4
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
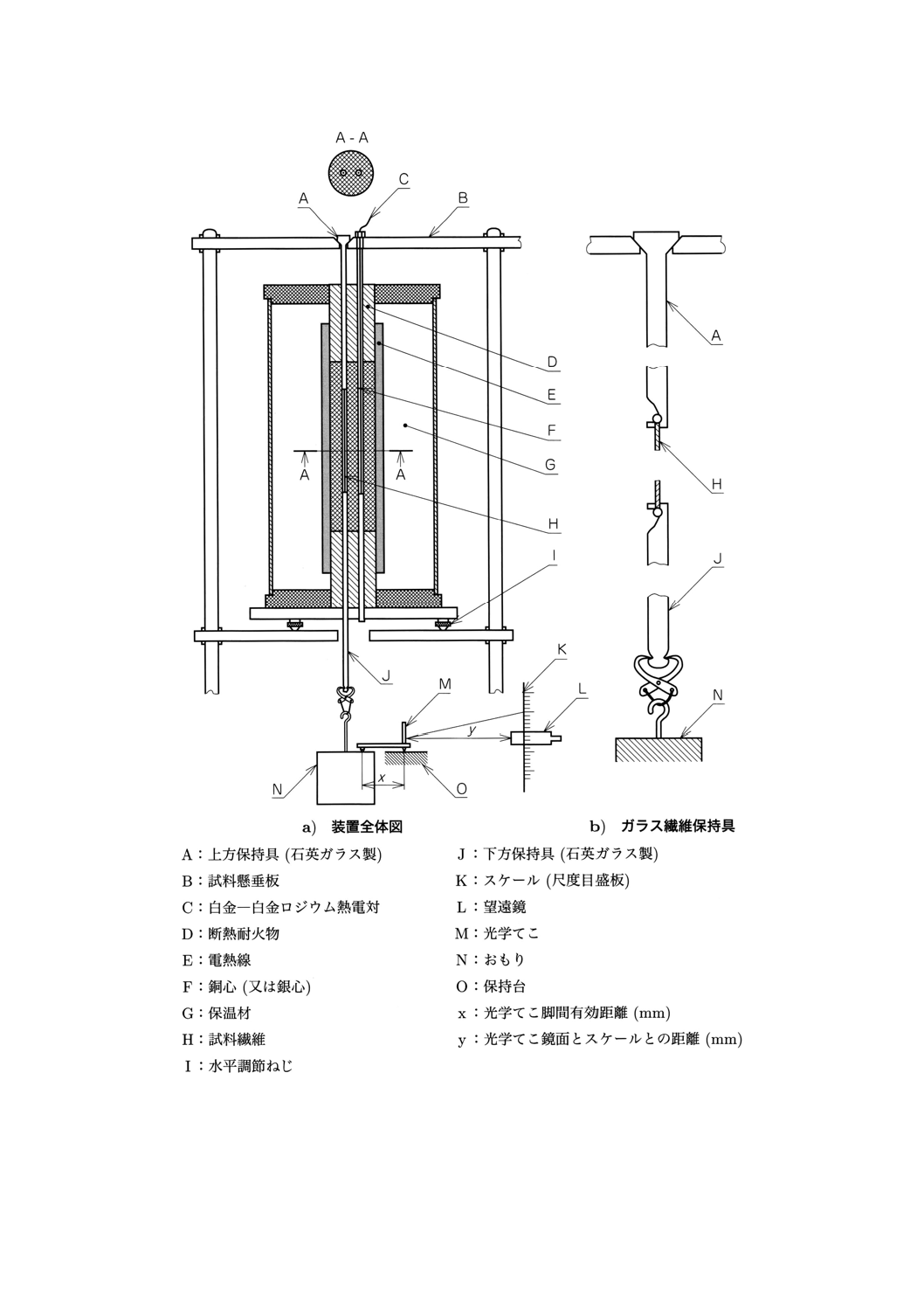
図1 電気炉及び試料繊維の支持具の例
6.3
保持台に光学てこを載せ,保持台の高さ及び望遠鏡スケール(尺度目盛板)の位置を調節する。
R 3103-2 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準法第14条によって準用する同法第12条第1項の規定に基づき,社団法人日本セ
ラミックス協会 (CerSJ) 及び財団法人日本規格協会 (JSA) から工業標準原案を具して日本工業規格を制
定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格であ
る。これによってJIS R 3103 : 1995は廃止され,この規格に置き換えられる。
JIS R 3103-2には,次に示す附属書がある。
附属書1(規定) ガラスの粘性及び粘性定点:ビーム曲げ法による徐冷点及びひずみ点の測定方法
附属書2(参考) JISと対応する国際規格との対比表
JIS R 3103ガラスの粘性及び粘性定点の規格群は,次に示す部編成となっている。
JIS R 3103-1 第1部:軟化点の測定方法
JIS R 3103-2 第2部:繊維引き伸ばし法による徐冷点及びひずみ点の測定方法
JIS R 3103-3 第3部:熱膨張法による転移温度測定方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 3103-2 : 2001
ガラスの粘性及び粘性定点−
第2部:繊維引き伸ばし法による
徐冷点及びひずみ点の測定方法
Viscosity and viscometric fixed points of glass−
Part 2 : Determination of annealing point and strain point by fiber elongation
序文 この規格は,ひずみ点の試験方法として1960年に制定されたJIS R 3103を,内容を見直し,徐冷
点を追加して新たに制定したものである。
なお,関係する国際規格ISO 7884-7 Glass−Viscosity and viscometric fixed points−Part 7 : Determination of
annealing point and strain point by beam bending(ガラスの粘性及び粘性定点−第7部:ビーム曲げ法による
徐冷点及びひずみ点の測定方法)は,現在国内ではあまり普及していないため,附属書に規定することと
した。次回改正時には,ISO 7884-7へのより一層の整合化を検討する予定である。
1. 適用範囲 この規格は,ガラスの繊維引き伸ばし法による徐冷点及びひずみ点の測定方法について規
定する。
備考 この規格の対応国際規格を次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 7884-7 Glass−Viscosity and viscometric fixed points−Part 7:Determination of annealing point
and strain point by beam bending (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS C 1602 熱電対
JIS Z 8401 数値の丸め方
2
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 定義 この規格で用いる主な用語の定義は,次による。
a) 徐冷点 次に述べる試験方法によって測定した温度(1)。
直径約0.65mmの繊維状のガラス試料を電気炉中につるし,その下端に質量mのおもりをつり下げ
て約9.8mNの力で引張り,毎分 (4±1) ℃の速度で冷却したとき,粘性流動によるガラス繊維の見掛
