R 2206-2:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 原理······························································································································· 2
5 趣旨及び利用 ··················································································································· 2
6 装置及び器具 ··················································································································· 2
7 試験片···························································································································· 3
8 操作······························································································································· 5
9 結果の表示 ······················································································································ 5
10 試験報告 ······················································································································· 6
附属書JA(参考)JISと対応する国際規格との対比表 ································································· 7
R 2206-2:2007
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,耐火物技術協会(TARJ) 及び財団法人日本規
格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会
の審議を経て,経済産業大臣が制定した日本工業規格である。
これによってJIS R 2206:1991は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS R 2206の規格群には,次に示す部編成がある。
JIS R 2206-1 第1部:パッキングを用いない方法
JIS R 2206-2 第2部:パッキングを用いる方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 2206-2:2007
耐火れんがの圧縮強さの試験方法−
第2部:パッキングを用いる方法
Testing methods for cold compressive strength of refractory bricks-
Part 2: Test with packing
序文
この規格は,2003年に第1版として発行されたISO 10059-2を基に,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格にはない事項である。変更の
一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,耐火れんがの圧縮強さの試験方法のうち,パッキングを用いる方法について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 10059-2:2003,Dense, shaped refractory products−Determination of cold compressive strength−
Part 2: Test with packing (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0621 幾何偏差の定義及び表示
JIS B 7507 ノギス
JIS B 7524 すきまゲージ
JIS B 7526 直角定規
JIS B 7721 引張・圧縮試験機−力計測系の校正・検証方法
JIS R 2001 耐火物用語
JIS S 6032 プラスチック製定規
JIS R 2206-1 耐火れんがの圧縮強さの試験方法−第1部:パッキングを用いない方法
JIS Z 8103 計測用語
JIS Z 8401 数値の丸め方
2
R 2206-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0621,JIS B 7721,JIS R 2001及びJIS Z 8103による。
