P 8112:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 原理······························································································································· 2
5 装置······························································································································· 2
5.1 締付装置 ······················································································································ 2
5.2 ゴム隔膜 ······················································································································ 2
5.3 流体加圧装置 ················································································································ 3
5.4 圧力測定装置 ················································································································ 3
6 校正······························································································································· 3
7 サンプリング並びに試験片の調製及び調湿 ············································································ 3
8 操作······························································································································· 3
9 試験結果の表し方 ············································································································· 4
10 精度 ····························································································································· 5
11 報告 ····························································································································· 5
附属書A(規定)締付板の寸法 ······························································································· 6
附属書B(規定)締付板の検査 ······························································································· 8
附属書C(規定)締付圧 ········································································································ 9
附属書D(規定)圧力測定装置の校正 ····················································································· 10
附属書JA(規定)締付板(JA)の寸法 ··················································································· 11
参考文献 ···························································································································· 12
附属書JB(参考)JISと対応する国際規格との対比表 ································································ 13
P 8112:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,紙パルプ技術協会
(JAPAN TAPPI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきと
の申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これに
よって,JIS P 8112:1994は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8112:2008
紙−破裂強さ試験方法
Paper-Determination of bursting strength
序文
この規格は,2001年に第3版として発行されたISO 2758を基に,対応する部分については対応国際規
格を翻訳し,技術的内容を変更することなく作成した日本工業規格であるが,対応国際規格には規定され
ていない規定項目を日本工業規格として追加している。
なお,この規格で点線の下線を施してある箇所及び附属書JAは,対応国際規格を変更している事項で
ある。変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,流体を用いて紙に圧力を加えることによって,紙が破裂するときの強さを測定する方法に
ついて規定する。
