P 8147:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 測定方法の種類 ················································································································ 2
5 原理······························································································································· 2
6 ISO水平法 ······················································································································ 2
6.1 概要 ···························································································································· 2
6.2 装置 ···························································································································· 3
6.3 試料の採取 ··················································································································· 4
6.4 調湿 ···························································································································· 4
6.5 試験片の調製 ················································································································ 5
6.6 操作 ···························································································································· 6
6.7 計算 ···························································································································· 8
6.8 精度 ···························································································································· 8
7 水平法···························································································································· 9
7.1 概要 ···························································································································· 9
7.2 装置 ···························································································································· 9
7.3 試験片の調製 ··············································································································· 10
7.4 操作 ··························································································································· 10
7.5 計算 ··························································································································· 11
8 傾斜法··························································································································· 11
8.1 概要 ··························································································································· 11
8.2 装置 ··························································································································· 11
8.3 試験片の調製 ··············································································································· 12
8.4 操作 ··························································································································· 12
8.5 計算 ··························································································································· 12
9 報告······························································································································ 13
附属書A(参考)ISO水平法による結果の表記のための記号及び識別システム ································ 14
附属書B(参考)水平法による摩擦試験に用いられる測定条件の概要 ············································ 15
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 16
P 8147:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,紙パルプ技術協会
(JAPAN TAPPI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正す
べきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS P 8147:1994は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8147:2010
紙及び板紙−静及び動摩擦係数の測定方法
Paper and board-
Determination of the static and kinetic coefficients of friction
序文
この規格は,1999年に第1版として発行されたISO 15359を基とし,国内で広く利用している水平法又
は傾斜法も選択できるように旧JISの内容を含め,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,水平法及び傾斜法を用いた摩擦試験方法並びに摩擦係数を測定する手順について規定する。
ISO水平法による測定方法では,最初の状態の静摩擦係数及び/又は一定回数表面が磨耗した後の静及び
動摩擦係数を測定する。水平法による測定方法では,最初の状態の静摩擦係数及び/又は動摩擦係数を測
定する。傾斜法による測定方法では,最初の状態の静摩擦係数を測定する。
紙及び板紙に適用できる。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15359:1999,Paper and board−Determination of the static and kinetic coefficients of friction−
Horizontal plane method(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS P 0001 紙・板紙及びパルプ用語
注記 対応国際規格:ISO 4046,Paper, board, pulp and related terms−Vocabulary(MOD)
JIS P 8110 紙及び板紙−平均品質を測定するためのサンプリング方法
注記 対応国際規格:ISO 186,Paper and board−Sampling to determine average quality(IDT)
JIS P 8111 紙,板紙及びパルプ−調湿及び試験のための標準状態
注記 対応国際規格:ISO 187,Paper, board and pulps−Standard atmosphere for conditioning and testing
and procedure for monitoring the atmosphere and conditioning of samples(MOD)
2
P 8147:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS P 0001によるほか,次による。
3.1
摩擦(friction)
ある物質の表面を,同じ物質の他の表面又は他の物質の表面で滑らせたときに生じる抵抗する力。
3.2
静摩擦(static friction)
ある表面上を,他の表面で滑らせて移動を始めるときに抵抗する力。
注記 移動の開始に必要な力は,移動を始めるときに抵抗する力に等しい。