4
原理
試験片の各荷重負荷面が負荷ジグの加圧板と直接接触しないようにパッキングによって分離する。この
試験片に規定の条件下で,試験片が破壊するまで圧縮荷重を負荷する。破壊するまでに示した最大荷重を,
荷重をかけた試験片の平均断面積で除して圧縮強さを求める。
5
趣旨及び利用
この規格で規定する試験は,圧縮強さの究極又は真の値をもたらすというよりも日常試験及び品質管理
試験を目的としている。圧縮強さの真の値に関しては,JIS R 2206-1の中で規定する方法を用いるとよい。
6
装置及び器具
6.1
機械式又は油圧式圧縮試験機 圧縮試験機は,JIS B 7721の箇条7(試験機の等級)に規定する1等
級以上のものとする。
装置は,試験片に荷重が負荷できなくなるまで,圧縮応力度が毎秒1.0±0.1 MPaの割合で増加できるも
のでなければならない。試験時の最大荷重が,レンジ容量の1/5からレンジ容量までの範囲で使用する。
同一試験機でレンジ容量を変えることができる場合は,それぞれのレンジ容量を別個のレンジ容量とみな
す。
6.2
上下の加圧板 上下の加圧板は,次による。
a) 58〜62 HRCのロックウェル硬さをもつこととする。
b) 試験片と接する領域の平面の平面度が,0.03 mm以内であることとする。
c) 表面状態(表面粗さ値,Ra)は,0.8〜3.2 μmであることとする。これは,外観又は平滑研磨用“平均
粗さ”標準によって検査する。
d) 直径が50 mmの試験片[箇条7のb)参照]を用いる場合,上部加圧板の最大加圧面が100 cm2以上を
超えてはならない。また,他の形状及び寸法の試験片を用いる場合,直径が50 mmの試験片にあわせ
て,できるだけ加圧面積の小さい上部加圧板を使用する。上部加圧板は,加圧板と試験片との平行度
のわずかな偏差を補正できる球面座をもつものとする。球面座は,その中心軸が加圧板の中心軸と一
致し,かつ,加圧板の回転角が3゜以上得られるものとする。
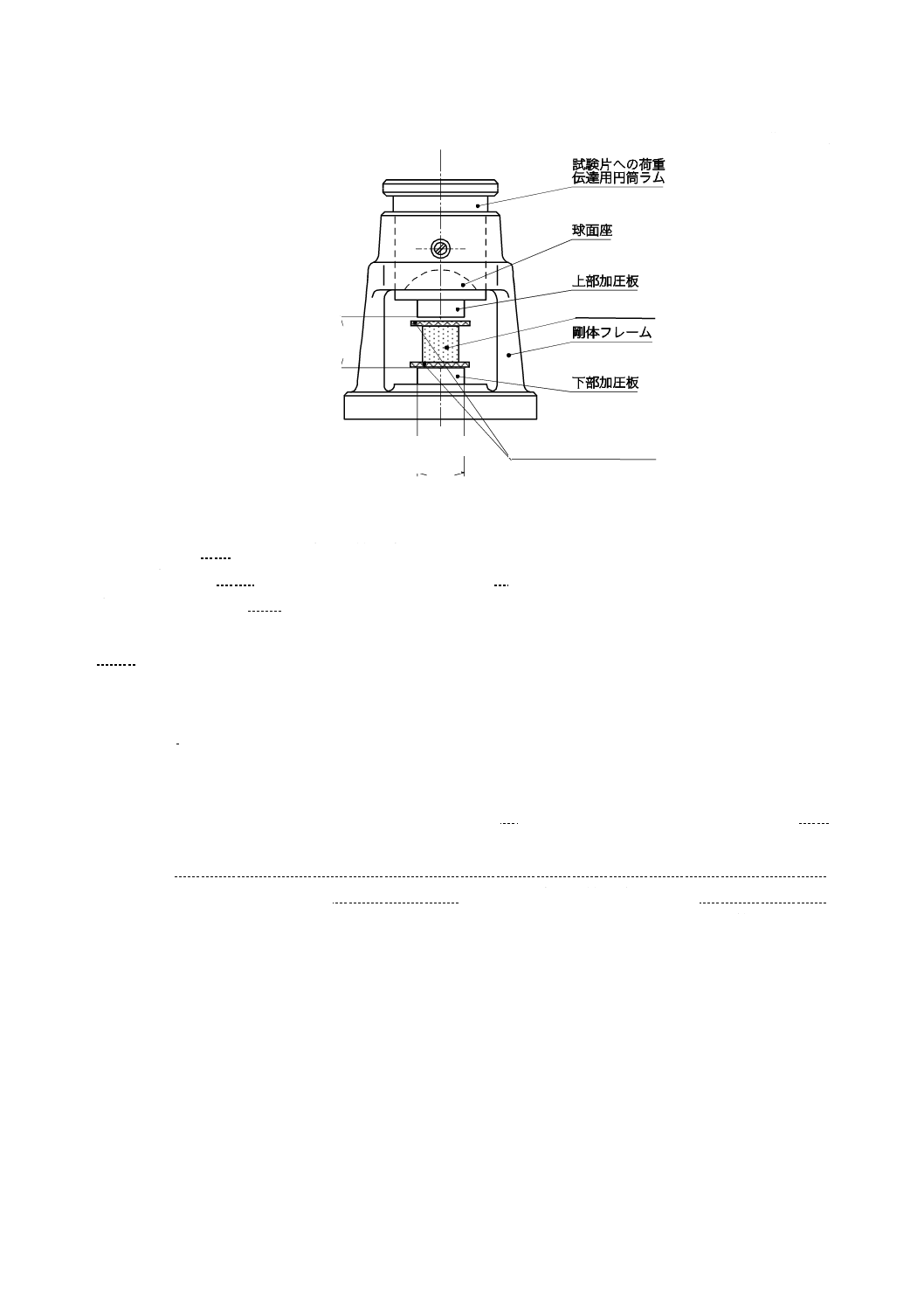
e) d)の条件を満たさない装置は,装置の加圧板間の中心に図1に示すような補助アダプタを装着して用
いることができる。補助アダプタの加圧板は,少なくとも10 mm以上の厚さがなければならない。
f)
装置の下部加圧板には,容易にその中心に試験片(又は補助アダプタ)を置くことができるように,
印が付けられていなければならない(例えば,下部加圧板上に同心円を彫ったものを用いる。)。
3
R 2206-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図1−補助アダプタ(例)