け伸長速度∆l (mm/min) (6.6でいう読みの差)が,式(1)で表す∆lAをとる温度をいう。
2
4
10
50
.2
d
mlf
lA
−
×
∆=
··································································· (1)
ここで,
∆lA: 徐冷点における見掛け伸長速度∆l (mm/min)
m: 試料繊維につり下げたおもりの質量 (kg) (通常1kg)(2)
l: 試料繊維の長さ (mm) (100mm以上)
f: 光学てこ系の倍率(通常50倍以上)(3)
]
離
[光学てこ脚間有効距
]
ールとの距離
[光学てこ鏡面とスケ
=
)
mm
(
)
mm
(
2×
f
d: 試料繊維の平均直径 (mm) (通常0.65mm)
おもりの質量1kg,試料の直径0.65mm及び長さが100mmのとき,ひずみ点における繊維先端の伸
長速度は,0.0592mm/minで,50倍の倍率での∆lAは2.96mm/minである。
注(1) この温度においてガラスの内部応力は,数分で消失する。
(2) おもりの質量とは,おもり及び下方保持具を含む繊維にかかるすべての質量の和である。
(3) 光学てこの代わりに0.01mm以下の変位を検出できる線形電圧出力差動トランス (LVDT) を用
いてもよい。
備考1. この試験方法での,徐冷点におけるガラスの粘性は,近似的に1013.0dPa・sに相当する非平衡
粘性である。
2. l及びdは,試験後の値をとるものとする。
b) ひずみ点 見掛け伸長速度∆lが徐冷点の0.031 6倍となる温度(4)。すなわち,ひずみ点における見掛
け伸長速度∆lStは,式(2)で表される。
∆lSt=0.031 6×∆lA ······································································ (2)
注(4) この温度において,ガラスの内部応力は数時間程度で消失する。
備考 ひずみ点は,測定点を結んだ直線の延長上に求める。ひずみ点におけるガラスの粘性は,近似
的に1014.5dPa・sに相当する。
4. 装置
4.1
電気炉 周囲にマイカ板を介してニクロム線を巻き付けた銅心又は銀心(以下,銅心という。)を中
心にもつ円筒形の電気炉を用いる。銅心には試験試料挿入用及び熱電対挿入用の二つのあながあけてある。
(図1参照)
この電気炉は,その銅心内の試料の存在する部分を毎分約4℃の速度で冷却する際,試験温度域におい
て温度差が±2℃以内のものでなければならない。
4.2
熱電対 白金−白金ロジウムの熱電対(JIS C 1602に規定するタイプR又はS)を,図1 a)のように
銅心へ挿入する。この場合,熱電対の先端部が直接銅心と触れないようにして,試料の中央部と同じ高さ
まで挿入する。
4.3
温度計 熱電対の起電力を0.1℃まで読み取れるものでなければならない。電位差計でもよい。
4.4
試料繊維の支持具 図1 b)に示す。
3
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 試料
5.1
試料調製 石,脈理,泡などのないガラスの小片を選び,適切な方法で,直径が約0.65mmのガラス
繊維を引く。溶融ガラスから直接繊維を引いてもよい。この繊維を100mm以上の長さに切り,両端に直
径1〜2mmの球をもつ試料を作り試験試料とする。この試料の長さ(5)は,100mm以上,直径0.65±0.10mm,
長さ方向の直径の変化は,±0.015mm以内とする。
注(5) ここにいう試料の長さとは,両端の球の付け根間の距離をいう。
備考 ガラス繊維の端部を球状にする際は,ゆるい炎を用い,ガラスがだれないように回転させなが
ら端部を加熱する。
5.2
ガラス繊維寸法のはかり方 直径は,JIS B 7503に規定する目盛0.001mmのダイヤルゲージを用い,
30mm間隔でこれを測定する。更に,試料を90度回し,再び同様に測定する。長さは,ノギスなどを用い
