P 8221-2:2018 (ISO 5264-2:2011)
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 原理······························································································································· 2
4 装置及び使用材料 ············································································································· 2
5 試料採取························································································································· 2
6 試料の調製 ······················································································································ 2
7 操作······························································································································· 3
7.1 離解 ···························································································································· 3
7.2 濃縮 ···························································································································· 3
7.3 こう(叩)解 ················································································································ 3
8 報告······························································································································· 4
附属書A(規定)PFIミル ······································································································ 5
附属書B(規定)PFIミルの管理及び保守 ················································································· 7
附属書C(参考)PFIミルの安定性の確認 ················································································· 9
P 8221-2:2018 (ISO 5264-2:2011)
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,紙パルプ技術協会
(JAPAN TAPPI)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS P 8221-2:1998は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS P 8221の規格群には,次に示す部編成がある。
JIS P 8221-1 パルプ−こう解方法−第1部:ビーター法
JIS P 8221-2 パルプ−こう(叩)解方法−第2部:PFIミル法
日本工業規格 JIS
P 8221-2:2018
(ISO 5264-2:2011)
パルプ−こう(叩)解方法−第2部:PFIミル法
Pulps-Laboratory beating-Part 2: PFI mill method
序文
この規格は,2011年に第3版として発行されたISO 5264-2を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
1
適用範囲
この規格は,PFIミルによるパルプの試験用のこう(叩)解方法について規定する。試料採取,パルプ
の調製及びこう(叩)解並びにこう(叩)解機について規定する。
通常,この方法は,全ての種類の化学パルプ及びセミケミカルパルプに適用できるが,実際には,極め
て長い繊維を含むパルプでは満足のいく結果は得られないことから,この試験方法は推奨しない。
注記1 こう(叩)解は,パルプの物理的性質を試験するための前処置である。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 5264-2:2011,Pulps−Laboratory beating−Part 2: PFI mill method(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS P 8121-1 パルプ−ろ水度試験方法−第1部:ショッパー・リーグラ法
注記 対応国際規格:ISO 5267-1,Pulps−Determination of drainability−Part 1: Schopper-Riegler
method
JIS P 8121-2 パルプ−ろ水度試験方法−第2部:カナダ標準ろ水度法
注記 対応国際規格:ISO 5267-2,Pulps−Determination of drainability−Part 2: “Canadian Standard”
freeness method
JIS P 8201 製紙用パルプの試料採取方法
注記 対応国際規格:ISO 7213,Pulps−Sampling for testing
JIS P 8203 紙,板紙及びパルプ−絶乾率の測定方法−乾燥器による方法
注記 対応国際規格:ISO 638,Paper, board and pulps−Determination of dry matter content−
Oven-drying method
JIS P 8216 パルプ−物理試験用標準水
注記 対応国際規格:ISO 14487,Pulps−Standard water for physical testing
2
P 8221-2:2018 (ISO 5264-2:2011)
JIS P 8220-1 パルプ−離解方法−第1部:化学パルプの離解
注記 対応国際規格:ISO 5263-1,Pulps−Laboratory wet disintegration−Part 1: Disintegration of
chemical pulps
JIS P 8225 パルプ−紙料の固形分濃度測定方法
注記 対応国際規格:ISO 4119,Pulps−Determination of stock concentration
3
原理
規定した濃度及び量のパルプを,バーの付いたロールと平滑なハウジングとの間でこう(叩)解する。
こう(叩)解は,製紙用繊維を水とともに機械的に処理することによって,主としてフィブリル化及び繊