3.3
静摩擦係数(static coefficient of friction)μS
摩擦試験において,静摩擦と試験片の二つの表面に垂直に働く力との比。
3.4
動摩擦(kinetic friction)
ある表面上を,他の表面で滑らせ続けるときに抵抗する力。
注記 滑らせ続けるのに必要な力は,滑らせ続けるときに抵抗する力に等しい。
3.5
動摩擦係数(kinetic coefficient of friction)μK
摩擦試験において,動摩擦と試験片の二つの表面に垂直に働く力との比。
3.6
ランプタイム(ramp time)
水平に働く力が,ゼロから静摩擦の値まで上昇するのに必要な時間。
4
測定方法の種類
摩擦係数の測定方法の種類は,次による。
a) ISO水平法
b) 水平法
c) 傾斜法
5
原理
試験する表面同士を,お互いに水平で,かつ,均等な圧力で接触するように置く。ISO水平法及び水平
法では,滑りを始めるときに必要な力(静摩擦力)と,互いに相対する表面を滑らせるときに必要な力(動
摩擦力)とを測定する。傾斜法では,傾斜板の角度を徐々に上げ,滑りを始めたときの角度を読み取る。
6
ISO水平法
6.1
概要
ISO水平法では,最初の滑りの静摩擦係数,3回目の滑りの静摩擦係数又は3回目の滑りの動摩擦係数
の少なくとも一つを測定する。
注記 最初の静摩擦係数よりも3回目の静摩擦係数のほうが小さくなる傾向にあり,また,3回目の
静摩擦係数の方が,ばらつきは小さくなる。
3
P 8147:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
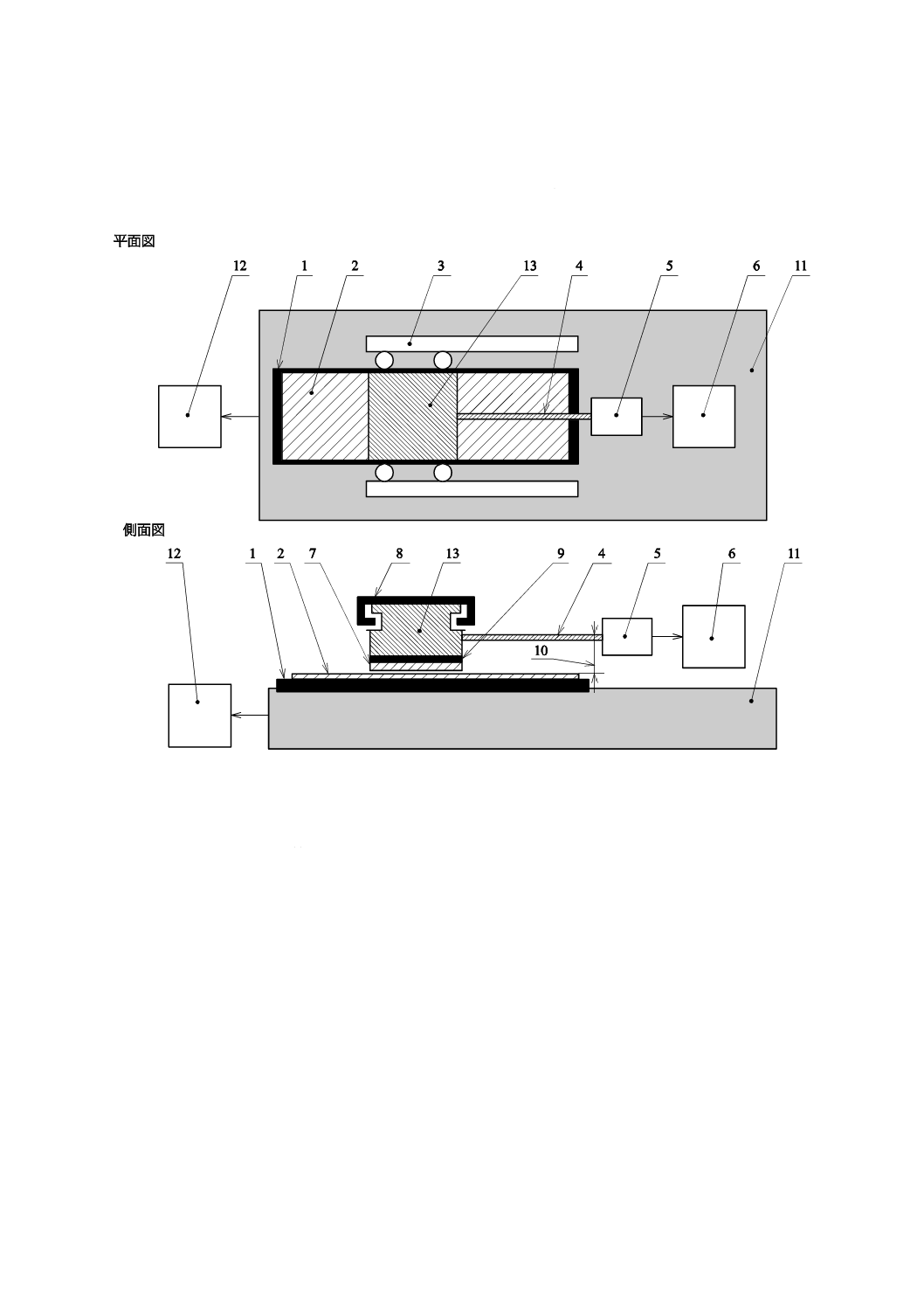
装置(図1参照)
6.2.1
水平テーブル
スレッドを収容できる幅の平らな表面の非圧縮性の物質(金属,硬い木材,ガラスなど)からなるもの。
試験の間,試験片とテーブルとの間で滑りを生じないものとする。
6.2.2
スレッド
底面にセットした試験片に2.2 kPa±0.6 kPaの垂直の圧力を加えられるもの。その底面は平たんで,(60
mm±5 mm)×(60 mm±5 mm)の寸法であり,非圧縮性の物質からなる。
注記 質量が800 g±100 gのスレッドは,スレッドに働く重力によって必要な垂直の圧力を生じる。
スレッドの質量は,少なくとも±10 gの精度で測定して報告するのがよい。垂直の力を作るた
めに重力以外の方法を用いた場合は,同等の圧力が与えられるならば,スレッドの質量は800 g
とは限らない。
6.2.3
昇降機
テーブルに対してスレッドを昇降させるもの。スレッドがテーブルに接触して最後にテーブルに載るま
で,テーブルに対してスレッドが滑らないように操作できるもの。
注記 逆向きの滑りは,わずかでも測定結果に影響する。
6.2.4
ロードセル
駆動装置によってスレッド(又はテーブル)にかかる力(F)を指示値の2 %の精度で測定できるもの。
6.2.5
記録装置
力を時間の関数として記録できるもの。
注記 静摩擦のピークは通常,瞬間的な結果であり,記録装置はこの結果を捕えることができる十分
な速さであることが望ましい。
6.2.6
ロードセルとスレッドとの接続機構
スレッドにかかる力(F)をロードセルに伝えるもの。図1に組立て例を示している。接続機構は,試
験面積に対して均等に,また,テーブルの表面に対して平行方向に力をかけることができるものとする。
注記1 スレッドとロードセルとをつなぐ力線は,二つの試験片間の接触平面の,上若しくは下にあ
るか,又は一致している。力線と試験片間の接触平面との距離(図1の10)は,厳密ではな
いが10 mmを超えないほうがよい。
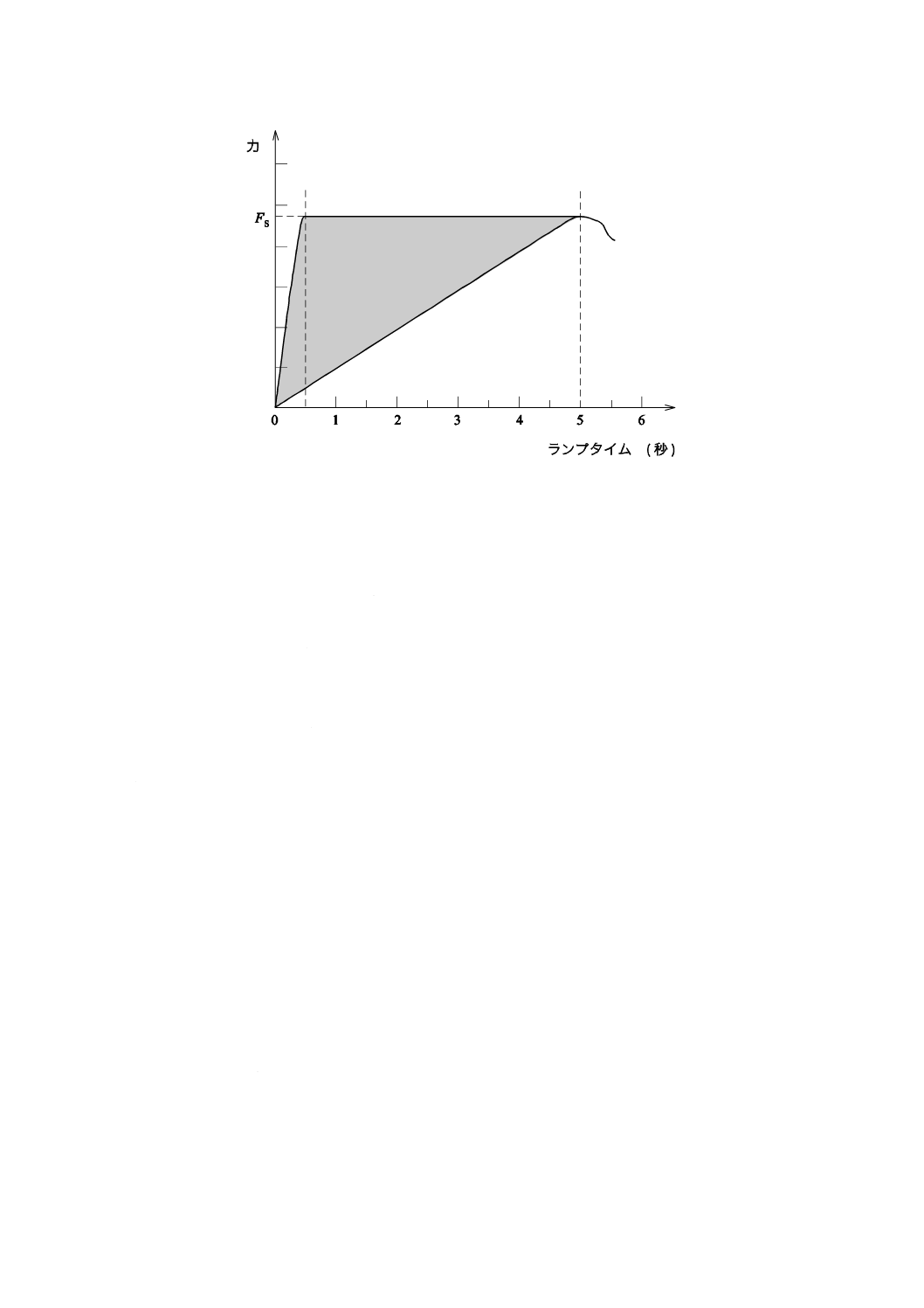
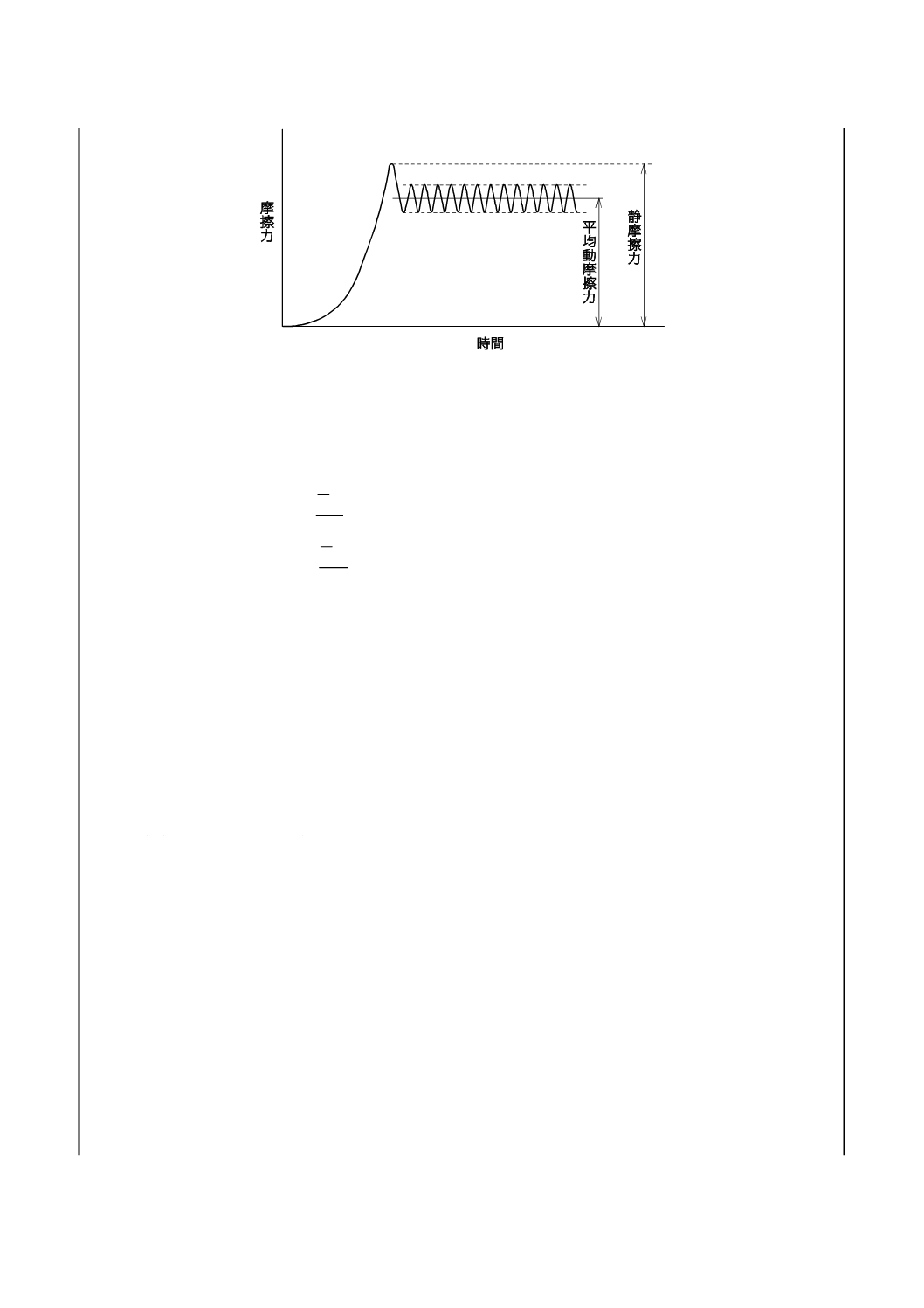
注記2 引張り力が最初にかけられてから滑りが始まる瞬間までの時間(図2中のランプタイム)を
変えるために,弾性の程度を変化させるような機械的な構造を接続機構に組み込んでもよい。
その他の装置では,弾性の程度は,変化しないものとなっている。ただし,動摩擦の測定で
は強固な接続が好ましい。
6.2.7
駆動装置
スレッド,テーブル又は両方を移動させるもの。スレッドとテーブルとの間の滑りが始まるまで,滑ら
かに,連続的にスレッドにかかる力を増加させ,その後,スレッド又はテーブルを他方に対して移動させ
るもの。
6.2.8
バッキング
均一な圧力分布をもつもの。少なくとも一つの試験片は,厚さが1.5 mm〜3.0 mmのゴム製の圧縮性の
バッキングと背中合わせとする。バッキングは,均一な厚さのものとし,端部が磨耗したり,表面がきず
ついたりした場合には交換する。
4
P 8147:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2.9
スレッドのガイドシステム
スレッドの向きをテーブルに対して平行に保つもの。
注記 テーブルの平面上でのスレッドのわずかな蛇行でも,摩擦係数の測定値を小さくする。
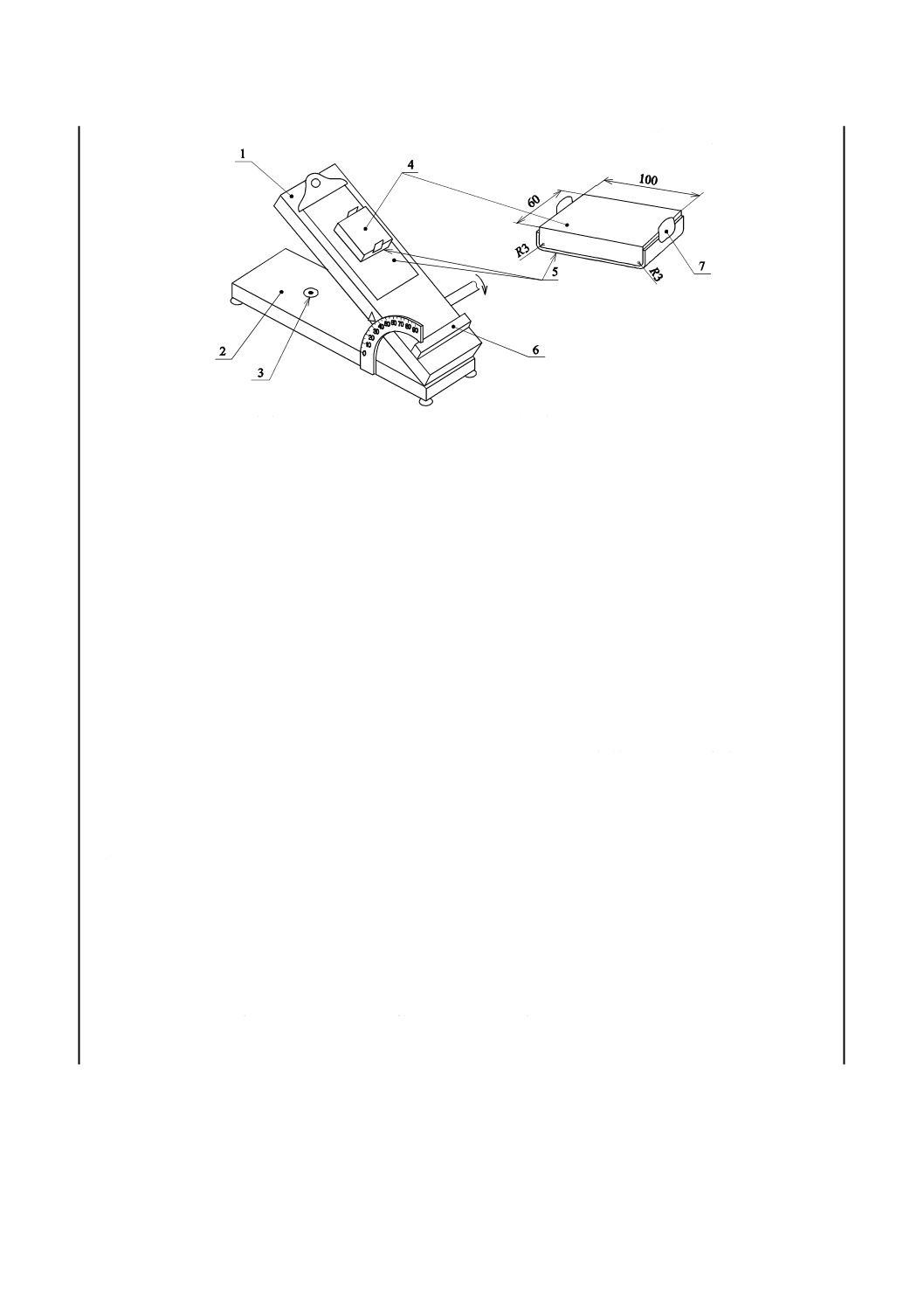
1
テーブル上のゴム製バッキング
2
テーブル上の試験片
3
スレッドのガイドシステム
4
ロードセルとスレッドとの接続機構
5
ロードセル
6
スレッド駆動装置
7
スレッド用試験片
8
スレッド昇降機
9
スレッドのゴム製バッキング
10 テーブルと力が加わる平面との距離
11 水平テーブル
12 テーブル駆動装置
13 スレッド
図1−装置の一般的な配置
6.3
試料の採取
