P 8155:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 原理······························································································································· 1
5 装置······························································································································· 2
5.1 王研式平滑度試験機の種類 ······························································································ 2
5.2 圧力センサ式平滑度試験機 ······························································································ 2
5.3 水柱式平滑度試験機 ······································································································· 4
6 試験片···························································································································· 5
7 操作······························································································································· 5
8 試験結果の表し方 ············································································································· 5
9 報告······························································································································· 6
P 8155:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,紙パルプ技術協会(JAPAN TAPPI)及び財団
法人日本規格協会(JSA)から,紙パルプ技術協会規格(JAPAN TAPPI No.5-2:2000)を基に作成した工
業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済
産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8155:2010
紙及び板紙−平滑度試験方法−王研法
Paper and board-Determination of smoothness-Oken method
1
適用範囲
この規格は,紙及び板紙の平滑度を王研式平滑度試験機によって試験する方法について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS P 8110 紙及び板紙−平均品質を測定するためのサンプリング方法
JIS P 8111 紙,板紙及びパルプ−調湿及び試験のための標準状態
JIS P 8119 紙及び板紙−ベック平滑度試験機による平滑度試験方法
JIS Z 9041-1 データの統計的な解釈方法−第1部:データの統計的記述
ISO 48,Rubber, vulcanized or thermoplastic−Determination of hardness (hardness between 10 IRHD and 100
IRHD)
ISO 4662,Rubber−Determination of rebound resilience of vulcanizates
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
王研式平滑度(Oken smoothness)
測定リングに試験片を一定圧力で押し付けた状態で,測定リングと試験片との間げき(隙)から,一定
圧力の圧縮空気が一定量漏れるのに要する時間。単位は秒(s)で表す。
4
原理
一定圧力に調圧した圧縮空気を,所定のノズルを通過させ,測定ヘッドに供給する。測定ヘッドに供給
された圧縮空気は,試験片と幅1 mmのリングとの間げき(隙)を通して外部に漏れ,圧力が低下する。
この圧力低下量を測定し,圧力低下量から10 mlの空気が漏れるのに要する時間(s)[JIS P 8119のベック
平滑度(s)に対応]を計算する。
注記 王研式平滑度は,測定ヘッドと試験片面との間げき(隙)から10 mlの空気が漏れる時間で表
す点ではベック平滑度と同じである。ただし,王研式平滑度試験機は測定ヘッドが同心リング
