2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
L 7507-1995
染色加工用クロスガイダ
Cloth guiders for dyeing and finishing
1. 適用範囲 この規格は,織物,編み物,不織布などの染色加工に用いる電気式クロスガイダ及び空気
圧式クロスガイダ(以下,クロスガイダという。)について規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 0659 比較用表面粗さ標準片
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7510 精密水準器
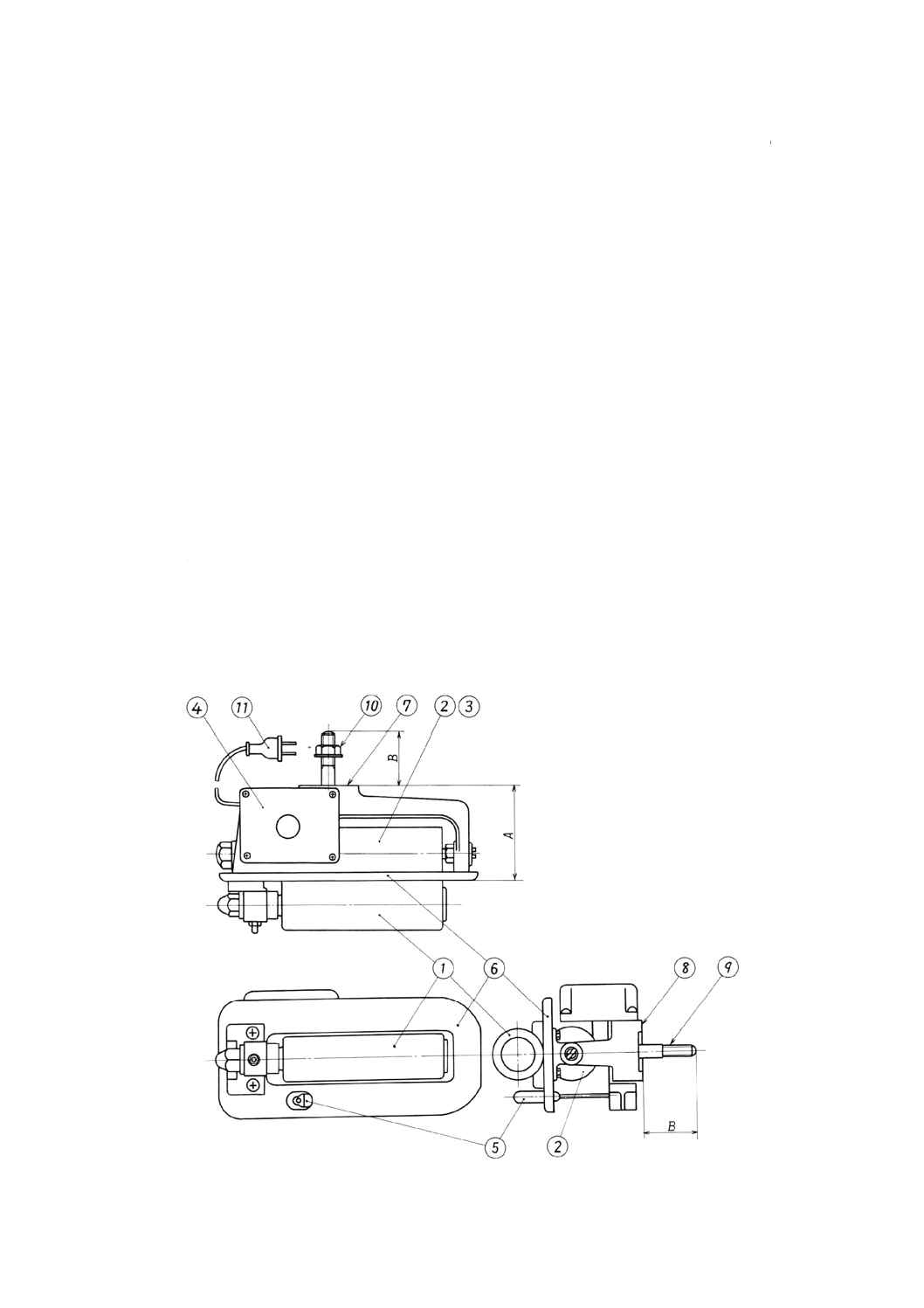
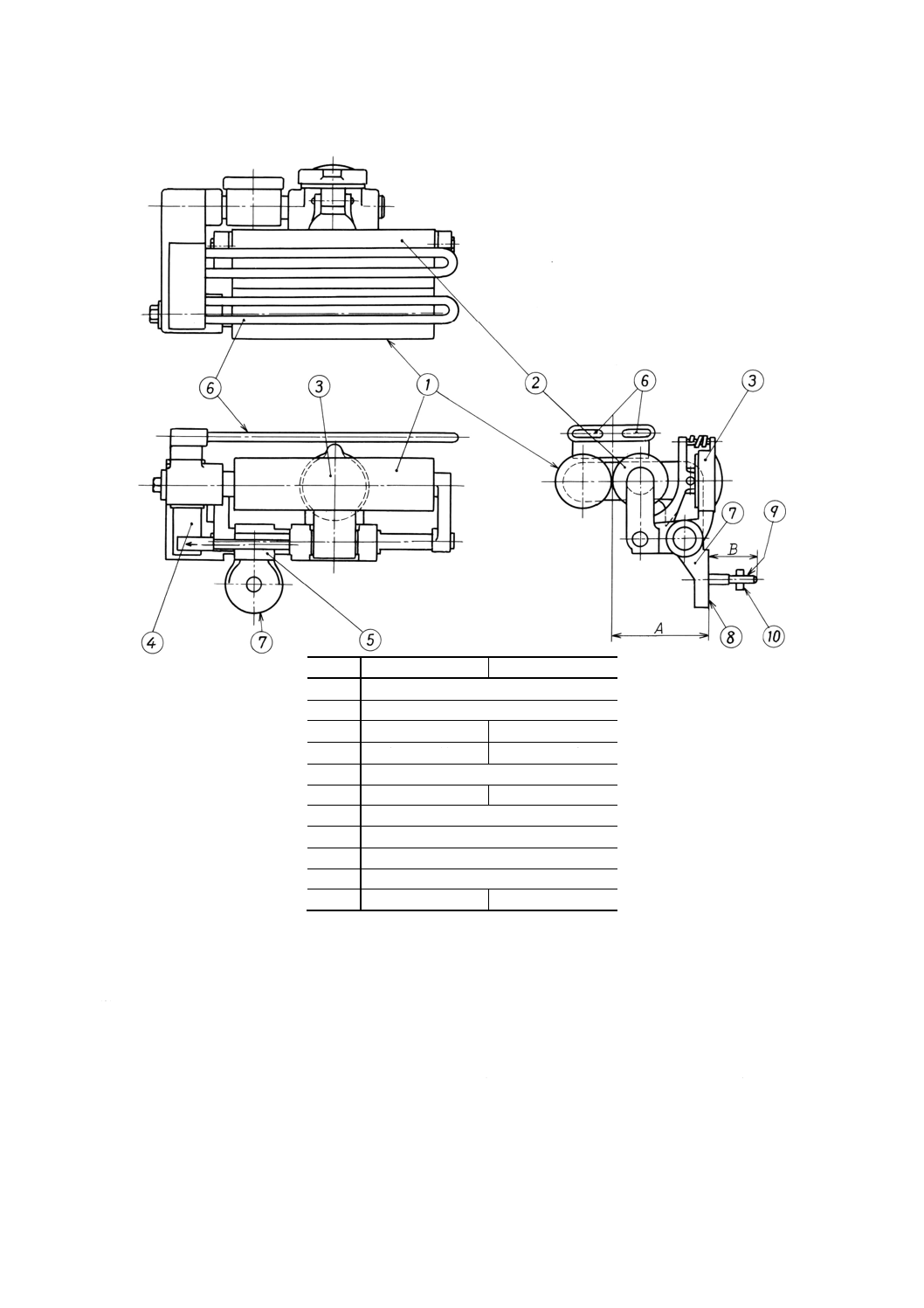
2. 各部の名称 各部の名称は,図1及び図2による。
図1 電気式クロスガイダ各部の名称
備考 電磁石が作動側ガイドローラに内蔵されているクロスガイダの一例を示す。
2
L 7507-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 空気圧式クロスガイダ各部の名称