使用する試験片が入手した試料の代表となるようにする。紙及び板紙のロットの試験に相当する測定の
場合には,JIS P 8110に従って試料を採取する。
6.4
調湿
試料は,JIS P 8111に従って調湿する。同じ環境条件下で,試験片を調製し測定を行う。
5
P 8147:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.5
試験片の調製
調製の段階では,試験片表面には手を触れず,また,試験片の表面を変えるような他の表面との接触又
は摩擦を避ける。
注記1 摩擦試験の結果は,試験表面のわずかな汚染でも影響を受ける。また,摩擦試験は,表面の
磨耗の影響も受けやすい。ある環境下では,空気で運ばれる物質による汚染から試料を保護
する必要がある。
注記2 実際の作業では,試料への接触又は摩擦を避けることは不可能である。したがって,摩擦試
験の結果に影響する,試料の採取及び取扱い操作を把握しておくことが望ましい。
試験には二つの異なる試験片が必要であり,一つはスレッドに,もう一つはテーブルに取り付ける。
必要な場合には,流れ方向,処理方向及び面(例えば,表面及び裏面,印刷面又は非印刷面,模様のあ
る面又は模様のない面)を識別するために,両方の試験片にそれぞれの印を付ける。
注記3 流れ方向では,抄紙機の進行方向か又はその反対方向かを考慮し,それぞれ,例えばMD+
及びMD−で表示する。また,処理方向とは,巻き直し及びその他の二次加工を施した場合
の方向のことである。
試験片の大きさは,摩擦試験装置の設計と機能とによって決める。スレッドに取り付ける試験片は,少
なくともスレッドの底面寸法とする。テーブルに取り付ける試験片は,少なくともスレッド幅で,スレッ
ドの長さよりも長く,また,実際の滑りの距離に十分な長さとする。3回目の摩擦係数の測定が必要な場
合には,テーブルの試験片の長さは,少なくとも60 mmの滑りの距離を十分に確保できるものとする。
それぞれの組合せによる少なくとも6組の繰返し測定を考慮した,十分な数の試験片を準備する。
注記4 1組の測定とは,試験片をスレッド及びテーブルに取り付けて摩擦係数を測定する一連の操
作のことをいう。6組の繰返し測定には,スレッド及びテーブル取付け用として,それぞれ6
枚の試験片が必要である。
試験片は,個々に,すなわち一度に1試験片ずつ断裁することが望ましい。
断裁は,端部が平たんになるように行い,また,試験片の測定面の汚染がないようにする。
注記5 機械すき紙における方向の可能な組合せを,附属書Aに示す。
注記6 考えられる組合せは,測定の目的及び関係者間の合意による。
注記7 試験片の端部が盛り上がるような粗末な断裁は,測定誤差の根本的な原因となる。
試験片の断裁及びスレッドへの取付けは,スレッドの先端が測定の妨げにならないように行う。
注記8 高坪量の板紙の場合は,曲げられたときに試験面積の不均一な圧力分布を起こすことがある。
このような板紙の取付けは,曲がり又は折れを生じないように行う。
6
P 8147:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2−力−時間曲線
6.6
操作
6.6.1
一般事項
6.6.1.1
スレッドの向き
スレッドの向きは,試験の間,テーブルの向きに対して平行の状態を保つようにする。
6.6.1.2
スレッドの昇降
テーブルへのスレッドの昇降は,手では行わない。
注記1 スレッドを下げる場合には,2枚の試験片の表面全体が同時に接触することが望ましい。
スレッドとテーブルとの相対的な水平の動きが停止する前に,スレッドをテーブルから上げる。
テーブルからスレッドを上げた後,駆動装置によって±2 mmの精度でスレッド又はテーブルを元の位
置に戻す。
注記2 静摩擦係数は,スレッドとテーブルとが相対的に水平に動く方向へのわずかな戻りの影響も
大きく受ける。テーブルが前進運動を行っている間にスレッドを上げるようにすれば戻るよ
うなことはない。
6.6.2
最初の静摩擦係数
最初の静摩擦係数だけを求める場合には,試験は次による。
測定面が外を向いて接触するように,試験片をテーブル及びスレッドに固定する。テーブル及びスレッ
ドの試験片の方向が,引っ張る方向に対して平行になるようにする。例えば,MD/MDテスト(表A.2参
照)の場合,滑りの動きが試験片の流れ方向に同じになるようにする。試験の方向を考慮し,試験片の方
向がMD+か又はMD−かが分かっている場合には記録する。
昇降機(6.2.3参照)を用いて,3.0 mm/s±2.0 mm/sの速度でゆっくりとスレッドをテーブルの上に降ろ
す。2枚の試験片の表面が,試験の間に接触する全面で同時に接触するようにすることが望ましい。この
場合,スレッドとテーブルとに取り付ける試験片の大きさが異なるため,試験する面だけが接触している。
二つの試験片が接触した後には,スレッドの移動又は位置替えはわずかでも行わない。スレッドを置い
てから摩擦力が上昇するまで,1秒間〜20秒間待つ。
駆動装置をスタートさせ,ランプタイムが0.5秒〜5秒の間で,ランプカーブが図2の網掛け部で示した
7
P 8147:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
範囲になるように,力の表示が上昇することを確認する。最初の滑りの動きを始めるときに必要な力FS1
を記録する。ランプタイムが0.5秒〜5秒の間でない場合は,結果を無効とする。この場合は,ランプタイ
ムを導く力の増加速度が要求される範囲になるように調整し,試験片を取り替えて測定を行う。
試験片は,測定の後に廃棄する。
少なくとも計6組の有効な結果が得られるまで,測定を繰り返す。
6.6.3
最初の静摩擦係数並びに3回目の静摩擦係数及び動摩擦係数
