R 2115:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 原理······························································································································· 2
5 装置及び器具 ··················································································································· 2
5.1 通気率試験装置 ············································································································· 2
5.2 関連器具類 ··················································································································· 6
6 試験片···························································································································· 6
6.1 全般 ···························································································································· 6
6.2 試験片の形状及び寸法 ···································································································· 6
6.3 定形耐火物 ··················································································································· 7
6.4 不定形耐火物 ················································································································ 7
6.5 乾燥 ···························································································································· 7
7 操作······························································································································· 7
8 計算······························································································································· 8
9 試験報告························································································································· 9
附属書JA(参考)JISと対応する国際規格との対比表 ································································ 11
R 2115:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,耐火物技術協会
(TARJ)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出が
あり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,
JIS R 2115:2005は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 2115:2008
耐火物の通気率の試験方法
Testing method for permeability to gases of refractory products
序文
この規格は,1991年に第1版として発行されたISO 8841を基に作成した日本工業規格であるが,試験
装置に関する記載の具体化及び適用範囲の拡大を図るために,技術的内容を変更して作成した日本工業規
格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,定形耐火物及び不定形耐火物の通気率の試験方法について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 8841:1991,Dense, shaped refractory products−Determination of permeability to gases (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7507 ノギス
JIS B 7524 すきまゲージ
JIS B 7526 直角定規
JIS R 2001 耐火物用語
JIS R 2553 キャスタブル耐火物の強さ試験方法
JIS R 3503 化学分析用ガラス器具
JIS S 6032 プラスチック製定規
JIS Z 8103 計測用語
JIS Z 8401 数値の丸め方
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS R 2001及びJIS Z 8103によるほか,次による。
2
R 2115:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
物質の通気率 (permeability of a material)
圧力差の下で物質がガスを通過させる特性。
通気率(μ)は,一定時間中に物質(試験片)を通過するガス容量によって与えられる式(1)から計算する。
P
p
p
p
p
A
t
V
2
)
(
)
(
1
2
1
2
1
+
−
=
δ
η
μ
··················································· (1)
ここに,
V: 物質を通過した圧力p1におけるガス量(m3)
t: ガス量(V)が物質を通過するのに要した時間(s)
μ: 物質の通気率(m2)
η: 試験温度におけるガスの粘度(Pa・s)
A: ガスが通過する物質の断面積(m2)
δ: ガスが通過する物質の厚み(m)
P: ガス容量測定時のガスの絶対圧(Pa)
p1: 物質へのガス侵入絶対圧(Pa)
