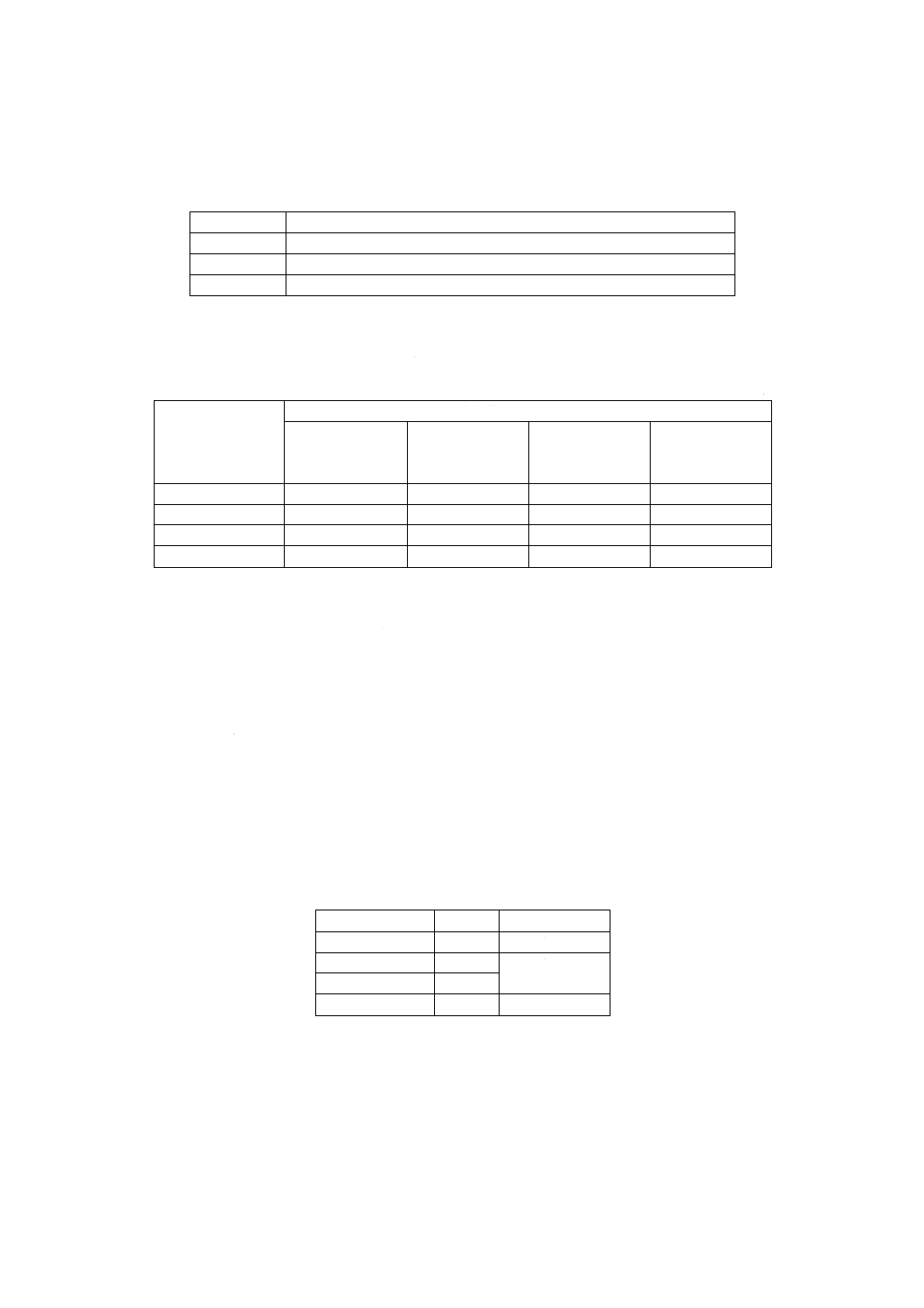
4. 種類及びその記号 倍強度ガラスの種類及びその記号は,厚さによって表1による。
表 1 種類及びその記号
厚さによる種類
記号
6ミリ
HS-6
8ミリ
HS-8
10ミリ
HS-10
12ミリ
HS-12
R 3222:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 品質
5.1
外観 外観は,8.1によって試験を行い,表2の規定に適合しなければならない。
表 2 外観
項目
外観
ひび
あってはならない。
欠け
幅又は長さが,材料板ガラスの厚さ以上のものがあってはならない。
すりきず
使用上差し支えるものがあってはならない。
5.2
反り 反りは,8.3によって測定を行い,全体的な反りの場合は表3に示す値を,部分的な反りの場
合は1.0mmを,それぞれ超えてはならない。
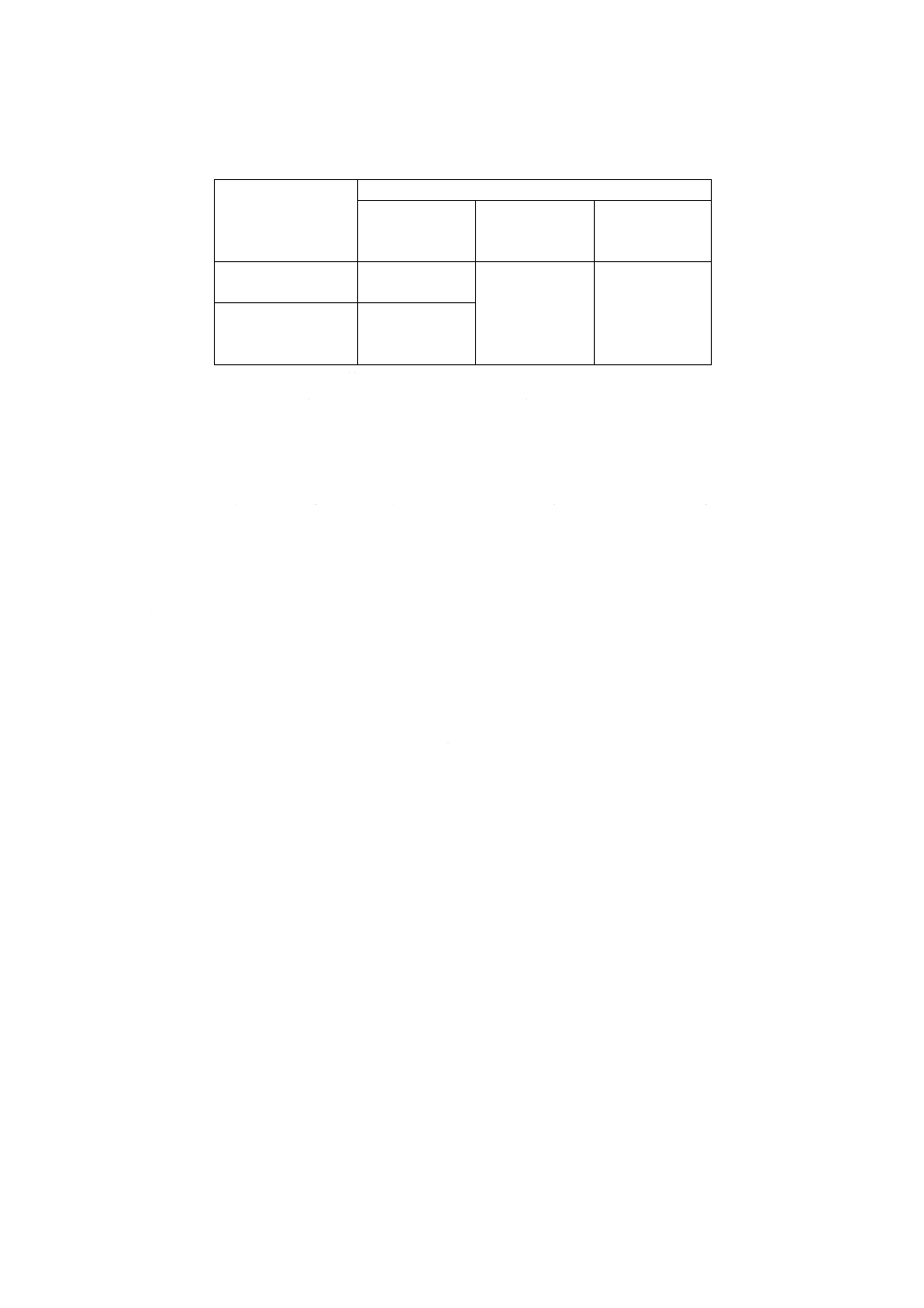
表 3 全体的な反りの許容値
単位 %
厚さによる種類
全体的な反りの許容値
1000mm以下の
辺又は対角線
1000mmを超え
2000mm以下の
辺又は対角線
2000mmを超え
3000mm以下の
辺又は対角線
3000mmを超え
る辺又は対角線
6ミリ
0.3
0.5
0.5
0.5
8ミリ
0.3
0.3
0.5
0.5
10ミリ
0.3
0.3
0.3
0.5
12ミリ
0.3
0.3
0.3
0.5
5.3
表面圧縮応力 表面圧縮応力は,8.4によって測定を行い,それぞれの測定値が20MN/m2以上,か
