R 1686:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 記号及び単位 ··················································································································· 2
5 試験装置························································································································· 3
6 サンプルろ材 ··················································································································· 4
6.1 サンプルろ材の形状及び寸法 ··························································································· 4
6.2 サンプルろ材の製作 ······································································································· 5
6.3 ろ過面積の算出 ············································································································· 5
7 試験方法························································································································· 6
7.1 手順 ···························································································································· 6
7.2 試験条件 ······················································································································ 6
7.3 試験 ···························································································································· 6
8 試験結果の報告 ················································································································ 8
R 1686:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本ファインセラミックス協会(JFCA)
及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 1686:2009
ファインセラミックス多孔体の集じん性能試験方法
Test method of porous fine ceramics for dust collection
1
適用範囲
この規格は,乾式ろ過集じん装置に用いる,集じん用ハニカム構造ファインセラミックス多孔体(以下,
ろ材という。)の集じん性能の試験方法について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 9909 集じん装置の仕様の表し方
JIS Z 8122 コンタミネーションコントロール用語
JIS Z 8401 数値の丸め方
JIS Z 8901 試験用粉体及び試験用粒子
JIS Z 8908 集じん用ろ布
JIS Z 8909-1 集じん用ろ布の試験方法−第1部:集じん性能
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 9909,JIS Z 8908及びJIS Z 8909-1によるほか,次による。
3.1
ろ材 (filter medium)
ろ過に使用するファインセラミックス多孔体。
3.2
HEPAフィルタ (HEPA filter)
ろ材通過後のガス中に含まれるダストをすべて捕集するためのフィルタ。
3.3
残留圧力損失 (residual pressure drop)
払落し直後にろ材を通過するガスの圧力損失。
3.4
残留ダスト量 (residual dust mass)
払落し直後にろ材に残留するダスト量。
3.5
入口ダスト濃度 (inlet dust concentration)
ろ材通過直前のガス中に含まれるダスト濃度。
2
R 1686:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.6
出口ダスト濃度 (outlet dust concentration)
ろ材通過後のガス中に含まれるダスト濃度。
3.7
ろ過速度 (filtration velocity)
ろ材を通過するガスの面速度。
3.8
集じん率 (dust collection efficiency)
ろ材が捕集したダスト濃度(入口ダスト濃度から出口ダスト濃度を差し引いた値)と入口ダスト濃度と
の比(百分率)。
3.9
集じんサイクル時間 (filtration cycle time)
払落しの間隔。
3.10
パルス用圧縮エアータンク圧力 (tank pressure)
タンク内圧力。
3.11
パルス噴射時間 (pulse duration)
払落し用電磁弁の開通電時間。
3.12
払落し圧力損失 (pressure drop before pulse jet)
払落し前の圧力損失値。
3.13
払落し回数 (number of filtration cycle)
ろ材に対して払落しを行った回数。
3.14
エージング (aging)
ろ材の集じん特性を安定化させるための加速試験の操作。
4
記号及び単位
記号及び単位は,表1による。
3
R 1686:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−記号及び単位
