5
R 2208 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(13) 実際の平均温度(7.7参照)
(14) 実際の平均温度での保持時間(7.7参照)
(15) 加熱後の試験片の外観(7.10.1参照)
(16) 各試験片及び各れんがについての線又は容積変化の百分率の個々の値と平均値(及び正か負か)
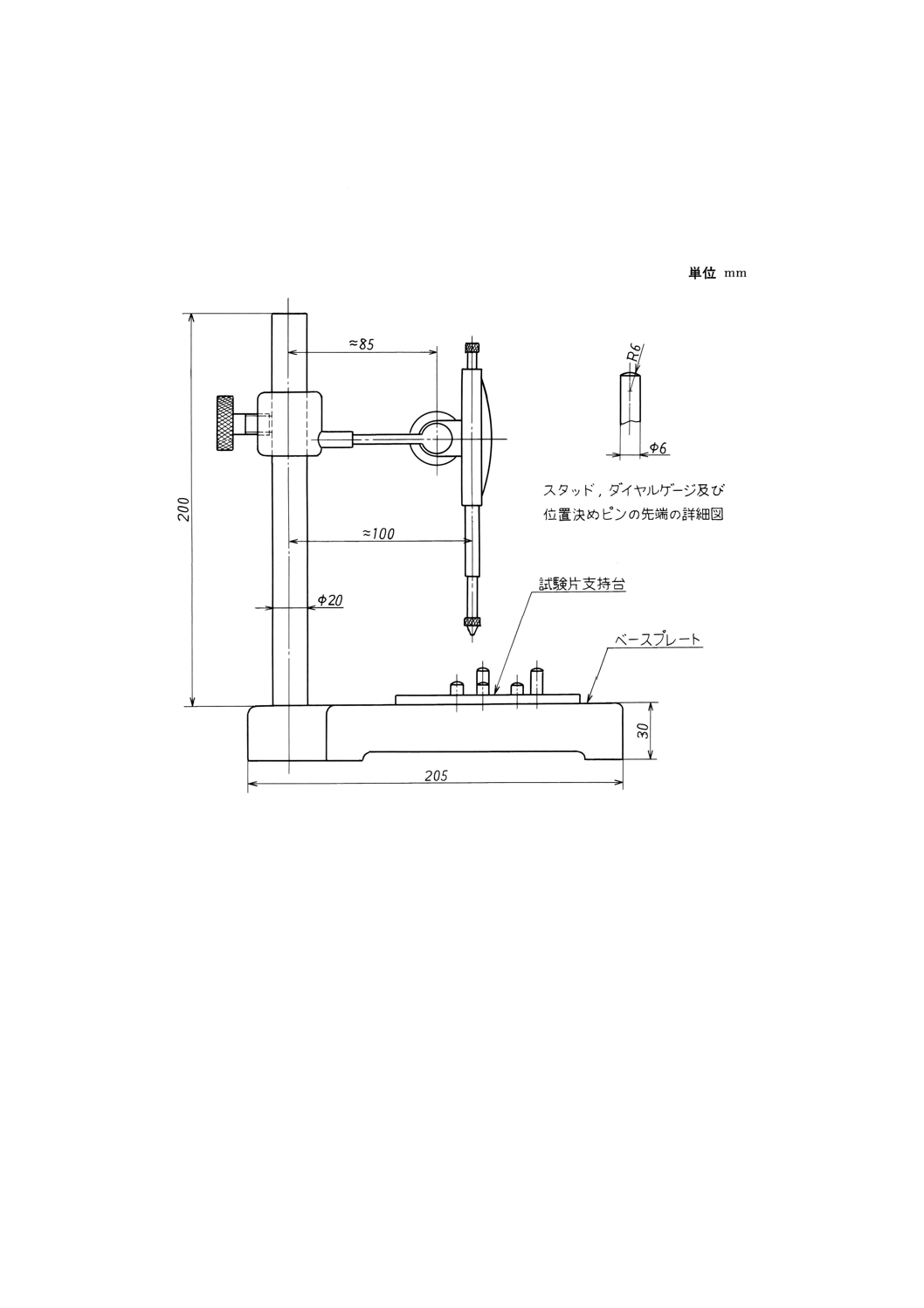
図1 測定装置の寸法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 2208 : 1998
ち(緻)密質耐火れんが−加熱による
残存寸法変化率の測定方法
Dense shaped refractory products−
Determination of permanent change
in dimensions on heating
序文 この規格は,1987年第2版として発行されたISO 2478 (Dense shaped refractory products−
Determination of permanent change in dimensions on heating) を翻訳し,原国際規格の様式によって作成した
日本工業規格であるが,規格の名称を“ち(緻)密質耐火れんがの加熱による残存寸法変化率の測定方法”
とし,規格内容の一部を我が国の実情に即して変更した。
なお,この規格で点線の下線を施してある箇所は,原国際規格の規定内容を変更した事項又は原国際規格
にない事項である。
1. 適用範囲 この規格は,ち密質耐火れんがの残存寸法変化率の二つの測定方法について規定する。カ
ーボン含有製品には適用しない。
2. 引用規格 この規格の引用規格を,次に示す。
ISO 5017 Dense shaped refractory products−Determination of bulk density, apparent porosity and true
porosity
参考 この内容は,JIS R 2205(耐火れんがの見掛気孔率・吸水率・比重の測定方法)と同等であ
る。
ISO 5022 Shaped refractory products−Sampling and acceptance testing
参考 この内容は,JIS Z 9001(抜取検査通則)と同等である。
3. 用語の定義 この規格で用いる用語の定義は,次による。
3.1
加熱による残存寸法変化 耐火れんがを所定の温度で所定の時間加熱し,室温まで冷却後に残存す
る膨張又は収縮。
3.2
ち密質耐火れんが ISO 5017によって測定した真気孔率(体積百分率)が45%未満の耐火れんが。
参考 この真気孔率は,JIS R 2205によって測定したかさ比重Db及び真比重Dt並びに式(1)を用いて