維の切断を行う。ロール及びハウジングは,同じ方向に異なる周速で回転する。
4
装置及び使用材料
一般的な実験器具によるほか,次による。
4.1
PFIミル PFIミルは,附属書Aによる。PFIミルの管理及び保守は,附属書B,安定性の確認は,
附属書Cに示す。
4.2
離解機 離解機は,JIS P 8220-1の附属書A(標準離解機の構成)による。
4.3
はかり 試料を少なくとも±0.2 gの精度でひょう量できるものとする。
4.4
標準水 JIS P 8216で規定する25 ℃で電気伝導率が0.25 mS/m以下となるように精製したものとす
る。
4.5
校正用パルプ 附属書Cを参照する。こう(叩)解を管理するためのものであり,物理的性質を安
定させるために,十分に長い期間保存したものとする。通常,校正用パルプは,こう(叩)解するパルプ
と同じ種類のものがよい。パルプの種類によっては経時変化する場合があるため,経時変化しにくいほか
の種類のパルプを選択する必要がある。
長期保存における校正用パルプの経時変化を最小限にするために,校正用パルプは室温で相対湿度40 %
〜60 %の暗所でほこりのない場所で保管する。
注記 推奨する条件下で保存することによって,校正用パルプの物理的性質は,ほとんどの場合,約
10年間安定している。引張強さ及び引裂強さの値の変化は,校正用パルプが安定していないこ
とを示しているおそれがある。安定性は,校正用パルプの粘度を,例えば年に2回測定するこ
とによって確認できる。
5
試料採取
パルプロットを評価するためにこう(叩)解する場合は,JIS P 8201に従って試料を採取しなければな
らない。
それ以外は,試料を特定するのに必要な情報及び可能な場合は,採取方法も報告する。
試料は,全体を代表するように採取する。
6
試料の調製
試料の調製は,次による。
a) ウェットパルプ又はドライパルプの場合は,JIS P 8203に従って絶乾率を測定する。試料が水懸濁液
の場合,JIS P 8225に従って,絶乾率を測定する。
3
P 8221-2:2018 (ISO 5264-2:2011)
b) 絶乾パルプの30.0 g±0.5 gに相当する試料を採取する。試料がシート状の場合,シートは裁断せずに
引き裂き,かつ,切り口を避ける。
c) 試料が機械乾燥によるシート状又はフラッシュ乾燥によるスラブ状の場合は,0.5 Lの標準水(4.4)
に室温で少なくとも4時間浸せきする。浸せきしたパルプを,約25 mm×25 mmの大きさに引き裂く。
予備離解時のこう(叩)解の影響を最小限にするために,浸せきによってパルプを完全に膨潤させる
ことが重要である。ウェットパルプは,浸せきしないで離解してもよい。
7
操作
7.1
離解
ウェットパルプ又は浸せきしたパルプの離解は,JIS P 8220-1に従って行う。20 ℃±5 ℃の標準水(4.4)
を使用して,全体積を2 000 mL±25 mLにする。離解機での質量分率は,約1.5 %となる。
パルプの絶乾率が20 %以上の場合は,プロペラの累積回転数が30 000回になるまで離解し,20 %未満
の場合は,10 000回になるまで離解しなければならない。
離解後に,パルプが完全に離解したことを目視で確認する。完全に離解できていなかった場合は,繊維
が完全に分散するまで離解を続ける。
気候上の理由から,標準水(4.4)の温度を20 ℃±5 ℃の範囲外で行ってもよい。報告書にその旨を記
載する。
7.2
濃縮
離解後,パルプ懸濁液をブフナー漏斗又は他の適切な装置で11 %〜20 %の質量分率まで濃縮する。繊維
の流失を避けるために,ろ液を繊維マットの上から再度ろ過する。必要であれば,これを数回繰り返す。
はかりを使用して,濃縮したパルプを標準水(4.4)で全質量が300 g±5 gになるように希釈する。これ
は,質量分率10 %の濃縮パルプに相当する。
7.3
こう(叩)解
7.3.1
こう(叩)解条件
こう(叩)解条件が正しいことをA.2によって確認する。