最初の静摩擦係数並びに3回目の静摩擦係数及び動摩擦係数を求める場合には,試験は次による。
測定面が外を向いて接触するように,試験片をテーブル及びスレッドに固定する。テーブル及びスレッ
ドの試験片の方向が,引っ張る方向に対して平行になるようにする。例えば,MD/MDテスト(表A.2参
照)の場合は,滑りの動きが試験片の流れ方向に同じになるようにする。試験の方向を考慮し,試験片の
方向がMD+か又はMD−かが分かっている場合には記録する。
昇降機(6.2.3参照)を用いて,3.0 mm/s±2.0 mm/sの速度でゆっくりとスレッドをテーブルの上に降ろ
す。2枚の試験片の表面が,試験の間に接触する全面で同時に接触するようにすることが望ましい。この
場合,スレッドとテーブルとに取り付ける試験片の大きさが異なるため,試験する面だけが接触している。
二つの試験片が接触した後には,スレッドの移動又は位置替えはわずかでも行わない。スレッドを置い
てから摩擦力が上昇するまで,1秒間〜20秒間待つ。
駆動装置をスタートさせ,ランプタイムが0.5秒〜5秒の間で,ランプカーブが図2の網掛け部で示した
範囲になるように,力の表示が上昇することを確認する。最初の滑りの動きを始めるときに必要な力FS1
を記録する。ランプタイムが0.5秒〜5秒の間でない場合は,結果を無効とする。この場合は,ランプタイ
ムを導く力の増加速度が要求される範囲になるように調整し,試験片を取り替えて測定を行う。
スレッドとテーブル間の滑りの動きが徐々に上げられた力によって始まった後は,この動きを次によっ
て調節する。
a) 最初の20 mmの移動の間に,スレッドとテーブル間の相対的な速度を20 mm/s±2 mm/sに増加させる。
b) 次の40 mmの移動の間は,スレッドとテーブル間の相対的な速度が20 mm/s±2 mm/s一定になるよう
にする。
c) その後,スレッドとテーブル間の相対的な速度を低下させ,また,昇降機によってスレッドをテーブ
ルから上げる。この間に,テーブルが15 mm±6 mm移動する装置もある。
試験片を最初の位置に戻す。同じ対及び同じ面の試験片を用いて,2回目の滑りの操作を繰り返す。
試験片を最初の位置に戻す。同じ対及び同じ面の試験片を用いて,3回目の滑りの操作を繰り返す。
3回目の滑りの動きを始めるときに必要な力FS3を記録する。
3回目の滑りで,40 mm〜60 mmの滑りの距離における平均の摩擦力FKを記録する。
試験片は,測定の後に廃棄する。
少なくとも計6組の有効な結果が得られるまで,測定を繰り返す。
スティックスリップが認められた場合には,動摩擦は測定しない。
注記 スティックスリップとは,スレッドが加速と減速とを繰り返す現象のことであり,摩擦装置の
弾性的な構成部分でのエネルギーの蓄積と解放とが連続して起こることで発生する。この現象
は,力−時間曲線の図において,本来の応答が得られない場合に,ぎざぎざの力の変化として
現れる。Johanssonら[参考文献1)及び2)]によって議論されているように,試験片がスティッ
クスリップの状態で互いに対して相対的に滑っている場合には,動摩擦を評価することはでき
ない。スティックスリップの応答を,測定装置の機械的な剛性を上げることで,最大限に制御
8
P 8147:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
及び除去する。制御できない場合には,動摩擦を評価することは不可能である。
反応が遅い記録システムを用いるために直接的な記録ができない場合は,この状況は改善さ
れない。かえって,動摩擦の誤った証拠を結果として記録するだけではなく,そのシステムで
スティックスリップの動きが起きているという事実を覆い隠してしまうことになる。
6.7
計算
6.7.1
最初の静摩擦係数
最初の静摩擦係数の計算は,次による。
g
m
F
μ
S1
S1=
ここに,
μS1: 最初の静摩擦係数
1
S
F: (少なくとも6組の繰返し測定で得られた)最初の滑り
の動き始めに必要な力の平均値(N)
m: スレッドの質量(kg)
g: 9.81(m/s2)
静摩擦係数は,小数点以下2けたに四捨五入して報告する。
6.7.2
3回目の静摩擦係数
3回目の静摩擦係数の計算は,次による。
g
m
F
μ
S3
S3=
ここに,
μS3: 3回目の静摩擦係数
S3
F: (少なくとも6組の繰返し測定で得られた)3回目の滑
りの動き始めに必要な力の平均値(N)
m: スレッドの質量(kg)
g: 9.81(m/s2)
静摩擦係数は,小数点以下2けたに四捨五入して報告する。
6.7.3
動摩擦係数
動摩擦係数の計算は,次による。
g
m
F
μ
K
K=
ここに,
μK: 3回目の動摩擦係数
K
F: (少なくとも6組の繰返し測定で得られた)3回目の滑
りの途中で,その距離が40 mm〜60 mmのときの必要な
力の平均値(N)
m: スレッドの質量(kg)
g: 9.81(m/s2)
動摩擦係数は,6.6.3の注記に記載したスティックスリップを生じた場合には評価できない。
動摩擦係数は,小数点以下2けたに四捨五入して報告する。
6.8
精度
この測定方法の精度は,試験所間のデータが入手できていないため不明である。
注記 試験所間のデータが得られた場合,精度は次回のJIS改正で追加する。
9
P 8147:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7 水平法
7.1
概要
水平法では,最初の静摩擦係数及び/又は動摩擦係数を測定する。
7.2
装置
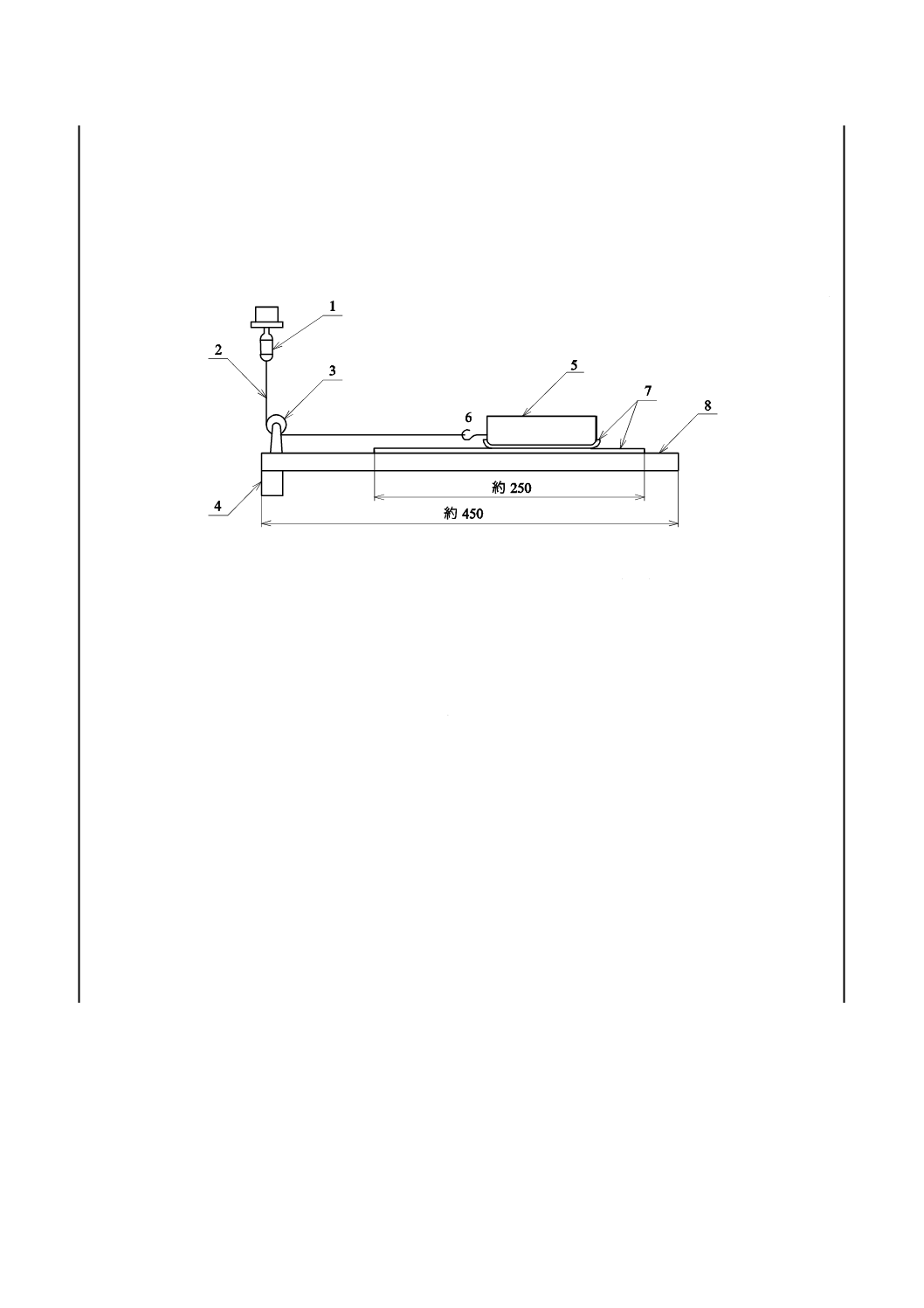
装置は,定速伸張引張試験機,水平板及びおもりからなる(図3参照)。
