L 7509 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。これによってJIS L 7504 : 1995は改正され,JIS L 7504及びJIS L 7509に置き換えら
れる。
今回の制定では,対応国際規格であるISO 5249 : 1988, Textile machinery and accssories−Guide rollers for
dyeing and finishing machineryとの整合化を図るため,対応国際規格に該当する部分についてはJIS L 7509
として独立・制定し,対応国際規格に該当しない部分については最近の実情を反映させてJIS L 7504とし
て改正を行った。また,この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案
権,又は出願公開後の実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及
び日本工業標準調査会は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又
は出願公開後の実用新案登録出願にかかわる確認について,責任はもない。
JIS L 7509には,次に示す附属書がある。
附属書(参考) 染色加工用ガイドローラー定義及び公式
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
L 7509 : 1999
染色加工用ガイドローラ−
主要寸法
Guide rollers for dyeing and finishing−Main dimensions
序文 この規格は1988年に第1版として発行されたISO 5249, Textile machinery and accssories−Guide
rollers fordyeing and finishing machinery−Main dimensionsを翻訳し,対応する部分については,技術的内容
を変更することなく作成した日本工業規格であるが,対応国際規格には規定されていない規定内容(ロー
ラの寸法II型)を追加している。
1. 適用範囲 この規格は,染色加工機械に使用するスチール製ガイドローラの外径,軸径の公称値の範
囲及び実用性上必要とする条件を規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。
ISO 1505 : 1993 Textile machinery−Widths relating to dyeing and finishing machines−Definitions and
range ofnominal widths
ISO 1940/1 : 1986 Mechanical vibration−Balance quality requirements of rigid rotors Part−1 :
Determination of permissible residual unbalance
ISO 2013 : 1983 Textile machinery and accessories−Beams−Method of measuring variations of form and
position
ISO 4200 : 1991 Plain end steel tubes, welded and seamless−General table of dimensions and masses per
unit length
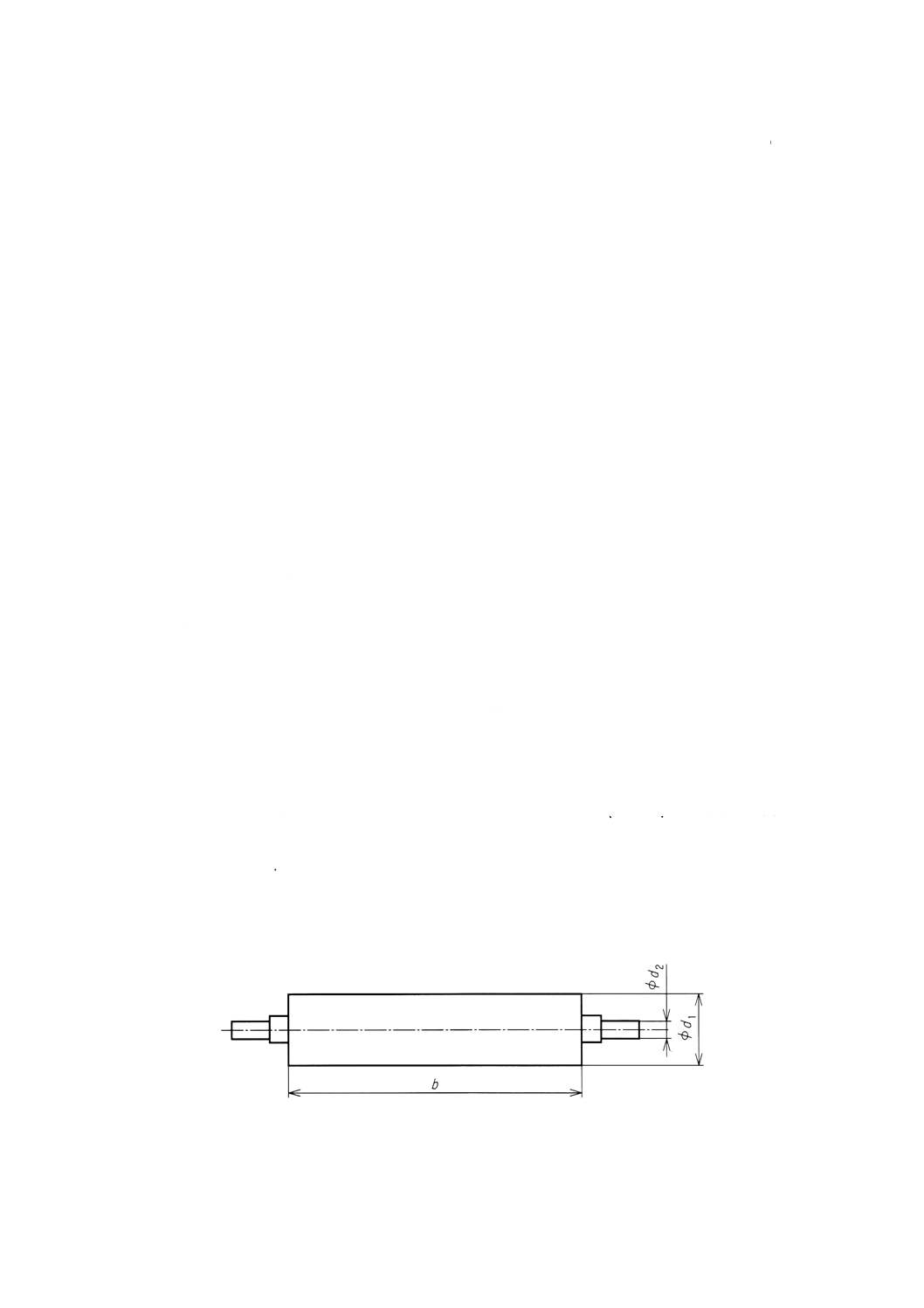
3. ローラの型式 図1及び図2のとおりとする。
図1 A型:回転軸
2
L 7509 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
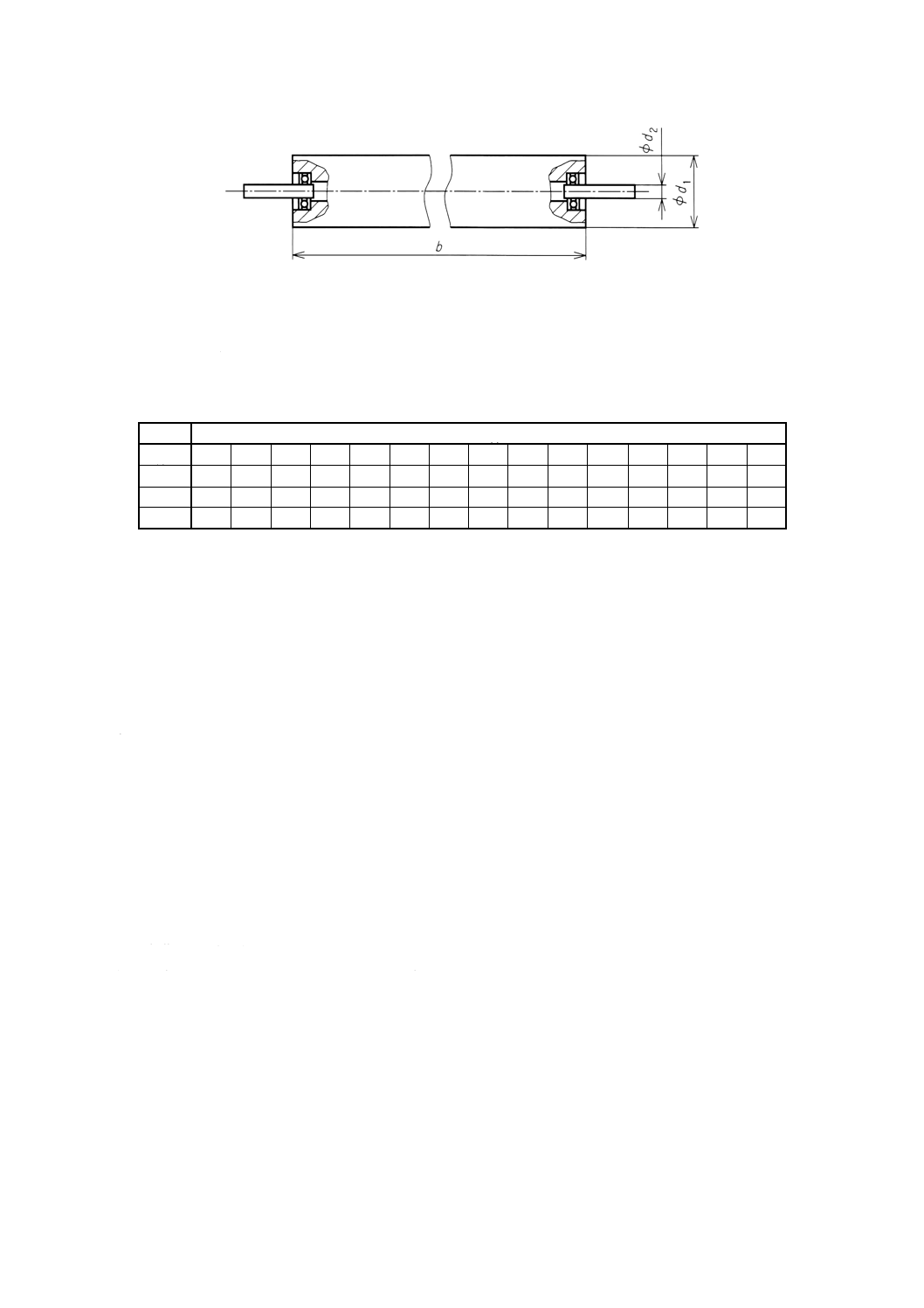
図2 B型:固定軸