p2: 物質からのガス離脱絶対圧(Pa)
注記1 式(1)はDarcyの法則に該当し,Hagen Poiseuilleの法則から推論される。
注記2 Pは,ガス容量測定圧であるので,正圧操作の場合,P=p1,負圧操作の場合,P=p2である。
注記3 ファクタ(p1+p2)/2Pは,通常1に非常に近接した値であることが多く,微少圧差での操作(例
えば,“p1−p2”が1 000 Pa以下)の場合,無視してよい。
注記4 式(1)は,式(2)のように書き直すことができる。
2
1
2
1
2
1
p
p
P
p
p
A
t
V
+
−
=
δ
η
μ
······················································· (2)
次のように式(2)の中の単位から求めると,通気率の単位は,平方メートル(m2)である。
Pa
Pa
Pa
1
m
m
s
Pa
s
m
2
3
式(1)のδをセンチメートル(cm)で表すと,Aが平方センチメートル(cm2),Vが立方センチ
メートル(cm3)(これら二つの単位は,他の量に変更できない単位)となり,通気率のもう一
つの単位として,平方センチメートル(cm2)が求まる。単位への複合接頭語の使用は,認めら
れないので,単位に接頭語を用いる場合は,このように単に平方センチメートル(単位の接
頭語間の相関関係は,10−8 cm2=10−12 m2=1 μm2である。)を使用すべきである。
4
原理
乾燥ガスの流れを試験片に通し,試験片の通過による圧力低下を少なくとも三つの異なる流量について
記録する。これら測定値及び試験片の寸法・形状から,物質の通気率を計算して求める。
5
装置及び器具
5.1
通気率試験装置
5.1.1
一般
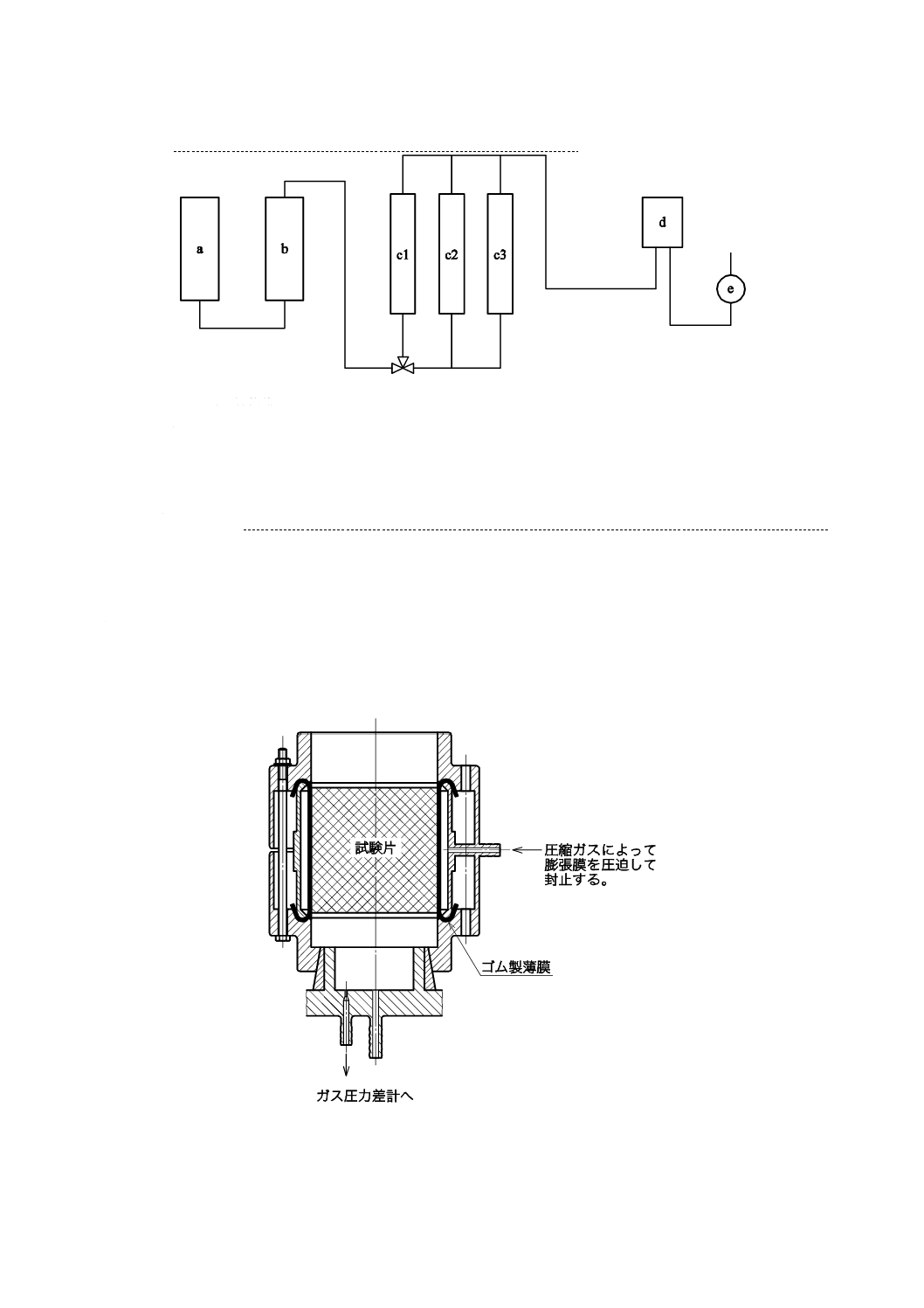
通気率試験装置は,原則として,ガス供給機,ガス乾燥塔,ガス流量計,ガス圧力差計及び試験片ホル
ダから構成される加圧式通気率試験装置を用いる。加圧式通気率試験装置の概念図を,図1に示す。
注記 減圧式通気率試験装置を使用してもよい。減圧式通気率試験装置では,ガス供給機の位置に減
圧ポンプを置き,試験片ホルダの前にガス乾燥機を取り付ける。一般に,この方式の装置は,
3
R 2115:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
圧力調節が難しいなどの理由で利用されることが少ない。
a: ガス供給機
c2: ガス流量計(中容量)
d: 試験片ホルダ
b: ガス乾燥塔
c3: ガス流量計(大容量)
e: ガス圧力差計
c1: ガス流量計(小容量)
図1−加圧式通気率試験装置の概念図
5.1.2
ガス供給機 ガス供給機は,測定ガスに窒素を用いる場合,窒素ボンベ及び圧力調節計によって,
また,測定ガスに空気を用いる場合,コンプレッサ及び圧力調節計によって構成する。
5.1.3
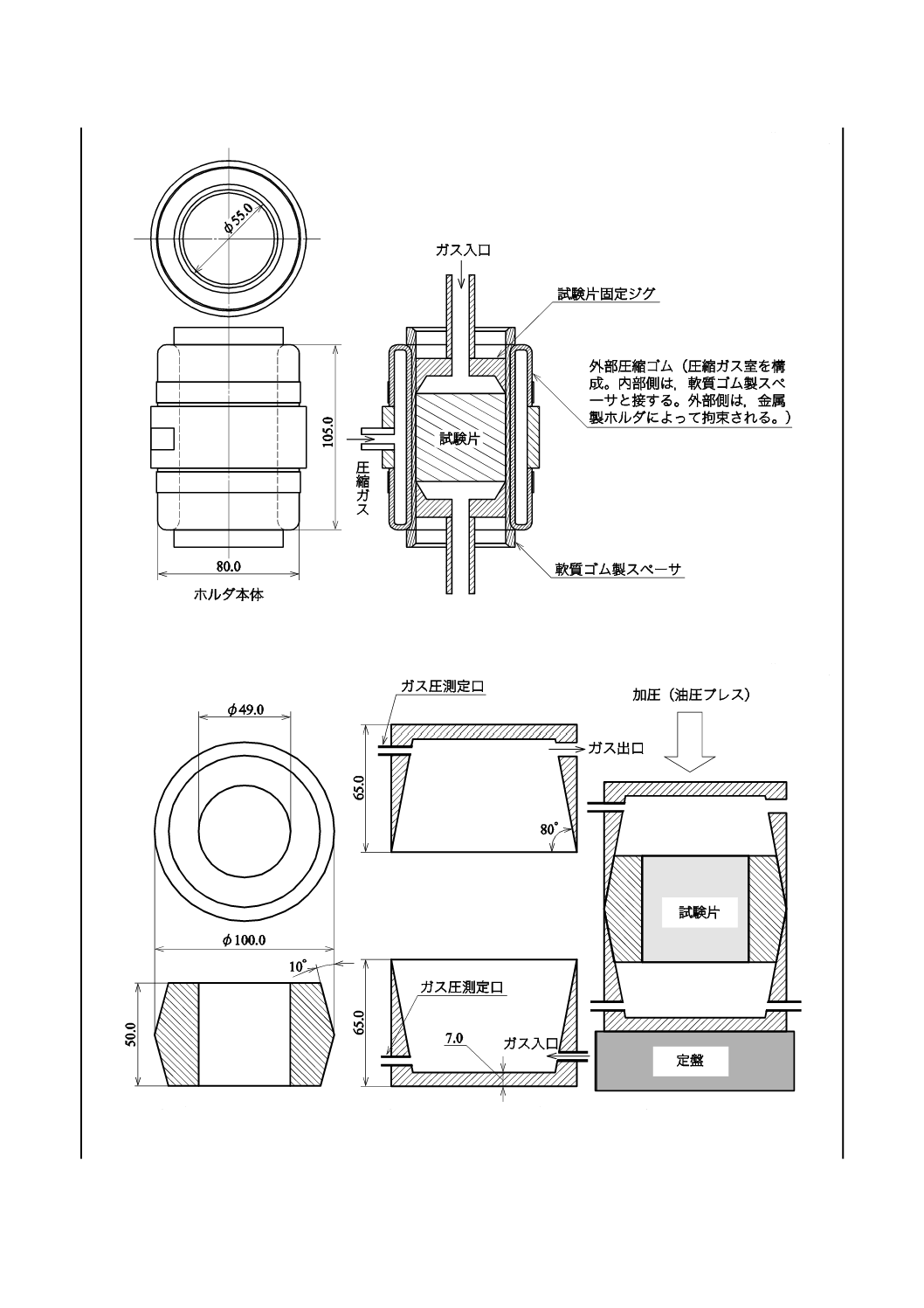
試験片ホルダ 試験片ホルダは,通気ガス面を除く試験片の周囲を完全に密封することができるも
のを用いる。試験片ホルダは,次のいずれかによる。
a) ゴム製薄膜を0.2〜0.4 MPaで膨らませて密封する方式 この方式の試験片ホルダの例を,図2及び図
3に示す。
b) ゴム製パッキンで密封する方式 この方式の試験片ホルダの例を,図4に示す。
図2−試験片ホルダの例(ゴム製薄膜を膨らませる方式)
4
R 2115:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図3−試験片ホルダの例(ゴム製薄膜を膨らませ圧着させる方式)(概要図)
単位 mm
a) ゴム製パッキン
b) ステンレス鋼製ホルダ