1度に1本のバーだけがハウジングと接触すると仮定した場合,バーの長さ当たりのこう(叩)解圧は,
3.33 N/mm±0.10 N/mmとする。こう(叩)解中にロールが,開放方向に押し戻ることができなければなら
ないため,ロールとハウジングとの間隙を固定できる機構がある場合は,使用してはならない。
パルプによっては,正確にパルプの物理的性質を評価するために,バーの長さ当たりのこう(叩)解圧
が低い方が適していることが経験的に分かっている。そのような場合には,バーの長さ当たりのこう(叩)
解圧を1.77 N/mm±0.10 N/mmとし,その旨を報告書に記載する。
7.3.2
こう(叩)解操作
a) PFIミル(4.1)のロール及びハウジング並びに7.1及び7.2に従って調製した濃縮パルプの温度を20 ℃
±5 ℃に調節する。
b) パルプをハウジングに入れ,内壁面にできるだけ均一に分布する。パルプが均一に分布することによ
って,円滑な始動と不必要な振動の低減とができ,より安定したこう(叩)解ができる。ハウジング
の底部にパルプが残らないようにする。
c) ロールをハウジングに入れ,ハウジングの蓋を定位置に押し込む。
警告 高回転数でこう(叩)解すると,ロール及びハウジングの温度が上昇することがある。必要
に応じて,水で冷却し,次のこう(叩)解を行う前に指定の範囲内の温度にする。温度は,
4
P 8221-2:2018 (ISO 5264-2:2011)
赤外線(IR)温度計などで測定することができる。
d) ハウジングが回転し,パルプが跳ね飛ばされてハウジングの内壁にへばりついてから,ロールを回転
する。
e) ロール及びハウジングが最高速度に達したら,一定の速度で2秒かけてこう(叩)解圧を加える。こ
う(叩)解圧が完全に作用したと同時に回転数計をスタートする。
f)
ロールが必要な回転数に達したら,こう(叩)解圧を解放する。モータのスイッチを切り,ロール及
びハウジングを完全に停止する。蓋をとり,ロールを最初の位置に戻す。
g) 試料を2 L以上の容量のメスシリンダ又はコンテナに移す。標準水(4.4)でこう(叩)解機を洗い,
洗い水をメスシリンダ又はコンテナに加える。全ての試料がこう(叩)解されたものであることを確
認する。
h) 試料を標準水(4.4)で2 000 mL±25 mLに希釈し,離解機(4.2)で10 000回転分の離解をする。関
連する規格に従って,こう(叩)解したパルプの処理及び/又は試験を行う。ろ水度を試験する場合
は,JIS P 8121-1又はJIS P 8121-2に従い,こう(叩)解後30分以内に行う。
i)
こう(叩)解が終了したら,PFIミルを完全に洗浄する。必要であれば,ピッチ除去用の溶剤で洗浄
し,最後に水で洗浄する。
8
報告
報告書には,次の事項を記載する。
a) この規格名称及び規格番号
b) 試料を特定するのに必要な全ての情報
c) 試験年月日及び試験場所
d) 水温及び/又はハウジングの初期温度が規定した範囲と異なる場合,その値
e) 予備離解の回転数
f)
こう(叩)解回転数
g) こう(叩)解圧が3.33 N/mm±0.10 N/mmと異なる場合,そのこう(叩)解圧
h) 材質が青銅製の場合,その部品
i)
ろ水度試験をした場合,その結果
j)
操作中に観察された特記事項
k) この規格と異なる条件及び方法で操作した場合は,その内容
5
P 8221-2:2018 (ISO 5264-2:2011)
附属書A
(規定)
PFIミル
A.1 PFIミル
A.1.1 一般事項
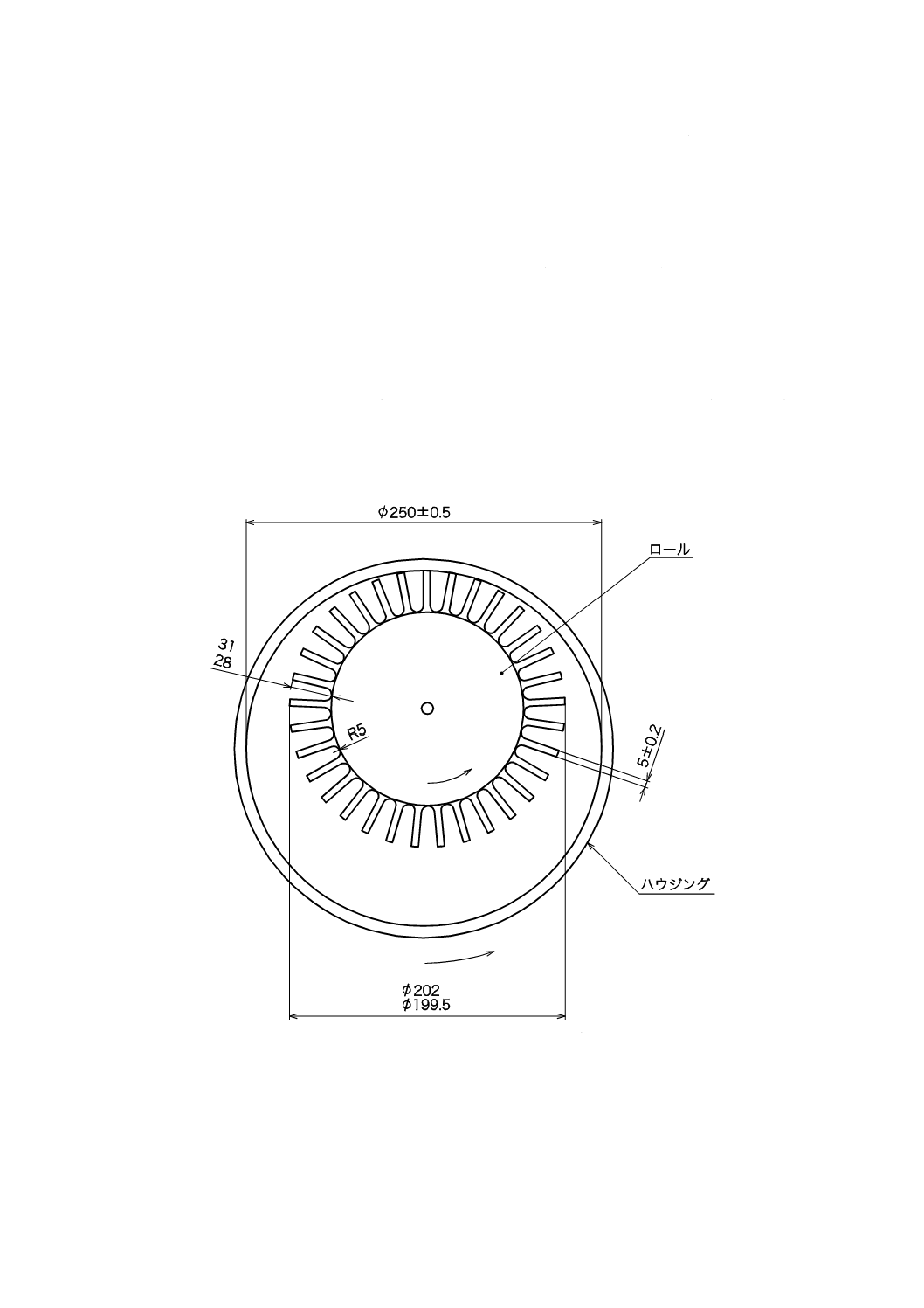
PFIミル(図A.1参照)は,ロール,蓋を備えたハウジング及びこう(叩)解圧を加圧する装置からな
るものとする。ロール及びハウジングの材質は,ステンレス鋼製とする。ロール及びハウジングは,垂直
軸で回転する。バー間の根元は,半径5 mmの円弧形状であり,滑らかな表面をもつものとする。