この規格は,破裂強さが70 kPa〜1 400 kPaの紙に適用する。段ボールに用いる中しん原紙,ライナなど
の測定には,JIS P 8131に規定する方法が適しているので,この規格を用いることは意図していない。
測定方法について,受渡当事者間の協定がない場合には,破裂強さが600 kPa未満のものは,この規格
によって測定することが望ましい。
注記1 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 2758:2001,Paper−Determination of bursting strength (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを
示す。
注記2 附属書JAは,2013年3月31日をもって廃止し,同時に引用規格JIS B 0601も削除する。
注記3 5.2 b)は,2009年3月31日をもって廃止する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601:1982 表面粗さ−定義及び表示
JIS P 8110 紙及び板紙−平均品質を測定するためのサンプリング方法
注記 対応国際規格:ISO 186,Paper and board−Sampling to determine average quality (IDT)
JIS P 8111 紙,板紙及びパルプ−調湿及び試験のための標準状態
注記 対応国際規格:ISO 187,Paper,board and pulps−Standard atmosphere for conditioning and testing
and procedure for monitoring the atmosphere and conditioning of samples (MOD)
2
P 8112:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS P 8124 紙及び板紙−坪量測定方法
注記 対応国際規格:ISO 536,Paper and board−Determination of grammage (MOD)
JIS P 8131 紙及び板紙のミューレン高圧形試験機による破裂強さ試験方法
注記 対応国際規格:ISO 2759,Board−Determination of bursting strength (MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
破裂強さ (bursting strength)
試験片の円形領域に,流体加圧装置を用いて,この規格に規定する方法によって弾性をもつゴム隔膜に
圧力を加えたときの最大圧力。
注記 最大圧力は,ゴム隔膜を膨張させるのに必要な圧力も含む。
3.2
比破裂強さ (burst index)
キロパスカル(kPa)単位で表した紙の破裂強さをJIS P 8124に規定する方法によって測定した坪量で除
した値。
4
原理
試験片を,弾性をもつ円形のゴム隔膜の上に置き,ゴム隔膜とともに膨張するのに差し支えないように
周辺を締付板でしっかりと固定する。流体を一定の速度で圧入することによって,試験片が破裂するまで
ゴム隔膜を膨張させる。試験片の破裂強さは,加圧した流体の圧力の最大値である。
5
装置
装置は,少なくとも5.1〜5.4に規定した構成要素をもつものでなければならない。
5.1