6.3
ノギス JIS B 7507に規定する最小読取値が,0.05 mmのM形ノギス又はCH形ノギスを用いる。
6.4
直角定規 JIS B 7526に規定する直角定規又はJIS S 6032に規定する三角定規を用いる。
6.5
すきまゲージ JIS B 7524に規定するA形又はB形を用いる。
6.6
乾燥器 乾燥器は,温度110±5 ℃に保つことのできる,自動温度調節器付き電気恒温器を用いる。
6.7
はかり 最小読取値が,0.1 g又はそれ以下まで読み取ることのできるはかりを用いる。
6.8
パッキング パッキングとして厚さが3〜7 mmの板紙(例えば,非波形板紙又は厚紙)を用いる。
試験に使用するパッキングの厚さ及び密度を測定して試験報告する。
注記1 パッキングは,試験片の加工精度を補うだけでなく,加圧板の試験片による損傷を防ぐ目的
に利用される。試験片の加工精度を向上させることによって,より薄い厚さのパッキングを用
いることも可能である。
注記2 パッキングの厚さは,パッキング一枚を取り,JIS B 7507に規定する最小読取値が,0.01 mm
のM形ノギス又はCH形ノギスを用いてはかり求める。密度は,同じパッキングについて求め
た質量をパッキングの体積で除して求める。ここに,パッキングの質量は,6.7のはかりを用い
て求める。体積は,JIS B 7512又はJIS B 7516に規定する最小読取値が,1 mmの鋼製巻尺又
は金属製直尺を用いて縦及び横の長さをはかり,得られた縦,横に厚さを乗じて算出する。
7
試験片
試験片は,次による。
a) 試験片は,標準形れんが又は2 000 cm3以下の試料からは一つを,また,2 000 cm3を超える試料から
は,二つを採取する。
また,試験片は5個以上を採取することが望ましい。ただし,供試試料数は,受渡当事者間の協定
によってもよい。
b) 試験片の寸法は,次のいずれかの一つとする。
1) 直径50±2 mmで高さ50±2 mmの円柱
5
5
〜
6
5
φ55〜
φ110
試験片
パッキング(試験片と上下
加圧板の間に各1枚置く)
4
R 2206-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 一辺50±2 mmの立方体
3) 一辺75±2 mmの立方体
4) 一辺60±2 mmの立方体
5) 標準形れんがの半切(114 mm×114 mm×高さ65 mm)
なお,供試試料から上記の試験片が採取できない場合には,採取可能な最も大きな円柱(高さと直