つ,60MN/m2以下でなければならない。
5.4
熱線反射倍強度ガラスの品質 熱線反射倍強度ガラスでは,外観,耐光性,耐摩耗性,耐酸性及び
耐アルカリ性について,8.5によって試験を行い,JIS R 3221の3.(品質)の規定に適合しなければならな
い。
6. 形状,寸法及び許容差
6.1
形状 倍強度ガラスは平面ガラスとし,その形状は受渡当事者間の協定による。
6.2
寸法 厚さ及びその許容差並びに辺の長さの許容差は,次による。厚さ以外の寸法は,受渡当事者
間の協定による。
a) 厚さ及びその許容差 厚さ及びその許容差は,表4による。
表 4 厚さ及びその許容差
単位 mm
厚さによる種類
厚さ
厚さの許容差
6ミリ
6.0
±0.3
8ミリ
8.0
±0.6
10ミリ
10.0
12ミリ
12.0
±0.8
b) 辺の長さの許容差 方形のものでは,一辺の長さの寸法の許容差は,表5による。一辺の長さが3000mm
を超えるもの,及び方形以外の形状のものの許容差については,受渡当事者間の協定による。
R 3222:2003
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 5 一辺の長さの許容差
単位 mm
厚さによる種類
一辺の長さの許容差
一辺の長さが
1000mm以下
一辺の長さが
1000mmを超え
2000mm以下
一辺の長さが
2000mmを超え
3000mm以下
6ミリ
+1
−2
±3
±4
8ミリ
10ミリ
12ミリ
+2
−3
7. 材料 材料板ガラスは,使用目的に応じて,JIS R 3202に規定するフロート板ガラス及び磨き板ガラ