単位 mm
1
引張試験機の上部つかみ
2
金属線又は合成繊維
3
滑車
4
試験機の下部可動はり
5
おもり
6
フック
7
試験片
8
水平板
図3−装置の構成の例
7.2.1 定速伸張引張試験機
ロードセルは,望ましくは定格容量が49.0 Nのもの。
7.2.2
水平板
幅約200 mm,長さ約450 mmの平たんな表面をもつ金属,ガラス又は木製の板からなるもの。一端を引
張試験機の下部可動はりに水平になるようねじで固定されている。水平板の上には,軽量で低摩擦の滑車
が取り付けてある。この滑車の外側は,引張試験機のロードセルの真下に位置し,下側はおもりのフック
と同じ高さである。
7.2.3
おもり
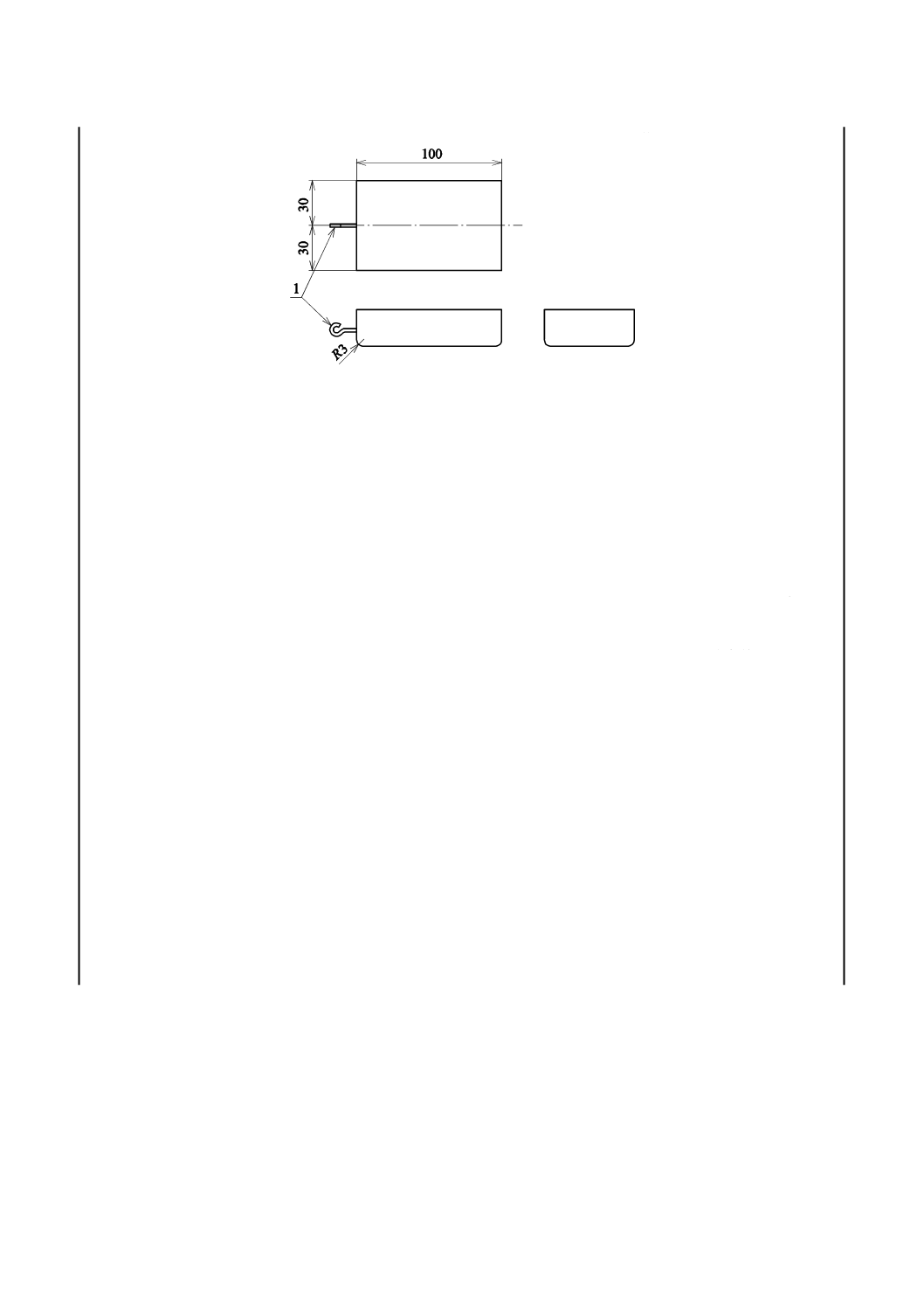
表面が平滑な金属製ブロック(図4参照)で,底面にかかる加圧力が1.64 kPa±0.24 kPaのもの,フック
によって水平板の滑車を介して引張試験機のロードセル部に細い金属線(ステンレスワイヤなど)又は合
成繊維(ポリエステル繊維など)で結ばれている。
注記 おもりは,例えば幅60 mm,長さ100 mm及び質量1 000 gのものを使用するのがよい。
10
P 8147:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1
フック
図4−おもりの例
7.3
試験片の調製
試験片は,JIS P 8111に従って調湿した試料から,水平板用とおもり用とを,それぞれ5枚以上採取す
る。測定目的によって試験片の縦横の採取方向及び試験片の表又は裏の組合せを決める。
なお,試験片には,きず又はしわがあってはならない。測定部分に触れたり,鉛筆で印を付けたりして,
測定結果に影響を与えないように注意する。
試験片の寸法は,水平板用については,その幅をおもり用より約40 mm広くし,その長さは,固定部分
も考慮して水平板に合わせる(例 幅約100 mm,長さ約250 mm)。おもり用については,その幅をおも
り幅と同じにし,その長さは,おもりに取り付けられる程度とする(例 幅約60 mm,長さ約120 mm)。
7.4
操作
測定は,JIS P 8111に規定する標準状態の室内で行う。測定の組合せは,紙の縦横については,縦と縦,
縦と横及び横と横の三つの場合,測定面については,紙の表と表,表と裏及び裏と裏の三つの場合がある
が,目的によって選択し,一つの組合せについて5回以上測定する。
a) 水平板の上に,水平板用の試験片を,しわ又はたるみが生じないようにして粘着テープで両端を固定
する。また,おもり用の試験片は,おもりに密着させて滑り面にしわ又はたるみが生じないように,
両端を粘着テープでおもりの前後の側面にはり付ける。
b) 細い金属線又は合成繊維の一端をおもりのフックに結び,他端を引張試験機のロードセル部に付ける。
c) 引張試験機は,下部可動はりの移動速度を10.0 mm/min±0.2 mm/min,記録部のフルスケールを9.8 N
に設定して測定を行う。おもりを約50 mm移動させ,その間の摩擦力を記録させる。図5に示すよう
におもりが移動し始める瞬間に示す最初のピークを静摩擦力とし,引き続きおもりが移動している間
に示す摩擦力を動摩擦力とする。
11
P 8147:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5−摩擦の記録図の例
7.5
計算
次の式によって静摩擦係数及び動摩擦係数を計算し,5回の測定値の平均値を,小数点以下2けたに四
捨五入して報告する。
n
μS
S
F
F
μ=
n
μK
K
F
F
μ=
ここに,
μS: 静摩擦係数
FμS: 静摩擦力(mN)
Fn: おもりによる垂直荷重(mN)
μK: 動摩擦係数
FμK: 平均動摩擦力(mN)
8 傾斜法
8.1
概要
傾斜法では,最初の状態の傾斜角(静摩擦係数)を測定する。
8.2
装置
滑り傾斜角測定装置は,本体及びおもりからなる(図6参照)。
8.2.1
本体
水準器を取り付けた固定台に平行になるような,ちょうつがいで取り付けた傾斜板をもち,傾斜板の傾
斜角は少なくとも45°まで開くことができ,また,傾斜角を0.5°単位で指示できる目盛板が付いたもの。
傾斜板の上端には試験片を固定するつかみが取り付けてあり,下端にはストッパが付いている。傾斜板は,
金属,堅い木材,ガラス又は硬質プラスチック製で表面が平滑なものを用いる。傾斜板の寸法は,おもり
の幅より25 mm以上広く,少なくともおもりを15 mm以上動かせる長さとする。
8.2.2
おもり
長方形の平らな底面をもつ金属製ブロックで,試験片を固定するつかみが付いて,水平時底面にかかる
加圧力が1.64 kPa±0.24 kPaのもの。試験片を取り付ける面(底面及び側面)は,3 mm以上の厚さのゴム
シートで覆ってもよい。
注記 おもりは,例えば幅60 mm,長さ100 mm及び質量1 000 gのものを使用するのがよい。
12
P 8147:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1
傾斜板
2
固定台
3
水準器
4
試験片を取り付けたおもり
5
試験片
6
ストッパ
7
試験片固定つかみ
図6−滑り傾斜角測定装置の例
8.3
試験片の調製
試験片は,JIS P 8111に従って前処置した試料から,本体用とおもり用とを,それぞれ5枚以上を採取
する。測定目的によって試験片の縦横の採取方向及び試験片の表又は裏の組合せを決める。
なお,試験片には,きず又はしわがあってはならない。測定部分に触れたり,鉛筆で印を付けたりして
測定結果に影響を与えることのないように注意する。