締付装置 締付装置は,試験片を2枚の環状,平たん,かつ,平行な面間で確実,かつ,均等に締
め付けることのできるものとする。その面は,平滑で(研磨面ではない)あり,附属書A又は附属書JA
に規定した溝をもつものとする。附属書A又は附属書JAでは,締付板の寸法についても規定する。
締付板の一方は,締付圧力が均等に分布するよう,スイベル継手又はそれに類する装置で保持する。
測定のために圧力を加えているとき,2枚の締付板の円形の開口部の中心のずれは0.25 mm以下であ
り,締付面は,平たん,かつ,平行でなければならない。締付板の検査方法は,附属書Bに規定する。
締付装置は,最大1 200 kPaの圧力をかけることができ,かつ,一定の圧力で加圧操作を繰返し行うこと
ができるものとする(附属書C参照)。
締付圧力を算出するときは,溝による面積減少分は無視する。
締付圧力検出器は,締付装置の圧力を指示するのではなく,締付面そのものにかかる圧力を指示するも
のが望ましい。締付圧力は,締付力と締付面積とから計算してもよい。
5.2
ゴム隔膜 ゴム隔膜は,円形の合成又は天然ゴム製で,充てん(填)剤などを含まず,外周部で確
実に締め付けることができるものとする。圧力を加えていないときは,締付板の締付面よりも約3.5 mm
下がっている。
ゴム隔膜は定期的に検査し,膨張する高さが規定に満たない場合は交換する。
ゴム隔膜の性質及び構造は,次のいずれかに適合するものとする。
3
P 8112:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) ゴム隔膜は,厚さが0.86 mm±0.06 mmであり,締付面から9.0 mm±0.2 mmの高さまで膨張させたと
きの圧力が30 kPa±5 kPaとなる。
b) ゴム隔膜は,締付面から9.5 mmの高さまで膨張させたときの圧力が,34.3 kPa〜44.1 kPaとなる。
ただし,この細別は,2009年3月31日をもって廃止する。
5.3
流体加圧装置 流体加圧装置は,試験片が破裂するまでゴム隔膜を膨張させる流体圧を加える装置
とする。圧力は,適切な流体(純グリセリン,低粘度シリコーンオイル,防食剤入りエチレングリコール
など)を電動ピストンで加圧することによって得る。流体は,ゴム隔膜の内面に対して親和性があるもの
とする。加圧装置及び加圧流体には気泡が混入しないようにする。ピストンの移動速度は,95 ml/min±5
ml/minとする。
5.4
圧力測定装置 圧力測定装置は,破裂強さを測定するものである。
圧力測定装置は,±10 kPa又は測定値の±3 %のいずれか良好な方の精度で測定・表示できる装置を用
いる。その精度は,圧力を増加させ最大値まで到達したときの指示値が,真の圧力値に対し±3 %でなけ
ればならない。この校正方法は,附属書Dに規定する。
6
校正
6.1 装置には,ピストンの移動速度の確認,加圧圧力の測定・表示装置の校正,及び締付圧表示装置の校
正を容易にするために,適切な点検口を装備しているか,又は装備可能であることが望ましい。
6.2 校正は,装置を最初に使用するとき,及び設計精度を維持するのに十分な頻度で実施しなければなら
ない。圧力計の校正は,可能ならば,装置に取り付けた状態で,できればその装置を用いて行うことが望
ましい。圧力計に設計値を超える圧力がかかったときは,使用を中止し,圧力計の校正を行う。
種々の厚さのアルミはく(箔)は,破裂強さが既知の比較試料として用いることができる。アルミはく