の平面円板のため,空気の漏れる流路が短く,かつ,空気圧を測定する方式のため,ほとんど
の紙・板紙を20〜60 sで測定することが可能である。このため,ベック平滑度試験機と比較し
て試験片の内部を通して流出する空気量が少ない。この結果,紙表面と測定ヘッドとの間げき
2
P 8155:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(隙)だけから漏れる空気による真の平滑度に近い測定値が得られる。
5
装置
5.1
王研式平滑度試験機の種類
測定部の圧力の検出方法によって,次の2種類がある。
a) 圧力センサ式平滑度試験機
b) 水柱式平滑度試験機
5.2
圧力センサ式平滑度試験機
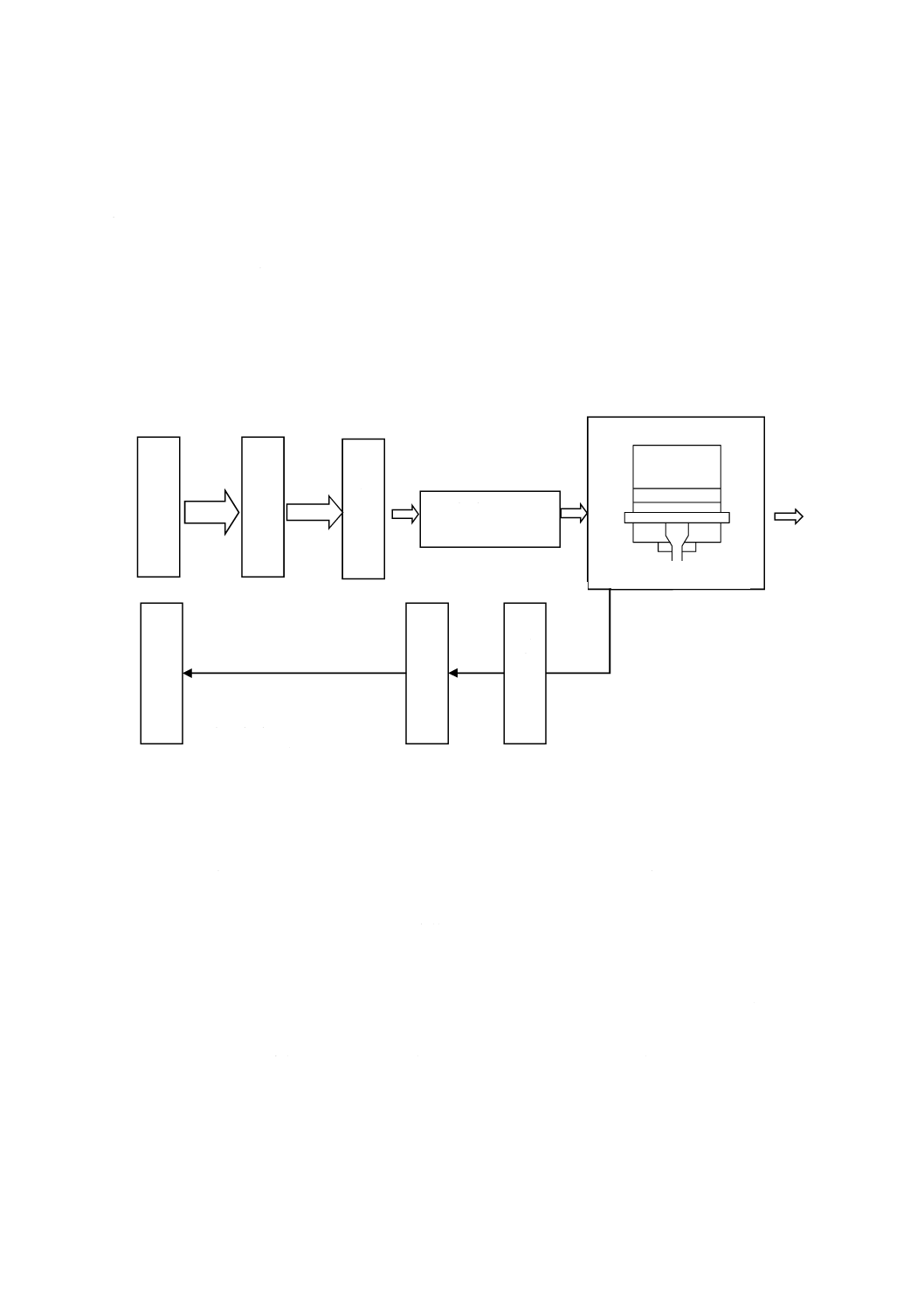
図1のフロー図に示すようにコンプレッサ,減圧弁,調圧弁,空気流入ノズル,平滑度測定部,圧力セ
ンサ,演算部及び出力装置からなる。
図1−圧力センサ式平滑度試験機のフロー図
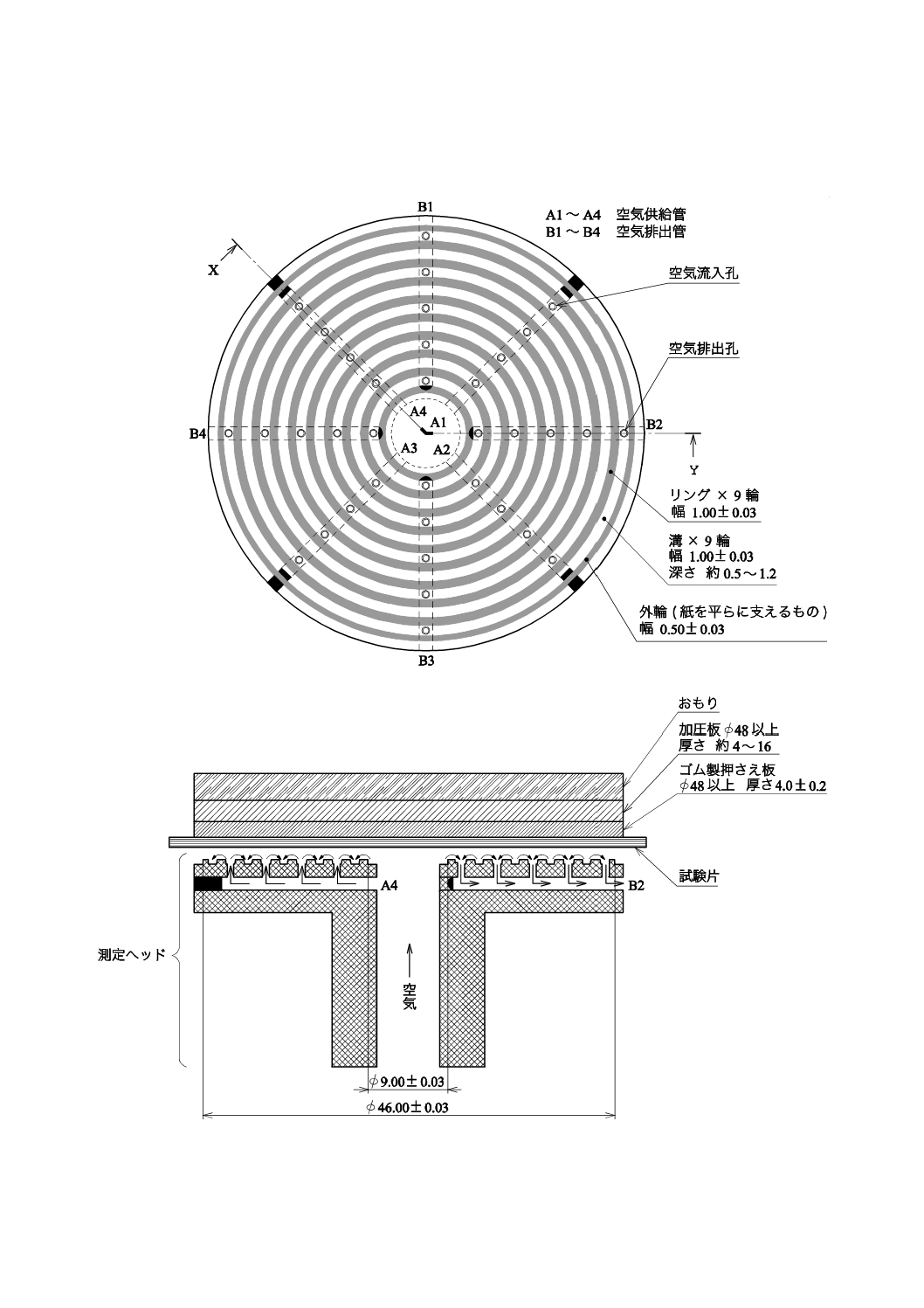
a) 平滑度測定部 図2に示すような構造で,耐摩耗性,防さび性の材料でできた測定ヘッド,ゴム製押
さえ板,加圧板及びおもりからなる。
1) 測定ヘッド 試験片と測定部との接触する部分は,幅1.00±0.03 mmの9輪の同心リングからなる。
さらに最外部には,試験片を平らに支えるための幅0.50±0.03 mmの外輪をもつ。また,各リング
間の溝の寸法は,幅1.00±0.03 mm,深さ約0.5〜1.2 mmであり,内4本の溝は空気供給孔を,他の
5本の溝は空気排出孔をもち,それぞれリングを挟んで交互に配置するものとする。加圧空気は,
測定ヘッドの中心部からA1〜A4の空気供給管を通り空気流入孔から溝に流入する。試験片表面と
リングとの間げき(隙)から漏れた空気は,隣の溝の空気排出孔からB1〜B4の空気排出管を通り,
測定ヘッド外へ排出する構造となっている。
2) ゴム製押さえ板 直径48 mm以上,厚さ4.0±0.2 mm,ISO 48による硬さが40±5 IRHD,及びISO
4662による反発弾性が62 %以上のもの。
3) 加圧板 金属製の厚さ 約4〜16 mm,直径48 mm以上の円形で平らな面からなり,ゴム製押さえ板
とおもりとの間に介在し,試験片とゴム製押さえ板とをより均一に密着させるもの。
4) おもり おもりの質量は,ゴム製押さえ板及び加圧板の質量を含めて,合計で8.07±0.08 kgとし,
コ
ン
プ
レ
ッ
サ
調
圧
弁
圧
力
セ
ン
サ
出
力
装
置
空気流入ノズル
φ0.3 mm×50 mm
500〜700 kPa
PC=4.91 kPa(500 mmH2O)