注記 当初製造されたPFIミルは,青銅製であったが,ステンレス鋼製と青銅製とでは,必ずしも同
じこう(叩)解結果が得られるわけではない。青銅製のこう(叩)解機を用いる場合は,その
旨を報告書に記載する。
A.1.2 ロール
ロールは,長さ50.0 mm±0.1 mm,幅5.0 mm±0.2 mmのバーを33本備えたものとし,そのバーは,ロ
ール軸に平行で放射状に並んでいるものとする。バーを含めたロールの直径は,199.5 mm〜202.0 mm(好
ましくは201.0 mm)であり,バー間の空洞の深さは,28.0 mm〜31.0 mm(好ましくは30.0 mm)でなけれ
ばならない。ロールは,約1 kWの定格のモータによって,24.3 s−1±0.5 s−1(無加圧時)の回転速度で駆
動するもので,ロールの回転数はカウンタで表示する。ロールは,タイミングベルト又はベルト伝達装置
によって,反時計方向に駆動する。
A.1.3 ハウジング
ハウジングは,内径250.0 mm±0.5 mm,深さが52.1 mm±0.1 mmとし,約0.4 kWの定格のモータで駆
動するものとする。無加圧時のロールの回転速度24.3 s−1±0.5 s−1との周速差を6.0 m/s±0.2 m/sとするた
めに,ハウジングの回転速度は,ロールの回転速度の約半分とし,これらの要件に適合するように設定し
なければならない。したがって,ロールの公称回転速度24.3 s−1±0.5 s−1において,ハウジングの回転速
度は,11.8 s−1±0.3 s−1とする。ハウジングは,タイミングベルト又はベルト伝達装置によって,反時計方
向に駆動する。
A.1.4 加圧装置
加圧装置は,バーの長さ当たりのこう(叩)解圧をかけるために,ハウジングの壁に対して加圧レバー
による方法又はエアシリンダによる方法のいずれかによってロールを加圧しなければならない。
A.1.5 距離調節装置
PFIミルには,研磨及び調整のときにロールとハウジングとの距離を調節するための距離調節装置(距
離調節ねじ)が備えられていることとする。
A.2 取扱条件
A.2.1 再現性のあるこう(叩)解を確保するには,次の条件を満たさなければならない。
A.2.2 PFIミルは,丈夫で振動のない場所に水平に固定する。ロールを上昇し,固定した位置で横側に移
動した後,水準器をハウジングの底面に置き,脚部の高さ調節用ボルトを調整することによって水平にす
る。
A.2.3 ロール及びハウジングは,正しい速度で回転しなければならない。
6
P 8221-2:2018 (ISO 5264-2:2011)
A.2.4 ベルトが滑らないこととする。加圧すると,通常,ロールの回転速度は0.3 s−1〜0.6 s−1減速し,ハ
ウジングの回転速度は,僅かに増加する。
注記 タイミングベルトの使用によって,滑りを防止できる。
A.2.5 適切なこう(叩)解圧を負荷する。
A.2.6 全ての荷重がこう(叩)解圧として伝達するように,全ての部品が自由に動くこととする。
A.2.7 ロールとハウジングとの間隙を固定できる機構がある場合は,こう(叩)解中は使用してはならな
い。
A.2.8 ロール及びハウジングは,清潔で汚れがないこととする。ピッチは,非腐食性の溶剤で除去しなけ
ればならない。
A.2.9 PFIミルの状態は,ときどき校正用パルプ(4.5)をこう(叩)解することによって,確認しなけれ
ばならない。ショッパー・リーグラろ水度(JIS P 8121-1を参照)で約50°SR又はカナダ標準ろ水度(JIS
P 8121-2を参照)で約200 mLCSFまで,標準の回転数で校正用パルプをこう(叩)解し,得られたろ水度
が初期に設定された値の±5 %以内でなければならない。
単位 mm
図A.1−PFIミルのロール及びハウジングの寸法
7
P 8221-2:2018 (ISO 5264-2:2011)
附属書B
(規定)
PFIミルの管理及び保守