て1mmまで測定する。
6. 測定及び操作
6.1
上方保持具に試料繊維をつるし,それに下方保持具を取り付け,電気炉上部から挿入する。このと
き,おもりは取り付けていない。
6.2
電気炉の電源を調節して,温度が予想されるひずみ点より約70℃高温となったとき直ちに電流を切
り,下方支持棒におもりを付ける。次いで,温度降下速度が (4±1) ℃/minになるように,電気炉電源を
セットする。
備考1. 温度は,必要以上に上げてはならない。温度を上げ過ぎると試料が伸びて,試料糸の有効断
面積が減少し,測定に大きな誤差を生じる原因となる。
2. おもりをつり下げる際は,衝撃のないように,十分に注意しなければならない。この操作は,
おもりをラボラトリジャッキで支持した状態で,試料支持具におもりをかけてから,ラボラ
トリジャッキをゆっくりと下げると順調に行うことができる。
3. 試料及びその支持棒が器壁に触れないように,あらかじめ電気炉の水平調節ねじを調節して
おく必要がある。
4
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 電気炉及び試料繊維の支持具の例
6.3
保持台に光学てこを載せ,保持台の高さ及び望遠鏡スケール(尺度目盛板)の位置を調節する。
5
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.4
スケールの位置を調節後,直ちに測定を開始する。温度の測定とスケールの読み取りは,交互に30
秒間隔で行う。それぞれの値は,1分ごとに読み取ることになる。
6.5
1分間のスケールの読みの差が約0.1mmとなったときを測定の終点とする。
6.6
各1分ごとのスケールの読みの差を,スケール読み取りの中央の時刻の温度における見掛け伸長速
度∆l (mm/min) とする。
7. 計算
7.1
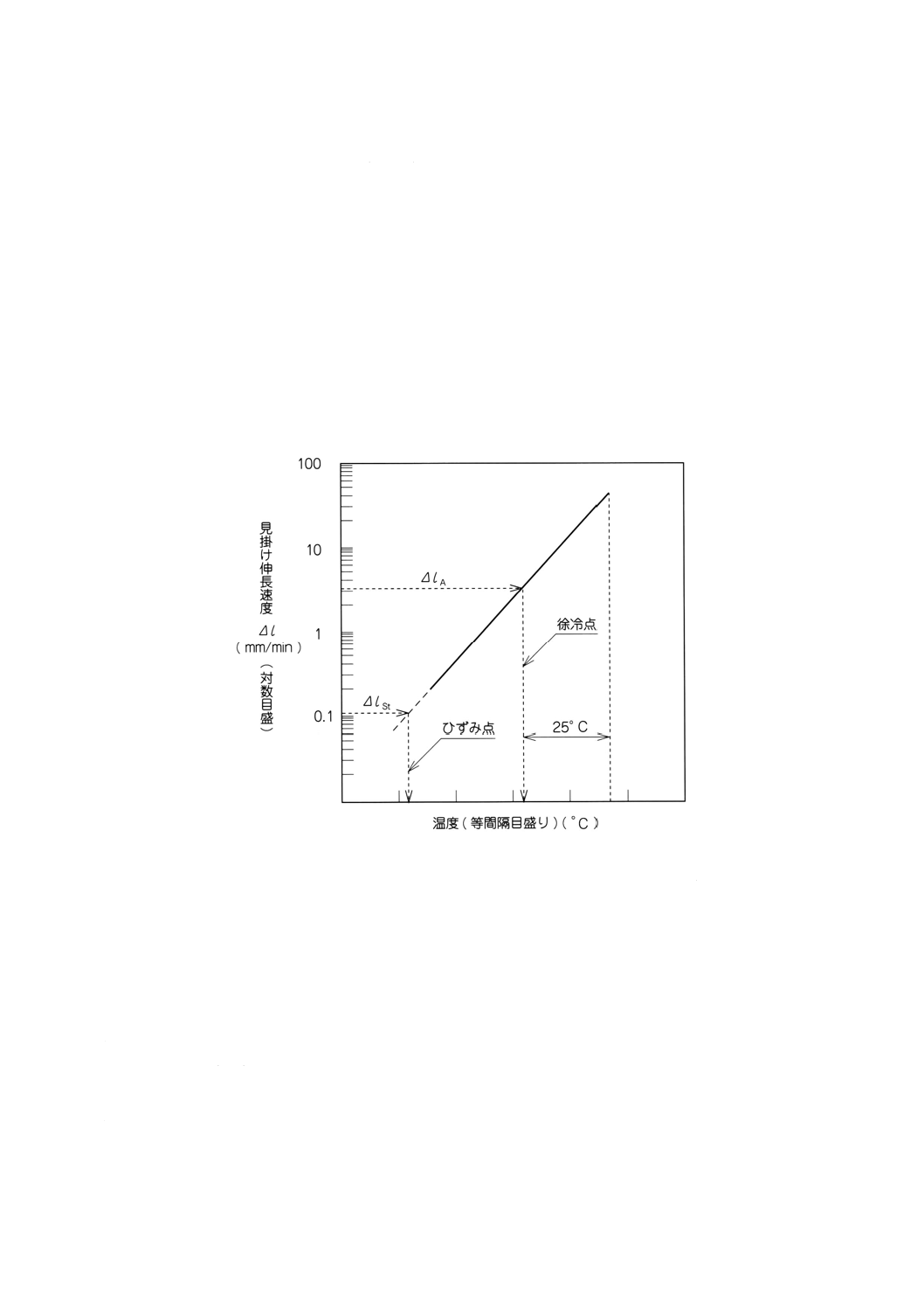
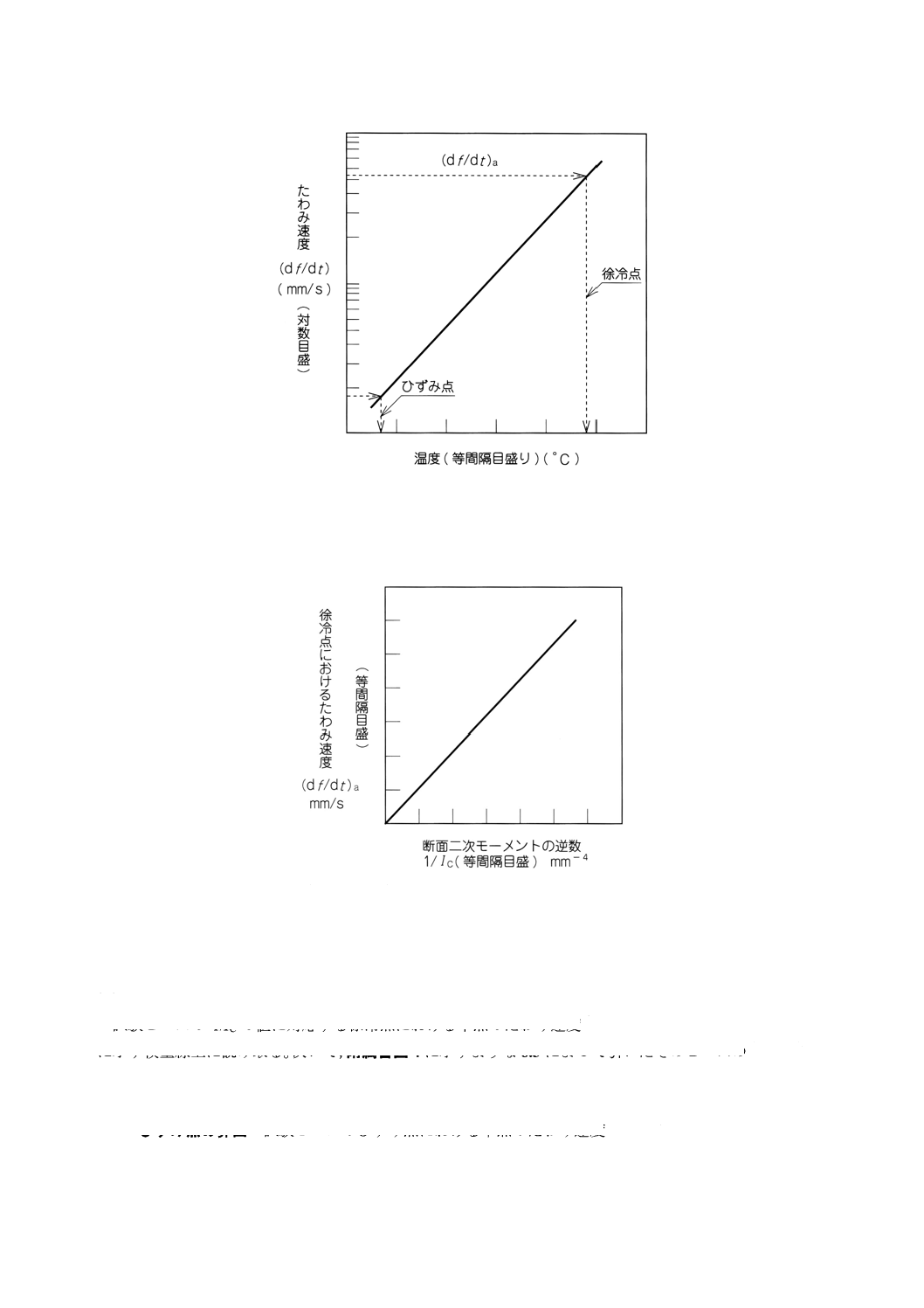
徐冷点の計算法 横軸を等間隔目盛,縦軸を対数目盛の片対数方眼紙(6)を使って,対数目盛の縦軸
に見掛け伸長速度∆l (mm/min) を,等間隔目盛の横軸に温度 (℃) をとって図2のように測定結果をプロッ
トする。その関係は実質的に直線となる。見掛け伸長速度が式(1)による∆lA (mm/min) となる温度を読み取
り,JIS Z 8401によって1℃のけたに丸める。これを試験ガラスの徐冷点とする。
注(6) 片対数方眼紙がないときは,等間隔目盛りの縦軸にlog∆lをとってもよい。
図2 徐冷点及びひずみ点の計算
7.2 ひずみ点の計算法 ガラス繊維の見かけの伸長速度∆l (mm/min) の温度変化の直線を,図2のように,
低温側に破線で示すように外挿する。外挿した直線上に,(3)式の∆lStの値に相当する温度を横軸上に読み
取り,JIS Z 8401によって1℃のけたに丸める。これを試験ガラスのひずみ点とする。
8. 試験報告 試験報告には,次の事項を含む。
a) 使用した規格
b) 試料の記述
c) サンプリングの方法
d) 試験試料の数
e) 試験試料の調製法
f)
使用した装置の形式
6
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) 計算法
h) 徐冷点の値
i)
ひずみ点の値
j)
試験中又は試験後観察したガラスの何らかの変化
7
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定) ガラスの粘性及び粘性定点:ビーム曲げ
法による徐冷点及びひずみ点の測定方法
序文 この附属書(規定)は,1987年に第1版として発行されたISO 7884-7 Glass−Viscosity and viscometric
fixed points−Part 7 : Determination of annealing point and strain point by beam bendingを元に,対応国際規格を