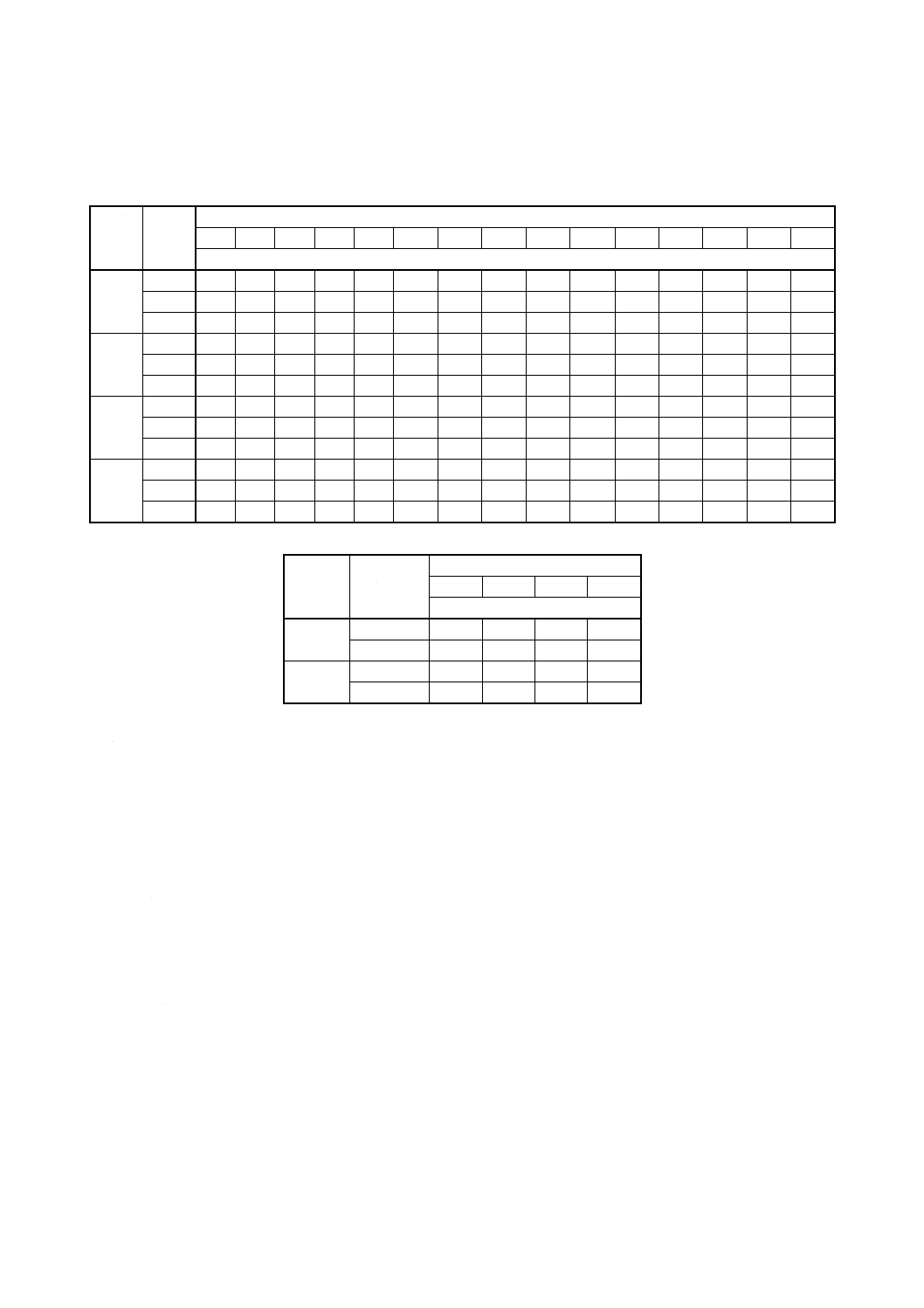
4. 寸法
4.1
ローラの外径 (d1) ローラの外径は表1による。
表1
単位mm
区分
d1(1)
1(2)
85
110
135
165
215
2(2)
85
110
135
165
215
3
60
80
100
120
160
200
4
125
140
150
175
注(1) 直径d1の全体のローラの振動(振幅)はISO 2013の測定方法による。
(2) これらの区分の指示値は,管の外径の機械加工を考慮に入れるものとする。
備考1. 区分1は,ISO 4200のグループ1の中の非合金及び合金鉄中の管(及び附属部品)の分類シリ
ーズ1の管である。
2. 区分2は,ISO 4200の中のグループ1のステンレス鋼管分類シリーズ1の管である。
3. 区分3は,ISO 4200(精密管)の中のグループ2の中の分類シリーズ2の管である。
4. 区分4は,プラスチック又はゴムの被覆した管である。
4.2
軸径 (d2) 軸径d2に対する値は,ローラに加えられる力に応じて選択しなければならない。また,
その数値は最小15mm以上で5mmの倍数でなければならない。
d2=15, 20, 25, 30, 35, ……mm
4.3
公称幅 (b) ローラの公称幅bは,ISO 1505による。
5. 運転性能上の必要事項 次の必要事項は標準的な基準であり,最も重要な基準はローラ上を布が完全
に通ることである。
5.1
許容される曲がり 曲がりを表すために4通りの品質等級が定められており,品質等級を選択する
ための適当な基準は使用目的による。
品質等級の照合番号は,均等な負荷を250N/mを基礎としたときのローラのメータ当たりの公称幅当た
りの許容曲がり (mm) に符合している。
負荷が変われば曲がりはほとんど比例的に変わる。
品質等級に基づいて,公称ローラ幅に対応した限定数値,ローラの標準の直径及びローラの管壁の三通
りの厚さを表2に示す。