B.1
一般事項
PFIミルのこう(叩)解効率をときどき確認するために,校正用パルプを保管しておく。こう(叩)解
効率を確認する頻度は,PFIミルの使用状況及び経験によって判断する。通常の使用状況では,こう(叩)
解効率は長く維持するものである。
こう(叩)解効率が低下した場合,すなわち,通常よりもこう(叩)解の緩やかな変化又はこう(叩)
解に影響する金属面に損傷があるときは,B.2及びB.3に規定している手順によって,こう(叩)解効率
を元に戻す。最初に,B.3に規定している精研磨の手順から始める。十分でない場合は,B.2に規定してい
る粗研磨を行い,次に,B.3に規定している精研磨をする。
こう(叩)解効率が増加した場合,すなわち,通常よりもこう(叩)解が速く変化するときは,B.4に
規定している調整を行い,こう(叩)解効率を回復する。
B.2
粗研磨の操作
ハウジングを駆動するモータの回転方向を逆にする。このとき,ハウジングは,時計方向に回転する。
PFIミルの製造業者の指示に従い,距離調節ねじのゼロ点を求める。
距離調節ねじでロールとハウジングとの間隙を約2.0 mmにする。ロールの回転数を5 000回〜6 000回
に設定し,バーの長さ当たりのこう(叩)解圧を3.33 N/mmとする。水溶性切削油50 mLを水50 mLで希
釈した液に炭化けい素粉末15 g(等級90 μm開度通過分)を混合した懸濁液をハウジングに入れる。ハウ
ジングを駆動する前に,炭化けい素粉末,切削油及び水が十分に混合していることを確認する。
警告1 研磨用の成分が十分に混合していない場合,炭化けい素粉末がハウジングの底部近くにとど
まることがあり,バーの底縁部を丸くする。
警告2 均一な混合物を得るためには,温度管理が非常に重要である。PFIミルの取扱説明書に記載
している推奨事項を参照する。不均一な混合物では,油と水との凝集体を形成する危険性が
あり,研磨に影響を与える。
ハウジングを回転し,炭化けい素粉末の懸濁液をハウジングに対して飛ばす。その後,ハウジングを止
める。蓋が,支持具の位置にあることを確認した後,ロールをハウジングに入れ,きちんと蓋をする。
ハウジング及びロールを回転させて荷重を加える。ロールとハウジングとの間隙を距離調節ねじで研磨
音が聞こえてくるまで慎重に狭め,PFIミルを回転させる。その音がほとんど聞こえなくなったら,更に
間隙を狭める。一度に狭める間隙は,0.03 mm未満でなければならない。以上の研磨をきずがなくなるま
で繰り返す。
最後に,こう(叩)解部分及び蓋を石けん及び水で洗浄する。油又は炭化けい素粉末が残っていないこ
とを確認する。
B.3
精研磨の操作
粗研磨が終了した後,炭化けい素粉末(等級45 μm開度通過分)を用いて,1回〜2回の精研磨を行う。
炭化けい素粉末の等級の違いを除いて,B.2と同様の手順で研磨を行う。
8
P 8221-2:2018 (ISO 5264-2:2011)
バーの後端にできた粗い角をファインホーニングと(砥)石及び研磨と(砥)石を使用して取り除く。
ロールを完全にきれいにする。
ハウジングを駆動するモータの回転方向を元に戻す。今度は,ハウジングは,反時計方向に回転する。
B.4
仕上処理の操作
B.2及び/又はB.3に従って研磨をした後,通常,こう(叩)解面は粗くなりすぎる。試行錯誤しなが
ら炭化けい素粉末(等級45 μm開度通過分)を混合したパルプをこう(叩)解することによって,所望の
ロール回転数で必要なこう(叩)解効率(°SR/CSF)が得られるように,こう(叩)解面の平滑化をしな
ければならない。
ロールとハウジングとの間隙を約2 mmにし,ロールの回転数(粗研磨の程度に応じて変える)を設定
する。ロールの回転数は10 000回が望ましい。
30 gのパルプと15 gの炭化けい素粉末(等級45 μm開度通過分)との混合物をハウジングに入れ,通常
の手順でこう(叩)解する(7.3)。