ス,JIS R 3208に規定する熱線吸収フロート板ガラス及び熱線吸収磨き板ガラス,又は,JIS R 3221に規
定する熱線反射ガラスを使用する。
8. 試験方法
8.1
外観試験 外観試験は,製品を供試体とし,その正面から適切な照明の下で,目視によって行う。
欠けの寸法は,JIS B 7516に規定する最小目盛0.5mmの金属製直尺を用いて測定する。
8.2
寸法の測定 寸法の測定は,製品を供試体とし,次によって行う。
a) 辺の長さの寸法は,JIS B 7512又はJIS B 7516に規定する最小目盛1mmの長さ計を用いて測定する。
b) 厚さの寸法は,JIS B 7502に規定する0.01mmまで測定できるマイクロメータ,又はこれと同等以上
の性能をもつものを用いて測定し,JIS Z 8401の規定によってその値を小数点以下1けたに丸める。
8.3
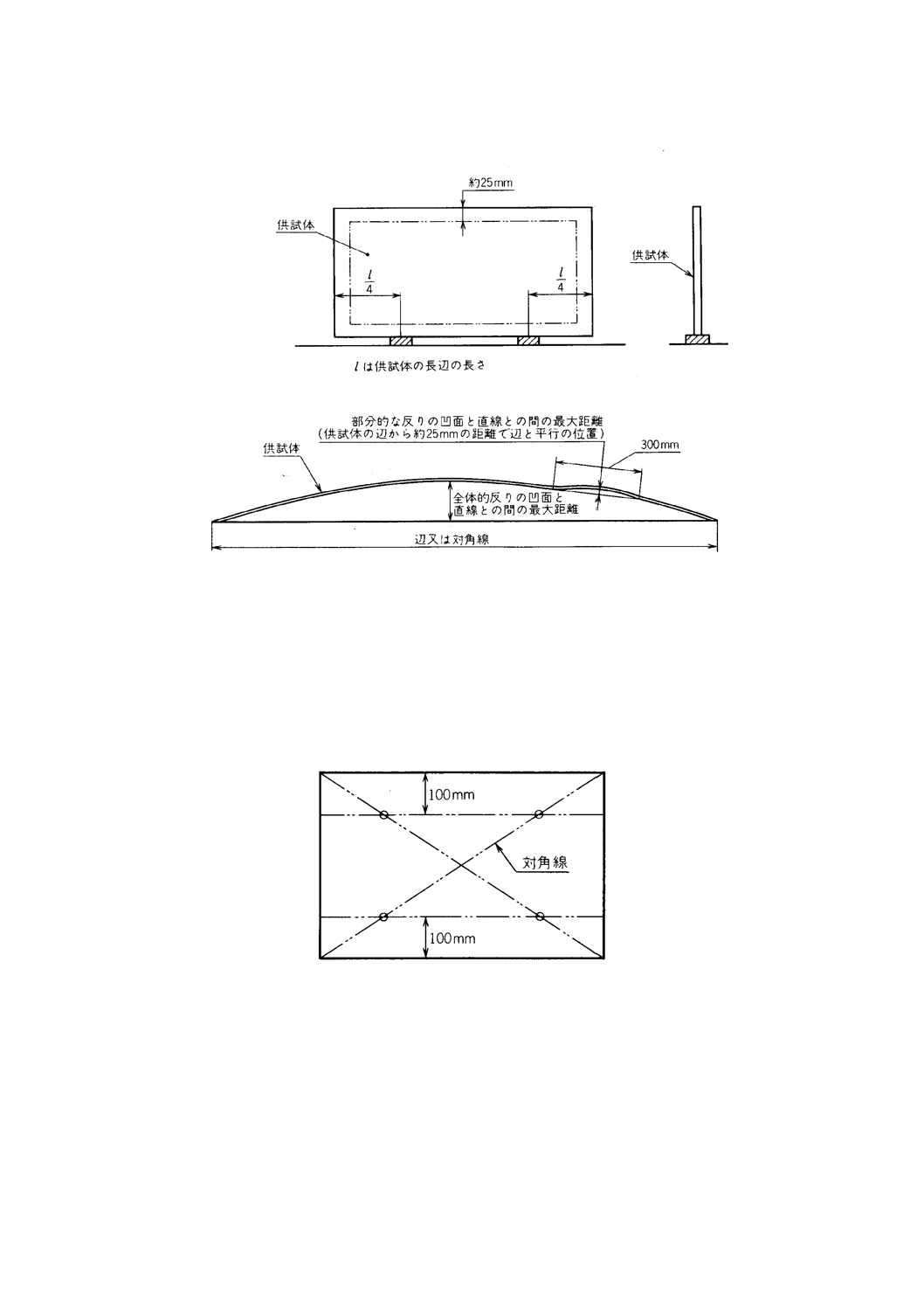
反りの測定 反りの測定は,製品を供試体とし,次によって行う。
a) 常温の供試体を鉛直に置き,図1に示すように,長辺をその長さlの1/4の二つの位置において支持
台で支える。
反りは,直定規,伸ばした糸などによる直線と供試体の凹面との間の最大距離を測定する。
b) 全体的な反りは,供試体の辺及び対角線に沿って測定する。反りの値は,a)によって測定された最大
距離の値を,その辺又は対角線の長さに対する百分率で表す。
c) 部分的な反りの場合は,図1に示すように,供試体の辺から約25mmの距離の線上に長さ300mmの