翻訳し,技術的内容を変更することなく作成し,対応国際規格に規定されていない記述を追加した規格で
ある。本体に規定する事項が国内で普及している現状を考慮し,暫定措置として附属書に示したものであ
る。
なお,この附属書1(規定)で点線の下線を施してある箇所は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,ビーム曲げ法によるガラスの徐冷点及びひずみ点の測定方法について規定す
る。これらの測定値は,ガラス器具の製造において冷却プログラムを設定するために有用である。徐冷点
及びひずみ点は,規定された温度降下条件での測定によるものである。
徐冷点及びひずみ点に相当する温度におけるガラスの粘性は,時間に大いに依存する。したがって,こ
の附属書の記述による測定によって得た,又は推定したいかなる粘性も,ガラス構造の平衡状態に相当す
るものとみなすことはできない。
備考1. ISO 7884-1に規定するVFT式にひずみ点を挿入することはできない。徐冷点の挿入は,ある
場合には重大な欠陥をもたらす。
2. ビーム曲げ法による徐冷点及びひずみ点は,ISO 7884-4に規定する装置を使っても測定する
ことができるが,その装置は更に高価であり,また,その操作によって定点以外の粘性−温
度及び粘性−時間の関係を導くことができる。しかしながら,本規格において,装置及び操
作は,定点の測定に限定している。
2. 適用分野 ビーム曲げ法は,適正な測定試料の調整が特別な理由で阻害されない限り,すべてのガラ
スに適用できる。この方法は,何らかの理由によりバーナー加工を採用できないガラスに対して特に適し
ている。
一般的に徐冷点及びひずみ点は,ガラスの種類によって300〜800℃の範囲内に入る。
3. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS C 1602 熱電対
備考 IEC 60584-1 : 1977 Thermocouple : Part 1 Reference tables及びIEC 60584-2 : 1982
Thermo-couple : Part 2 Tolerancesからの引用事項は,この規格の該当事項と同等である。
ISO 7884-1 Glass−Viscosity and viscometric fixed points−Part 1 : Principle for determining viscosity and
viscometric fixed points.
ISO 7884-4 Glass−Viscosity and viscometric fixed points−Part 4 : Determination of viscosity by beam
bending.
8
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 定義 この規格で用いる主な用語の定義は,次による。
4.1
徐冷域 (Annealing range) ガラス製品中の応力が経済的な速度で除去できるような温度範囲。
ガラスを比較する目的で,徐冷域とは次に定義する徐冷点θAからひずみ点θStの間の温度域に相当すると
考える。この範囲は1013dPa・s周辺,又はやや高い値の周辺の粘度に相当する(ISO 7884-1参照)。
4.2
徐冷点 (Annealing point) θA ガラス中の内部応力が数分の程度で実質的に除去できる温度。この規
格の規定に基づく試験の間,試験ビームの中点の粘性たわみ速度は, (4±1) ℃/minの速度で冷却しなが
ら適切な倍率の伸び計で測定する。ミリメートル毎秒で表示した名称上のたわみ速度
t
d
f
d/
は,徐冷点に
おいて理想的には附属書式(1)による。
ここに,(
)a
t
d
f
d/
は徐冷点におけるたわみ速度 (mm/s) を表す。
C
s
a
I
m
l
t
f
3
12
10
5.