試験片の寸法は,本体用については,その幅をおもり用より約25 mm広くし,その長さは,固定部分も
考慮して傾斜板に合わせる(例 幅約85 mm,長さ約250 mm)。おもり用については,その幅をおもりの
幅と同じにし,その長さは,おもりに取り付けられる程度とする(例 幅約60 mm,長さ約120 mm)。
8.4
操作
測定は,JIS P 8111に規定する標準状態の室内で行う。
a) 本体の固定台に取り付けた水準器で水平を確認する。
b) 本体用試験片を本体傾斜板に,おもり用試験片をおもりに,それぞれ測定面を外側にして密着させる。
c) 傾斜板の傾斜角をゼロに合わせ,本体用試験片の上に試験片を取り付けたおもりを置く。
d) 一定の速度1)で傾斜板の傾斜角度を上げ,おもりが滑り始めたときの傾斜角を読み取る。
注1) 傾斜板を傾ける速度は,毎秒3.0°以下とする。
e) b)〜d)の操作を繰り返し,一つの組合せについて5回以上測定する。
8.5
計算
滑り出し開始の角度の正接(tan θ)を計算し,この値を静摩擦係数として,その平均値を小数点以下2
けたに四捨五入して報告する。
13
P 8147:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
報告
報告書には,次の事項を記録する。
a) 規格名称又は規格番号及び測定方法(ISO水平法,水平法又は傾斜法)
ISO水平法の場合には,測定装置製造業者及びバッキングのゴムの種類
b) 測定年月日及び測定場所
c) 試験片の識別
d) 結果並びに測定した組合せ及び試験片の方向
必要に応じて,測定回数,最大値及び最小値並びに摩擦係数の変動係数
e) 規定した手順から逸脱した事項又は測定結果に影響を及ぼすと思われる事項
注記 ISO水平法において,測定結果の報告で使用してもよい記号及び識別システムを附属書Aに示
す。
14
P 8147:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
ISO水平法による結果の表記のための記号及び識別システム
決定したそれぞれの摩擦係数を,記号で表記する方法を,表A.1に示す。可能な組合せのリストを表A.2
に示す。
試験の変数は,次のような記号で表す。
例 μ12(34/56)
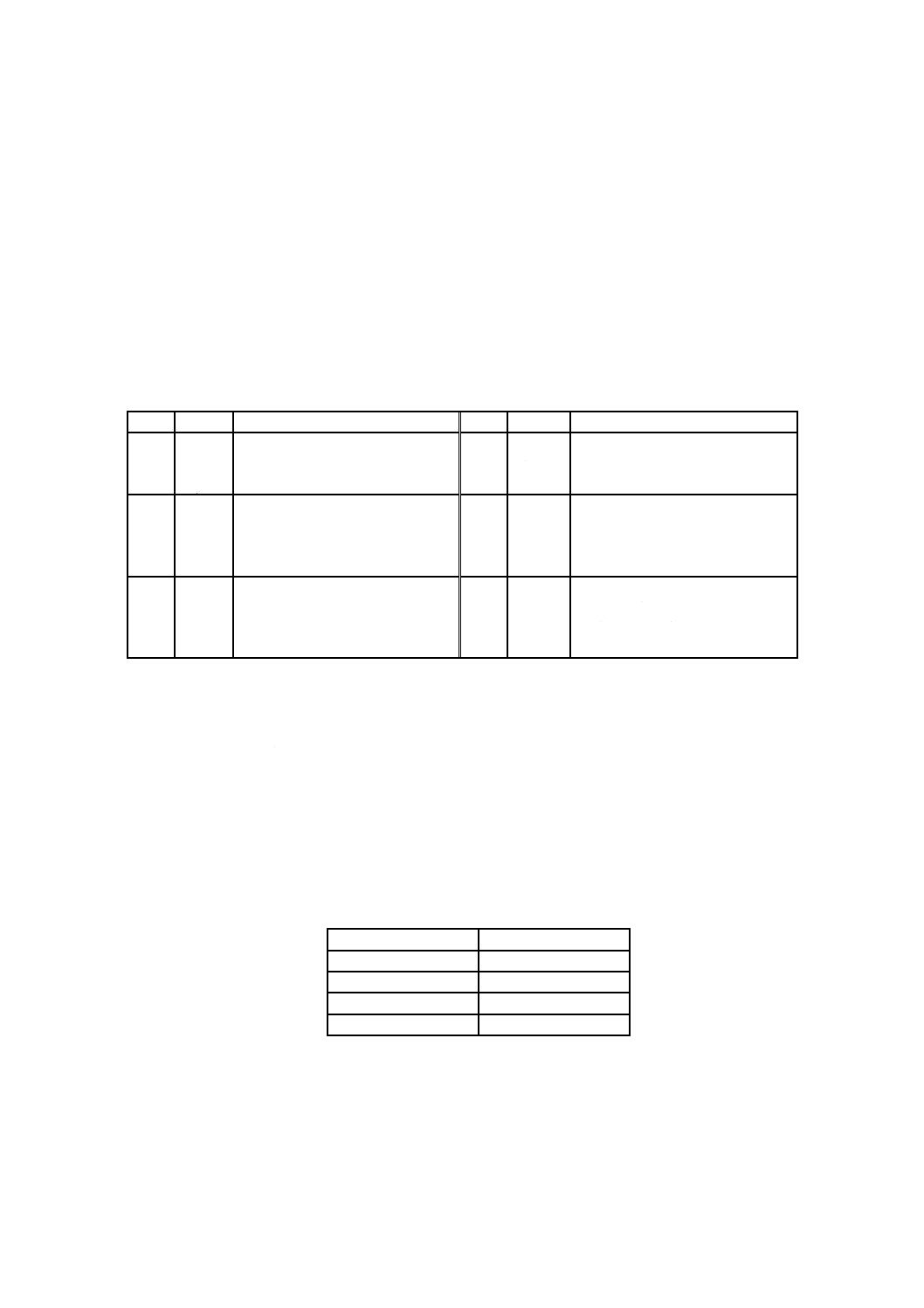
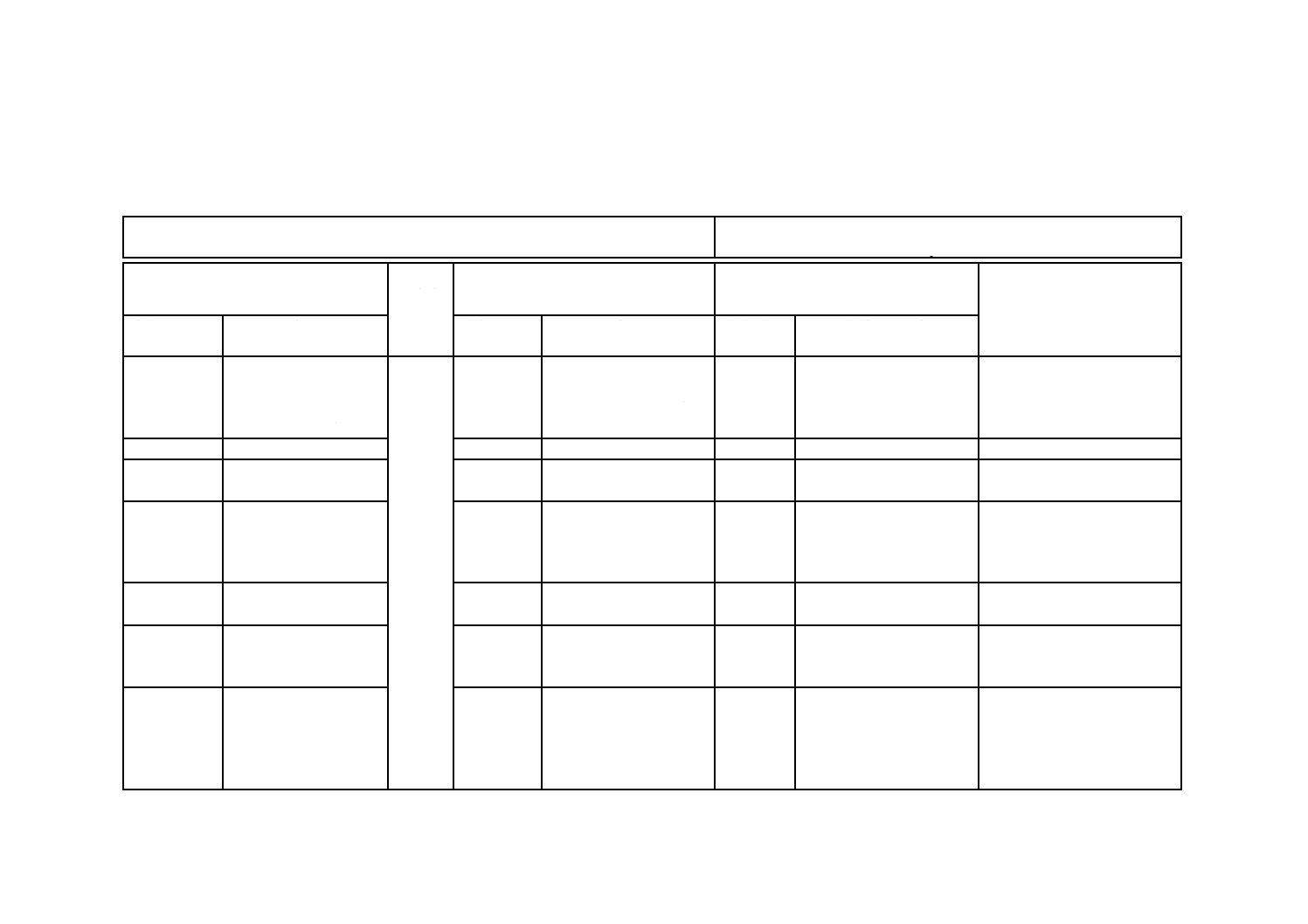
表A.1−試験変数の記号
位置
記号
コメント
位置
記号
コメント
1
μS
μK
摩擦係数の種類:
静摩擦係数
動摩擦係数
4
例:
t,w,
c,u
スレッド上の試験片の面の呼称:
表面,裏面,
塗工面,非塗工面
2
1
3
滑りの回数:
最初の滑り
3回目の滑り
5
MD
CD
I
テーブル上の試験片の向き:
流れ方向
幅方向
等方性の手すき紙
3
MD
CD
I
スレッド上の試験片の向き:
流れ方向
幅方向
等方性の手すき紙
6
例:
t,w,
c,u
テーブル上の試験片の面の呼称:
表面,裏面,
塗工面,非塗工面
注記 巻直し,加工又は他の処理が行われている場合には,試験片の向きを識別するために他の記号
を用いてもよい。例えば,抄紙機上での流れ方向において,進行方向か又はその反対方向かを
識別したい場合には,進行方向はMD+で,反対方向はMD−で示すとよい。
例 スレッドには塗工面の幅方向の試験片を用い,テーブルには非塗工面の流れ方向(抄紙方向)の
試験片を用いた場合の最初の静摩擦係数の指定は,次のとおりである。
μS1(CDc/MDu)
表A.2−機械すき紙における方向の可能な組合せ
スレッド
テーブル
CD
CD
CD
MD
MD
CD
MD
MD
15
P 8147:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
水平法による摩擦試験に用いられる測定条件の概要
紙製品及びプラスチックで用いられる,幾つかの一般的な水平法による摩擦試験の規格で規定される測
定条件の概要を,表B.1に示す。
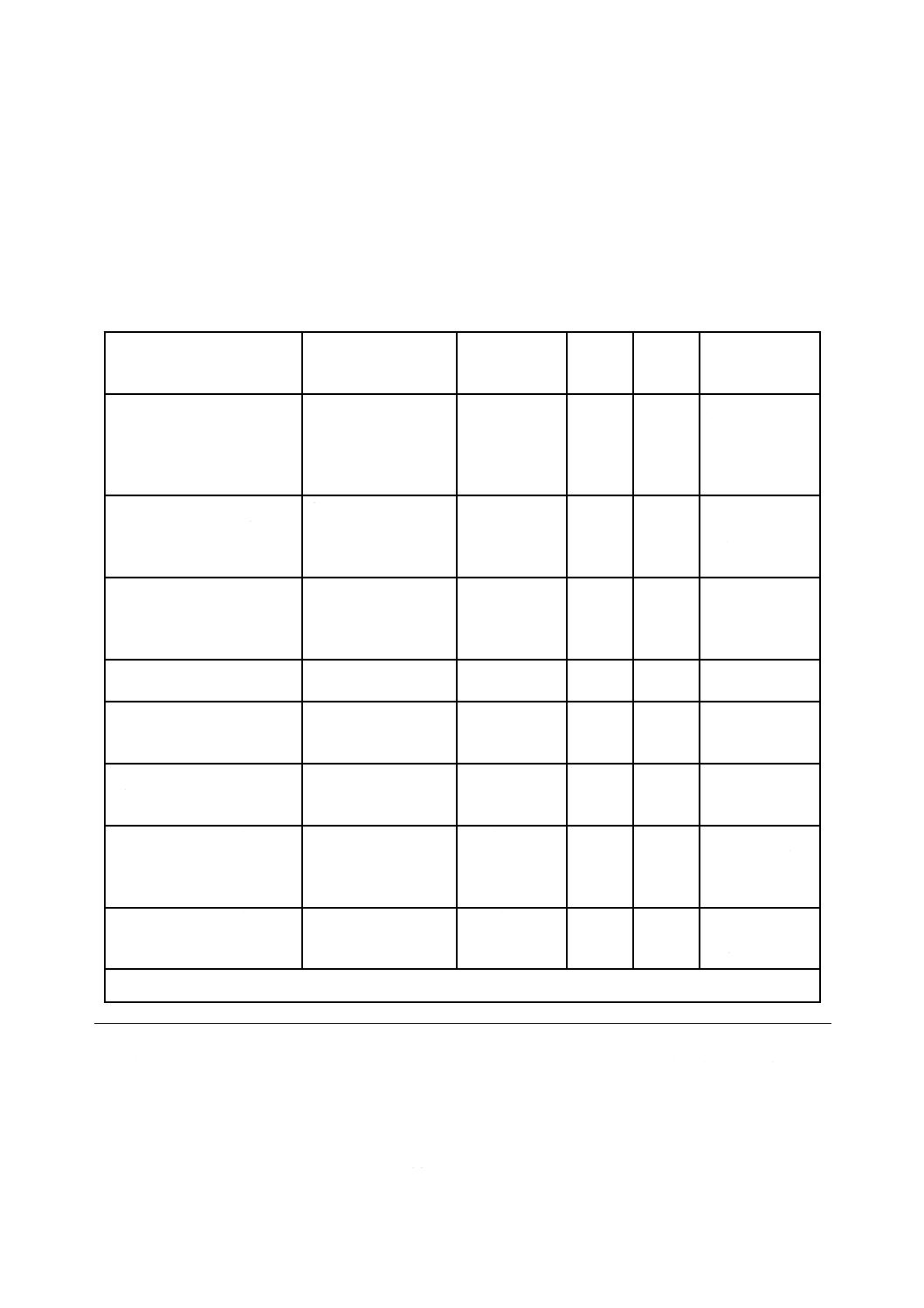
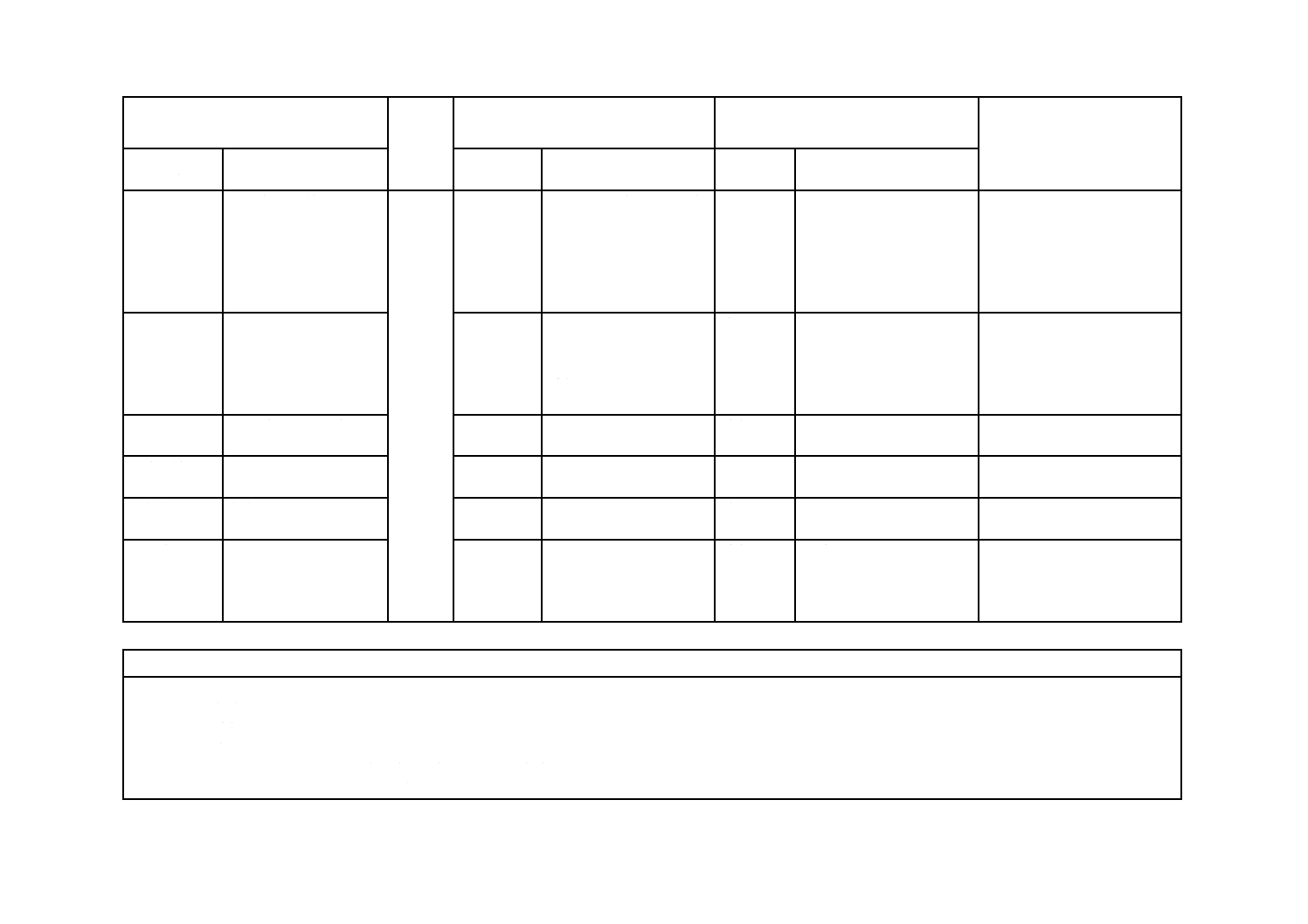
表B.1−測定条件の概要
測定方法(規定した規格)
/材料
スレッドの見かけ上
の接触面積の大きさ
表面の圧力
(kPa)/バッ
キング
滑りの
距離
mm
引張り
速度
mm/s
滑りの回数/静
摩擦係数又は動
摩擦係数
ISO 15359 a)
60.0 mm×60.0 mm
2.2/ソフト
60〜70
20
3回/
最初及び3回目
の静摩擦係数又
は3回目の動摩
擦係数
ASTM 3247/段ボール又は
ソリッドファイバーボード
2 000 mm2 又は
62.5 mm×62.5 mm
3.44/ハード
62.5
2.54
3回/
3回目の静摩擦
係数の値だけ評
価
ASTM
ANSI/ASTM D 1894-78/プ
ラスチックフィルム及びシ
ート
63.5 mm×63.5 mm
0.49/ソフト
130
2.5
1回/
静摩擦係数及び
動摩擦係数
DIN 6729/せん孔テープ
15 mm×75 mm
6.54/ソフト
0
0.04
1回/
静摩擦係数
DIN 53375/
プラスチックフィルム
4 000 mm2 又は
63 mm×63 mm
0.49/ソフト
60
1.67
1回/
静摩擦係数及び
動摩擦係数
ISO 8295/
プラスチックフィルム
4 000 mm2 又は
63 mm×63 mm
0.49/ソフト
60
1.67
1回/
静摩擦係数及び
動摩擦係数
TAPPI T 816 pm-92/
段ボール及びソリッドファ
イバーボード