直線状のジグなどを当て,その長さ300mmの線分と供試体の凹面との間の最大距離を測定する。
R 3222:2003
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 1 供試体の置き方及び反りの測定方法
8.4
表面圧縮応力の測定 表面圧縮応力の測定は,製品を供試体とし,屈折率計法による測定器を用い,
次によって行う。
a) 表面圧縮応力の測定点 表面圧縮応力の測定点は,図2に示すように,長辺から100mmの距離で長
辺に平行に引いた直線と対角線との交点4か所の表面圧縮応力を測定するものとする。ただし,製品
の短辺が300mm未満のとき,及び方形以外の形状の場合は,受渡当事者間の協定による。
図 2 表面圧縮応力の測定点
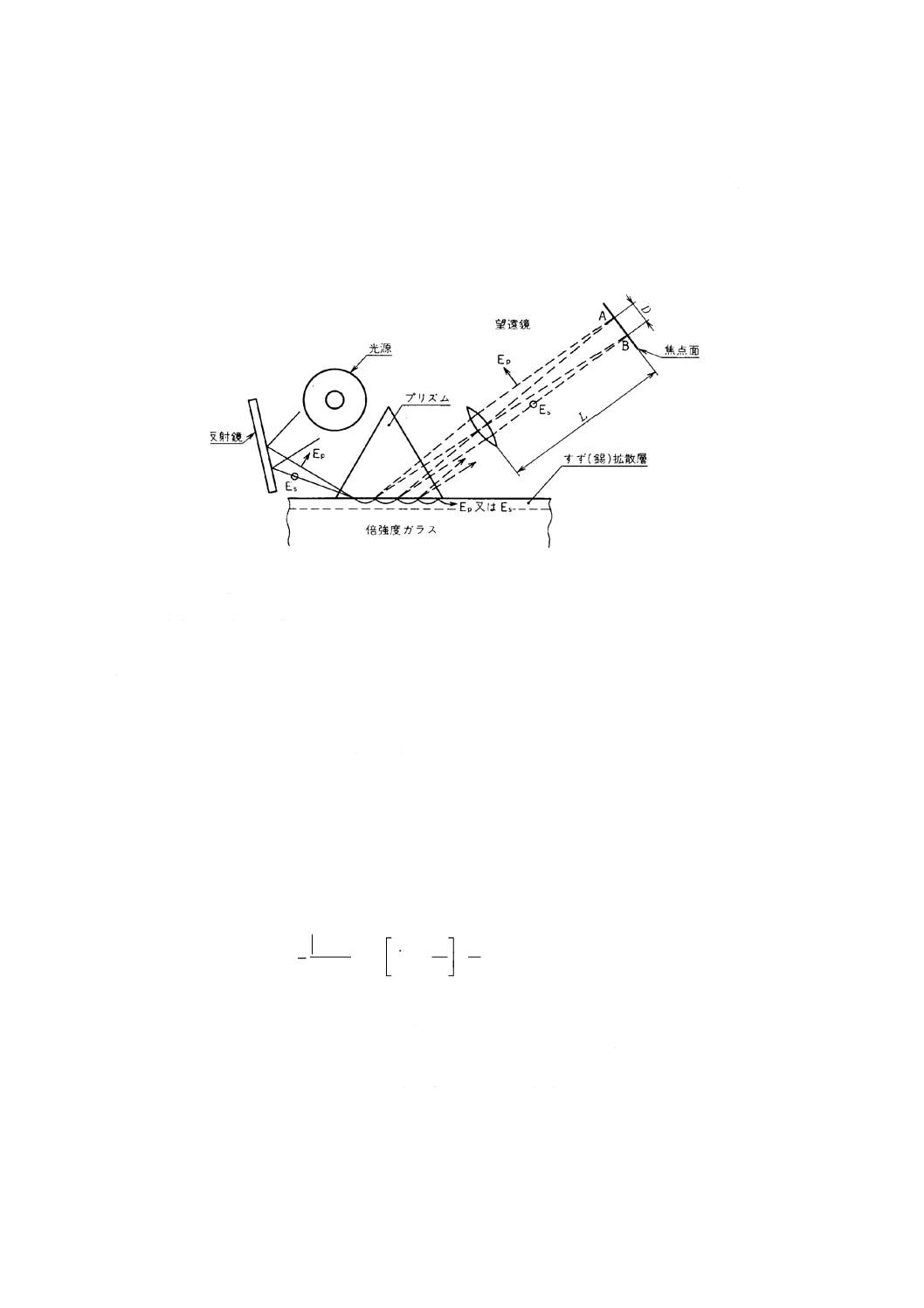
b) 測定器 測定器は,図3に示すような示差屈折計であって,線スペクトルの散光光源(例えば,ナトリ
ウムランプ),ガラスプリズム及び焦点距離500mm以上の対物レンズをもつ望遠鏡から成る。
臨界角に近い角度でプリズムから供試体のすず(錫)拡散層側の面に入射した光は,供試体の表面に
沿うすず拡散層内の屈折率こう(勾)配による効果で屈折して,再びプリズム内へ出射した後に望遠鏡
にとらえられる。しかし,その層内の屈折率こう配に対応する固有モードの光はプリズム内へほとん
ど出射せず,大部分は再びすず層内へ戻るので,図に破線で示す屈折角方向の光は,望遠鏡の対物レ
ンズの焦点面上に暗線となって現れる。
R 3222:2003