番号
電気式
空気圧式
①
固定側ガイドローラ
②
作動側ガイドローラ
③
電磁石(②に内蔵) アクチュエータ
④
電流開閉器箱
エアーバルブ
⑤
布耳端検出レバー
⑥
布案内板
保護バー
⑦
取付部
⑧
取付面
⑨
取付ねじ
⑩
取付ナット
⑪
電源差込プラグ
−
3. 種類 クロスガイダの種類は,作動方式によって次の2種類に区分する。
(1) 電気式クロスガイダ
(2) 空気圧式クロスガイダ
4. 品質
4.1
機能 機能は,使用雰囲気,使用上対応する作業条件を十分満足できるものでなければならない。
なお,固定側ガイドローラと作動側ガイドローラとの間に,作業者が指を入れないよう,布案内板又は
保護バーに指つめ防止の機能をもたせなければならない。
3
L 7507-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
外観 クロスガイダの外部に露出している各部分には,塗装又は適切な表面処理が施されていて,
きず,さび,ピンホール,はく(剥)離,変色,へこみ,その他の欠点がなく,仕上げが良好でなければ
ならない。
4.3
ガイドローラの表面粗さ 表面粗さは,7.1によって試験したとき,原則として6.3mmS以上とする。
なお,特に必要のある場合は,受渡当事者間の協定によってもよい。
4.4
固定側ガイドローラ中心軸の作動側ガイドローラ中心軸に対する鉛直面内の傾き 固定側ガイドロ
ーラ中心軸の作動側ガイドローラ中心軸に対する鉛直面内の傾きは,7.2によって試験したとき,固定側ガ
イドローラの長さに対して,±0.15mmとする。
4.5
ガイドローラの外径の振れ 作動側ガイドローラ及び固定側ガイドローラの外径の振れば,7.3によ
って試験をしたとき,0.1mm以下とする。
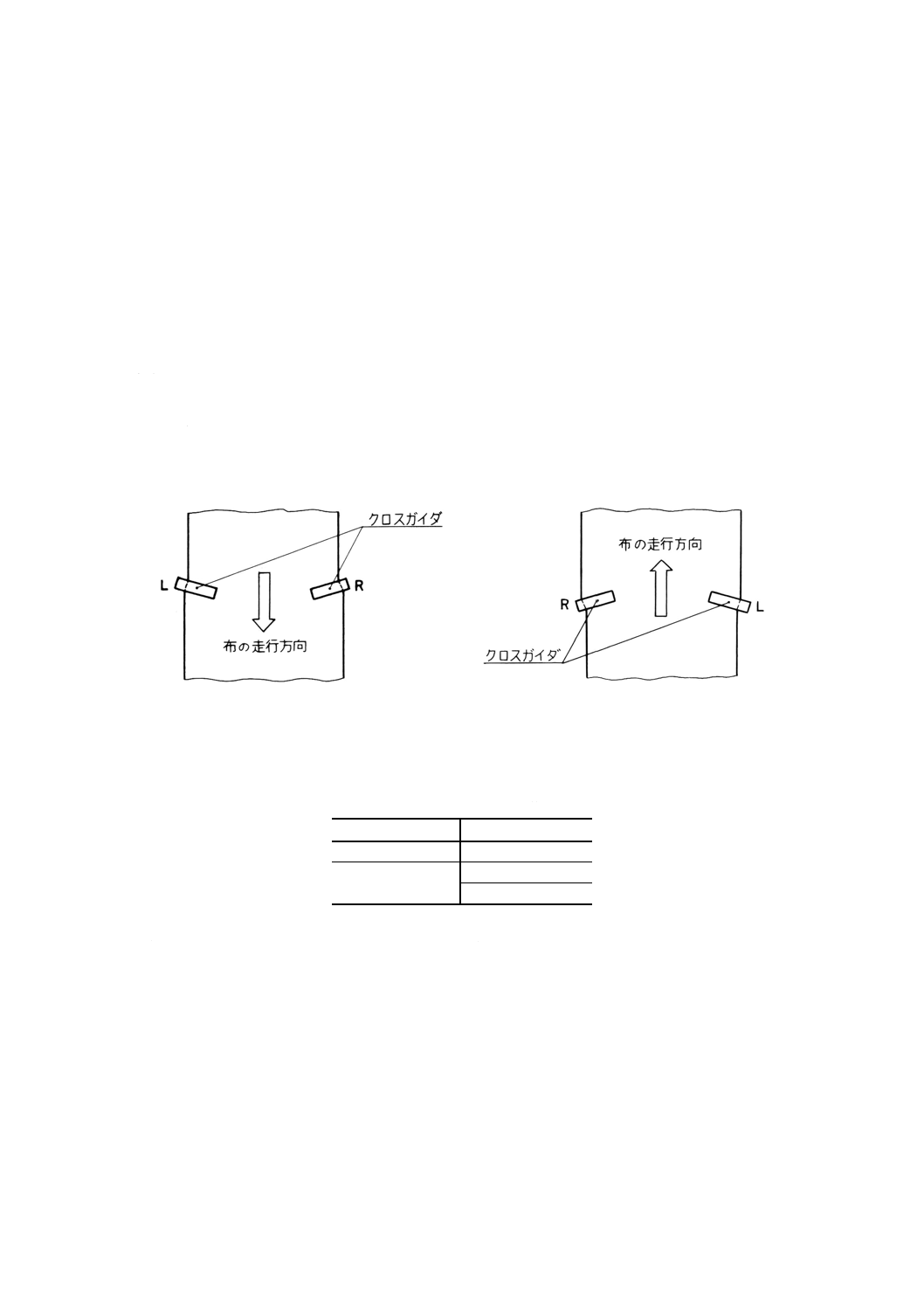
5. 構成及び左右の区別 クロスガイダは,左右対称なLとRの一対で構成する。左右の区別は,布の走
行方向によって正面から見て左側のものをL,右側のものをRとする(図3参照)。
図3 左右の区別
6. 形状及び寸法
6.1
クロスガイダの主要寸法 クロスガイダの主要寸法は,表1のとおりとする。
表1 クロスガイダの主要寸法
単位 mm
A
B
115±1
−
125±1
−
65
備考 A及びBは,図1又は図2による。
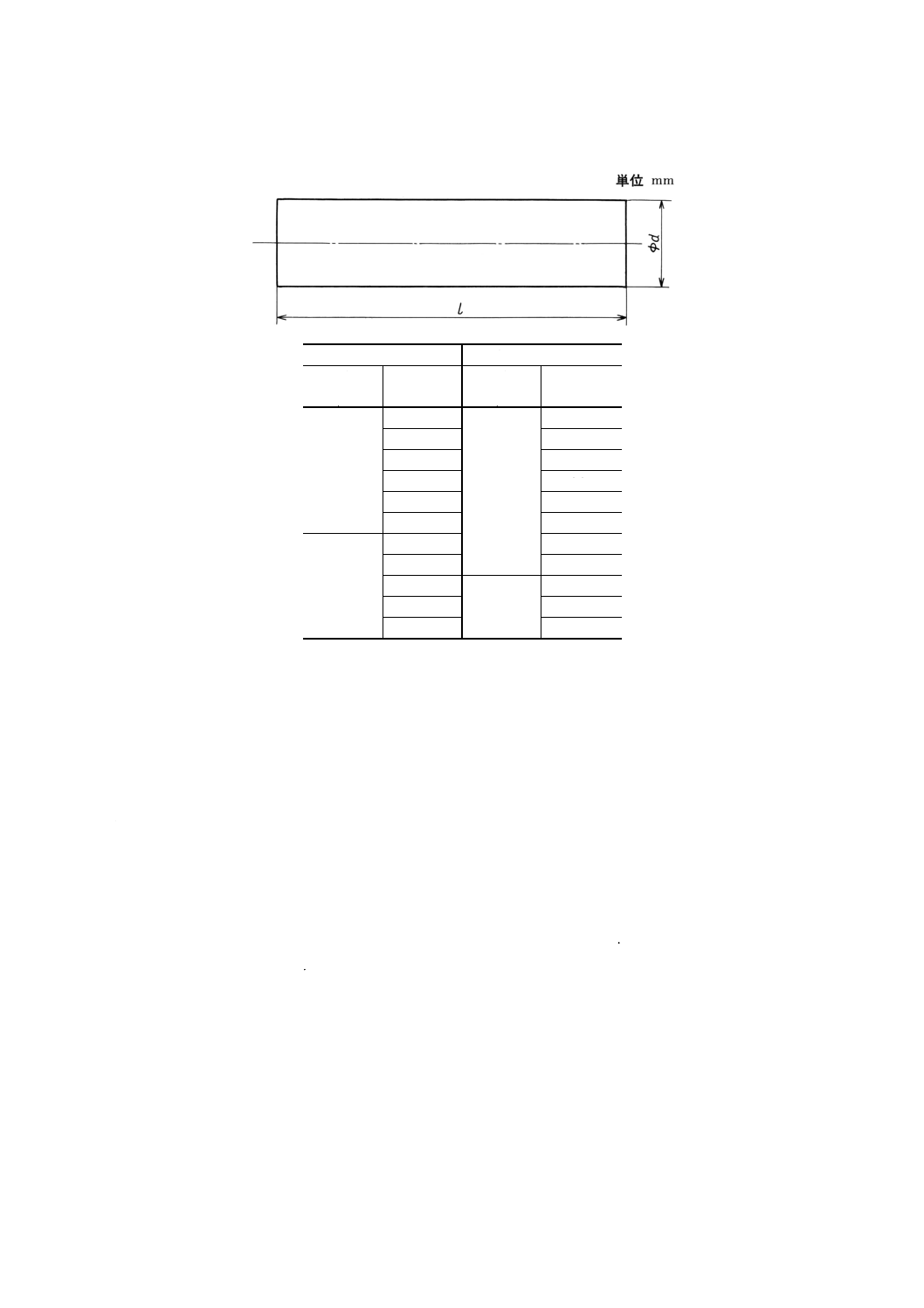
6.2
ガイドローラの形状及び寸法 ガイドローラの形状及び寸法は,図4のとおりとする。