径が同一寸法の円柱)又は立方体を用いることができる。しかし,材料中の最大粒の10倍以下の試験
片を用いることはできない。
c) 試験片は,れんがの成形圧方向が既知の場合,試験片にれんがの成形時の加圧方向と同じ方向の荷重
を加えることができるように,試料から切断又はくりぬいて採取する。供試試料中の試験片の採取位
置を記録する。表面にクラック又は肉眼で確認できる欠陥が含まれる試験片は,破棄して,そのこと
を報告する。
d) 試験片は,加圧軸面(試験片側面)が可能な限り平行で,しかも可能な限り加圧方向に垂直になるよ
うに採取する。
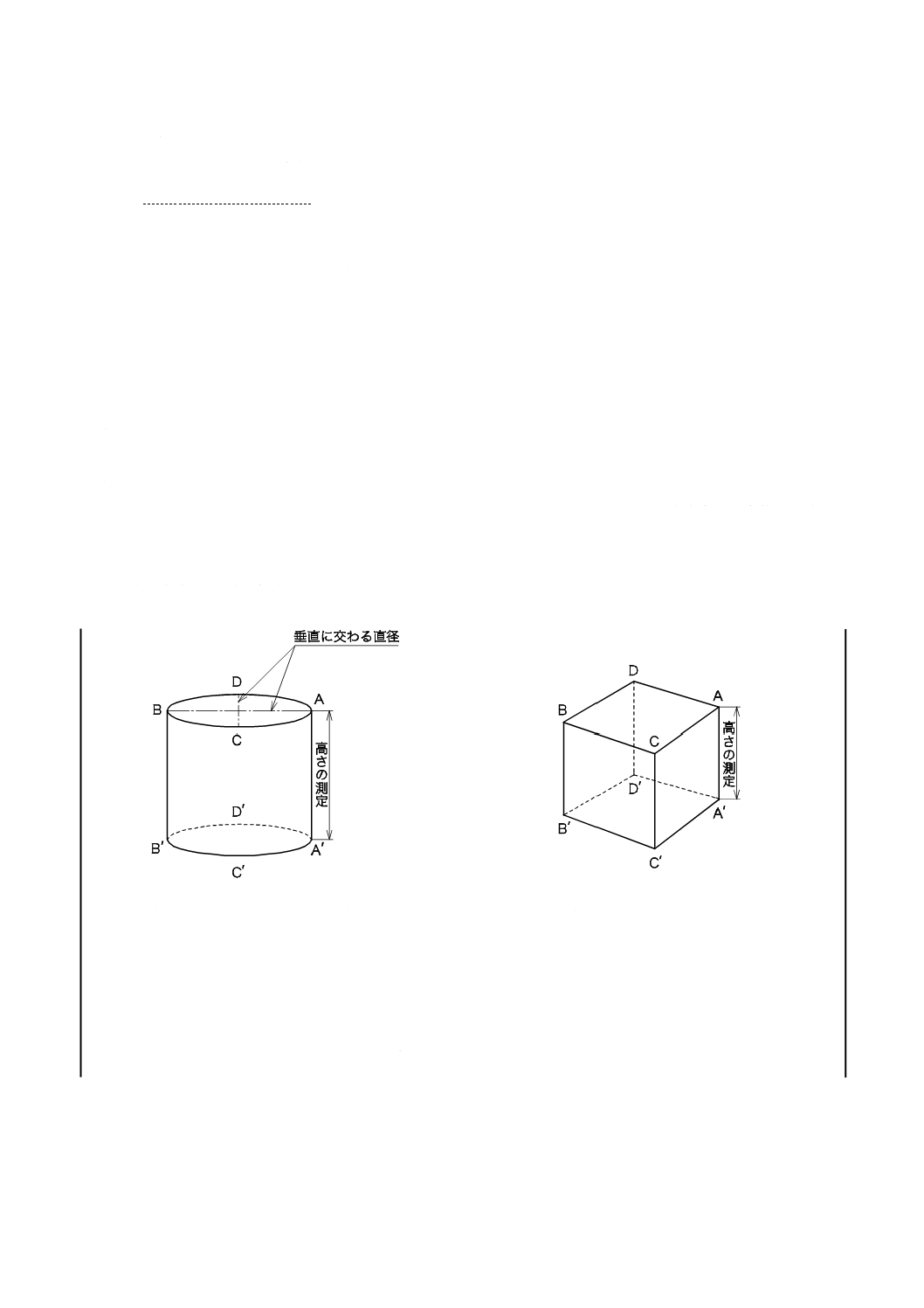
e) 試験片の平行度は,試験片が円柱の場合,試験片の上部に想定した2本の直行する直径の端部が円周
部と接した4か所で,ノギスを用いて高さを測定する[図2 a)参照]。また,試験片が立方体の場合,
加圧軸間の四つのりょう(稜)にそって,加圧両面間の高さを4か所(A−A',B−B',C−C',D−
D')ノギスを用いて測定する[図2 b)参照]。これらの測定によって得られた測定値間の最大と最小の
差が高さの2 %を超えてはならない。
a) 円柱試験片の平行度の測定
(A-A',B-B',C-C',D-D' 間)
b) 立方体試験片の平行度の測定
(A-A',B-B',C-C',D-D' 間)
図2−試験片の平行度の測定方法
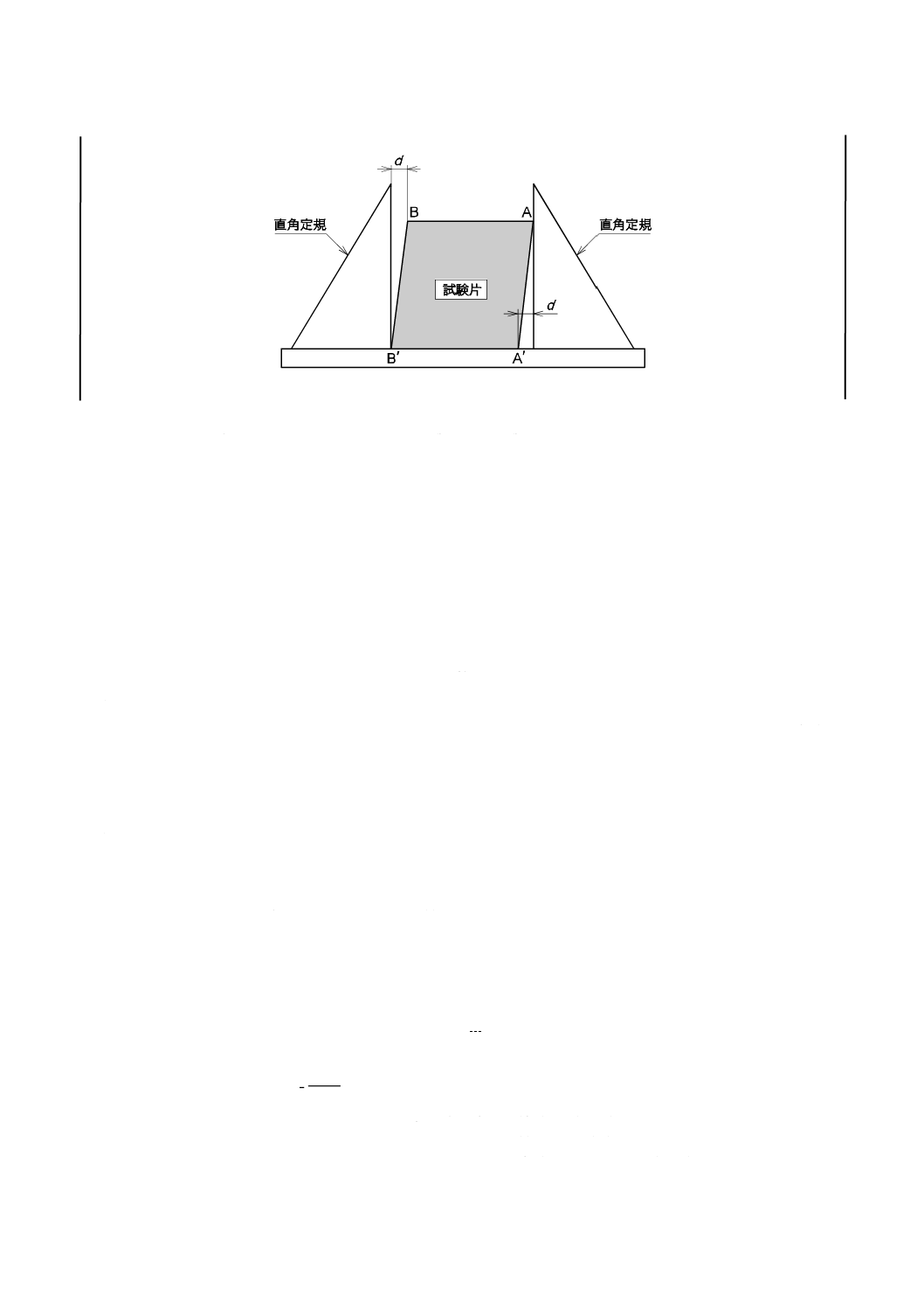
f)
試験片の垂直性は,平たん(坦)な面に試験片を置き,高さの測定と同じ4か所を試験片の側面に直
角定規を当てて調べる(図3参照)。試験片の側面間にすきまがなく,すきまゲージで測った直角定規
と試験片とのすきまdが高さの2 %を超えてはならない。
5
R 2206-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3−試験片の垂直性の測定方法(dをすきまゲージによって測定する。)
g) 上記a)〜f)の条件を満たすように試験片を調製する。調製後の試験片は,110±5 ℃の乾燥器中で恒量
になるまで加熱する。試験片は,室温まで冷却し,測定まで吸湿しないように保存する。
注記 恒量とは,まず,加工後の試験片を2時間加熱し,デシケータ中で冷却後,質量をはかり,
その後30分間加熱後,冷却・ひょう(秤)量を繰り返して,各測定前後の質量の差が0.3 g
以内になった点をいう。
8
操作
操作は,次による。
a) ノギスを用いて試験片の上下面の直径又は各加圧面の中点の長さを0.1 mmの精度で測定する。それ
らの四つの測定値から,測定前断面積,Aoを計算する。