供給した空気圧力と測定ヘッ
ド内圧力との差から,10 mlの
空気が漏えいするのに必要な
時間(s)を計算
演
算
部
P:測定ヘッド内圧力
減
圧
弁
測定ヘッド
排気
平滑度測定部
3
P 8155:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定中,試験片にかかる圧力が98.1±1.0 kPaとなるもの。おもりの代わりに空気加圧でもよい。
単位 mm
測定ヘッド平面図
平滑度測定部のX-Y断面図
図2−平滑度測定部
4
P 8155:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) コンプレッサ 500〜700 kPaの空気を供給可能なもの。
c) 減圧弁 コンプレッサからの圧縮空気を,調圧弁[5.2 d)]で所定の測定圧力に調整可能な圧力まで減
圧できるもの。
d) 調圧弁 減圧弁で減圧した空気を4.91±0.02 kPa (500±2 mmH2O)に調圧可能なもの。
e) 空気流入ノズル 防さび性の細い管で,内径が約0.3 mm及び長さが約50 mmのものであり,空気流
量を測定しながら長さを微調整したもの。この標準形の空気流入ノズルのほかに高平滑度用として,
更に内径の小さいものでもよい。
f)
圧力センサ 圧力センサは,内蔵した感圧素子などで測定ヘッド内圧力を検知し,電気信号に変換す
るもの。
g) 演算部 供給した空気圧力と測定ヘッド内圧力との差から,10 mlの空気が漏れるのに要する時間(s)
を計算し,王研式平滑度(T)を得る。この計算方法は,測定ヘッドに供給した空気圧をPC,圧力セ
ンサの測定圧をPとして,次の式で求める。定数Kは,空気流入ノズルの形状,空気の粘性係数など
によって決まる値である。
P
P
P
K
T
−
×
=
C
内径約0.3 mm,長さ約50 mmの空気流入ノズルを用いた標準形試験機の場合は,定数Kが100と
なるように空気流入ノズルの長さを微調整している。この場合,測定圧Pが供給圧PCの1/2になると
きT=Kとなり,王研式平滑度(T)は100 sとなる。また,高平滑度用試験機の場合は,定数Kが500
又は1 000となるように空気流入ノズルの内径及び長さを調整する。
h) 出力装置 演算部で計算した王研式平滑度(T)をデジタル表示するもの。
5.3
水柱式平滑度試験機
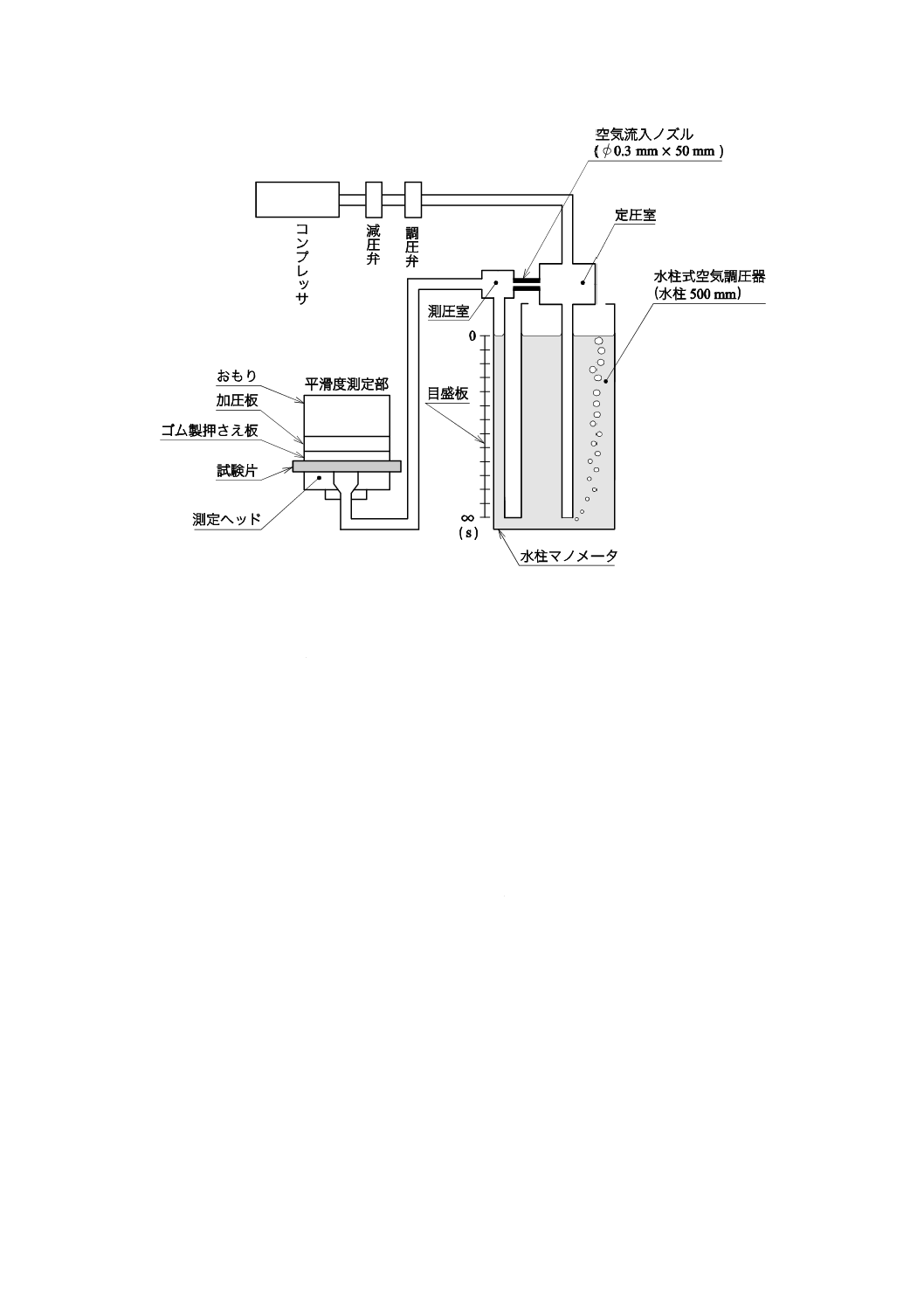
図3に水柱式平滑度試験機の例を示す。コンプレッサからの高圧空気を減圧弁及び調圧弁によって約10
kPaに調圧後,水柱式空気調圧器を用いて,4.91 kPa(500 mmH2O)の圧力に調圧し,図1の圧力センサの