の測定は,装置の全体的な機能を確認するには有用な方法であるが,加圧下での破裂挙動が紙とは異なる
ので,校正用標準試料としては用いないほうがよい。
7
サンプリング並びに試験片の調製及び調湿
この規格では,サンプリング方法については規定しない。試験片は,測定する試料を代表していること
を確認しておく。ロットを代表する試験の場合は,サンプリングは,JIS P 8110によって行う。試験片は,
できる限り,すき入れ,しわ又は外見で分かる損傷がないものを用いる。試験片の寸法は,60 mm×60 mm
以上とする。
試験片は,JIS P 8111によって調湿する。
必要な試験片の数は,試験片の各面をゴム隔膜に接触させて,それぞれ測定するかどうかによって決定
する。
8
操作
試験は,箇条7に規定した,JIS P 8111で規定する試験片の調湿に用いた標準条件下で行う。
坪量を求める必要がある場合は,JIS P 8124によって行う。
装置の製造業者が提供する取扱説明書及びこの規格によって,測定装置の使用準備を行う。電子機器
は,通常ウォームアップが必要である。
測定圧範囲が選べる場合は,適切な範囲を選定する。選定するときは,必要ならば最大測定範囲で予備
試験を行う。
4
P 8112:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
締付圧を,1 200 kPaを超えない範囲で,測定中に試験片が滑らないように調整する。
締付板を上げ,試験片を締付板全体にかかるように挿入した後,締付板を締める。
必要に応じて,取扱説明書に従い圧力計のゼロ調整を行う。試験片が破裂するまで圧力を加える。ゴム
隔膜が締付面よりも低くなるまでピストンを引き戻す。破裂強さをキロパスカル(kPa)単位に四捨五入し
て読む。締付板を緩め,次の測定に備える。試験片が締付板内で目に見えるほど滑った場合は(締付板か
らはみ出ている部分が動くか,又は締付板内でしわが寄る場合),その測定値は除外する。滑っているかど
うか疑わしい場合には,大きな試験片を用いて測定すると分かりやすい。
締付部の周囲で裂けているなど,締付圧のかけ過ぎ,又は締付板のねじれが原因で試験片が損傷を受け
たことが疑われる場合には,その測定値は除外する。
試験片のゴム隔膜に接触する面として,紙の両面それぞれでの測定結果が必要ない場合には,20回の有
効な測定が必要である。試験片の両面それぞれの測定結果が必要な場合は,それぞれ少なくとも10回の有
効な測定が必要である。
注記1 ゴム隔膜に接触している試験片の面を測定面とする。
注記2 誤差の主な要因を,次に示す。
− 圧力測定系の校正の不良
− 圧力の増加速度の不良(圧力が増加する速度が大きいと破裂強さも大きくなる。)
− ゴム隔膜が不良であるか,又はゴム隔膜の位置が締付面よりも高過ぎるか若しくは低過ぎ
る場合
− ゴム隔膜が硬過ぎるか,又は弾性を失っている場合。この場合,破裂強さは増加する。
− 締付板による締付けが不適切であるか,又は不均一である場合(通常,破裂強さは増加す
る。)
− 系内に空気が混入している場合(通常,破裂強さは減少する。)
− ゴム隔膜が柔らか過ぎる場合(通常,破裂強さは減少する。)
9
試験結果の表し方
破裂強さの平均値pを,キロパスカル(kPa)単位に四捨五入して計算する。
測定結果の標準偏差を計算する。
比破裂強さxを,1 g当たりのキロパスカル(kPa)・平方メートル(m2)で表し,破裂強さの値から次