項目
記号
単位
項目
記号
単位
残留圧力損失
Δpr
Pa
試験装置に供給されたガス量
B
m3
残留ダスト量
mr
g・m−2
ろ過速度
v
m・s−1,m・min−1 a)
入口ダスト濃度
Cin
g・m−3
集じん率
η
%
出口ダスト濃度
Cout
g・m−3
集じんサイクル時間
tc
s
試験前のろ材を含むサンプルろ
材ホルダの質量
Cfʼ
g
パルス用圧縮エアータンク圧力
p
Pa
試験後のろ材を含むサンプルろ
材ホルダの質量
Cf
g
パルス噴射時間
tp
s
試験前のHEPAフィルタの質量
CHʼ
g
払落し圧力損失
Δpc
Pa
試験後のHEPAフィルタの質量
CH
g
払落し回数
N
回
注a) 慣用的な表現法
5
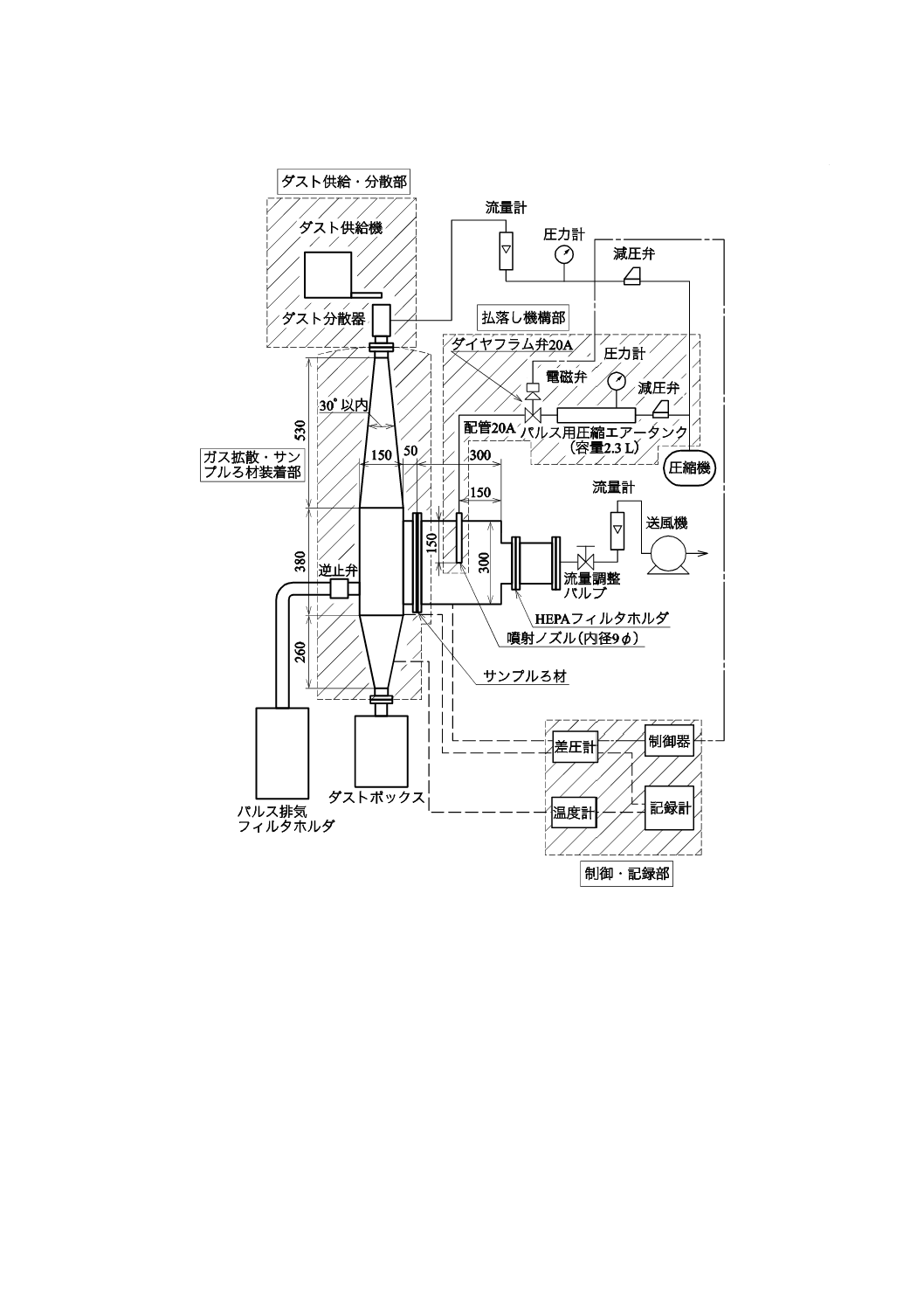
試験装置
試験装置は,図1に示すようにダスト供給・分散部,ガス拡散・サンプルろ材装着部,払落し機構部及
び制御・記録部から構成し,各部の内容は,次による。
a) ダスト供給・分散部 ダスト供給・分散部は,ダスト供給機及びダスト分散器からなる。
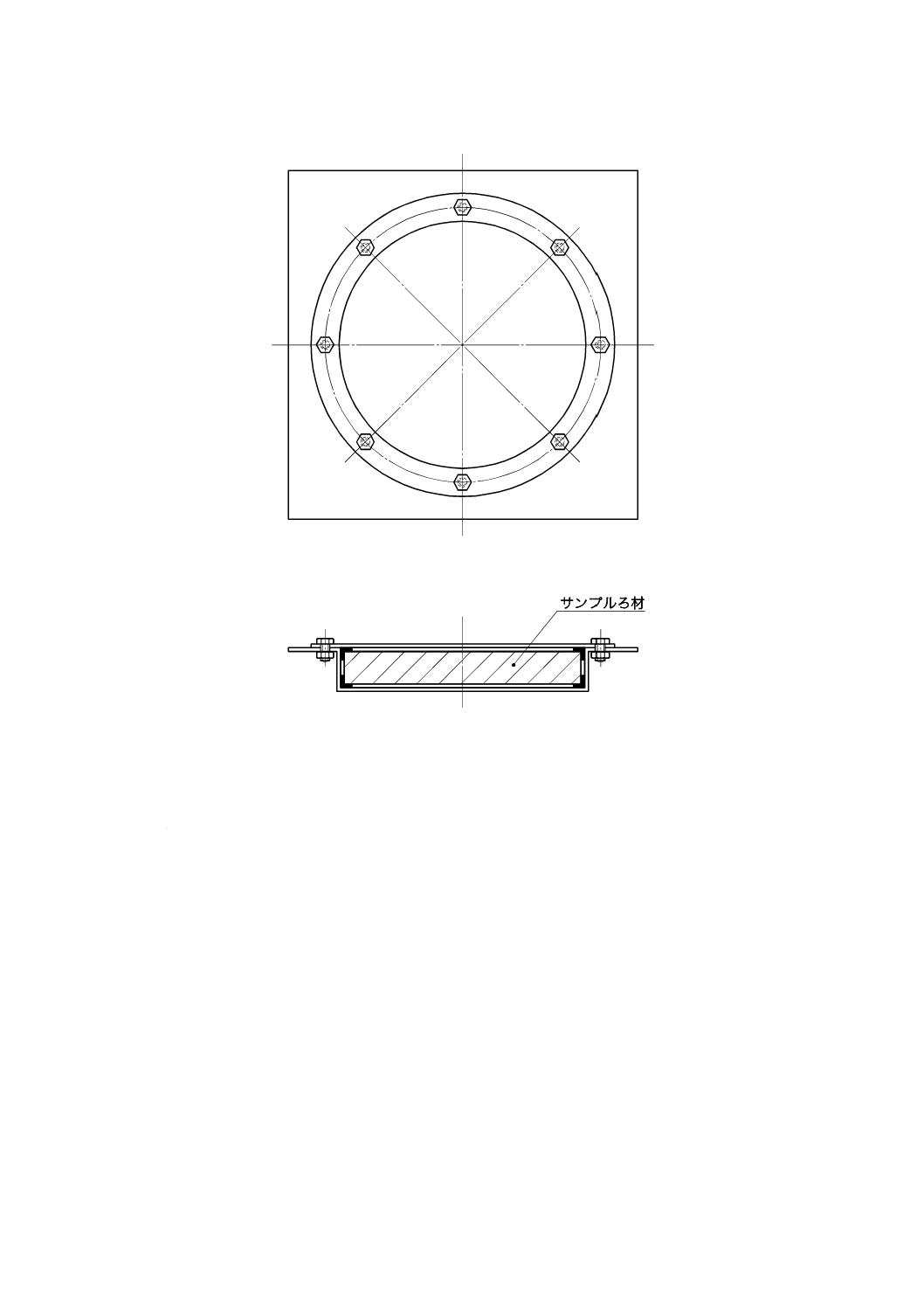
b) ガス拡散・サンプルろ材装着部 ガス拡散・サンプルろ材装着部は,ガス拡散用の垂直管及びサンプ
ルろ材装着部につながる水平管からなる。サンプルろ材装着部は,円筒状のホルダにサンプルろ材を
挿入し,押え板で固定したものからなる(図1参照)。
c) 払落し機構部 払落し機構部は,パルス用圧縮エアータンク,圧力計,減圧弁,電磁弁及び噴射ノズ
ル(内径9 mm)からなる。
d) 制御・記録部 制御・記録部は,制御器,記録計,温度計及び差圧計からなる。
4
R 1686:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図1−試験装置図
6
サンプルろ材
6.1
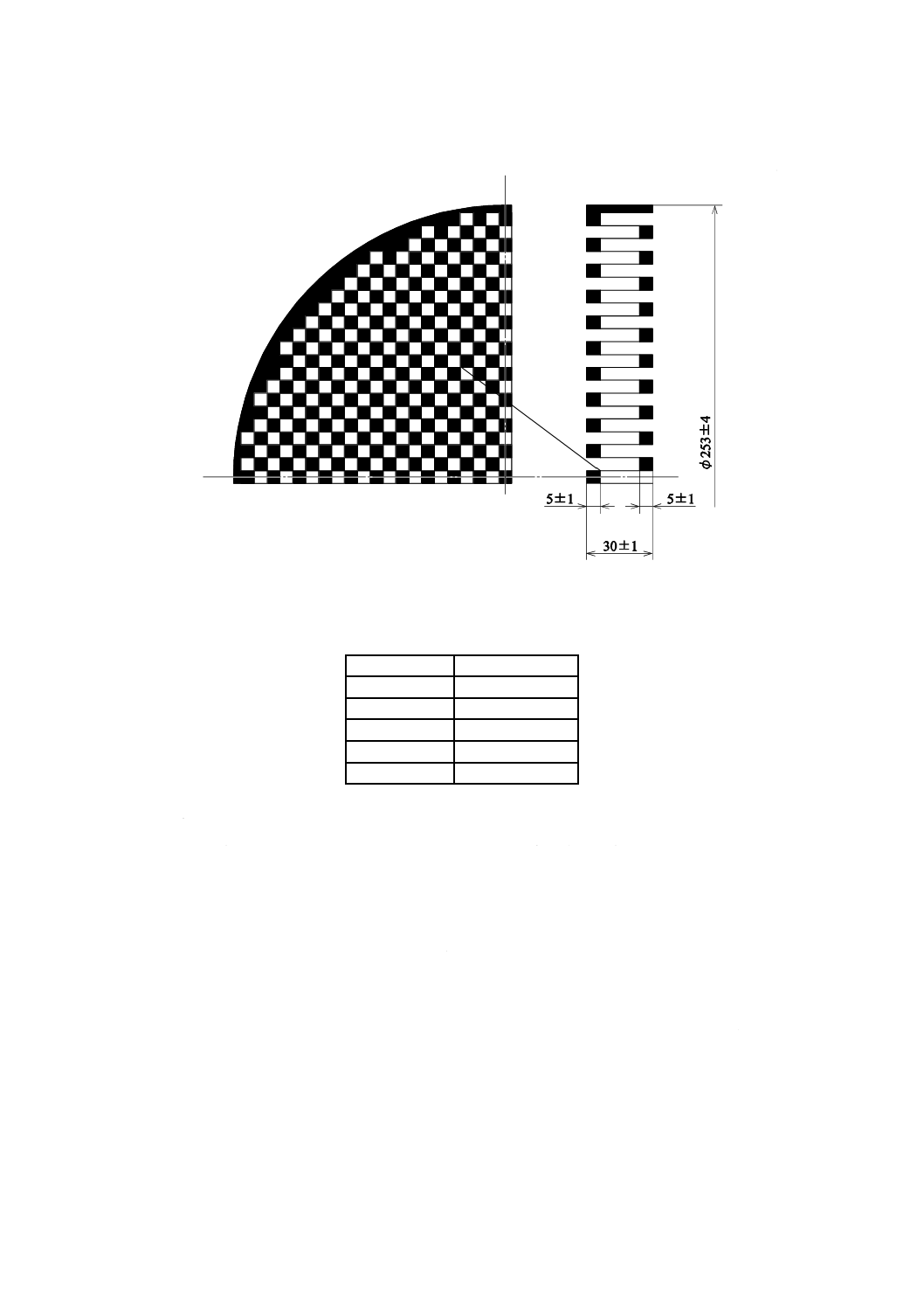
サンプルろ材の形状及び寸法
サンプルろ材の形状は円筒形とし,サンプルろ材ホルダに収容可能な寸法とする。図2にサンプルろ材
の形状の例を示す。表2にサンプルろ材の寸法例を示す。
5