計算値は,ISO 1505の公称幅と一致したけた数とする。
ローラシャフトと軸受は,計算の対象にしない。
静荷重による曲がりは,与えられた品質等級の数値を考慮する。
布の張力は,ローラが180°(半円周)布が巻き付いた状態では軸負荷の半分に相当する。
3
L 7509 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 ガイドローラの主要寸法
I型 (ISO)
単位mm
品質
等級
ローラ壁
の厚さ
(S)
ローラ径d1
60
80
85
100
110
120
125
135
140
150
160
165
175
200
215
ローラ幅b
2
2
2 600
3 400
3 600
4 000
4 400
4 800
5 200
5 200
5 600
6 000
6 400
6 800
7 200
7 600
8 800
4
3 000
4 000
4 000
4 800
5 200
6 000
6 000
6 400
6 800
7 200
7 600
8 000
8 400
8 800
10 000
6
3 200
4 400
4 400
5 200
5 600
6 400
6 400
6 800
7 200
7 600
8 000
8 400
8 800
9600
10 400
1
2
2 000
2 700
2 900
3 400
3 400
4 000
4 000
4 000
4 400
4 800
5 200
5 200
5 600
6 000
6 800
4
2 400
3 200
3 400
4 000
4 000
4 400
4 800
4 800
5 200
5 600
6 000
6 000
6 400
7 200
8 000
6
2 600
3 400
3 600
4 000
4 400
4 800
5 200
5 200
5 600
6 000
6 400
6 800
6 800
7 600
8 400
0.5
2
1 600
2 100
2 300
2 700