b) 試験片の各加圧面と加圧板間に一枚のパッキングをはさみ,試験片が試験機又は補助アダプタの加圧
板の中央になるように置く。パッキングは,試験片の加圧軸面(試験片側面)の角を10 mm以上超え
る広さのものを用いる。
注記 使用するパッキングの寸法を下部加圧板に施された線刻に合わせて決定するなどして,試験
片を正確に加圧板中央に設置するようにするとよい。
c) 予想される破壊荷重が選択したレンジ容量の20 %以上となるように,装置の測定レンジ容量範囲を
選定する。
d) 荷重を滑らかに連続的に,圧縮応力度を1.0±0.1 MPa/sで増加させながら試験片が破壊して荷重がか
けられなくなるまで負荷する。指示された最大荷重を記録する。
注記 荷重は,手動又は自動によって負荷することができる。
9
結果の表示
試験片の圧縮強さは,次の式によって算出し,JIS Z 8401によって小数点以下1けたに丸める。
o
max
A
F
=
σ
ここに,
σ: 試験片の圧縮強さ(MPa)
Fmax: 記録された最大荷重(N)
Ao: 試験片の測定前の平均断面積(mm2)
6
R 2206-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10 試験報告
試験結果の報告には,次の事項を記録する。
a) 試験実施事業所名
b) 試験年月日
c) この規格番号(JIS R 2206-2)
d) 試験された試料名称(製造業者名,寸法,品質など)
e) 供試試料数
f)
各供試試料から採取した試験片数
g) 試験片の寸法[箇条7のb)参照]
h) 試料における試験片の採取場所(成形方向との関係)[箇条7のc) 参照]
i)
試験片の採取位置
j)
採取試験片の内のクラック又は欠陥によって破棄された試験片の数。また,クラック及び欠陥の状態
は,写真又はスケッチによって示す[箇条6のc)参照]
k) 各試験片の圧縮強さ
l)
各試料の平均圧縮強さ(一つの試料から複数の試験片を採取した場合だけ,その平均値を求め報告す
る。)
m) 全試料から求められた圧縮強さの平均値
注記 圧縮強さのばらつきは,1ロットの試料(れんが)間及びそれらの試料から採取した試験片
間のばらつきに起因する。それらのばらつきは,材質,試験試料の製造手順及びこの試験方
法の繰返し測定精度並びに試料間精度によって決まる。
繰返し測定精度及び試料間精度の値を記す場合,それらの値が全試験片の個々の値に関し
て妥当であるか,一つの供試試料の個々の値から算出された平均値から妥当であるかどうか
を検証して記述するとよい。
n) パッキングの厚さ及び密度
参考文献 JIS B 7512 鋼製巻尺