R 1686:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図2−サンプルろ材の形状の例
表2−サンプルろ材の寸法例
外形寸法
φD:253 mm
厚さ
L: 30 mm
目封じ
5 mm
セル寸法
5 mm
セルピッチ
6 mm
ろ過面積
0.3 m2
6.2
サンプルろ材の製作
サンプルろ材の製作は,実体品と同一の原料を用い,同一の製造条件で製作することが望ましい。ただ
し,実体品と形状が異なり同一の成形条件を満足できない場合は,この限りではない。
サンプルろ材は,試験に使用する前に目封じ部の目視検査を行い,目封じが不完全な場合は,目封じ材
の再塗布など適切な方法で修正しなければならない。また,サンプルろ材のろ過抵抗及び試験装置の制約
のため,サンプルろ材のろ過面積を小さくする場合は,サンプルろ材のセルを必要に応じて目封じ材で目
封じしてもよい。
6.3
ろ過面積の算出
サンプルろ材のろ過面積は,サンプルろ材のセル寸法をノギスなど適切なジグで実測し,算出しなけれ
ばならない。円筒状セル形状の場合は,セル内径及び深さを測定し,ろ過面積を算出する。直方体セル形
状の場合は,セルの長辺及び短辺の長さ並びにセルの深さを測定し,ろ過面積を算出する。また,寸法測
定は,全セルで行うことが望ましい。
6
R 1686:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
試験方法
7.1
手順
ろ材の性能評価は,初期集じん性能及びエージング処理後の集じん性能を測定するために,次の手順に
よって行う。
a) 準備[7.3 a)]
b) 入口ダスト濃度の設定[7.3 b)]
c) ろ材の初期集じん性能測定[7.3 c)]
d) エージング処理[7.3 d)]
e) エージング処理をしたろ材の集じん性能測定[7.3 e)]
7.2
試験条件
試験は,次の条件によって行う。
ダスト
:JIS Z 8901に規定された試験用粉体第10種
入口ダスト濃度(Cin)
:5 g・m−3 ±7 %
ろ過速度(v)
:2 m・min−1 ±2 %
パルス用圧縮エアータンク圧力(p):500 kPa ±3 %(ゲージ圧)
払落し圧力損失(Δpc)
:エージング終了までは1 000 Pa,終了後は残留圧力損失値