2 800
3 200
3 300
3 400
3 600
3 800
4 000
4 000
4 400
4 800
5 200
4
1 900
2 500
2 700
3 100
3 300
3 600
3 800
4 000
4 000
4 400
4 800
4 800
5 200
5 600
6 000
6
2 000
2 700
2 900
3 400
3 600
4 000
4 000
4 000
4 400
4 800
5 200
5 200
5 600
6 000
6 400
0.25
2
1 300
1 700
1 800
2 100
2 200
2 500
2 600
2 700
2 900
3 100
3 300
3 400
3 600
3 800
4400
4
1 500
2 000
2 100
2 500
2 600
3 000
3 100
3 200
3 400
3 600
3 800
4 000
4 000
4 400
4 800
6
1 600
2 200
2 300
2 700
2 800
3 200
3 300
3 400
3 600
3 800
4 000
4 000
4 400
4 800
5 200
II型 (JIS)
品質等級
ローラ壁の
厚さ
(S)
ローラ径d1
100
125
150
200
ローラ幅b
0.5
2.5
2 800
3 500
4 200
5 400
3.0
2 900
3 700
4 300
5 600
0.25
2.5
2 200
2 800
3 300
4 300
3.0
2 300
2 900
3 400
4 500
5.2
許容される振れ ローラの許容される振れは,ローラ幅1m当たり0.5mmを超えてはならない。
5.3
許容される残留アンバランス ロール許容アンバランス(不均衡)は,バランス量G40級(ISO 1940/1
参照)を超えてはならない。
6. 製品の呼び方 ガイドローラの呼び方は,次の順序による。
a) “ガイドローラ”
