1
P
8
1
3
4
:
1
9
9
8
解
説
解説付表1 JISと対応する国際規格との対比表解
JIS番号−年号,名称
JIS P 8134 : 1998 板紙−衝撃あな開け強さ試験方
法
国際規格番号−年号,名称(和訳)
ISO 3036 : 1975 Board−Determination of puncture resistance
(板紙−衝撃あな開け強さ試験方法)
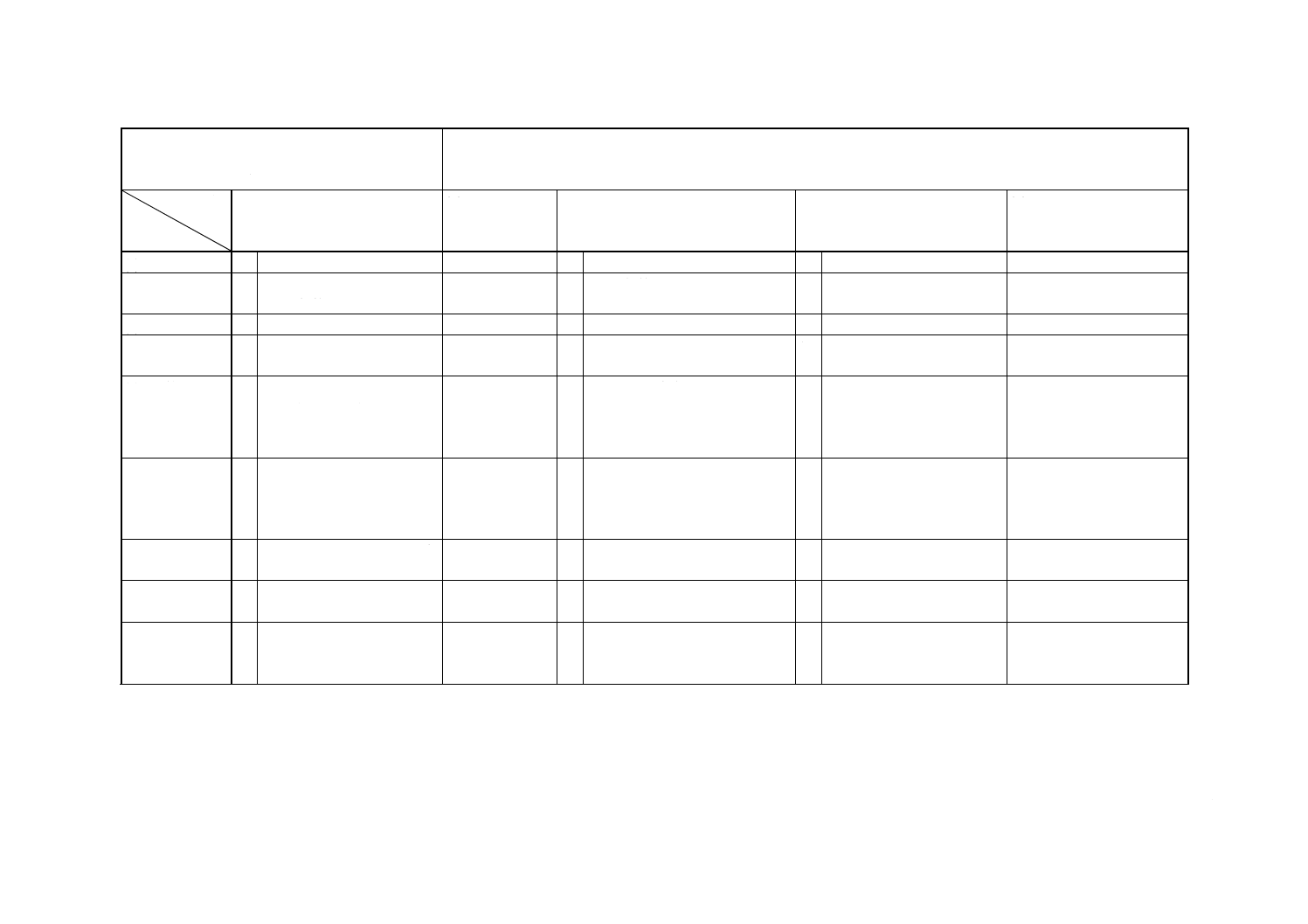
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との整合
が困難な理由及び今後の
対策
(1) 適用範囲
○
ISO 3036
○
≡
(2) 引用規格
○ JIS 6規格
ISO 2規格
○ ISO 2規格
ADP JISを追加規定
引用JISのISO規格への整
合化又はISOに提案
(3) 定義
○
○ 原理に記載
≡
(4) 装置
○ 差込板の使用についても規
定
○
ADP ISOには差込板の規定はな
い
ISOに提案
(5) 調整
○ 振り子の検定方法を新たに
規定 (ISO/442R)。
装置の校正法にP 8116を規
定
○ 振り子の検定方法はISO/442Rに
よる
ADP JISを追加規定
ISOに提案
(6) 試験片
○ ① 採取方法JIS P 8110又は
ISO 186
② 前処置方法JIS P 8111又
はISO 187
○ ① 採取方法 ISO 186
② 前処置方法 ISO 187
ADP JISを追加規定
引用JISのISO規格への整
合化
(7) 操作
○ JIS P 8111又はISO 187の標
準条件下で行う
○ ISO 187
ADP JISは引用JISとISO規格を
併記
引用JISのISO規格への整
合化
(8) 試験結果の
表し方
○
○
≡
(9) 報告
○ 必要によって最大値・最小値
及び標準偏差を報告
○
ADP JISは“必要によって最大
値・最小値及び標準偏差”を
追加
ISOに提案