JIS B 7516 金属製直尺
7
R 2206-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS R 2206-2:2007 耐火れんがの圧縮強さの試験方法−第2部:パッキングを用いる
方法
ISO 10059-2:2003 Dense, shaped refractory products ― Determination of cold
compressive strength ― Part 2: Test with packing
(Ⅰ) JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ) JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及
び定義
用語を引用規格に
よって定義
3
耐圧強さと緻密耐火物製
品を定義している。
一致
JISには,充実した関連規格があ
る。規格体系の違い。
6 装置及
び器具
装置内容を規定
6
圧縮試験機の性能が±
2%となっている。
変更
JIS B 7721があり,一等級の精
度は±1 %と規定されている。
ISO改正時に,±1 %を提案する。
ISO 10059-1に規定の上
下加圧板の記述の一部が
ISO 10059-2に記載され
ていない
追加
JIS R 2206-1と-2のJIS内での
整合化を図るためにISO
10059-1の記述に統一した。
ISO改正時に,ISO 10059-1とISO
10059-2間の不整合を修正する。
球面座に関する記述がな
い
追加
圧縮試験機本体の球面座につ
いて,より具体的に規定する必
要がある。
圧縮試験機本体の記述について
JISの優れている点は,ISO規格改
正時に提案する。
ノギスのISOがない
追加
JISには,ノギスに関するJIS B
7507がある。
実質的な差異はない。
直角定規のISOがない
追加
JISには,直角定規に関する
JIS B 7526及びJIS S 6032があ
る。
実質的な差異はない。
すきまゲージのISOがな
い
追加
JISには,すきまゲージに関す
るJIS B 7524がある。
実質的な差異はない。
乾燥機のみの記述
追加
自動温度調節器付き電気恒温
器を規定した。
実質的な差異はない。
はかりに関する条項なし
追加
はかりの精度を規定した。
実質的な差異はない。
3
R
2
2
0
6
-2
:
2
0
0
7
7
R
2
2
0
6
-2
:
2
0
0
7
8
R 2206-2:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