の式によって計算してもよい。
g
p
x=
ここに,
x: 1 g当たりのキロパスカル(kPa)・平方メートル(m2)で表
した比破裂強さ
p: キロパスカル(kPa)単位で表した平均破裂強さ
g: JIS P 8124に従って求めた紙の坪量,1平方メートル(m2)
当たりのグラム数で表す。
比破裂強さは,1 g当たりのキロパスカル(kPa)・平方メートル(m2)単位に四捨五入して算出する。
10 精度
同一の試料を用い,複数の試験所において通常の試験条件下で測定した。変動係数で表した試験所間の
再現性を,表1に示す。
5
P 8112:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−試験所間の再現性
紙種
破裂強さの平均値
kPa
変動係数
%
試験所数
袋用紙
クラフト紙
白ライナ
348
163
559
5.1
6.4
8.4
44
45
15
11 報告
報告には,次の事項を記録する。
a) 規格名称又は規格番号
b) 試験年月日及び試験場所
c) 試料の種類及び名称
d) 試験機の製造業者名及びその形式
注記 締付板の種類(2013年3月31日まで)及びゴム隔膜の種類(2009年3月31日まで)をそれ
ぞれ記載する。
e) 調湿及び試験のための標準状態
f)
キロパスカル(kPa)単位で四捨五入した破裂強さの平均値又は試験片各面の破裂強さの各平均値
g) 必要に応じて,1 g当たりのキロパスカル(kPa)・平方メートル(m2)単位に四捨五入した比破裂強
さ
h) 報告に記載した平均破裂強さの標準偏差
i)
規定した手順から逸脱した事項又は測定結果に影響を及ぼすと思われる事項
6
P 8112:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
締付板の寸法
序文
この附属書は,5.1に規定する対応国際規格に対応した締付板の寸法について規定する。
A.1 締付板の寸法
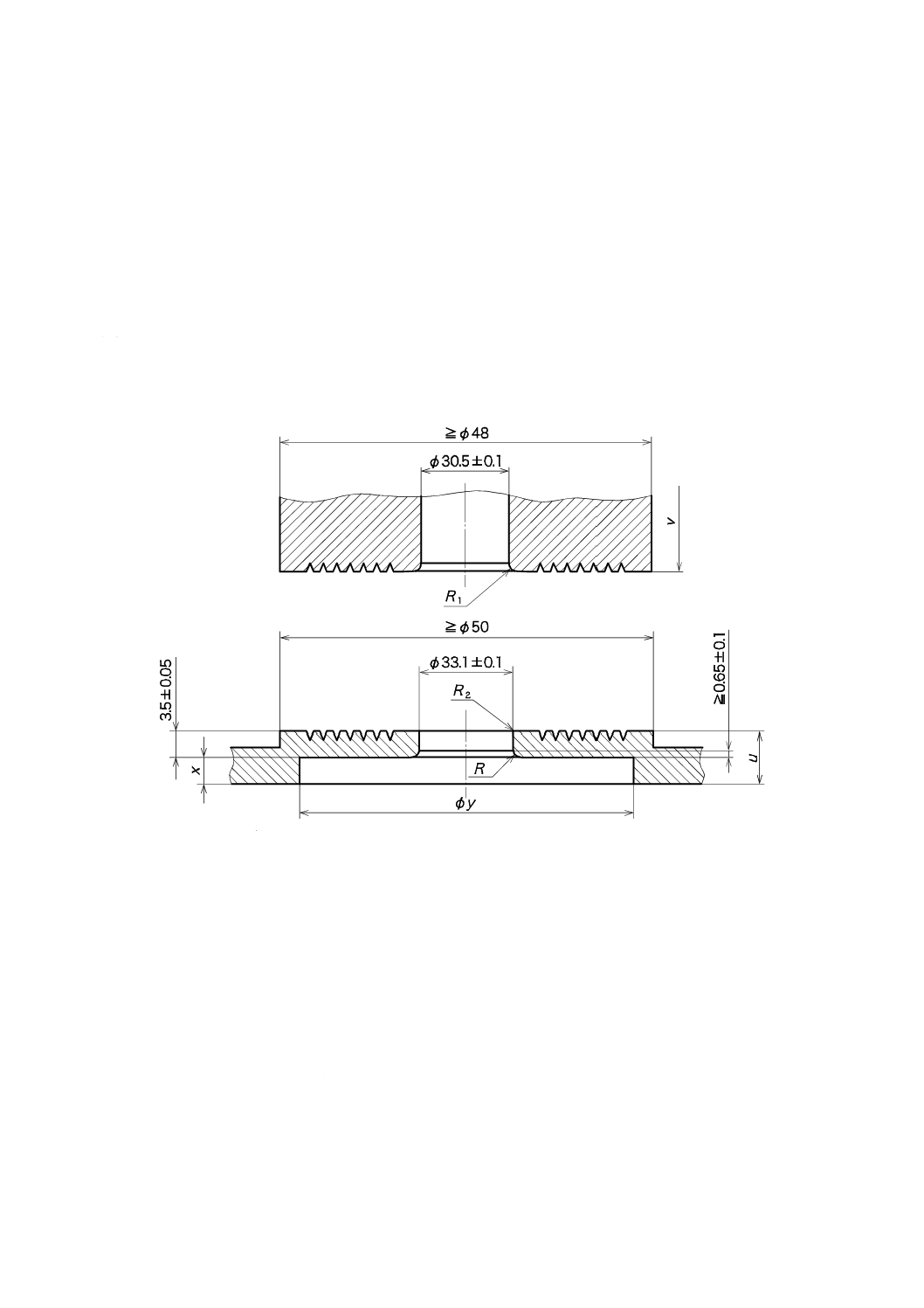
締付板の寸法を,図A.1に示す。
単位 mm
R, R1, R2, u, v, x及びyは,この附属書で説明する。
図A.1−締付板の寸法
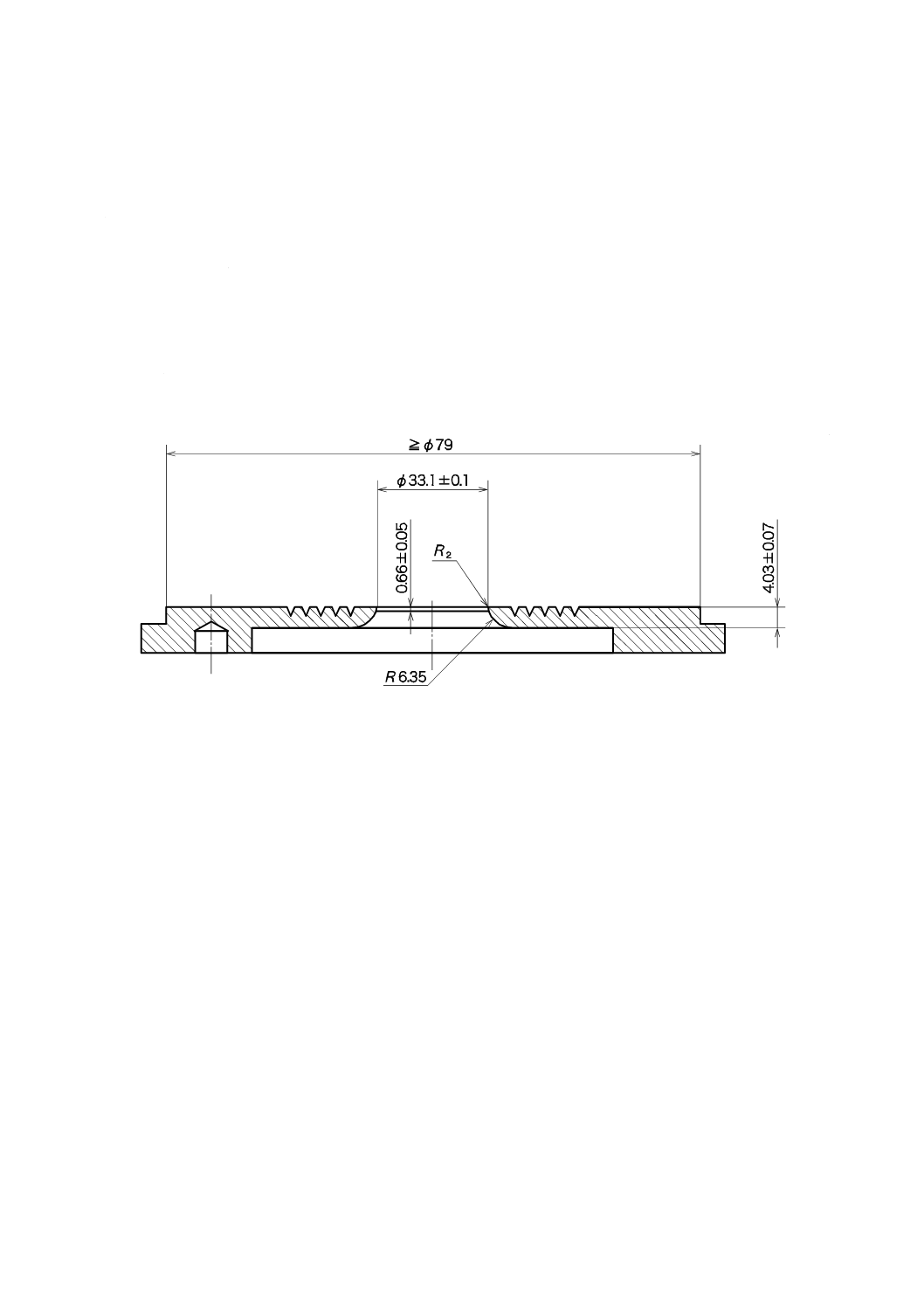
下側の締付板については図A.2に示す別の寸法もある。この寸法をもつ下側締付板は,北アメリカ製の
装置に多い。この寸法の下側締付板の場合には,上側締付板の半径R1は約0.4 mmとなる。
u及びvの寸法(図A.1参照)は限定するものではないが,使用中に締付板が変形しない厚さでなけれ
ばならない。上側締付板の厚さは,少なくとも6.35 mmあればよいことが分かっている。
x及びyの寸法は,装置の製造業者及びゴム隔膜の設計によって異なるが,ゴム隔膜を確実に装着でき
るものとする。
半径Rは,3.5 mm±0.05 mm及び0.65 mm±0.1 mmの二つの寸法から決める。弧は,円形開口部の垂直
面及び内側の水平面にそれぞれ接するものとする。半径は,3.5 mm〜0.65 mmの間となる。
試験片又はゴム隔膜の損傷を防ぐために,R1及びR2は,わずかな丸みとするが,その半径は,上側締付
板の開口部の直径に影響を与えない大きさにする(丸めの半径は,R1を0.6 mm,R2を0.4 mm程度とする。)。
7