+1 000 Pa
パルス噴射時間(tp)
:50 ms
注記 上記の試験条件は,受渡当事者間の協定によって合意を得た場合は,変更してもよい。
7.3
試験
試験は,次による。ただし,試験は3回行いその平均値及び標準偏差値を記録することが望ましい。ま
た,試験の回数は,受渡当事者間の協定による。
a) 準備
1) 試験室の温度,相対湿度及び大気圧を記録する。
2) ダストは105〜110 ℃の温度域で3時間以上乾燥した後,デシケータ内で1時間以上静置する。
b) 入口ダスト濃度の設定
1) ろ材をサンプルろ材ホルダに装着し,ひょう量した後,試験装置に組み込む。
2) 入口ダスト濃度を7.2の条件になるよう,ダスト供給機及びダスト分散器の調整を行う。
3) 通気を停止し,試験装置からサンプルろ材ホルダを取り外して質量をひょう量する。
4) 入口ダスト濃度は,式(1)による。
B
C
C
C
f
f
ʼ
−
=
in
········································································(1) 1)
ここに,
Cin: 入口ダスト濃度(g・m−3)
Cfʼ: 試験前のろ材を含むサンプルろ材ホルダの質量(g)
Cf: 試験後のろ材を含むサンプルろ材ホルダの質量(g)
B: 試験装置に供給されたガス量(m3)
注1) セラミックフィルタは,払落しをしなければ,ダストの捕集はほぼ完全で,フィルタ上に
捕集されたダスト量は,流入ガス中に含まれるダスト量と等しいとみなせる。したがって,
通気時間内にフィルタ上にたい(堆)積したダスト量を通気量で除せば,フィルタに流入
したダストの濃度とみなせる。
7
R 1686:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5) 上記の試験を繰り返して,7.2の入口ダスト濃度になるようにダスト供給・分散部を調整する。
c) ろ材の初期集じん性能測定
1) ろ材を装着したサンプルろ材ホルダの質量を測る。
2) JIS Z 8122に規定するHEPAフィルタをひょう量して,HEPAフィルタホルダへ装着する。
3) 7.2の試験条件のガスを通気し,0サイクル時の圧力損失(Δpr)を記録する。