求めた真気孔率Ptと一致している。
()
%
100
1
6
6×
−DD
Pt
··································································· (1)
2
R 2208 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 原理(試験方法の) 角柱又は円柱の耐火れんがの試験片を各れんがから切り出し,乾燥後,長さ寸
法(方法1)又は容積(方法2)を測定する。試験片を酸化雰囲気に保持した炉の中で,規定された昇温速
度で所定の温度まで加熱し所定の時間保持する。室温まで冷却した後,試験片の測定を再度行い,残存線
変化率又は容積変化率を計算する。
5. 装置
5.1
炉 6.2による試験片を連続的な酸化雰囲気中,規定速度(7.6参照)の昇温及び所定の時間試験温
度で加熱することができる電気炉又はガス炉。
備考 電気炉の使用を薦めるが,炉の雰囲気を連続的に酸化雰囲気に保ち,その状態を監視する設備
がある場合はガス炉でもよい。
5.2
熱電対温度計 試験片の占める空間周辺の温度及び温度分布を測定するために最低3本用意する。
5.3
温度・時間記録計 熱電対温度計(5.2)と連結して使用して連続的に温度を記録する。
5.4
長さ測定器(方法1用) 次のいずれかによる。
(1) 表面を研磨したベースプレート(図1)を備えたスタンドに取り付けられた最小読取値0.01mmのダ
イヤルゲージ又はマイクロメータからなるダイヤルゲージ装置並びに図2に示すような試験片支持用
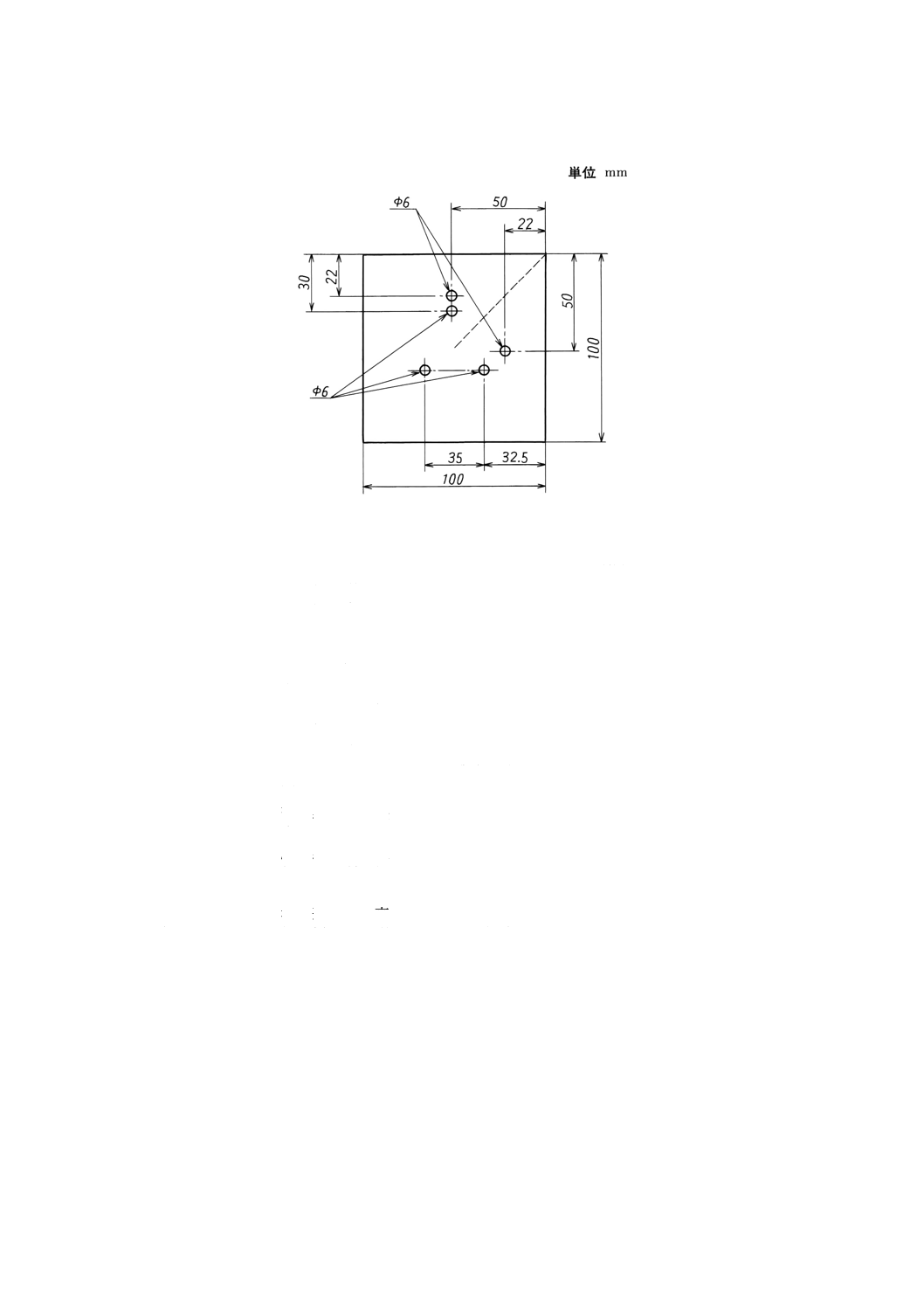
の3本のスタッド及びその位置を定める2本のピンをもつ試験片支持台が望ましい。位置決めピンの
寸法は図2による。支持台の裏面は平滑に研磨する。直方形の試験片をスタッド上に均等に置けるよ
うに支持台の一つの角に対角線マークを入れる。長さ既知の円柱を装置の目盛確認に用いる。
参考 支持台は,加熱前後のダイヤルゲージ又はマイクロメータによる測定が,試験片表面の同じ点
でなされるように,試験片の支持及び位置を定めるために用いる。
(2) 最小読取値0.01mmのノギス。
備考 試験片支持台は用いない。
5.5
容積測定器(方法2用) 水置換方式で,ISO 5017に規定する方法(7.2.2参照)によってかさ容積
を測定する。
5.6
乾燥炉 有効な換気ができる開口部をもつものとする。
参考 温度を110±5℃に保持することができる自動温度調節器付き電気恒温器が望ましい。
6. 試験片
6.1
試料採取 試験するれんがの数は,受渡当事者間で合意されている試料採取方法(例えば,ISO 5022)
によって決定する。
6.2
試験片の準備 各れんがから1個の試験片を採る(参考参照)。試験片は,次のいずれかの形状にす
る。
角柱: 50mm×50mm×60±2mm