44
d
d
×
×
−
=
··························································· (1)
ここで,
f: ビーム中点のたわみ量 (mm)
ls: 支持スパン (mm)
m: 中心につり下げたおもりの質量 (g)
IC: 試験ビームの断面二次モーメント (mm4) (図2参照)
備考 附属書式(1)によって徐冷点を定義するたわみ速度
t
d
f
d/
は,近似的に1013.2dPa・sの粘度に相
当する。
4.3
ひずみ点 (Strain point) θSt 内部応力が数時間の尺度で実質的に除去できるような温度。
ひずみ点は,徐冷点のデータの外挿によって求める。その温度は,粘性たわみ速度が徐冷点におけるた
わみ速度の0.031 6倍であるような温度である。
備考 外挿したたわみ速度は,近似的に1014.7dPa・sの粘度に相当する。
5. 原理 徐冷点は,単純荷重をかけたガラスビームの中点の粘性による曲げ速度の測定によって求める。
参考文献
Hagy, H. E. Experimental evaluation of beam bending method of determining glass viscosities in
the range 108 to 1015 poises. J. Amer. Ceram. Soc., 1963 (vol.46), pp.95-97
ひずみ点は,ついで外挿法によって求める。
既知の徐冷点及びひずみ点をもつ標準ガラス(2)の棒を用いて,装置を直接校正した後,決められた手順
に従って未知試料の徐冷点及びひずみ点を測定する。
注(2) 例えば,ISO 7884-1 : 1987の附属書B粘性校正用標準ガラス参照。
備考 標準ガラスがないときは受渡当事者間の協定による標準ガラスを用いることもできる。
6. 装置
6.1
炉 炉は,適切な温度に保持することに適した合金の抵抗線の巻き線によって,電気的に加熱する。
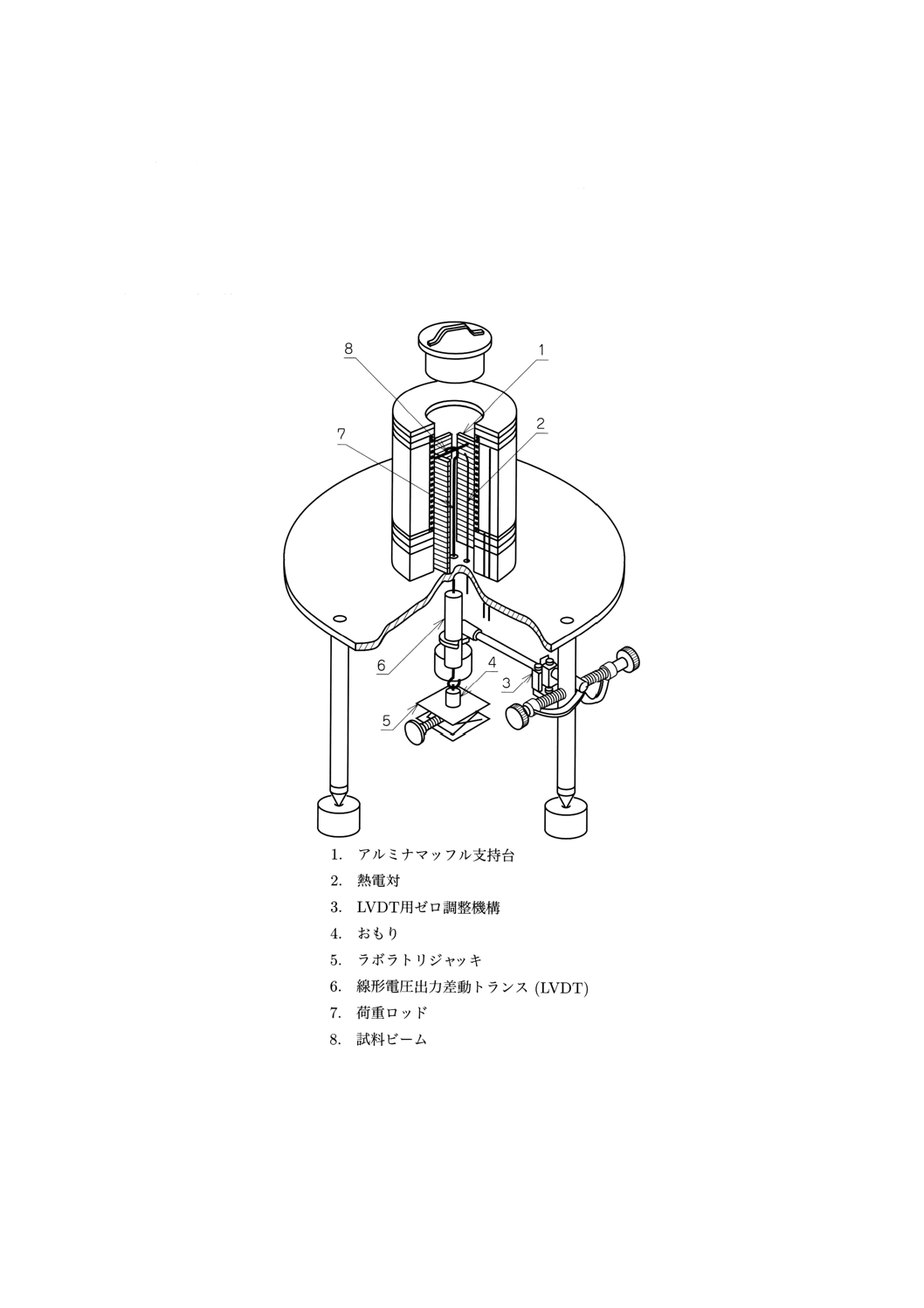
炉の構造と寸法の詳細は重要ではない。附属書図1にビーム曲げ装置の一例を示す。
試料ビームの長さにわたり,かつ炉の垂直軸に沿って未変形のビームから13mm下までの面において温
度差が2℃を超えないような温度分布にする。
6.2
温度測定及び指示計
9
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2.1
アルミナで絶縁した白金−10%白金ロジウム(JIS C 1602に規定するタイプS)熱電対,白金−13%
白金ロジウム(JIS C 1602に規定するタイプR又はS)熱電対又はニッケル−ニッケルクローム(JIS C 1602
に規定するタイプK)熱電対で熱的慣性の低いものとする(熱電対素線の直径は0.5mmを超えてはならな
い。)。素線は,炉の中で(素線に沿っての熱伝導に関して)十分な長さをもつものとする。
6.2.2
制御用の熱電対は,速い応答性を得るために炉の巻き線にできるだけ接近した位置に置く。しかし,
測定用の熱電対の熱接点は,炉の軸の近傍で試験試料の5mm以内に置く。測定用熱電対は校正品でなけ
ればならず,定期的に校正する。
附属書図1 ビーム曲げ装置の一例(参考)
10
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2.3
熱電対の起電力は,ポテンシオメータによるゼロ電流法で求めるか,又はJIS C 1602に規定する
タイプS及びタイプRの熱電対については1μVの感度の,JIS C 1602に規定するタイプKの熱電対につ
いては4μVの感度の高抵抗電子増幅器を使用して求める。冷接点のアイスバスは,試験中0℃に維持する
ことに注意する。もし,温度測定装置に自動冷接点補償がついているならば,アイスバスは取り除いてよ
い。
6.3
炉の制御 炉をアイドリングし昇温速度を制御するための,また非常に硬質のガラスに対しては冷
却速度が5℃/minを超えないように制限するための適切な手段を装備する。市販のプログラムコントロー
ラを使用できるが,手動の連続可変電圧調整器を使うこともできる。
6.4
試料支持台及び荷重ロッド セラミックス製支持台及びセラミックス製荷重ロッドは,それぞれ試
験試料を支持し,また試験試料に荷重をかけるために装備する。熱膨張の差による冷却時の荷重ロッドの
動きを最小にするために,支持台及びロッド両者の熱膨張特性は,非常に近い値のものとする。
参考 試料支持台及び荷重ロッドの検査 試料支持台及び荷重ロッドの両者に使う材料の熱膨張特性
の整合の実効性を評価するために,次の操作を推奨する。
試料ガラスビームの代わりに,直径3.18mmの単結晶サファイアロッドを支持台の上に置く。
荷重ロッドをかけ,センタに合わせる。線形電圧出力差動トランス (LVDT) のコアの端に適度
のおもりを取り付ける。炉頂のふたを閉めて,通常の操作温度範囲より上の温度に加熱する。
伸び計をその測定範囲の中間にセットする。冷却速度を (4±1) ℃/minに調節し,徐冷点測定
の全温度領域を通して1分間隔で伸びの読みを記録する。動きがあってはならない。検出され