P 8112:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験片が滑ることを防ぐために,試験片が接触する締付板の表面には,らせん又は同心円の溝が必要で
ある。
溝は,次に示す要件を満たせばよい。
a) らせん溝の場合は,0.25 mm以上の深さの60°V溝で,溝の間隔は0.9 mm±0.1 mmであり,溝の内
側の開始点は,円形開口部の端から3.2 mm±0.1 mmである。
b) 同心円溝の場合は,0.25 mm以上の深さの60°V溝で,溝の間隔は0.9 mm±0.1 mmであり,最も内
側の溝の位置は,円形開口部の端から3.2 mm±0.1 mmである。
上側締付板の開口部の上部は,試験片の膨張に支障のない大きさの空間を確保しなければならない。ま
た,密閉形の締付装置の場合には,その空間は,試験片上の空気が放出されるように細管で外部と連結す
る。開口径は,4 mm程度がよい。
単位 mm
図A.2−下側締付板の寸法の別例
8
P 8112:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
締付板の検査
序文
この附属書は,5.1に規定する締付板の検査方法について規定する。
B.1
検査方法
締付板に各1枚のカーボン紙及び白紙を挟み,圧力を加える。締付板が正常ならば,締付板全体にわた
って,明りょう(瞭)で均一で,かつ,輪郭のはっきりとした転写像をカーボン紙から白紙上に得る。上
側締付板が回転可能ならば,90°回転させて更に転写像を得る。締付板の中心軸が一致していることを検
査する方法には二つある。一つは,締付板の開口部の寸法と中心軸とが一致した円柱を両面に備えた板を
用いる方法,もう一つは,白紙を2枚のカーボン紙で挟み,これを締付板にはさんで転写像を得た後,白
紙の両面の像が対称であり,かつ,ずれが0.25 mm以内であることを検査する方法である。
9
P 8112:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
締付圧
序文
この附属書は,5.1に規定する締付装置の締付圧について規定する。
C.1 締付圧
油圧又は空気圧による加圧システムをもつ圧力計付き締付装置の場合は,必要な圧力に容易に調整でき
る。この場合,圧力計の読みと締付板にかかる圧力とは必ずしも一致するものではないことに注意する。
ピストン及び締付面の面積を考慮しなければならない。
ねじ又はレバーによって機械的に圧力を加える方式の装置の場合は,ロードセル又はその他適切な装置
を用いて,調節目盛とそのとき加わっている圧力との関係を調べておくことが望ましい。
10
P 8112:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(規定)
圧力測定装置の校正
序文
この附属書は,5.4に規定する圧力測定装置の校正について規定する。
D.1 静的校正
圧力測定装置は,ピストン方式の重すい(錘)形圧力検査器,又は水銀を充てん(填)した円筒を用い,
水銀の自重によって静的に校正する。圧力センサが設置方向の影響を受ける場合は,破裂試験機における
通常の設置状態で校正する。最大破裂圧力指示装置は,動的に校正するのがよい。
静的校正法は,その他の方法を用いてもよい。
D.2 動的校正
試験機の測定状態での動的校正は,別系統の最大圧力測定装置を併置して行う。その別系統の装置は,
破裂試験を行ったときの最大圧力に対して,±1.5 %の変動追随性及び精度をもたなければならない。
