日本工業規格 JIS
R 3203:2017
型板ガラス
(追補1)
Patterned glass
(Amendment 1)
JIS R 3203:2009を,次のように改正する。
箇条4(種類)に5ミリを追加し,次に置き換える。
4
種類
種類は,厚さによって次の5種類とする。
a) 2ミリ
b) 3ミリ
c) 4ミリ
d) 5ミリ
e) 6ミリ
箇条5(品質)の表1(型板ガラスの品質)の切り口欠点の品質欄に5.0 mm(5ミリ厚さ)を追加し,次
の表に置き換える。
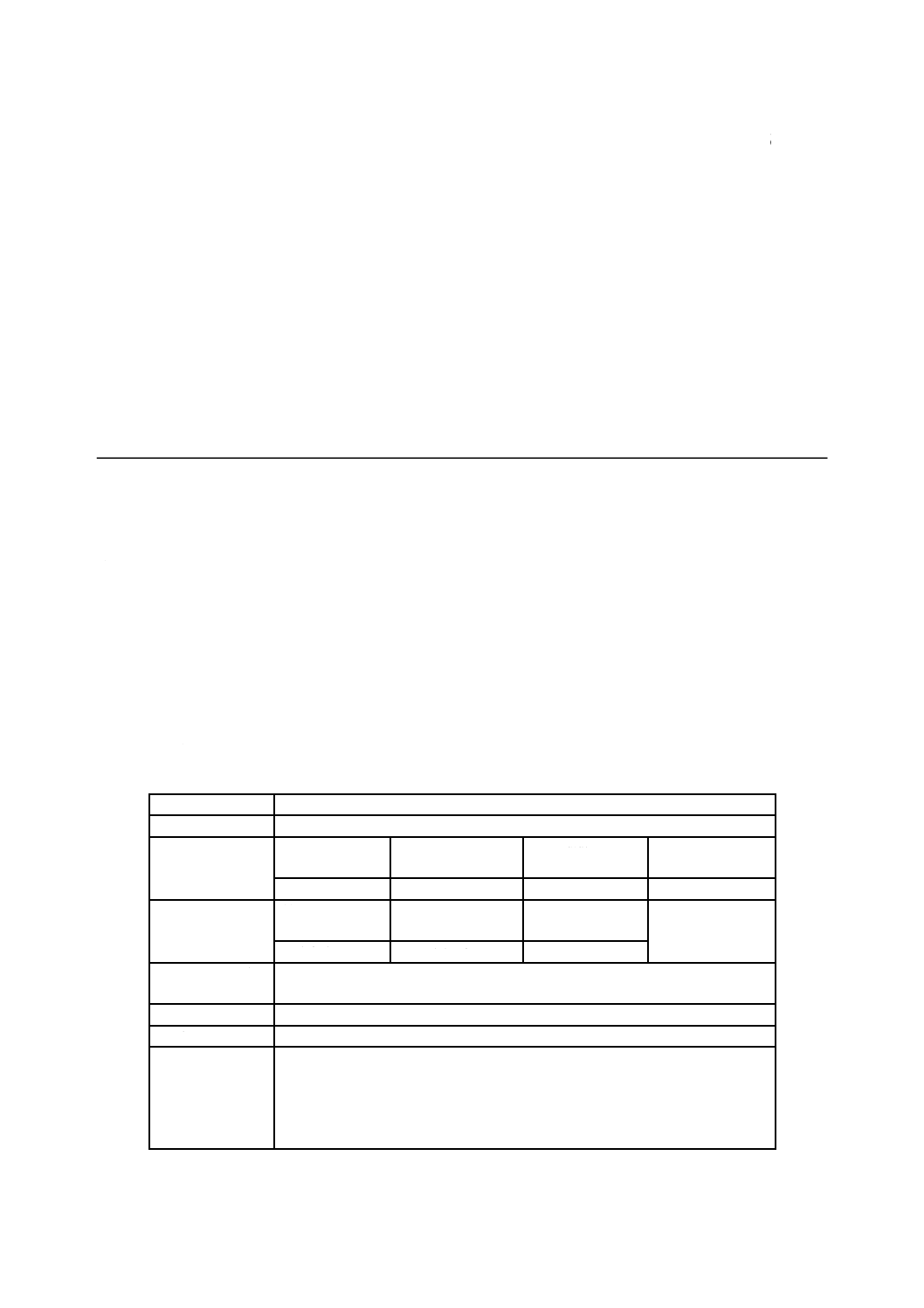
表1−型板ガラスの品質
項目
品質
模様不良
顕著な模様不良があってはならない。
泡
最大外径
2.0 mm 以上
5.0 mm 未満
5.0 mm 以上
10.0 mm 未満
10.0 mm 以上
許容個数
6.0×S a)
3.0×S a)
0
異物
最大外径
2.0 mm 以上
3.0 mm 未満
3.0 mm 以上
許容個数
1.0×S a)
0
点状欠点密集度
径が5.0 mm以上の泡及び径が2.0 mm以上の異物について,2個以上の泡と泡,
異物と異物,又は泡と異物との距離が150 mm以上とする。
線状・帯状欠点
目視で識別できるものがあってはならない。
ひび
目視で識別できるものがあってはならない。
切り口欠点
切り口の欠け,はま欠け,つの,そげ,逃げなどの形状欠点(図1参照)は,
ガラス板の面に垂直に見るときの切りすじ線からの偏差が,次の値以下とす
る。
2.0 mm(2ミリ厚さ),3.0 mm(3ミリ厚さ),4.0 mm(4ミリ厚さ),5.0 mm(5
ミリ厚さ),6.0 mm(6ミリ厚さ)