たいかなる動きも熱膨張に起因する。動きが0.005mm/minあれば過大であり,次によって修正
する。
a) 前述の手法によって測定した量でこの試験のたわみ量を補正する。
b) 熱膨張の整合性のよりよい材料の組み合わせを選ぶ。
長方形のアルミナマッフルは,適切な支持台でもある。試験試料の位置を決めるため,このマッフルの
側壁にはノッチ(切込み)が入れてある。これらのノッチの支持面は,平たんにし,またその面は,炉の
垂直軸に対して直交させる。この支持面の内側のエッジは,試料ビームが変形を始めたならば,支持スパ
ンと定義されるものになる。約50mmの支持スパンを推奨する。一端を鈎状に火炎で曲げた単結晶サファ
イア棒が荷重ロッドとして適している。取付け方は,図1に示す。
参考 シリカガラスは,支持台と荷重ロッドに適しているが,900℃以上の温度では推奨できない。
6.5
中点のたわみ測定伸び計 ビームの中点のたわみ速度の観測手段は,少なくとも2.5mmの範囲にわ
たって信頼できる値を表示できるものとする。伸び計の目盛は,0.025mm刻みで,0.0025mmを読み取る
ことのできるものである。その精度は,いかなる長さの変化に対しても誤差が±0.005mmを超えないよう
なものとする。この精度を保証するために,伸び計はあらかじめ補正する。LVDTがこの目的に適してい
るが,長さの変化が規定したような信頼性をもって測定できれば,光学的,電気容量的又はその他のデバ
イスも使用できる。LVDTの取付け方を,図1に示す。LVDTのコアは,荷重ロッドの端に取り付ける。
これに対してコイルは,炉の台の脚に取り付ける。ゼロ点調節のためコイルを鉛直に動かすために,ねじ
調節具がコイルの固定部分に付けてある。
6.6
マイクロメータ 試料の寸法測定用で,JIS B 7502に規定する少なくとも0.01mmの精度のもの。
11
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
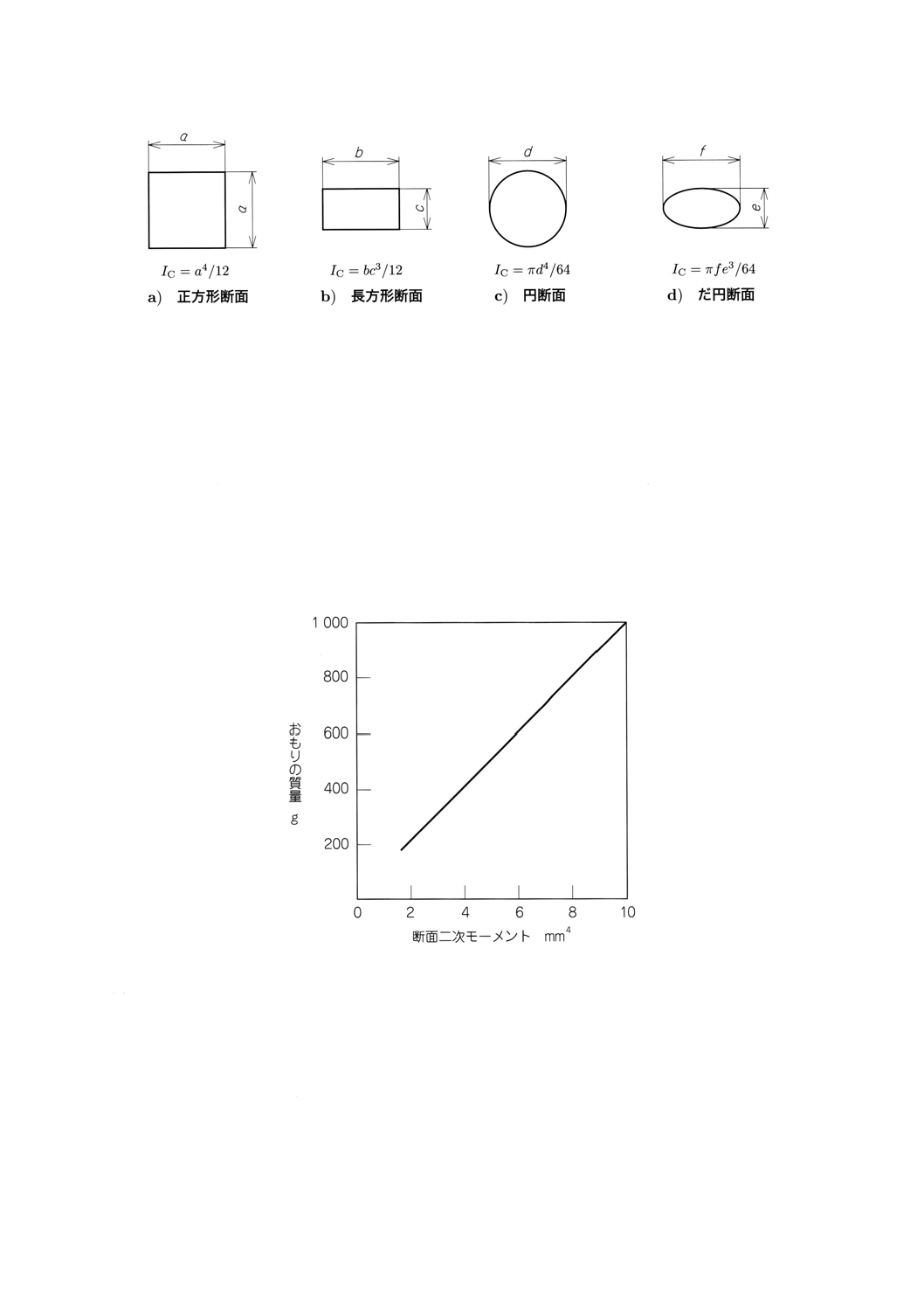
附属書図2 断面二次モーメントIC:各種断面形状に対する値
7. 準備
7.1
試料調製
7.1.1
標準ガラスの試料 その徐冷点が試験対象のガラスの徐冷点に近い標準ガラスを選ぶ。
試料は,火炎引伸し又は,砂すりで丸めて円柱形にするか,若しくはダイヤモンドソーで切断し研磨し
て角柱状に仕上げる。試料の長さ方向の寸法のばらつきは,2%以内に収める。支持スパン50mmに対して
断面二次モーメントは,2〜10mm4の間にする。(他のスパンの値に相当するビームの断面二次モーメント
の値の範囲は,ISO 7884-4に示す式によって計算できる。)
複数個(少なくとも2本)の異なる断面二次モーメントの試料(附属書図2によって計算する)を調製
する。ただし,その断面二次モーメントは2から10mm4の間にする。
附属書図3 試験ビームの断面二次モーメントに対する荷重デバイスの最適質量値
7.1.2
試験試料 試験対象のガラスから試験試料を7.1.1と同様にして調製する。標準ガラスの断面二次
モーメントの範囲は,試験対象のガラスのビームのその値を包含するものとすることに注意する。
7.2
荷重デバイスの調整 測定対象のすべてのビームの断面二次モーメントの平均値から,附属書図3
に示すグラフによって荷重デバイスの最適質量値を決める。荷重ロッド,LVDTのコア,フック,取付け
具及びおもりからなる荷重デバイス系の全質量が最適な質量に近くなるようなおもりを一つ選ぶ。この質
量mは,校正に対するとき及び測定に対するとき共に使用する。
12
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 操作
8.1
測定準備 校正(標準ガラスの試料)並びに,徐冷点及びひずみ点測定(試験試料)は同一の方法
で実施する。
8.1.1
推定される徐冷点の少なくとも25℃下の温度にした炉で,天井のふたを取り,ノッチの位置で支
持台にわたって試料ビームを置く。荷重ロッドを試験試料に注意深くかけ,長いピンセットを使ってそれ
を試験ビームの中心に置く。そしてふたをする。
8.1.2
7.2によって選んだおもりを附属書図1に示すLVDTのコアの端のフックに取り付ける。
8.1.3
伸び計の位置をその測定範囲の下端に合わせる。次いで適度な速度,望ましくは5℃/minの速度で
炉の昇温を開始する。試料の中心のたわみ速度が,ミリメートル毎秒で附属書式(2)の(
)e
t
d
f
d/
の値に達し
たとき,昇温を止め, (4±1) ℃/minの冷却速度に合わせる。
C
s
e
I
l
t
f
3
10
10
7
d
d
×
×
−
=
································································· (2)
この式に使われている記号は附属書式(1)で定義している。
伸び計をその測定範囲の下端に再調整する。
備考 このたわみ速度は,1012dP・sの粘度に相当し,試料のもつ熱履歴を確実に消去できる。
8.1.4