円柱: 直径50mm,長さ60±2mm
各試験片のれんが中での位置を記録する。角柱の50mm×50mmの面若しくは円柱の端面は,平らで平
行になるように試験前に研磨する。各試験片を適切な印によって区別する。
備考 れんがの大きさによっては,1個以上の試験片を採ってもよい。
参考 寸法60mmは,もし,分かっていれば製造時の成形加圧方向にすることが望ましい。
3
R 2208 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 操作
7.1
試験片の乾燥 各試験片を乾燥炉(5.6)で110±5℃で恒量になるまで乾燥する。
参考 測定した質量に0.1g以上の差がなければ恒量とする。
7.2
試験片の測定
7.2.1
長さの測定(方法1) 次のいずれかの方法による。
(1) 長さ測定器 [5.4(1)] を用い,次による。
(a) 長さ既知の円柱を用い,長さ測定器の目盛を確認する。60mm寸法の部分が垂直になるように試験
片を支持台の上に置く。角柱試験片の場合は,一つの角を支持台の上の対角線の印に合わせる。そ
して,この角に印を付け,加熱後の測定時にも試験片を同じ位置に置けるようにする。円柱試験片
の場合は,支持台の対角線マークの近くに印を付ける。
(b) ベースプレートの上で試験片の載った支持台を動かし,精度0.01mmで試験片の長さを4か所で測
定する。角柱試験片の場合は,4か所は各角から20〜25mm離れた対角線上,円柱試験片の場合は,
円周から10〜15mm離れ直角に交わる二つの直径上にある。
(c) 各測定点を記録する。
(2) 長さ測定器 [5.4(2)] を用い,次による。
(a) 角柱試験片の場合は,各角から20〜25mm離れた対角線上,円柱試験片の場合は,円周から10〜15mm
離れ直角に交わる二つの直径上にある4か所に,高温で消失しない薬品で印を付ける。
(b) 長さ測定器を用い,各印部の60mm寸法を測定し,その平均値を求める。
7.2.2
容積の測定(方法2) ISO 5017によって試験片のかさ比重に関する測定をする。測定結果から,
かさ容積VBを計算によってcm3で式(2)から求める。
ρ
1
2m
m
VB
−
=
·········································································· (2)
ここに, m1: 液中試験片の見掛け質量 (g)
m2: 飽液試験片の質量 (g)
ρ: 媒液の比重 (g/cm3)
参考 ISO 5017の内容は,JIS R 2205と同等である。
7.3
試験片の炉への配置 試験片が角柱の場合は50mm×50mmの面が,円柱の場合はその端面が下にな
るように,炉(5.1)に置き,電気炉では直接の放射熱を,ガス炉では直接炎に触れることを防ぐ。試験片は,