c) 試験片の装着概念図
図4−試験片ホルダの例(ゴム製パッキンで密封する方式)(概要図)
5
R 2115:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1.4
ガス乾燥塔 ガス乾燥塔は,JIS R 3503に規定するガス乾燥塔に乾燥剤(例えば,乾燥用シリカゲ
ル)を充てんしたものを用いることができる。
注記 窒素ガスボンベから供給される窒素ガスを用いる装置では,ガス乾燥塔は不要である。
5.1.5
ガス圧力差計 ガス圧力差計は,試験片前後の圧力差が0.001 MPa〜0.3 MPaの範囲内で±1 %以
内の精度で測れるものを用いる。U字形水マノメータ,水銀マノメータ,電子式ガス圧調整器などを単独
又は組み合わせて用いることができる。
低圧を読み取るときは,試験片の直近の圧力を測らなければならない。測定目的によって,ガス圧力差
計の種類を選び,測定範囲を限定して用いるとよい。
注記 電子式ガス圧調整器は,電空レギュレータの慣用名で市販されている。
5.1.6
ガス流量計 ガス流量計は,測定ガスに合わせて最大読取流量における測定精度が±2 %以内の精
密質量流量計,精密浮子式流量計,精密膜式流量計などを用いる。ガス流量計は,0 mL/min〜5 000 mL/min
までのガスを精度よく測定するために,図1に示すように複数の測定領域をもつガス流量計を組み合わせ
て用いる。
注記 測定範囲が限定される場合は,測定範囲のガス流量計だけで測定すればよい。
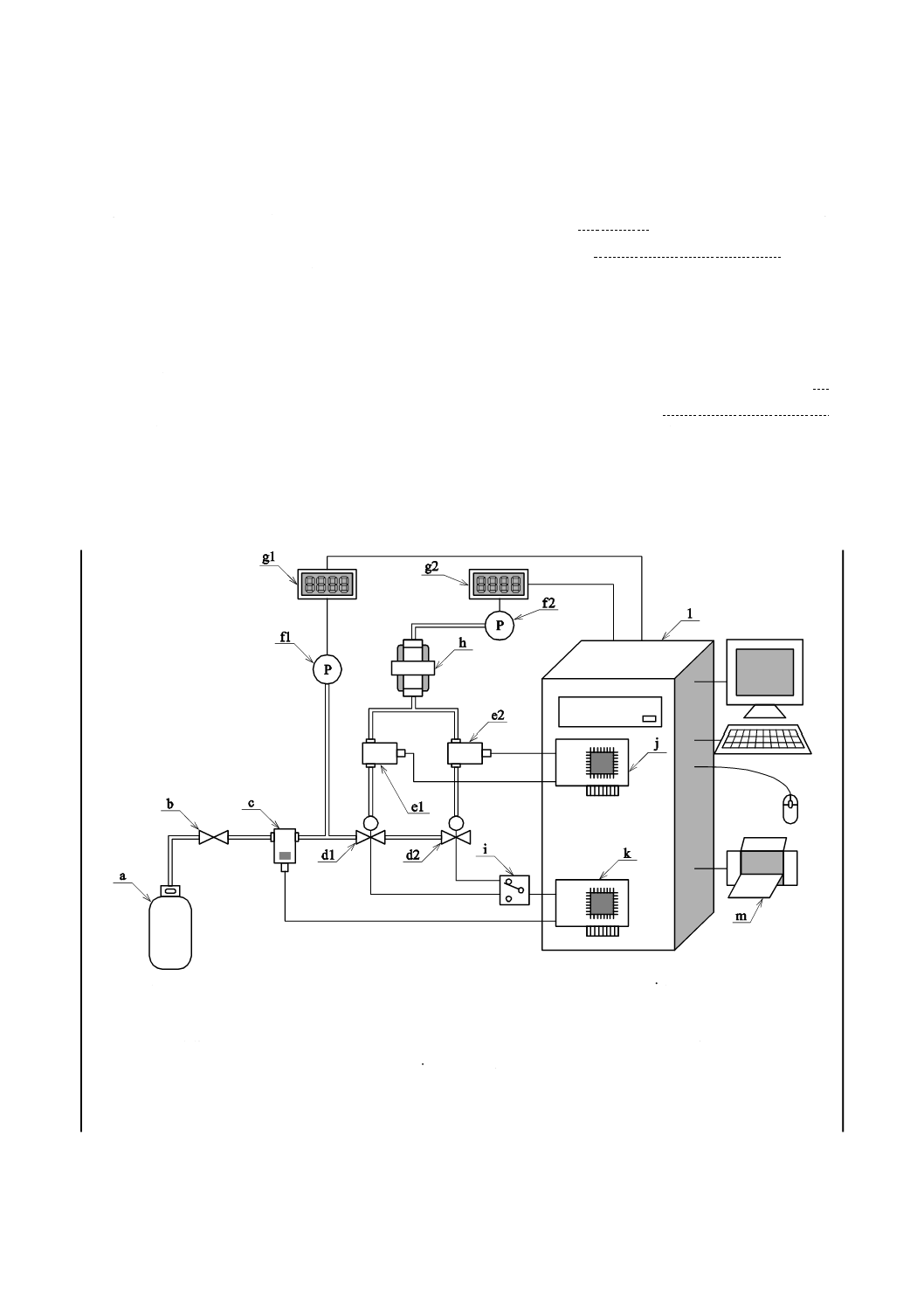
5.1.7
通気率試験装置の一例
通気率試験装置の一例を,図5に示す。
a: 窒素ガス(ボンベ+減圧弁)
e2: マスフローメータ(5 L)
j: A/D変換ボード
b: 残圧排出弁
f1,f2: 圧力伝送器
k: ディジタルI/Oボード
c: 電子式ガス圧調整器
g1,g2: ディジタル指示計
l: コンピュータ
d1,d2: 電磁弁
h: 試料ホルダ
m: プリンタ
e1: マスフローメータ(500 mL)
i: リレー
図5−通気率試験装置の一例(計測システム例)
6
R 2115:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
関連器具類
5.2.1
乾燥器 乾燥器は,温度110±5 ℃に保つことのできる自動温度調節器付電気恒温器を用いる。
5.2.2
ノギス JIS B 7507に規定する,最小読取値が0.05 mmのM形ノギス又はCH形ノギスを用いる。
5.2.3
直角定規 JIS B 7526に規定する直角定規又はJIS S 6032に規定する三角定規を用いる。
5.2.4
すきまゲージ JIS B 7524に規定するA形又はB形を用いる。
5.2.5
はかり 最小読取値が0.1 g又はそれ以下まで読み取ることのできるはかりを用いる。
5.2.6
空試験用試験片 空試験用試験片は,例えば,試験片と同じ寸法及び形状のステンレス鋼製の円柱
を用いる。
6
試験片
6.1
全般
試料数は,受渡当事者間の協定による。協定事項は,試験報告書に記載する。
6.2
試験片の形状及び寸法
試験片の形状及び寸法は,次による。
a) 試験片の形状は,直径(50 mm±0.5 mm)×高さ(50 mm±0.5 mm)の円柱とする。
b) ただし,受渡当事者間の協定によって,次の形状の試験片を用いることができる。
これらの場合,5.1.3の試験片ホルダ及び箇条8の計算式(3)は,形状及び寸法に関して変更する。
1) 直径(35 mm±0.5 mm)×高さ(35 mm±0.5 mm)の円柱
2) 低通気率試料の場合,直径に対して高さ寸法の小さいもの。例えば,直径(50 mm±0.5 mm)×高