冷却を開始したならば,直ちに伸び計とポテンシオメータを交互に30秒ごとに読み取る。それぞ
れの値は,1分ごとに読み取ることになる。読み取りを徐冷点の下10℃まで続ける。伸び計が徐冷点で期
待するたわみ速度の3分の1未満になったときに,この温度に達する。もし,試験中に伸び計の指示が目
盛から外れたならば,鉛直ゼロ点調整ねじで測定範囲の下端に合わせる。ビームの全たわみ量が10mmを
超えてはならない。
8.1.5
各1分間隔ごとの伸び計の読みの変化量を60sで除した値を,伸び読み取りの中央の時刻の温度に
おける中点のたわみ速度の値とする。横軸が等間隔目盛(長さ約400mm),縦軸を3けたの対数目盛(長
さ約250〜300mm)の片対数方眼紙を使って,温度を横軸に,中点のたわみ速度 (mm/s) を縦軸にとって
プロットする。その関係は,実質的に直線となる。図4に示すように,プロットした点を代表する直線を
引く。
8.2
校正 7.1.1で調製した各標準ガラスのビームについて8.1.1〜8.1.4による測定を行い,8.1.5及び附
属書図4によってデータをプロットする。
標準ガラスの既知の徐冷点から,その標準ガラスの各ビームに対して附属書図4に示すグラフによって
関係する中点のたわみ速度(
)a
t
d
f
d/
を求める。
上で求めた(
)a
t
d
f
d/
の値を,標準ガラスのそれぞれのビームに対する1/IC(附属書図2によってICを計
算)の値に対してプロットし,附属書図5に示す直線図を描く。
13
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図4 たわみ速度の温度依存性のグラフ解析
これは,試験測定に対する検量線である。使用のときに応じて,装置を定期的に校正することを薦める。
8.3
試験測定 7.1.2によって調製した試験ガラスビームについて,8.1.1〜8.1.4によって測定を行い,8.1.5
によって附属書図4のようにデータをプロットする。
附属書図5 標準ガラス試験ビームについての断面二次モーメントの逆数に対する
たわみ速度の関係の検量線
9. 計算
9.1
徐冷点の算出 試験ビームの寸法を用いて,附属書図2によって断面二次モーメントICを計算する。
試験ビームの1/ICの値に対応する徐冷点における中点のたわみ速度(
)a
t
d
f
d/
を,8.2による附属書図5
に示す検量線上に読み取る。次いで,附属書図4に示すような8.3によって引いたそのビームの(
)a
t
d
f
d/
と
温度のプロットにおいて,求める温度を横軸上に読み取り,四捨五入して1℃のけたに丸める。これが試
験ガラスの徐冷点θAである。
9.2
ひずみ点の算出 試験ビームのひずみ点における中点のたわみ速度(
)s
t
d
f
d/
は,次に示す式(3)を使
って計算する。
14
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(
)s
t
d
f
d/
=0.031 6(
)a
t
d
f
d/
························································· (3)
そのビームに対するデータのプロット(附属書図4に示す。)の直線を低温側に外挿する。
外挿したデータから,上で決めた(
)s
t
d
f
d/
の値に相当する温度を横軸上に読み取り,四捨五入して1℃
のけたに丸める。これが試験ガラスのひずみ点θStである。
9.3
精度及び正確さ 一般にこの操作では,試験ガラスの徐冷点は標準ガラスの値の±2℃(標準偏差)
以内に収まる。装置の正確性の試験は,一つの標準ガラスで校正して,その検量線を使って別の標準ガラ
スを測定して行う。もし,別の標準ガラスの値がその保証値の2℃以内にあるならば,優れた性能が確立
されている。もし,徐冷点の上昇とともに差が増大するような誤差が発生するならば,温度測定又は温度
分布の問題が存在するので,測定装置の改造が必要である。この改造をしても改善されなければ,未知の
ガラスは,そのガラスに徐冷点ができるだけ近い標準ガラスで校正しなければ,測定すること不可能であ
る。
10. 試験報告 試験報告には,次の事項を含む。
a) 使用した規格
b) 試料の記述
c) サンプリングの方法
d) 試験試料の数
e) 使用した装置の形式
f)
試験試料の調製法及び形状
g) 校正用標準試料及び補正
h) 摂氏表示の徐冷点
i)
摂氏表示のひずみ点
j)
試験中又は試験後観察したガラスの何らかの変化
1
5
R
3
1
0
3
-2
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) JISと対応する国際規格との対比表
JIS R 3103-2 : 2001 ガラスの粘性及び粘性定点−第2部:繊維引き伸ばし法によ
る徐冷点及びひずみ点の測定方法
ISO 7884-7 : 1987 Glass−Vlscosity and viscometric fixed points−Part 7:Determination
of annealing point and strain point by beam bending(ガラスの粘性及び粘性定点−第7