b) I型の場合は対応国際規格番号,II型の場合は日本工業規格番号
c) 型式
d) 外径区分
e) 外径d1
f)
軸部の径d2
g) 公称幅
h) 品質等級
これらに任意の有効な補助的情報を加えてもよい。
例 I型,固定軸(B型),区分2,外径d1=110mm,軸径d2=30mm,公称幅b=2 800mmで品質等級
0.5のガイドローラは,次のような呼称となる。
ガイドローラISO 5249-B2-110×30×2 800-0.5
4
L 7509 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) 染色加工用ガイドローラ−定義及び公式
序文 この附属書は,ローラ幅bの計算方式と結果,計算に用いる記号を記載したもので,規格の一部で
はない。
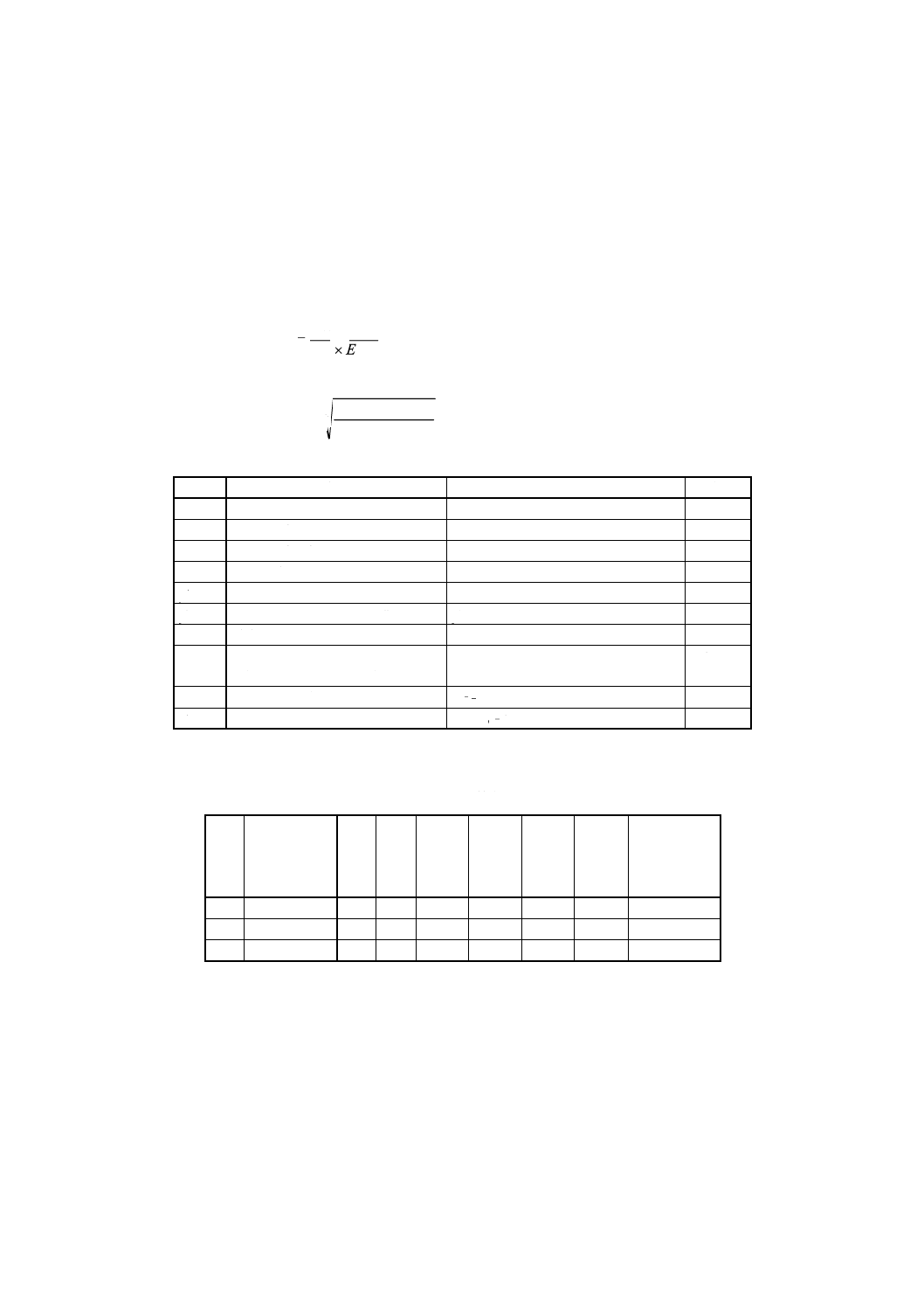
A.1 ローラ幅bの計算 ローラ幅bは,伝統的な計算式によって計算される。
I
Eb
F
f
×
××
×
384
5
3
=
この式は,附属書表1に示された単位で計算を行う。
3
max
5
384
L
L
F
I
E
f
b
×
×
×
×
=
附属書表1 定義及び公式
記号
定義
公式
単位
bmax
最大ローラ幅
上記のとおり
cm
da
チューブの外径
da=d1
cm
d1
チューブの内径
d1=d1−2s
cm
E
弾性係数
E=21×106
N/cm2
f
ローラの曲がり
上記のとおり
mm
fL
1メータ当たりのローラの曲がり
fL=0.05
cm/m
F
全軸荷重
FL
1メータ当たりの軸荷重
(荷重+ローラの重さ)
FL=250+G
N/m
G
ローラの重さ
(
)
2
2
1
2
10
85
.7
100
4
−
×
×
×
−d
d
G
a
π
=
N/m
I
慣性モーメント
(
)
4
1
4
64
d
d
I
a−
π
=
cm4
A.2 計算結果の例 品質等級0.5の鋼管に対する計算結果の3例を,附属書表2に示す。
附属書表2 計算結果の例
例
No.