4) 1 000 Paの払落し圧力損失制御のもとで集じん及び払落しを5回行う。吸引したガス体積(B)を記
録する。
5) 試験装置の送風機及びダスト供給機を同時に停止し,垂直管内にダストがなくなるまで待つ。試験
装置の停止時間を短くするためにろ材の入口側のガスを別系統で強制的に吸引してもよい。吸引を
再開して残留圧力損失(Δpr)を測定する。
6) 試験装置から,ろ材を含むサンプルろ材ホルダを取り出してひょう量し,通気前後の質量差から残
留ダスト量(mr)を求める。
7) 試験装置からHEPAフィルタを取り出してひょう量し,式(2)から出口ダスト濃度(Cout)を求める。
B
C
C
C
H
H
ʼ
−
=
out
········································································· (2)
ここに, Cout: 出口ダスト濃度(g・m−3)
CHʼ: 試験前のHEPAフィルタの質量(g)
CH: 試験後のHEPAフィルタの質量(g)
B: 試験装置に供給されたガス量(m3)
8) サイクル時間(tc)及び試験時間(t)を測定する。
9) 式(3)によって集じん率(η)を求める。
100
in
out
in
×
−
=
C
C
C
η
····································································· (3)
ここに,
η: 集じん率(%)
Cin: 入口ダスト濃度(g・m−3)
Cout: 出口ダスト濃度(g・m−3)
d) エージング処理
1) エージング処理は7.3 c)で使用した同じろ材及びHEPAフィルタを装着したそのままの状態で,払
落しを5秒間隔で5 000回繰り返す。
e) エージングをしたろ材の集じん性能測定
1) エージングをしたろ材を含むサンプルろ材ホルダ及び新規に装着したHEPAフィルタの質量を測
る。ガスを通気して0サイクル時の圧力損失(Δpr)を求める。
2) 最終圧力損失値に1 000 Paを加えた払落し圧力損失制御のもとで,払落しを30回行う。その間のガ
ス通過量(B)を測定する。
3) 試験装置からろ材を含むサンプルろ材ホルダを取り出してひょう量し,通気前後の質量差から残留