代わりに水柱マノメータで測定ヘッド内の圧力を測定する。水柱マノメータは,0〜∞の王研式平滑度(T)
を示す目盛板をもつ。コンプレッサ,空気流入ノズル及び平滑度測定部は,5.2による。
5
P 8155:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3−水柱式平滑度試験機の例
6
試験片
ロットを代表する試験の場合は, JIS P 8110に規定する方法によって試料を採取する。試験片は,JIS P
8111に規定する条件で調湿し,折り目,しわなどの異常な部分を避け,60 mm×60 mm以上の大きさのも
のを10枚以上用意する。
7
操作
測定は,JIS P 8111に規定する標準条件下で行う。測定圧力に調圧された空気を測定ヘッドに供給し,
ゴム製押さえ板,加圧板及びおもりを直接測定ヘッドに重ねたとき,測定圧力が4.91±0.02 kPa(500±2
mmH2O)になっていることを確認する。水柱式平滑度試験機の場合は,水柱マノメータの指示値が∞であ
ることを確認する。
注記 測定圧力が前記の値を示さない場合は,ゴム製押さえ板のゴムの汚れ,きず又は経年劣化が原
因と考えられる。汚れの場合は,ゴム表面を水で濡らした清潔な柔らかい布で汚れをふ(拭)
き取る。きず又は経年劣化の場合は,試験機の取扱説明書に従ってゴム板を交換する。
試験片の測定面を下に向けて測定ヘッドに載せ,ゴム製押さえ板,加圧板及びおもりを重ね,試験機の
表示値が安定したら,平滑度の値を読む。試験片の反対側の面についても平滑度を測定する場合は,新し
い試験片を10枚以上用意し,同じ操作を行う。
8
試験結果の表し方
試験片の同一面について測定値の平均値を求め,有効数字2けたに四捨五入する。標準偏差は,JIS Z
9041-1に規定する方法によって求める。
6
P 8155:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
報告
報告書には必要に応じて,次の事項を記録する。
a) この規格名称又は規格番号
b) 試験片を識別するための情報
c) 使用した試験機の名称及び種類
d) 試験年月日及び試験場所
e) 試験用紙の前処置条件及び測定時の条件(温度及び相対湿度)
f)
試験に供した試験片の数
g) 王研式平滑度の平均値,測定値の最大値・最小値及び標準偏差
h) その他必要とする事項
参考文献
[1] JIS P 0001 紙・板紙及びパルプ用語
[2] 山本健太郎,海田喜八,岩崎岑子:ベックの平滑度について,紙パ技協誌20(2),17-24(1966)
[3] 加納 直:王研式透気度・平滑度試験機と関連試験機との測定値比較,紙パ技協誌62[12],84-91
(2008)