4
L 7507-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 ガイドローラの形状及び寸法
作動側ガイドローラ
固定側ガイドローラ
外径
φd
長さ
l
外径
φd
長さ
l
65
100
65
100
125
125
245
210
250
245
300
250
305
280
71.5
170
300
217
305
245
70
150
288
235
300
290
備考 寸法の許容差は,JIS B 0405の普通公差の
中級による。
7. 試験方法
7.1
ガイドローラの表面粗さ 表面粗さは,JIS B 0659の表1(最大高さの区分値による比較用標準片の
範囲)に適合する比較用標準片と試料を比較測定する。
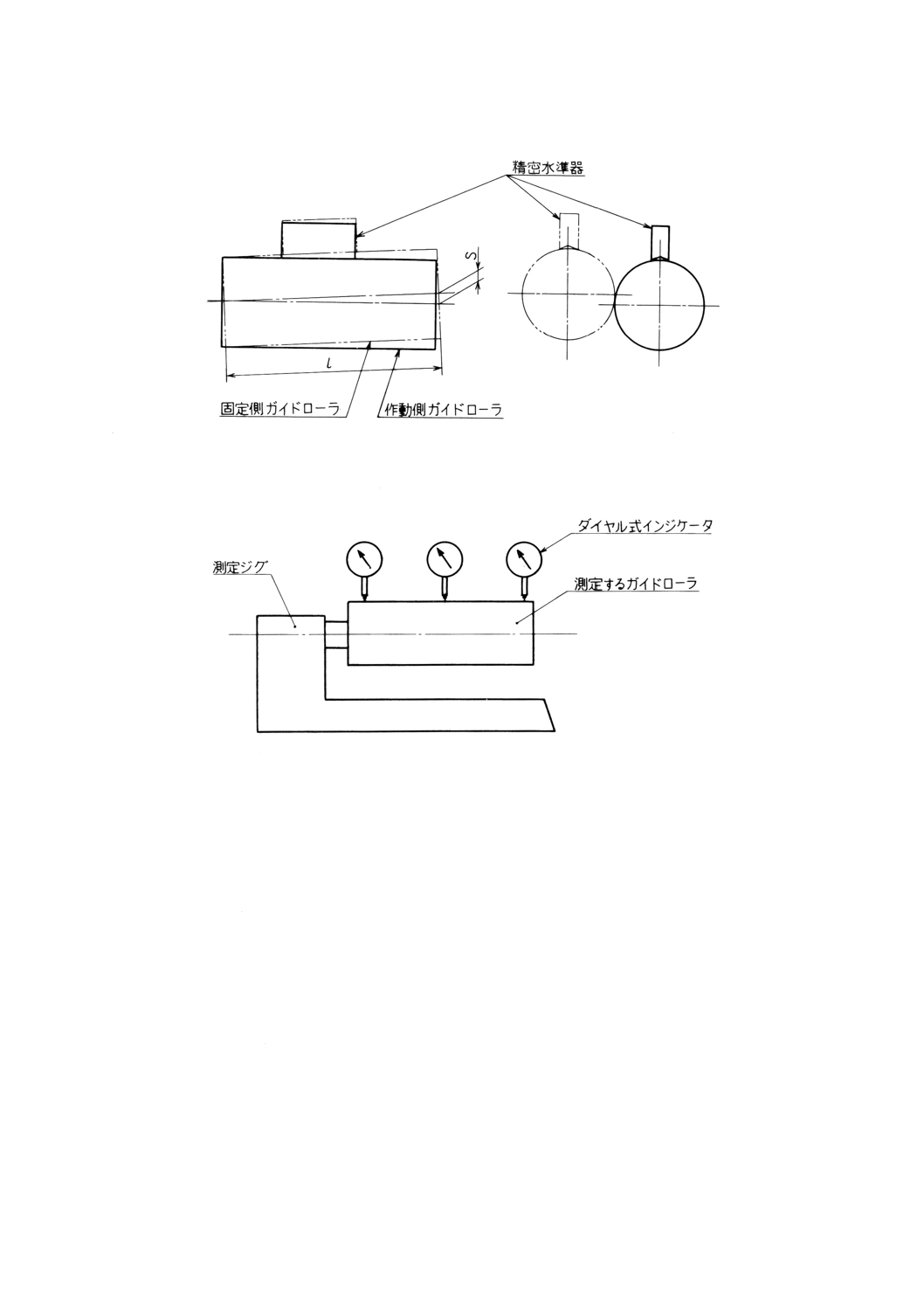
7.2
固定側ガイドローラ中心軸の作動側ガイドローラ中心軸に対する鉛直面内の傾き 各ガイドローラ
の傾きは,JIS B 7510に規定する精密水準器を用いて測定する。
図5のように精密水準器を作動側ガイドローラの上面に置き,作動側ガイドローラの中心軸が水平にな
るようにクロスガイダを取り付ける。次に,精密水準器を固定側ガイドローラの上面に置き,精密水準器