こう(叩)解した後に,石けん及び水でロール及びハウジングをきれいに掃除し,粉末及び油の残さ(渣)
が残らないように注意する。
ロールとハウジングとの間隙を固定できる機構がある装置で,間隙を固定している場合は,開放する。
粉末の残さ(渣)を除去するために,ロールの回転数で10 000回に相当する時間,こう(叩)解する。
B.5
こう(叩)解の管理
研磨及び仕上処理の後,ショッパー・リーグラろ水度又はカナダ標準ろ水度を確認するために校正用パ
ルプでこう(叩)解を行う。
°SR値が高すぎる場合(CSF値が低すぎる場合),B.4に規定の仕上処理の操作を繰り返す。一方,°SR
値が低すぎる場合(CSF値が高すぎる場合),B.2及びB.3に規定の研磨の操作を繰り返す。
9
P 8221-2:2018 (ISO 5264-2:2011)
附属書C
(参考)
PFIミルの安定性の確認
C.1 一般事項
こう(叩)解機の性能を定期的に確認することを推奨する。PFIミルの性能を検証するために幾つかの
方法がある。一般的に使用されている方法については,次のとおりである。実験室ごとに最も適した方法
を選択する。
C.2 実験室内でこう(叩)解管理を行うための校正用パルプ材料
PFIミルの繰返し精度を定期的(例えば,毎月)に検査するために,こう(叩)解機で最も頻繁に使用
されるパルプと同じ種類の校正用パルプを使用して管理することが望ましい。校正用パルプは,物理的性
質が安定しているものを用いるとよい。
校正用パルプ(広葉樹及び針葉樹)は,the Norwegian Paper and Fibre Research Instituteから入手可能であ
る。PFIは,PFIミルでこう(叩)解したパルプの校正値及び許容誤差の情報をもつ。
また,校正用パルプ(広葉樹及び針葉樹)は,FPInnovationsからも入手可能であり,PFIミルでこう(叩)
解したパルプの校正値及び許容誤差の情報をもつ。しかしながら,FPInnovationsの校正用パルプは,
PAPTAC Standard C.7で規定されたこう(叩)解条件のものであり,こう(叩)解は24 gのパルプ及び
0.2 mmのこう(叩)解間隙で実施しているものである。したがって,この規格に記載されているものとは
異なる。
C.3 実験室間比較試験
実験室内での管理に加えて,PFIミルのこう(叩)解の再現性を確認するために,ほかの実験室とのこ
う(叩)解機の性能を比較する実験室間比較試験に定期的に参加することが望ましい。
注記 実験室内及び実験室間の両方の試験では,広葉樹パルプ及び針葉樹パルプを使用することがで
きる。異なる種類のパルプが,PFIミルのこう(叩)解効率に影響を与えることがあるため,
広葉樹パルプ及び針葉樹パルプ用に別々のPFIミルを指定する実験室もある。
参考文献 [1] ISO 5269-1,Pulps−Preparation of laboratory sheets for physical testing−Part 1: Conventional
sheet-former method
[2] ISO 5269-2,Pulps−Preparation of laboratory sheets for physical testing−Part 2: Rapid-Köthen
method
[3] ISO 5269-3,Pulps−Preparation of laboratory sheets for physical testing−Part 3: Conventional
and Rapid-Köthen sheet formers using a closed water system
[4] ISO 5270,Pulps−Laboratory sheets−Determination of physical properties
[5] PAPTAC Standard C.7,Laboratory Processing of Pulp (PFI Mill)