部:ビーム曲げ法による徐冷点及びひずみ点の測定方法)
(I) JISの規定
(II) 国際規
格番号
(III) 国際規格の規定
(IV) JISと国際規格との技術的差異の項目ごと
の評価及びその内容
表示箇所:序文
表示方法:附属書1にISOの規定を記載
(V) JISと国際規格との技術的差異の
理由及び今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異の内容
本文
繊維引き伸ばし法に
よるガラスの徐冷点
及びひずみ点の測定
方法
−
−
−
MOD/追加
JISでは,ISOに規定されていな
い“繊維引き伸ばし法による測
定方法”を本文に規定している。
日本では,“繊維引き伸ばし法に
よる測定方法”が広く普及している
現状があるため,左記のとおり対応
した。
ただし,次回改正時には,ISO
7884-7を基本としたJISにすること
を検討する予定である。
附
属
書
1
1.適用範
囲
ビーム曲げ法による
徐冷点及びひずみ点
の測定方法
ISO
7884-7
1.
JISに同じ。
IDT
−
−
2.適用分
野
ビーム曲げ法が適用
できる分野を規定
ISO
7884-7
2.
JISに同じ。
IDT
−
−
3.引用規
格
JIS B 7502
JIS B 1602
ISO 7884-1
ISO 7884-4
ISO
7884-7
3.
IEC 584-1
ISO 7884-1
ISO 7884-4
MOD/追加
JISでは,ISOで引用していない
規格を引用している。
JISの体系上引用したものであり,技
術上の差異はない。
4.定義
徐冷域,徐冷点及びひ
ずみ点について定義
している。
ISO
7884-7
4.
JISに同じ。
IDT
−
−
5.原理
ビーム曲げ法の測定
原理を規定している。
ISO
7884-7
5.
JISに同じ。
IDT
−
−
1
6
R
3
1
0
3
-2
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I) JISの規定
(II) 国際規
格番号
(III) 国際規格の規定
(IV) JISと国際規格との技術的差異の項目ごと
の評価及びその内容
表示箇所:序文
表示方法:附属書1にISOの規定を記載
(V) JISと国際規格との技術的差異の
理由及び今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異の内容
6.装置
測定装置について規
定している。
ISO
7884-7
6.
JISに同じ。
IDT
−
−
7.準備
試験試料などの事前
準備について規定し
ている。
ISO
7884-7
7.
JISに同じ。
IDT
−
−
8.操作
測定操作方法につい
て規定している。
ISO
7884-7
8.
JISに同じ。
IDT
−
−
9.計算
徐冷点,ひずみ点の算
出方法について規定
している。
ISO
7884-7
9.
JISに同じ。
IDT
−
−
10.試験
報告
試験報告書に記述す
る事項を規定してい
る。
ISO
7884-7
10.
JISに同じ。
IDT
−
−
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
−IDT…………………技術的差異がない。
−MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
−MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
−MOD/変更……… 国際規格の規定内容を変更している。
−MOD/選択……… 国際規格の規定内容と別の選択肢がある。
−NEQ ……………… 技術的差異があり,かつ,それがはっきりと識別され説明されていない。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
−IDT ……………… 国際規格と一致している。
−MOD……………… 国際規格を修正している。
−NEQ ……………… 技術的内容及び構成において,国際規格と同等でない。
17
R 3103-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
(委員長)
坂 田 浩 伸
東海大学工学部工学部
山 中 裕
工業技術院大阪工業技術研究所光機能材料部
岸 井 貫
千葉工業大学
吉 井 純 行
社団法人ニューガラスフォーラム
上 部 隆 男
東京都立産業技術研究所
坂 口 茂 樹
NTT光エレクトロエクス研究所
荻 原 覚
日立製作所日立研究所開発センタ
砂 田 貴
日本板硝子株式会社研究技術企画部
中 尾 泰 昌
旭硝子株式会社中央研究所
林 和 孝
HOYA株式会社R&Dセンター開発研究所
栗 山 延 也
セントラル硝子株式会社硝子研究所
吉 田 晃 雄
社団法人日本硝子製品工業会
鈴 木 由 郎
社団法人日本セラミックス協会
橋 本 進
財団法人日本規格協会技術部規格開発室
真 鍋 隆
通商産業省生活産業局
八 田 勲
工業技術院標準部
(事務局)
神 里 達 平
社団法人日本セラミックス協会