の気泡の0位置からのずれを読み取る。
この精密水準器に対して,あらかじめ気泡のずれと図5に示された傾きlSとの関係を構成しておき,上
記の読み取ったずれの値からlSの値を求め,クロスガイダの固定側ガイドローラ中心軸の作動側ガイドロ
ーラ中心軸に対する鉛直面内の傾きとする。
5
L 7507-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 ガイドローラの傾きの測定
7.3
ガイドローラの外径の振れ ローラの外径の振れは,ローラを回転させ,JIS B 7503に規定するて
こ式ダイヤルゲージを用いて中央部及び両端部の3点を測定する(図6参照)。
図6 ガイドローラの外径の振れの測定
7.4
形状及び寸法 形状及び寸法は,JIS B 7502に規定する外径マイクロメータ,JIS B 7507に規定する
ノギス又はこれと同等以上の精度をもつ測定器具によって測定する。
8. 検査方法 検査は,4.及び6.について行う。この場合,検査は,全数又は合理的な抜取検査方式によ
って行う。
9. 製品の呼び方 製品の呼び方は,種類,形式,電源電圧及び左右の区別による。
例1. 電気式クロスガイダ形式100VL
例2. 空気圧式クロスガイダ形式(1) L
注(1) 製造業者が付けている形式(タイプ又はモデル)
10. 表示 クロスガイダには,次の事項を表示しなければならない。
(1) 種類
(2) 形式
(3) 定格電圧 (V) 又は最高使用空気圧 (MPa)
(4) 製造業者名又はその略号
6
L 7507-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(5) 製造番号
改正原案作成委員会 構成表
氏名
所属
(委員長)
出 野 清 光
社団法人日本繊維機械学会
(委員)
藤 野 達 夫
通商産業省機械情報産業局
岡 林 哲 夫
工業技術院標準部
佐 藤 忠 孝
大同マルタ染工株式会社
三 好 覚
大阪染工株式会社
高 橋 史 明
和歌山染工株式会社
高 井 真 一
東海染工株式会社
竹 澤 利 則
セーレン株式会社
森 本 國 宏
社団法人日本染色協会
石徹白 博 司
株式会社山東鉄工所
高 岡 省 三
和歌山鉄工株式会社
野 中 俊 清
京都機械株式会社
横 田 力 造
上野山機工株式会社
芹 川 克 機
株式会社市金工業社
豊 岡 剛
東洋機械通商株式会社
久 保 雄 司
関西繊維機器工業会
宝 金 昭 造
社団法人日本繊維機械協会
(事務局)
君 塚 正 二
日本繊維機械標準化協議会