(5)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
倍強度ガラスでは,表面圧縮応力によって,振動面がガラス表面に沿う方向の光と,それに垂直な
方向の光との間に複屈折を生じる。この両者は屈折率こう配は同じであるが,実効屈折率が異なるの
で屈折角が異なる。したがって,入射面に平行な方向に振動する光(図中のEp)による暗線(A)と垂直な
方向に振動する光(ES)による暗線(B)との間の距離(D)を測ることによって,表面圧縮応力に比例する屈
折率の差の測定値が得られる。
図 3 表面圧縮応力測定用示差屈折計の構成概略図
c) 測定手順 測定手順は,次による。
1) 供試体のすず(錫)拡散層側を上にして,水平に置く。
2) 測定点に浸液をたらす。
3) プリズムが測ろうとする位置の上に来るように装置を置く。
4) 光源ランプの位置,反射鏡の角度及び望遠鏡の角度を調整して,視野内に暗線がはっきりと出るよ
うにする。
5) 視野内に見える測定用の可動線が暗線と平行になるように接眼測微計の取付け方向を調節し,固定
する。
6) 可動線を暗線のうち一番下のものに合わせる。そのときの目盛円筒の目盛値Aを単位mmで
0.001mmのけたまで読み取る。
7) 偏光板を90度回転させると暗線が移動するので,6)と同じ方法で移動後の目盛値Bを単位mmで
0.001mmのけたまで読み取る。
d) 応力の計算 表面圧縮応力の計算は,c)で測定した数値から,次の式で求める。
C
N
n
L
B
A
S
1
1
sin
cos
×
−
×
−
=
ここに,
S: 表面圧縮応力 (MN/m2)