装置の測定範囲内で何種類かの試料を測定することによって,最大破裂圧力の指示値の誤差を種々の圧
力水準で求めることができる。
いずれかの圧力における誤差が,5.4の許容差を超える場合には,その原因を調べる。
11
P 8112:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
締付板(JA)の寸法
序文
この附属書は,我が国で従来用いていた締付板(JA)の経過処置について規定する。
JA.1 締付板の寸法
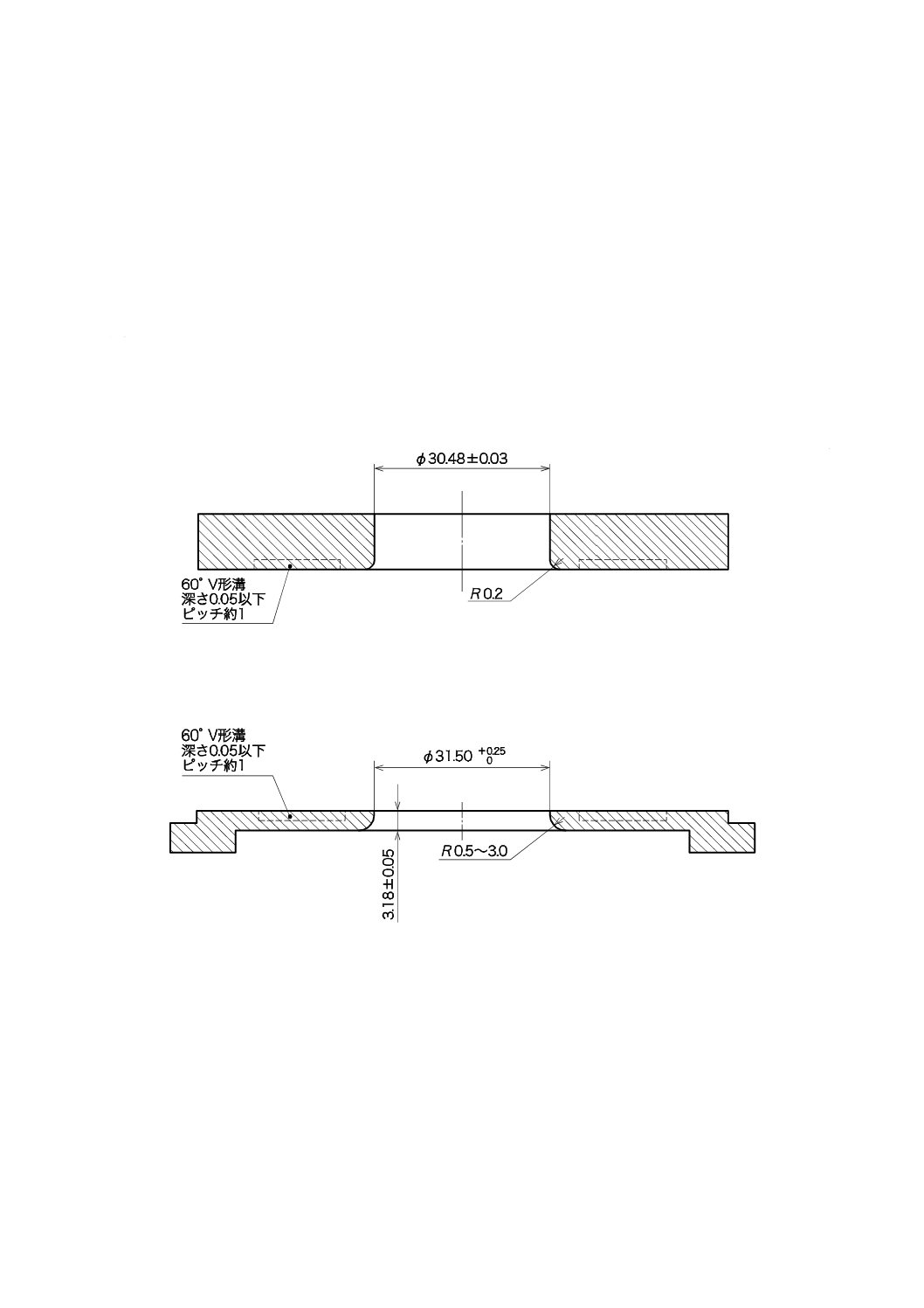
締付板(JA)の寸法を,附属書Aに規定するものとは別に図JA.1に示す。図JA.1に示す締付板の,締
付面の表面粗さは,JIS B 0601:1982に規定する1.6aとし,60°V溝は,同心円溝又はらせん溝とする。
単位 mm
図JA.1−締付板(JA)の寸法
JA.2 この附属書は,2013年3月31日をもって廃止する。
12
P 8112:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] ISO 534:1988, Paper and board−Determination of thickness and apparent bulk density or apparent sheet
density
[2] BRAUNS, O., DANIELSSON, E., JORDANSSON, L., Svensk Paperstidning23 867 (1954)*
[3] TUCK, N.G.M., MASON, S.G., FAICHNEY, L.M., Pulp and Paper Mag. Canada54 5 102 (1953)*
[4] Appita Standard AS/NZS 1301-403s:1997*
注*
圧力計の動的校正法について記述がある。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応する国際規格との対比表
JIS P 8112 :2008 紙−破裂強さ試験方法
ISO 2758:2001,Paper−Determination of bursting strength
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5.2 ゴム
隔膜 b)
ゴム隔膜の性質及
び構造
−
−
追加
国際規格では規定していない
ゴム隔膜の性質。
JISの運用事情による。2009年3
月31日をもって廃止する。
7 サンプ
リング並
びに試験
片の調製
及び調湿
試験片の寸法
−
−
追加
国際規格では規定していない
試験片の寸法。
ISOに提案する。
附属書JA
(規定)
図JA.1締付板(JA)
の寸法
−
−
追加
国際規格では規定していない
締付板の寸法。
JISの運用事情による。2013年3
月31日をもって廃止する。
締付板の締付面の
表面粗さの規定
−
−
追加
国際規格では規定していない。 JISの運用事情による。2013年3
月31日をもって廃止する。
JISと国際規格との対応の程度の全体評価:ISO 2758:2001:MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD………………国際規格を修正している。
2
P
8
11
2
:
2
0
0
8