1
L
7509
: 19
99
解
説
JIS
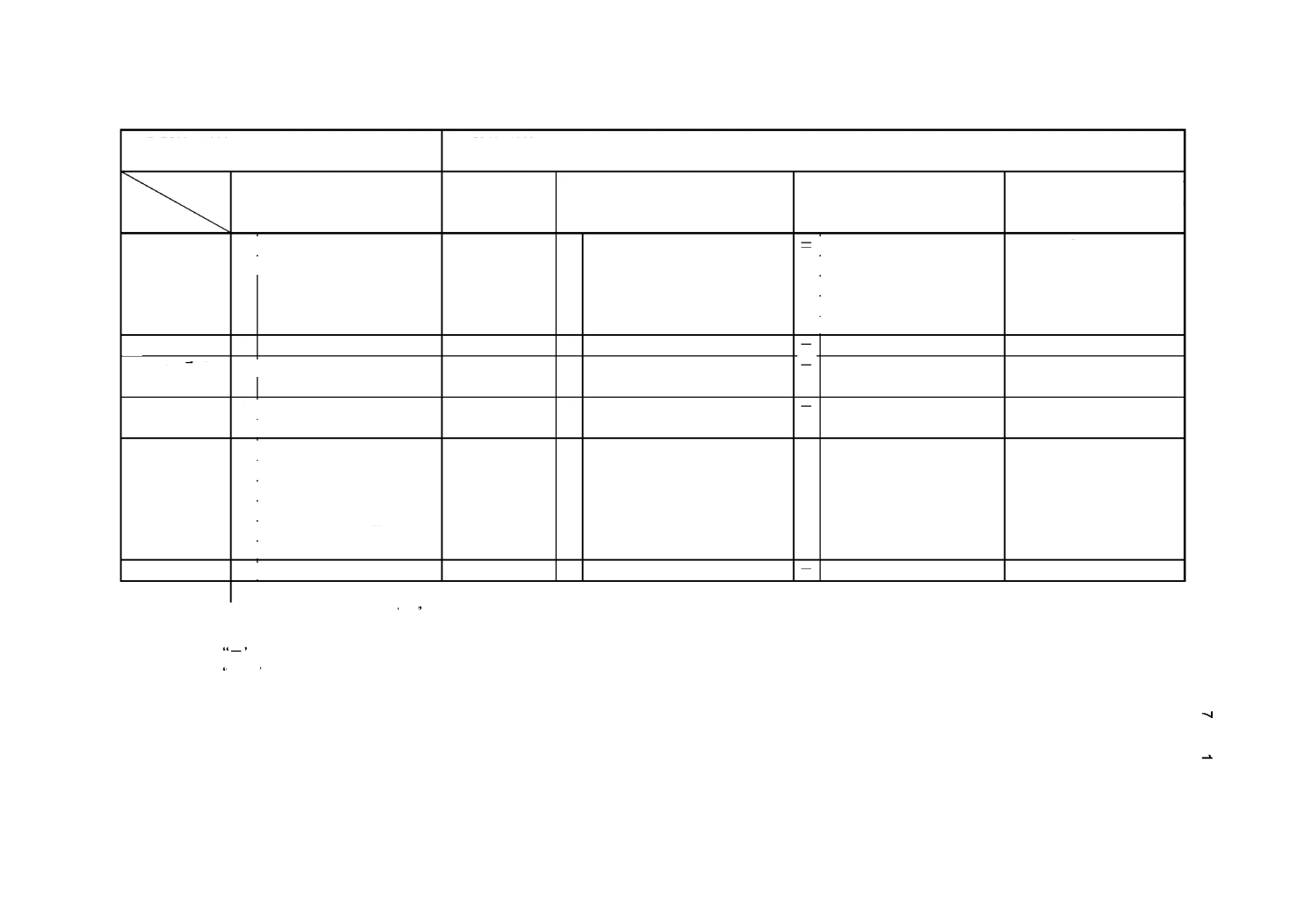
と対応する国際規格との対比表
JIS L 7509
: 1999
染色加工用ガイドローラー主要
寸法
ISO 5249
: 1988
Textile machinery and accessories
−
Guide rollers for dyeing and finishing machinery
−
Main dimensions
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国 際 規 格 番
号
(III)
国際規格の規定内容
(IV)
JIS
と国際規格との相違点
(V)
JIS
と国際規格との整合
が困難な理由及び今後の
対策
(1)
適用範囲
○ 染色加工用ガイドローラの
主な寸法を規定。
○ 染色加工用ガイドローラの主な
寸法を規定。
≡ 品質等級に基づくローラ壁
の厚さ,ローラ径,ローラ幅
は
ISO
を採用するが,
ISO
に
ない従来
JIS
のものを
II
型と
して取り入れた。
従来
JIS
の
II
型は,国内で
多く使用されている。
II
型を国際提案する。
(2)
引用規格
○
○
≡
(3)
ロ ー ラ の 型
式
○
A
型及び
B
型を規定。
○
A
型及び
B
型を規定。
≡
(4)
寸法
○ ローラの外径寸法などを規
定。
○ ローラの外径寸法などを規定。
≡
(5)
運 転 性 能 上
の必要事項
○ 品質等級に基づくローラ壁
の厚さ,ローラ径,ローラ幅
は
ISO
をそのまま(
I
型とし
て)採用するが,
ISO
にない
従来
JIS
のものを
II
型として
取り入れた。
○ 品質等級に基づき,ローラ壁の厚
さ,ローラ径,ローラ幅などを規
定。
ADP
従来
JIS
の
II
型は国内で多
く使用されている。
II
型を国際提案する。
附属書(参考)
○ ローラ幅の計算方法
○ ローラ幅の計算方法
≡
備考
1.
対比項目
(I)
及び
(III)
の小欄で, ○
は該当する項目を規定している場合を示す。
2.
対比項目
(IV)
の小欄の記号の意味は,次のとおりである。
≡ :
JIS
と国際規格との技術的内容は同等である。
ADP
(
ADOPTION
の略)
:
JIS
は,国際規格と対応する部分を国際規格そのまま変更なしで採用している。ただし,採用した部分において,
JIS
として
必要な規定内容を追加し,又は適用範囲,規定項目及び/又は規定内容の一部を不採用としている。