2 000 mm2 又は
63.5 mm×63.5 mm
3.5/ハード
63.5
2.5
3回/
3回目の静摩擦
係数の値だけ評
価
TAPPI T 549 pm-90/
筆記及び印刷用紙
63.5 mm×63.5 mm
0.48/ソフト
130
2.5
1回/
静摩擦係数及び
動摩擦係数
注a) この規格のISO水平法
参考文献
1) JOHANSSON,A., FELLERS,C.,GUNDERSON,D. and HAUGEN,U. (1995),Paper friction−
Influence of measurement conditions,Preprint,International Paper Physics Conference,
Niagara-on-the-lake,Ontario,Canada,September 11-14,1995.
2) JOHANSSON,A.,FELLERS,C.,GUNDERSON,D. and HAUGEN,U.,Paper friction−Influence
of measurement conditions. TAPPI J. 81(5):175 (1998).
16
P 8147:2010
1
6
P
8
1
4
7
:
2
0
1
0
1
6
P
8
1
4
7
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS P 8147:2010 紙及び板紙−静及び動摩擦係数の測定方法
ISO 15359:1999,Paper and board−Determination of the static and kinetic
coefficients of friction−Horizontal plane method
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の
箇条ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
水平法及び傾斜法を用
いた摩擦試験方法並び
に摩擦係数を測定する
手順について規定
1
水平法を用いた摩擦試験
方法及び摩擦係数を測定
する手順について規定
追加
ISO規格にはない旧JISの
内容を追加した。
旧JISは国内で広く使用され
ている測定方法である。
2 引用規格
3 用語及び
定義
この規格で用いる用語
及び定義を規定
3
追加
JIS P 0001を追加した。
技術的な差異はない。
4 測定方法
の種類
ISO水平法,水平法及び
傾斜法を規定
−
−
追加
ISO規格にはない測定方
法を追加規定するため,測
定方法の種類を明確にし
た。
明確化のための追加項目であ
り,技術的な差異はない。
5 原理
ISO水平法,水平法及び
傾斜法を規定
4
水平法を規定
追加
ISO規格にはない旧JISの
内容を追加した。
旧JISは国内で広く使用され
ている測定方法である。
6 ISO水平法
ISO水平法の概要を規
定
−
−
追加
水平法及び傾斜法におけ
る滑りの回数の差異の明
確化のため記載した。
明確化のための追加項目であ
り,技術的な差異はない。
6.2.1 水平テ
ーブル
スレッドを収容できる
幅の水平テーブルを規
定
5.1
少なくとも両側5 mmの
余裕でスレッドを収容で
きる幅の水平テーブルを
規定
削除
余裕に関する規定を削除
した。
国内で既に販売されている一
部の装置は,ISO規格で規定
される水平テーブルとは厳密
には一致していない。ただし,
測定値への影響はない。
1
7
P
8
1
4
7
:
2
0
1
0
1
7
P
8
1
4
7
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の
箇条ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
6.2.8 バッキ
ング
ゴム製の圧縮性のバッ
キングを規定
5.8
独立気泡形ネオプレン製
発泡ゴムでできた圧縮性
のバッキングを規定
削除
バッキングのゴムの種類
に関する規定を削除し,報
告で種類を記載すること
に変更した。
国内で既に販売されている一
部の装置は,ISO規格で規定
されるバッキングの種類とは
一致していない。測定値への
影響があるため,報告での記
載に変更。
6.5 試験片の
調製
テーブルに取り付ける
試験片の長さは,少なく
とも60 mmの滑りの距
離を確保できるもの。
8
テーブルに取り付ける試
験片の長さは,少なくと
も70 mmの滑りの距離を
確保できるもの。
変更
滑りの距離に関する記述
を変更した。
国内で既に販売されている一
部の装置は,ISO規格で規定
される滑りの距離とは厳密に
は一致していない。ただし,
測定値への影響はない。
6.7 計算
試験結果の表し方につ
いて規定
10
−
追加
ISO規格に規定が欠落し
ていた。
ISO規格の見直しの際,追加
を提案する。
7 水平法
水平法について規定
−
−
追加
ISO規格にはない旧JISの
内容を追加した。
旧JISは国内で広く使用され
ている測定方法である。
8 傾斜法
傾斜法について規定
−
−
追加
ISO規格にはない旧JISの
内容を追加した。
旧JISは国内で広く使用され
ている測定方法である。
9 報告
報告書への記載事項を
規定
12
−
追加
測定値に影響する項目を
追加記載した。
明確化のための追加項目及び
装置の規定で削除した項目の
追加であり,技術的な差異は
ない。
JISと国際規格との対応の程度の全体評価:ISO 15359:1999,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。