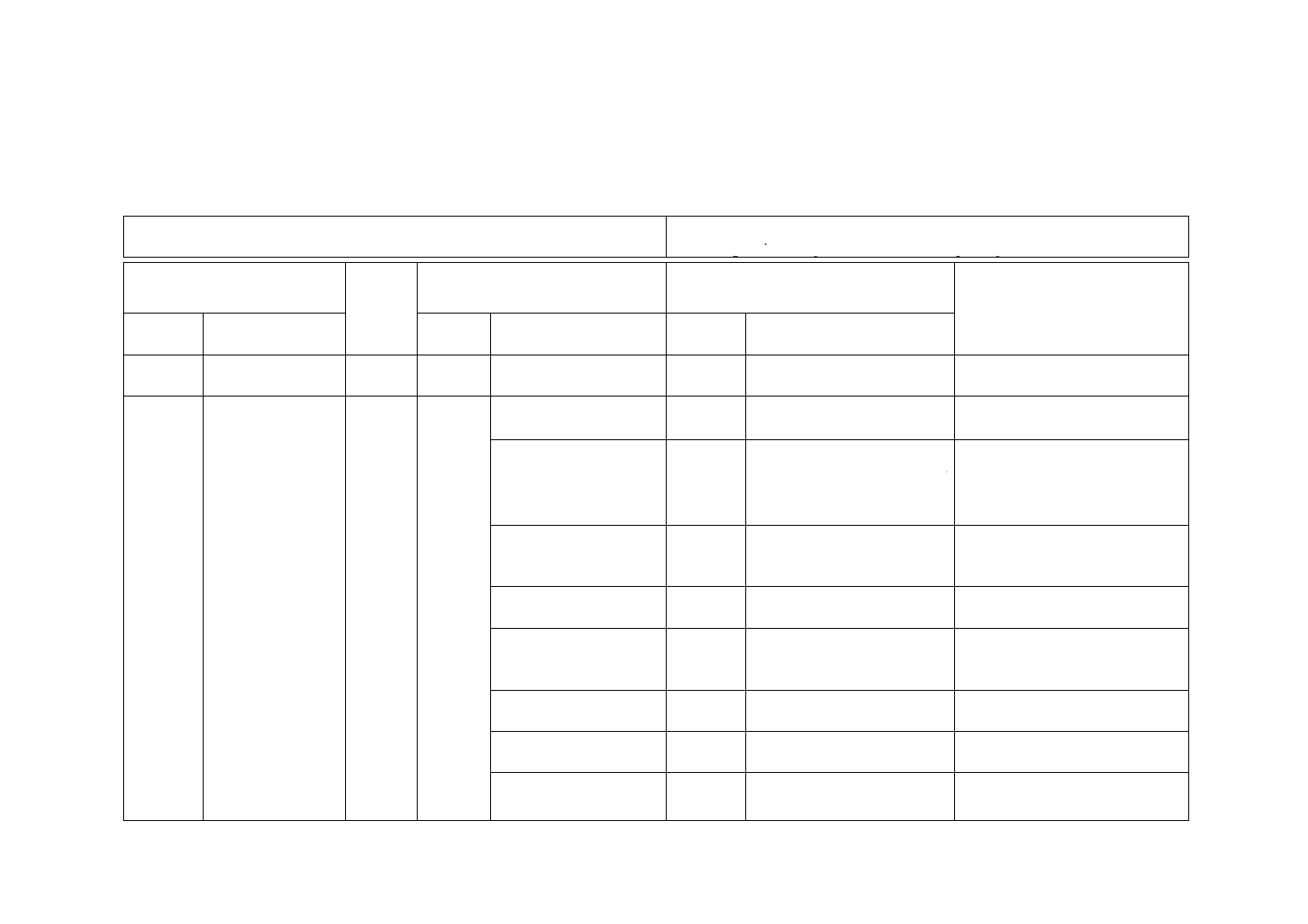
(Ⅰ) JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ) JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験片
試験片の形状及び
製作方法と精密さ
を規定
7
試験片形状として一辺60
±2 mmの立方体はない。
追加
旧JIS R 2207との整合化のた
め。
ISO改正時にJISの形状を追加す
る。
ISOの標準形状を規定
変更
JISの標準形状に変更(ISOは,
H64 mm,JISは,H65 mm)
実質的な差異はない。
図なし
追加
図2を設けて試験片の平行度
及び垂直性の測定方法を図示
技術的差異はないが,図があるほ
うが分かりやすい。次回のISO規
格改正時に図の掲載を提案する。
恒量についての説明がな
い
追加
注記を設けて恒量を説明して,
より具体的である。
実質的な差異はない。
8 操作
8
測定荷重範囲をレンジ容
量の10 %以上とする。
変更
JISでは,箇条6の規定によっ
て20 %になる。
ISO規格改正時に箇条6と併せて
提案する。
9 結果の
表示
結果を小数点1けた
にまるめ表示
9
結果を有効けた数3けた
で表示
変更
JISとISO規格で100 MPa以上
での有効けた数に差が生じる。
耐圧強さが100 MPaを超える耐火
物は多いのでISO規格改正時に提
案する。
10 試験報
告
欠陥で破棄された
試験片の報告
10
破棄した試験片の数と欠
陥の状態が報告されるよ
うになっていない
追加
ISOでも箇条6のc)の規定によ
って報告することになってい
る。
ISOの記載漏れ,ISO規格改正時
に提案する。
注記
ISO 10059-1にある圧縮
強さ試験値のばらつきに
関する注記が
ISO
10059-2に記載されてい
ない
追加
JIS R 2206-1と-2のJIS内での
整合化を図るためにISO
10059-1の記述に統一した。
ISO改正時に,ISO 10059-1とISO
10059-2間の不整合を修正する。
JISと国際規格との対応の程度の全体評価:ISO 10059-2:2003,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加………………国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
8
R
2
2
0
6
-2
:
2
0
0
7
3
R
2
2
0
6
-2
:
2
0
0
7