さ(20 mm±0.5 mm)の円柱,直径(80 mm±0.5 mm)×高さ(40 mm±0.5 mm)の円柱など。
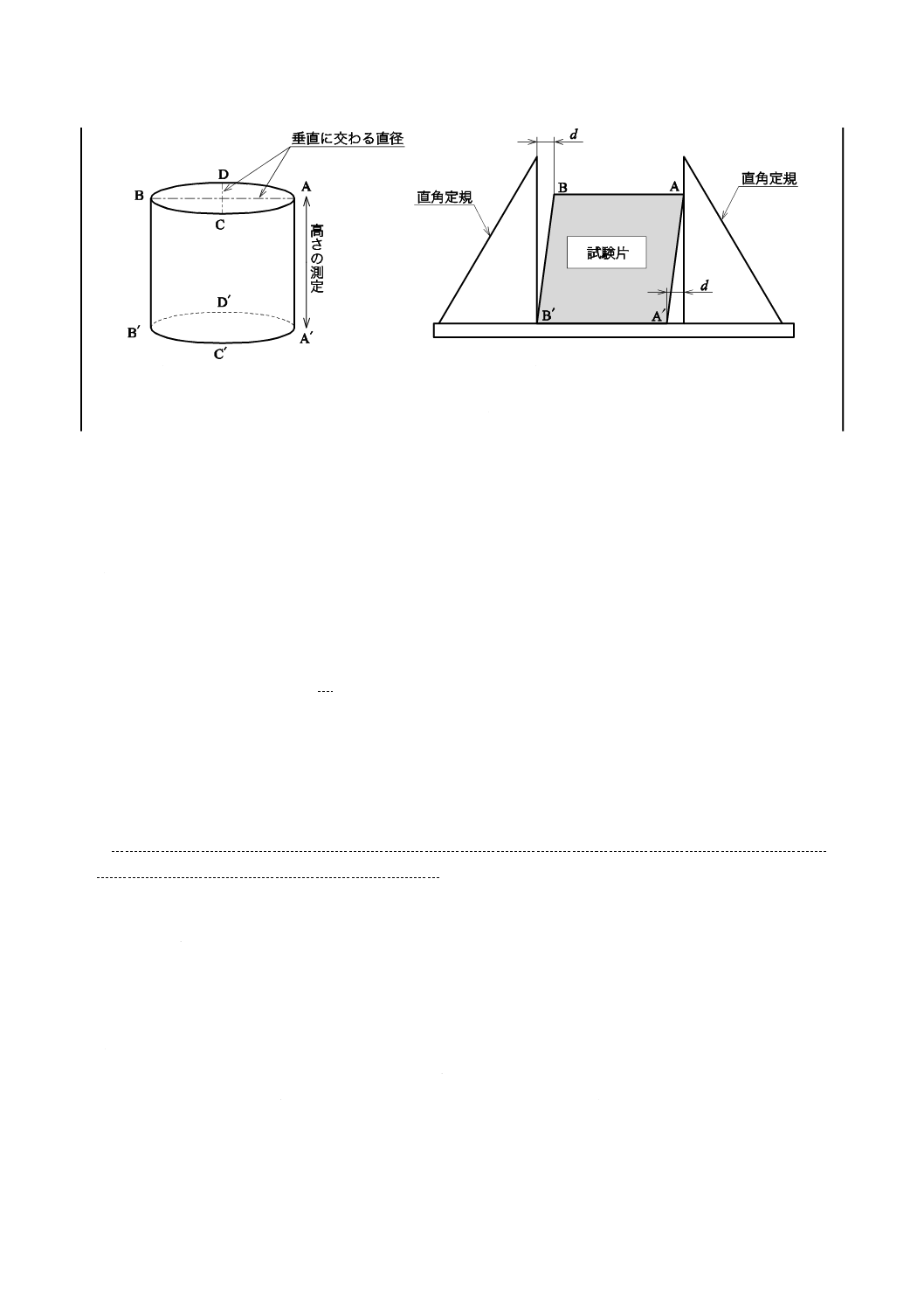
c) 試験片の平行度は,試験片の上部に想定した2本の直行する直径の端部が円周部と接した4か所で,
ノギスを用いて,高さを測定する[図6 a) 参照]。これらの測定では,二点間の測定値の最大と最小
との差が0.5 mmを超えてはならない。
d) 試験片の垂直性は,平たん(坦)な面に試験片を置き,高さの測定と同じ4か所の試験片の側面に直
角定規を当てて調べる。試験片の側面と直角定規とのすき間dは,0.5 mmを超えてはならない[図6
b) 参照]。
7
R 2115:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験片の平行度の測定方法
(A-A',B-B',C-C',D-D' 間)
b) 試験片の垂直性の測定方法
(dをすきまゲージによって測定する。)
図6−試験片の平行度及び垂直性の測定方法
6.3
定形耐火物
試験片は,次によって供試試料から6.2の形状及び寸法を切り出して用いる。
a) 試験片は,供試試料の表面から4 mm以内の部分が含まれないように採取する。
b) 試験片の軸と成形圧の方向との関係を記録する(箇条9によって報告する。)。
c) 試験片は,切断後,湿式切断の場合,水の強力吹き付けによる洗浄によって,また,乾式切断の場合,
圧縮空気の強力吹き付けによって,切断を通じて付着したじんあい(塵埃)を取り除かなければなら
ない。
6.4
不定形耐火物
不定形耐火物試験片は,JIS R 2553に準じて調製した混練物を,6.2の試験片形状に成形するか,又は一
定形状に成形したものから6.2の試験片形状に切り出して用いる。養生・乾燥・焼成の要否及びそれらの
温度・時間は,受渡当事者間の協定による。
6.5
乾燥
試験片は,110 ℃±5 ℃の乾燥器中で恒量になるまで乾燥し,測定前,デシケータ中で少なくとも2時
間以上放置しなければならない。
不定形耐火物の乾燥前のち(緻)密性評価などを目的とする試験では,乾燥する必要はない。その場合,
乾燥しなかったことを箇条9によって報告する。
注記 恒量とは,まず,加工後の試験片を2時間加熱し,デシケータ中で冷却後質量をはかり,その
後30分間加熱後,冷却・ひょう量を繰り返して,各測定前後の質量の差が0.3 g以内になった
点をいう。
7
操作
操作は,次による。
a) 空試験用試験片を試験片ホルダの定位置に装着して,気密性が保たれているか,空試験を実施する。
b) 試験片の直径及び高さを0.1 mmのけたまで読み取る。
c) 試験片を試験片ホルダに入れ,空気圧又は油圧によって試験片の円筒外周部のゴムを締め付け,試験
片の気密化を図る。気密化されたことは,試験片を締め付ける空気圧又は油圧を増加させても,試験
片を流れる測定ガスの圧力差及び流量が変化しないことによって確認するとよい。
8
R 2115:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 試験片の通気ガス量を,少なくとも異なる三つの圧力において測定し,各々の圧力における通気率を
箇条8によって計算する(温度の測定値を入れる。)。
注記1 これらの測定は,計算式(箇条8参照。)が層流のときだけで妥当であることから,三つの
圧力による測定は,流量が圧力に比例することを検証するためである。
注記2 圧力計,流量計及びパソコンを連結し,パソコンで圧力を切り替えて試験片を通るガスの
圧力差及び流量を自動的に計測し,箇条8によって通気率を求めることができる。