互いに重ねてはならない。高温ガスの循環を自由にするために,試験片は互いに20mm以上離し,炉壁か
ら50mm以上離して置く。試験片は厚さ30〜65mmの同材質又は試験片と作用しない材質のれんがの上に
置き,高さ20〜50mmで約80mm間隔に置いた断面が三角形の二つの支持台の頂点に平らに置く。
7.4
試験温度 試験温度は,800℃,又は50℃の倍数でそれより高い温度とする。
7.5
温度測定及び温度分布 炉壁及び発熱体から離して,また,炎に触れないように置かれた少なくと
も3本の熱電対温度計を用い,試験片の置かれている空間範囲の温度分布を測定し記録することが望まし
いが,電気炉の場合は,あらかじめ温度分布を確認しておき,試験時の温度測定は中央部に設置した1本
の熱電対温度計で行ってもよい。熱電対温度計間の温度変動は20℃を超えてはならない。
7.6
加熱 次のうちの一つで炉の温度を上げる。
(1) 試験温度が1 250℃までの場合
:室温から試験温度の50℃下まで 5〜10℃/min
:残りの50℃ 1〜5℃/min
(2) 試験温度が1 250℃を超える場合 :室温から1 200℃まで 5〜10℃/min
4
R 2208 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
:1 200℃から試験温度の50℃下まで 2〜5℃/min
:残りの50℃ 1〜5℃/min
参考 残りの50℃では,1〜2℃/minの昇温速度が望ましい。
けい石れんがについては,室温から試験温度まで0.5〜2℃/minの昇温速度が望ましい。
7.7
試験温度の保持 試験温度±10℃以内で3本の熱電対温度計が示す各温度を,2時間又は5時間保持
し,実際の試験温度としてこれら三つの温度の平均値を記録する。使用する炉が電気炉で,あらかじめ温
度分布を確認した場合は,中央部に設置した1本の熱電対温度計が示す温度でもよい。
備考 もし要求されれば,12時間又は24時間の更なる試験を実施してもよい。
7.8
炉雰囲気の試料採取 ガス炉では,7.7に規定する期間中,時々試験片の近傍から雰囲気ガスを採取
し,酸素含有量を測定する。
7.9
冷却 炉を停止し,試験片は,炉内で自然冷却する。
参考 けい石れんがについては,0.5〜2℃/minの降温速度が望ましい。
7.10 加熱後試験片の測定
7.10.1 長さの測定(方法1) 加熱中に生じた火膨れや自然付着物に特に注意して試験する。もし測定点
がこのような欠陥で影響されるならば,代わりに最も近くの影響を受けない点で測定する。もし必要なら,
これらの欠陥と測定装置の3点支持具との接触を避けるよう試験片を回転する。これらの制限を排除して,
7.2.1に規定する4か所で試験片の長さを測定する。
7.10.2 容積の測定(方法2) 7.2.2と同じ方法で試験片の容積を測定する。
8. 結果の表示 長さの変化(方法1)又は容積変化(方法2)のいずれかで残存変化を表示する。関連す