L: 望遠鏡の対物レンズの焦点距離 (mm)
A: 暗線移動前の測微計の読み (mm)
B: 暗線移動後の測微計の読み (mm)
n: 倍強度ガラスの屈折率(=1.5)
N: プリズムガラスの屈折率
C: 倍強度ガラスの光弾性定数[=2.6×10-6(MN/m2)-1]
R 3222:2003
(6)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.5
熱線反射倍強度ガラスの試験 5.4に示す熱線反射倍強度ガラスの品質の試験は,JIS R 3221の7.(試
験方法)による。ただし,7.1(目視試験)以外における試験片は,製品と同じ方法で作成するか,又は製
品もしくは製品を徐冷した板から所定寸法に切断したものを用いる。
9. 検査方法 倍強度ガラスの検査は,8.によって試験を行い,5.及び6.の規定に適合しなければならない。
なお,試料の採取は,受渡当事者間の協定によって,合理的な抜取りを行う。
10. 包装 倍強度ガラスは,適切な緩衝材を用いて包装する。
11. 表示
11.1 製品表示 倍強度ガラスは,製品1枚ごと又は1包装ごとに,次の項目を表示する。
なお,名称は,種類の記号をもって省略してもよい。
a) 名称
b) 種類又はその記号
c) 製造業者名又はその略号
11.2 性能表示 熱線反射倍強度ガラスでは,カタログ又は技術資料などに,JIS R 3221の10.2に定める
ところによって次の事項を表示する。
a) 可視光透過率及び可視光反射率並びに日射透過率,日射反射率及び日射吸収率
b) 熱貫流率及び日射熱取得率