e) 異なる三つの圧力によって計算した通気率が,測定値間において5 %以上差があれば,a) の空試験
を行い,装置を点検し,再度試験片を測定する。それでも測定値間において5 %以上差があれば,試
験報告書にその旨を記載する。
8
計算
通気率は,次の式(3)によって計算し,結果は,JIS Z 8401によって有効数字2けたに丸める。
(
)
V
q
p
p
p
p
p
d
h
c
+
+
=
1
0
1
0
1
2
2
2
1
2
14
.3
η
μ
············································· (3)
ここに,
μ: 測定試料の通気率(m2)
c: 試験片寸法,圧力,ガス流量の計算単位への補正係数
(mm/m・kPa/Pa・min/s・m3/cm3) c=1/60×10−6を用いる。
η: 表1又は表2の測定ガスの粘度(Pa・s)
h: 試験片の高さ(mm)
d: 試験片の直径(mm)
p0: 大気圧(kPa)
p1: ガス圧力差計の読み(kPa)
qV: ガス流量(cm3/min)
大気圧基準の流量計を用いた場合,ガス流量(qV)は,実測ガス
流量(Q)を次の式(4)で補正しなければならない。
(
)
1
0
0
p
p
p
Q
qV
+
×
=
···································································· (4)
注記 空気及び窒素の粘度は,次の式(5)で求めることができる。
2
/
3
0
293
293
+
+
=
T
C
T
C
η
η
··························································· (5)
ここに,
η: 試験温度での粘度(Pa・s)
η0: 20 ℃(=293 K)における粘度(Pa・s)
(空気の場合,18.2×10−6 Pa・s,窒素の場合,17.6×10−6 Pa・s)
T: 試験温度(K)
C: サザランドの定数(空気の場合117,窒素の場合104)
9
R 2115:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
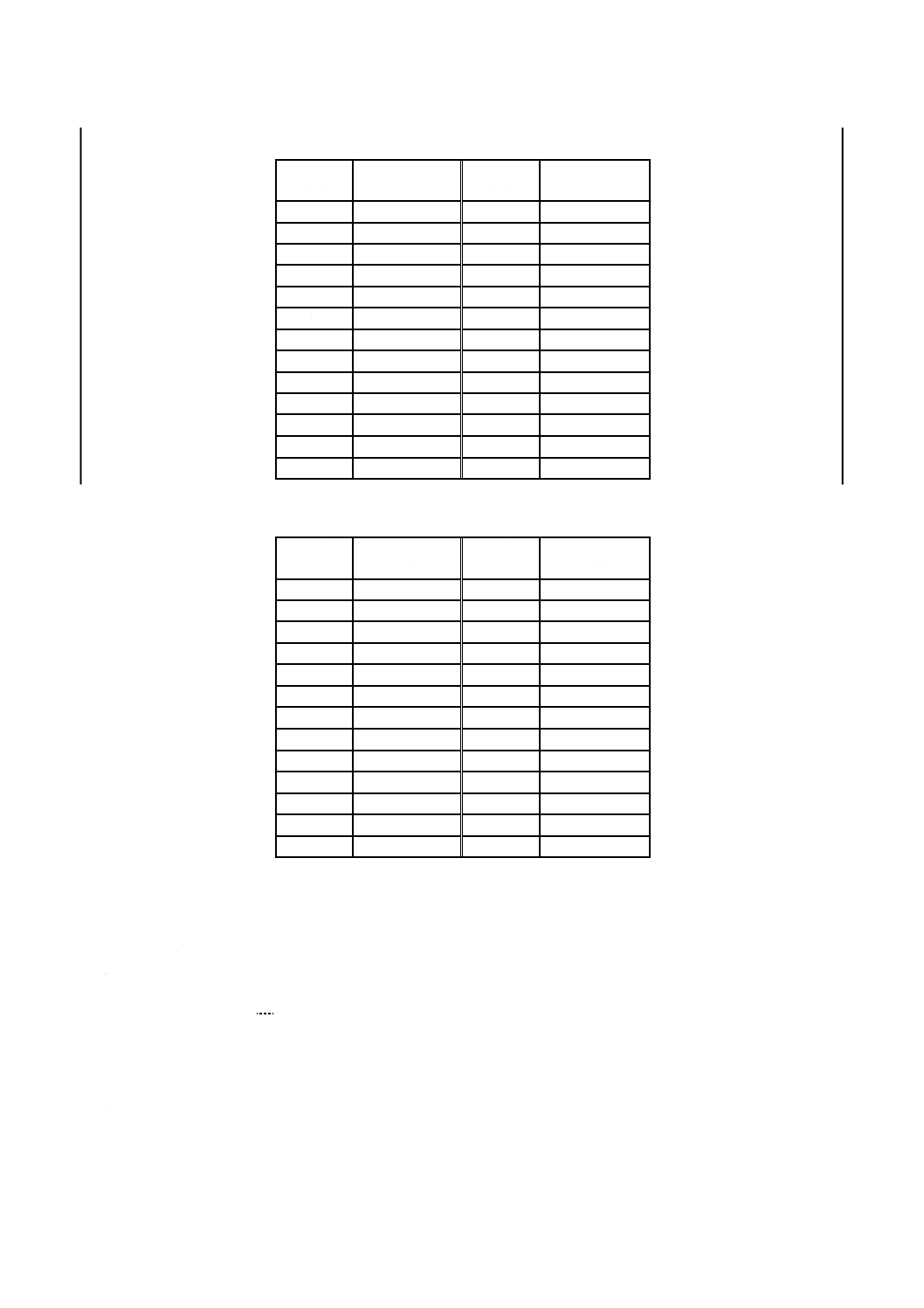
表1−空気の粘度
温度
(℃)
粘度
×10−6 Pa・s
温度
(℃)
粘度
×10−6 Pa・s
10
17.7
23
18.3
11
17.8
24
18.4
12
17.8
25
18.4
13
17.9
26
18.5
14
17.9
27
18.5
15
18.0
28
18.6
16
18.0
29
18.6
17
18.1
30
18.7
18
18.1
31
18.7
19
18.2
32
18.8
20
18.2
33
18.8
21
18.2
34
18.9
22
18.3
35
18.9
表2−窒素の粘度
温度
(℃)
粘度
×10−6 Pa・s
温度
(℃)
粘度
×10−6 Pa・s
10
17.1
23
17.7
11
17.2
24
17.8
12
17.2
25
17.8
13
17.3
26
17.9
14
17.3
27
17.9
15
17.4
28
18.0
16
17.4
29
18.0
17
17.5
30
18.1
18
17.5
31
18.1
19
17.6
32
18.1
20
17.6
33
18.2
21
17.6
34
18.2
22
17.7
35
18.3
9
試験報告
試験結果の報告には,次の事項を記録する。
a) 試験実施事業所名
b) 試験年月日
c) この規格番号(JIS R 2115)
d) 試験した試料名称(製造業者名,寸法,品質など)
e) 試料数
f)
供試試料の成形圧方向と試験片の測定通気方向軸との関係