ダスト量(mr)を求める。
4) 試験装置からHEPAフィルタを取り出してひょう量し,式(2)によって出口ダスト濃度(Cout)を求
める。
5) 残留圧力損失(Δpr),集じんサイクル時間(tc)及び試験時間(t)を測定する。
6) 式(3)によって集じん率(η)を求める。
7) 試験終了時の試験室の温度,相対湿度及び大気圧を記録する。
8
R 1686:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3−サンプルろ材ホルダ
8
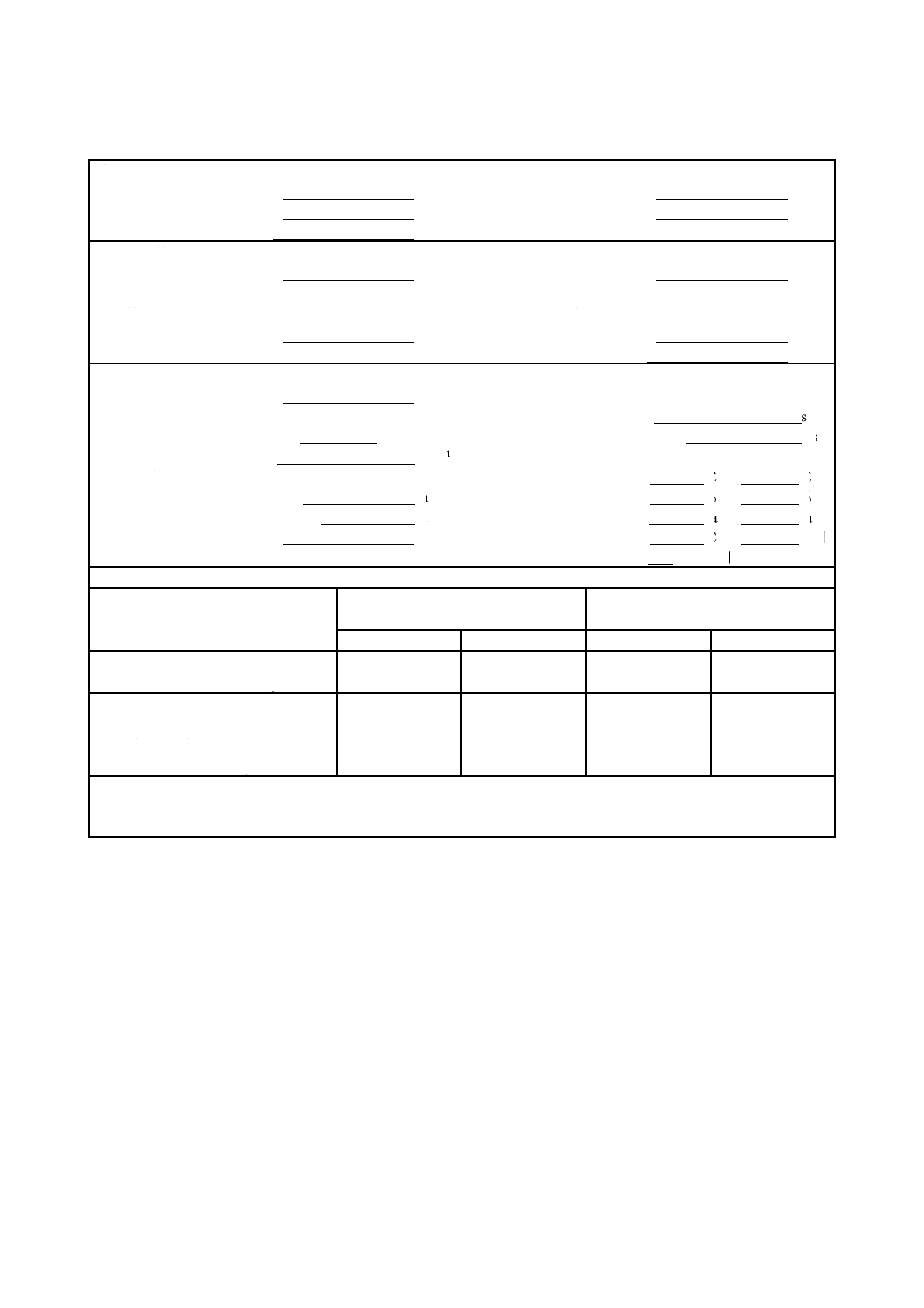
試験結果の報告
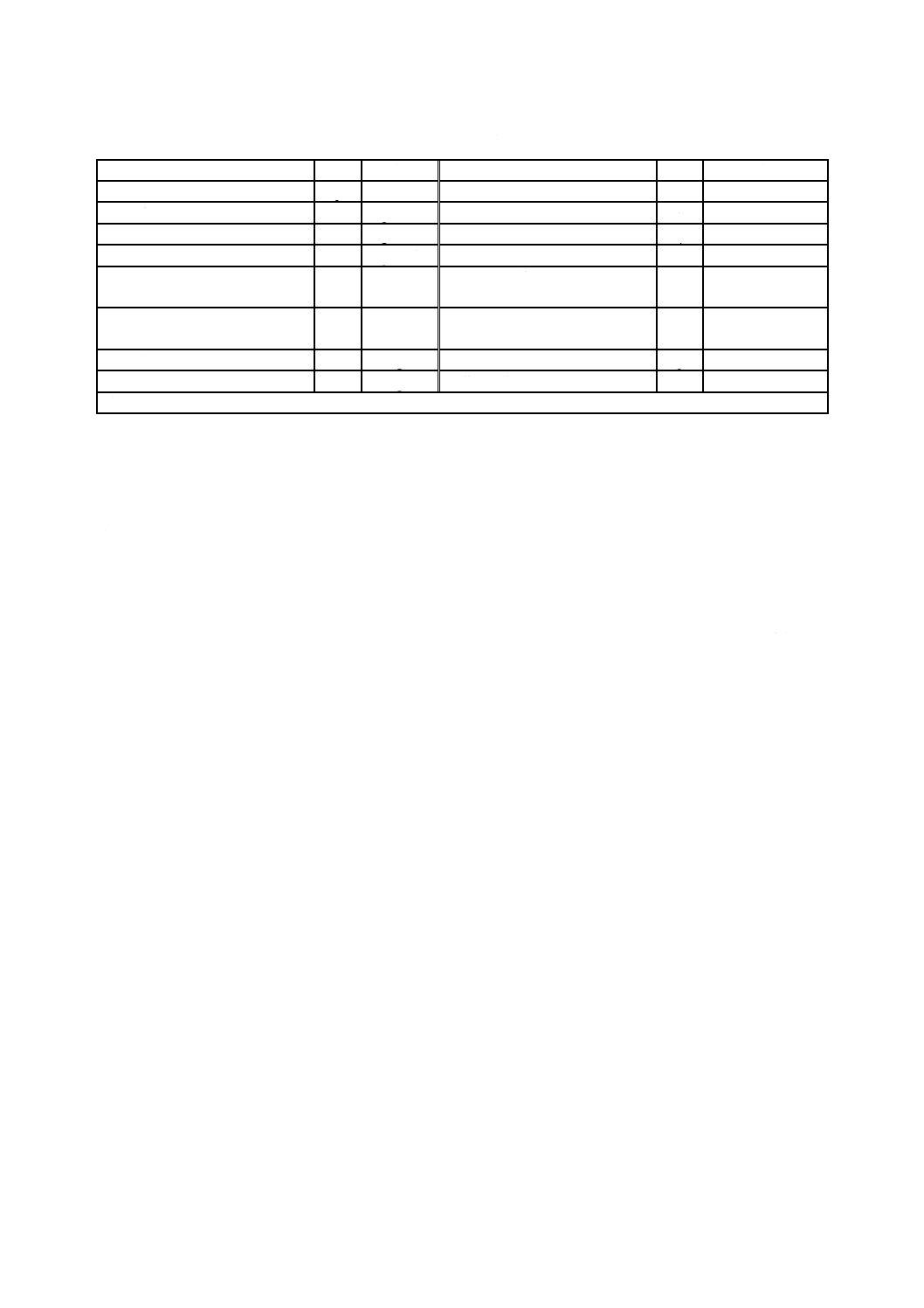
試験結果の報告は,表3に基づき記入する。
なお,集じん率は,JIS Z 8401によって有効数字3けたまで求める。
9
R 1686:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−試験結果の報告の例
適用規格番号
:JIS R 1686
ろ材名称
:
試験番号
:
試験場所
:
試験年月日
:
試験担当者名
:
ろ材の材質
製造業者
:
外形寸法
:
品番
:
セル寸法
:
材質
:
セル深さの平均
:
形状
:
セル数
:
ろ過面積
:
試験条件
ダスト名
:
エージング中の
(JIS Z 8901)
サイクル時間(tc)
: s
入口ダスト濃度(Cin) : g・m−3
パルス噴射時間(tp) : ms
ろ過速度(v)
: m・s−1
試験前
試験後
パルス用
温度
: ℃
℃
圧縮タンク圧力(p) : Pa
相対湿度
: %
%
払落し圧力損失(Δpc) : Pa
大気圧
: Pa
Pa
試験サイクル
:
ダストの乾燥
: ℃
時間
ダストの調湿
: 時間
試験結果
測定項目
エージング前
(ろ材の初期集じん性能)
エージング後
(エージングしたろ材性能)
0サイクル
5サイクル
0サイクル
30サイクル
残留圧力損失
:Δpr(Pa)
残留ダスト量
:mr(g・m−2)
試験時間
:t(min)
集じんサイクル時間 :tc(s)
出口ダスト濃度
:Cout(g・m−3)
集じん率
:η(%)
備考