ローラの呼称
d1×s
mm
da
cm
di
cm
I
cm4
G
N/m
FL
N/m
bmax
cm
ISO 1505に
よる公称幅
b
mm
1
120×2
12
11.6
129.08
58.20
308.20
323.2
3 200
2
120×4
12
11.2
245.48
114.42
364.42
378.7
3 600
3
120×6
12
10.8
350.05
168.68
418.68
407.0
4 000
5
L 7509 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
国際整合化調査研究事業委員会 構成表
氏名
所属
(委員長)
風 間 健
武庫川女子大学
(委員)
出 野 清 光
技術コンサルタント
中 嶋 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
湯 村 崇 男
日本化学繊維協会
中 尾 秀
日本紡績協会
森 本 國 宏
社団法人日本染色協会
小代田 寛 之
日本ニット工業組合連合会
山 田 俊 幸
東洋紡績株式会社
(西 松 光
好)
東洋紡績株式会社(前任)
金 井 吉 富
日本毛織株式会社
(北 川 正
男)
日本毛織株式会社(前任)
塩 川 正 人
東海染工株式会社
鈴 木 時 英
セーレン株式会社
宮 本 紀 明
株式会社豊田自動織機製作所
榎 本 博 史
豊和工業株式会社
河原林 晋
村田機械株式会社
中 嶋 利 夫
株式会社島精機製作所
澤 隆 士
株式会社福原精機製作所
石 丸 治
株式会社日阪製作所
横 田 力 造
上野山機工株式会社
近 藤 正
京都機械株式会社
久 保 雄 司
関西繊維機器工業会
大 角 雅 夫
東海繊維機械工業会
片 岡 岐 及
北陸繊維機械工業会
宝 金 昭 造
社団法人日本繊維機械協会
(事務局)
君 塚 正 二
日本繊維機械標準化協議会
6
L 7509 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
国際整合化調査研究事業染色仕上機械分科会 構成表
氏名
所属
(委員長)
風 間 健
武庫川女子大学
(委員)
出 野 清 光
技術コンサルタント
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
高 橋 史 明
和歌山染工株式会社
塩 川 正 人
東海染工株式会社
鈴 木 時 英
セーレン株式会社
森 本 國 宏
社団法人日本染色協会
石徹白 博 司
株式会社山東鐵工所
近 藤 正
京都機械株式会社
横 田 力 造
上野山機工株式会社
石 川 達 夫
株式会社市金工業社
石 丸 治
株式会社日阪製作所
久 保 雄 司
関西繊維機器工業会
大 角 雅 夫
東海繊維機械工業会
片 岡 岐 及
北陸繊維機械工業会
宝 金 昭 造
社団法人日本繊維機械協会
(事務局)
君 塚 正 二
日本繊維機械標準化協議会