g) 使用したガスの名称
h) 試験片を通した各ガス圧と対応する流量
i)
各ガス通気方向の試料の平均通気率
10
R 2115:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
j)
許容値[箇条7のe) 参照]を超えた三つの異なる測定値間の通気率の変動資料
k) その他特記事項
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
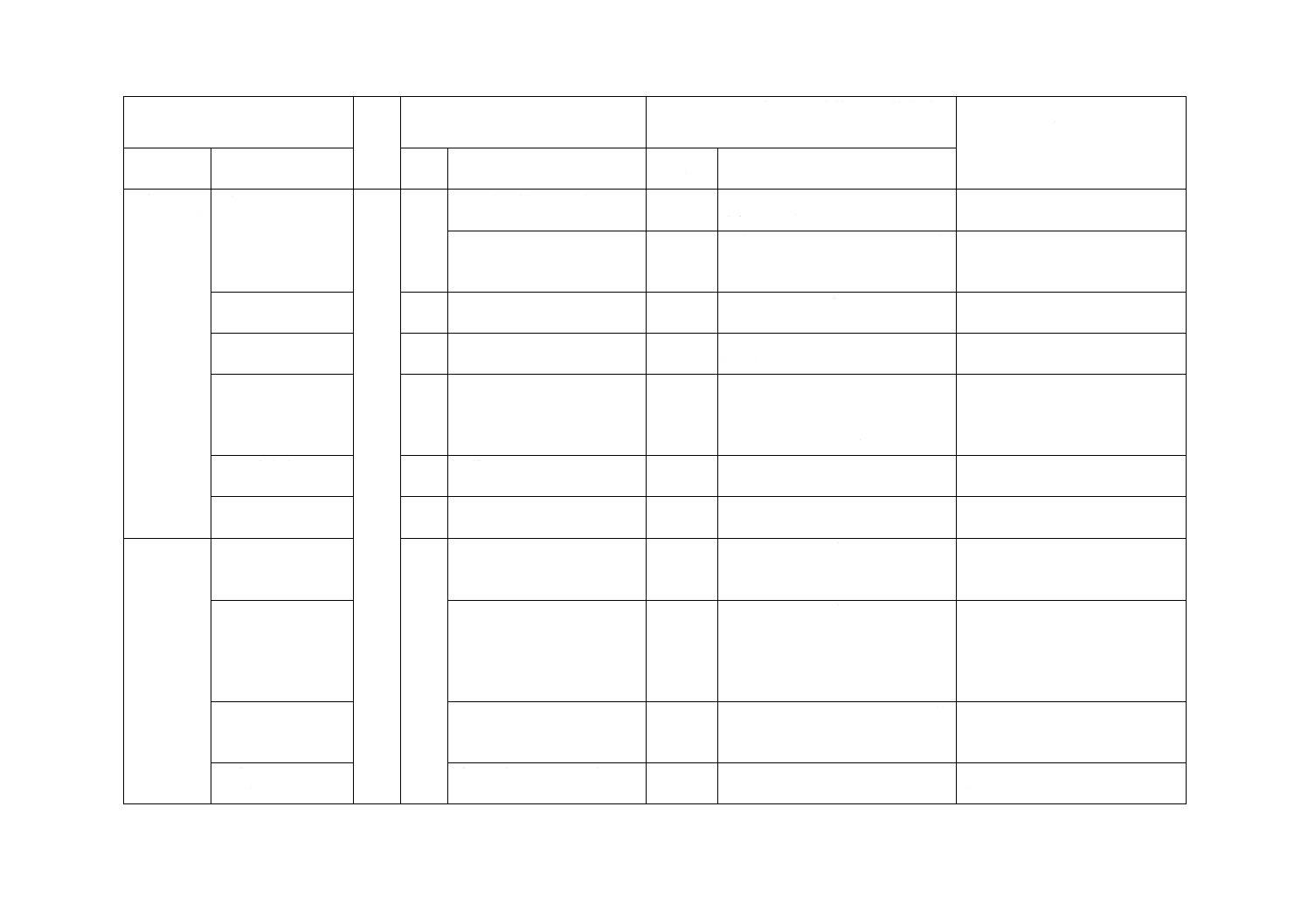
附属書JA
(参考)
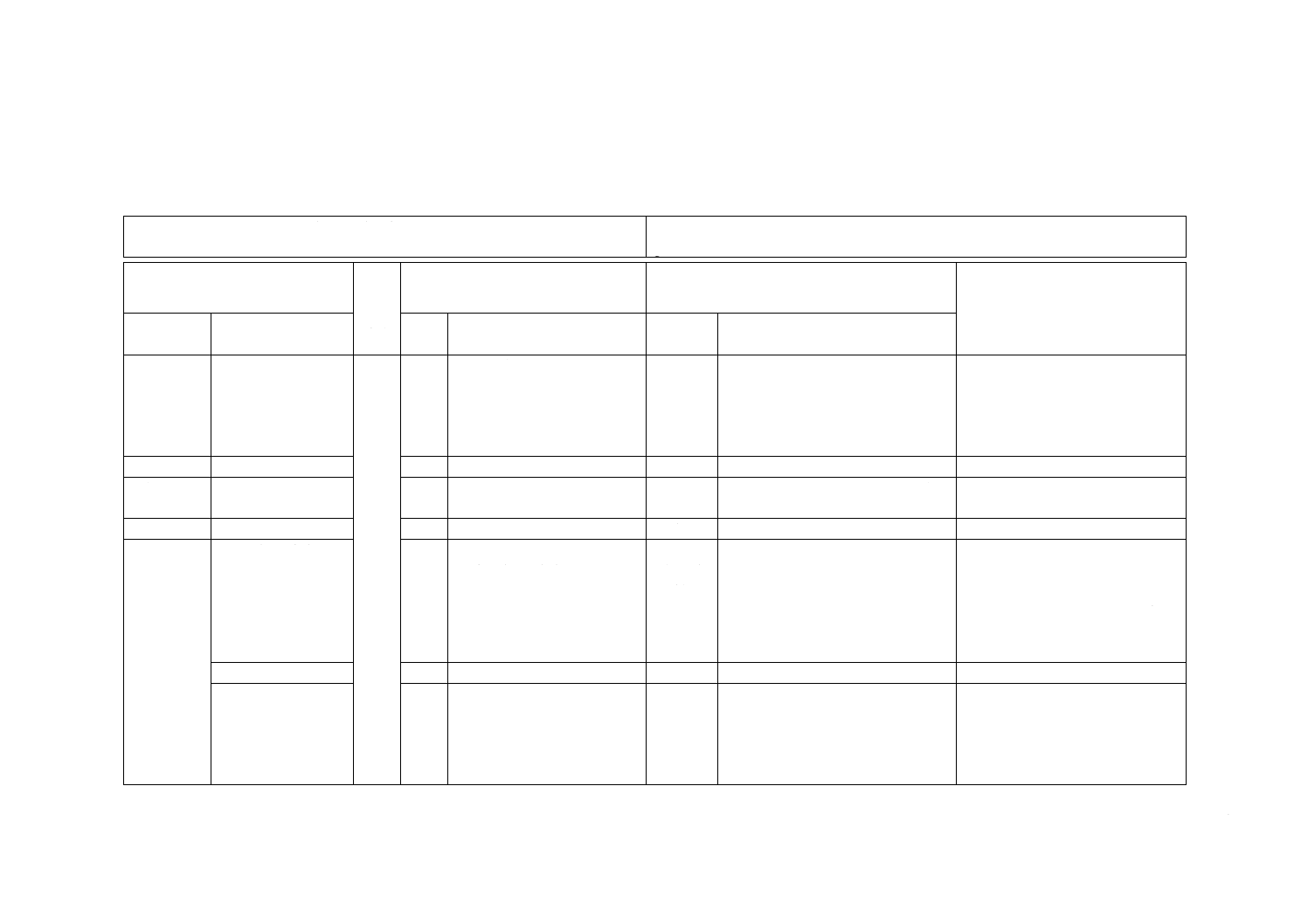
JISと対応する国際規格との対比表
JIS R 2115:2008 耐火物の通気率の試験方法
ISO 8841:1991,Dense, shaped refractory products−Determination of permeability to
gases
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 適用材質と適用通
気率の範囲
1
適用対象をち密質定形れん
がと規定している。
変更
JISでは,適用範囲を広げ,定形耐
火物及び不定形耐火物の両方に適
用できるようにした。
我が国では,通気率の試験を不定
形耐火物の乾燥時の爆裂評価法と
して広く採用していることから適
用範囲を拡大した。ISO規格改正
時に適用範囲拡大を提案する。
2 引用規格
3 用語及び
定義
3
追加
JIS R 2001及びJIS Z 8103を引用。 実質的差異はない。
4 原理
4
一致
5 装置及び
器具
5.1 通気率試験装置
5.1.1 一般
5.1
加圧式通気率試験装置と減
圧式通気率試験装置との両
方を規定している。
変更
(一部
削除)
減圧式通気率試験装置は,気密性の
確保が難しい,試験片ホルダの構造
が複雑になる,測定圧力差が最大で
0.1 MPaしか得られないなどから,
国内では用いられていない。注記で
使用してもよいことを記述。
海外でも加圧式通気率試験装置が
一般的であり,実質的差異はない。
理論的には,減圧式通気率試験装
置も利用できるので,ISO規格と
しては,改正の必要はないものと
思われる。
5.1.2 ガス供給機
5.1.1
具体的な記述がない。
追加
使用する器具類を具体的に明記。
実質的差異はない。
5.1.3 試験片ホルダ
5.1.2
図3に試験片ホルダが示され
ている。
選択
JISでは,今回の改正で製作し,評
価された改良形及びASTM C 577
の記載を参考にしたものを示した。
実質的差異はないが,ISO規格図
3の試験片ホルダは,装着に時間
がかかるなどの理由で国内ではほ
とんど用いられていない。国内で
利用されているものを追加した。
2
R
2
11
5
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 装置及び
器具(続き)
5.1.5 ガス圧力差計
5.1.3
圧力差の範囲が示されてい
ない。
追加
具体的圧力差として,0.001 MPa〜
0.3 MPaの範囲を示した。
実質的差異はない。
圧力差計の種類として,U字
形水マノメータ及び水銀マ
ノメータが示されている。
追加
最新の電子式ガス圧調整器など自
動化につながる圧力差計が使用で
きるようにした。
実質的差異はない。
5.1.6 ガス流量計
5.1.4
流量範囲が示されていない。 追加
流量範囲を0 mL/min〜5 000
mL/minと規定した。注記を追加。
実質的差異はない。
5.1.7 通気率試験装
置の一例
通気率試験装置の具体例が
示されていない。
追加