る量の変化,∆L又は∆Vと元の値L0又はV0の百分率,すなわち
0
L
L
∆×100又は
0
V
V
∆×100を計算する。方法1
では,各計測点での長さの変化を計算する。長さ,容積の増加は (+) ,減少は (−) で報告する。各試験
片についての個々の値を平均値とともに報告する。
参考 値は,JIS Z 8401(数値の丸め方)によって小数点以下2けたに丸めることが望ましい。
9. 試験報告 試験報告には,次の事項を記載する。
(1) 試験実施施設名
(2) 試験実施日付
(3) この規格を明記,すなわち,“JIS R 2208 : 1998(方法1又は方法2による。)ち(緻)密質耐火れんが
−加熱による残存寸法変化率の測定方法”
(4) 試験材の記述(製造業者,種類及びバッチナンバ)
(5) 試験れんがの数(6.1参照)
(6) れんが当たりの試験片の数
(7) 試験片の寸法及び原れんがでの位置(6.2参照)
(8) もし特有のものならば,用いた長さ測定器の種類
(9) 使用した炉の種類(5.1参照)
(10) もし要求されれば,炉雰囲気の酸素含有量(7.8参照)
(11) 用いた加熱スケジュール(7.6参照)
(12) 指定試験温度
5
R 2208 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(13) 実際の平均温度(7.7参照)
(14) 実際の平均温度での保持時間(7.7参照)
(15) 加熱後の試験片の外観(7.10.1参照)
(16) 各試験片及び各れんがについての線又は容積変化の百分率の個々の値と平均値(及び正か負か)
図1 測定装置の寸法
6
R 2208 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 試験片支持台
調査研究委員会 構成表
氏名
所属
(委員長)
山 口 明 良
名古屋工業大学
富 田 育 男
通商産業省生活産業局
岡 林 哲 夫
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
荒 木 慎 介
耐火物協会
海老名 克 己
三菱マテリアル株式会社セメント事業本部生産技術部
小 松 英 雄
旭硝子株式会社セラミックス事業部
中 村 幸 弘
新日本製鐵株式会社プロセス技術研究所
鈴 木 隆 夫
住友金属工業株式会社製鋼技術研究所
高 橋 忠 明
NKK製鋼技術開発部
○ 岡 本 孝 雄
川崎炉材株式会社
○ 菅 野 登
イソライト工業株式会社技術研究所
○ 沓 掛 行 徳
旭硝子株式会社高砂工場
○ 鹿 野 弘
黒崎窯業株式会社
○ 仁 科 利 純
品川白煉瓦株式会社生産本部
○ 前 田 繁 徳
ハリマセラミック株式会社生産技術部
○ 渡 辺 高
東芝セラミックス株式会社
(事務局)
細 川 周 明
耐火物技術協会
備考 ○印は,分科会委員を兼ねる。