改正に併せて製作した装置の概要
図を図5として示した。
実質的差異はないが,より具体的
でJISは実行しやすい。
5.2.2 ノギス
読取最小目盛り,0.02 mm。
変更
JIS B 7507は,0.01 mm及び0.05 mm
の2種を規定。この規格では,0.05
mmのM形ノギス又はCH形ノギス
を使用することを規定した。
実質的差異はない。測定精度の面
から0.05 mmの精度で十分であ
る。
5.2.3 直角定規
5.2.4 すきまゲージ
5.1.5
記載なし。
追加
6.2において試験片の平行度及び垂
直性を測定するために追加した。
実質的差異はない。
5.2.5 はかり
記載なし。
追加
6.5において乾燥した試験片の恒量
を求めるためのはかりを追加した。
実質的差異はない。
6 試験片
試料数
6
ここでは記載されていない
が,箇条9のe)で試料数につ
いて記述されている。
追加
受渡当事者間の協定によって定め
るものとした。
実質的差異はない。ISO規格改正
時に追加することを提案する。
試験片寸法
直径50 mm×高さ50 mm又
は50 mmの立方体
追加
受渡当事者間の協定によって別寸
法の試験片も用いることができる
ものとした。
規定の試験片寸法が得られない試
料及び低通気率試料に対応するた
めの追加であり,Darcyの法則か
ら逸脱するものでない。実質的差
異はない。
試験片の寸法,平行
度及び垂直性の測
定方法
具体的記述がない。
追加
6.2のc),d)及び図6において,具
体的に試験片の寸法,平行度及び垂
直性の測定方法を記載した。
実質的差異はない。JISは,より
具体的に記載した。
不定形耐火物の試
験片製作方法
適用対象外につき記載され
ていない。
追加
製作方法について記載した(6.4及
び6.5)。
JISでは,不定形耐火物を測定対
象としているため。
2
R
2
11
5
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
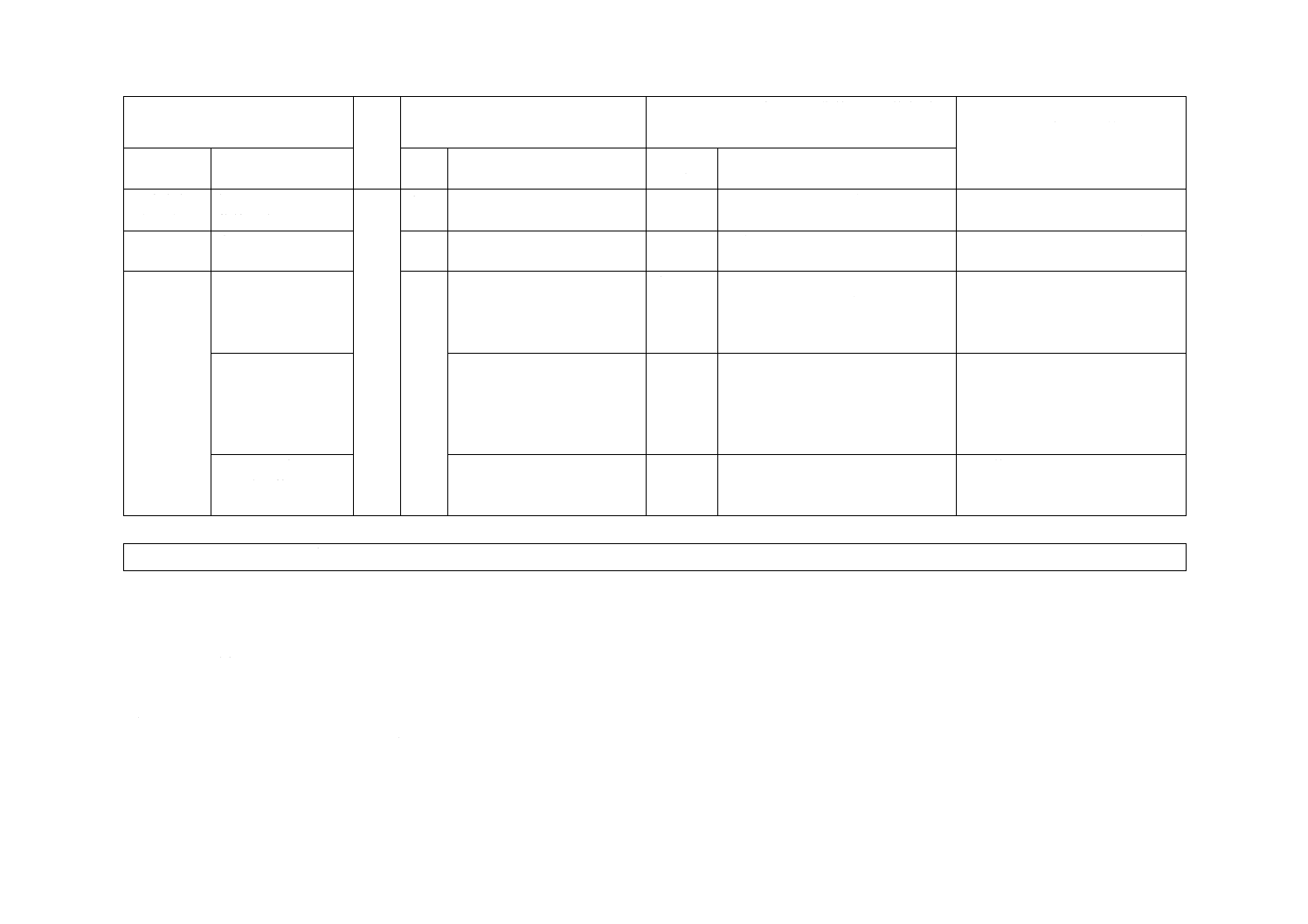
6 試験片
(続き)
恒量についての具
体的記述
6
記載なし。
追加
6.5に注記を設けて説明した。
実質的差異はないが,JISは,よ
り具体的に記載した。
7 操作
自動測定
7
記載なし。
追加
箇条7のd)に注記2を設けて説明し
た。
実質的差異はない。測定の自動化
の現状に対応した。
8 計算
計算式
8
理論的な計算式
変更
理論については,3.1において述べ
られているので,箇条7で測定して
得られた,測定値からの計算式を示
した。
実質的差異はないが,JISは,よ
り実用的に記載した。
流量補正
記載なし。
追加
ガス圧が高くなるとポールの公式
によって,ガス密度が高くなる。そ
のため,高圧での測定値の場合,流
量補正を行うことにした。
ISO規格は,低圧での測定を前提
に組み立てられた規格であり,流
量補正をそれほど必要としなかっ
たが,JISでは,高圧測定を行っ
ているため,補正が不可欠なため。
空気及び窒素ガス
の粘度の算出方法
表1及び表2として与えられ
ているが,空気の表1は,不
完全。
追加
サザランドの定数を用いた計算式
を示すとともに,表1を完全なもの
にした。
実質的差異はないが,JISは,よ
り実用的に記載した。
JISと国際規格との対応の程度の全体評価:ISO 8841:1991,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
− 選択 ················ 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
R
2
11
5
:
2
0
0
8