2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
L 6417-1982
コーン紙管(あや巻用)
Paper Cones for Yarn Winding (Cross Wound)
1. 適用範囲 この規格は,あや巻用コーン紙管について規定する。
2. 種類 種類は,半角度3°30′,3°51′,5°57′及び9°15′の4種類とする。
3. 機能 機能は,使用上対応する作業条件を十分に満足すること。
4. 表面 表面は,巻き取られる糸の特性により,植毛加工,エンボス加工,筋付加工,表面研磨加工,
吹付加工などの滑り止め加工を行う。
5. 強度 強度は,巻き取られる糸の特性に対し,十分なへん(扁)平耐圧があるように,材料及び厚さ
を選定する。
なお,へん平耐圧は,9.1強度によって求める。
6. 形状・寸法 コーン紙管及び内径測定ゲージの形状及び寸法は,図1〜4のとおりとする。
(1) 3°30′用
図1
単位mm
D
L
D1
寸法
許容差
寸法
許容差
寸法
許容差
46.0
±0.2
180
(178)
175
±1.0
(±1.5)
16.5
(17.0)
±0.5
(46.5)
71.5
230
33
備考1. 表中の括弧内寸法は,当分の間認める寸法とする。
2. 必要によりテール溝及び糸道を付ける。
3. 糸の巻取部分は,紙管の下端から13mm,上端から12mmを
除いた部分とする。
2
L 6417-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1(続き)
単位mm
D2
D3
L1
L2
46.0
16.0
(16.3)
165
175
163
173
(181)
160
170
(46.5)
165
175
163
173
160
170
71.5
32.5
(32.3)
215
(218)
225
(236)
備考 表中の括弧内寸法は,当分の間認める
寸法とする。
(2) 3°51′用
図2
単位mm
D
L
D1
寸法
許容差
寸法
許容差
寸法
許容差
63
±0.2
185
±0.5
27.5
±0.5
230
±1.0
23.5
備考1. 必要によりテール溝及び糸道を付ける。
2. 糸の巻取部分は,紙管の下端から13mm,上端から12mmを
除いた部分とする。
3
L 6417-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2(続き)
単位mm
D2
D3
L1
L2
63
27.0
170
180
23.0
215
225
(3) 5°57′用
図3
単位mm
区分
D
L
D1
D2
寸法
許容差
寸法
許容差
寸法
許容差
寸法
許容差
(両切)
(68)
±0.2
(170)
±1.0
(33)
(±0.2)
−
−
先曲
68
170
−
−
24.5
±0.5
(65)
(175)
−
−
(20)
(±0.5)
備考1. 表中の括弧内寸法は,当分の間認める寸法とする。
2. 必要によりテール溝及び糸道を付ける。
3. 糸の巻取部分は,紙管の下端から13mm,上端から12mmを除いた部分とする。
4
L 6417-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3(続き)
単位mm
区分
D3
D4
L1
D5
L2
L3
(両切)
(68)
(33)
(190)
−
−
−
先曲
68
−
−
24.0
155
165
(65)
−
−
(19.5)
(160)
(175)
備考 表中の括弧内寸法は,当分の間認める寸法とする。
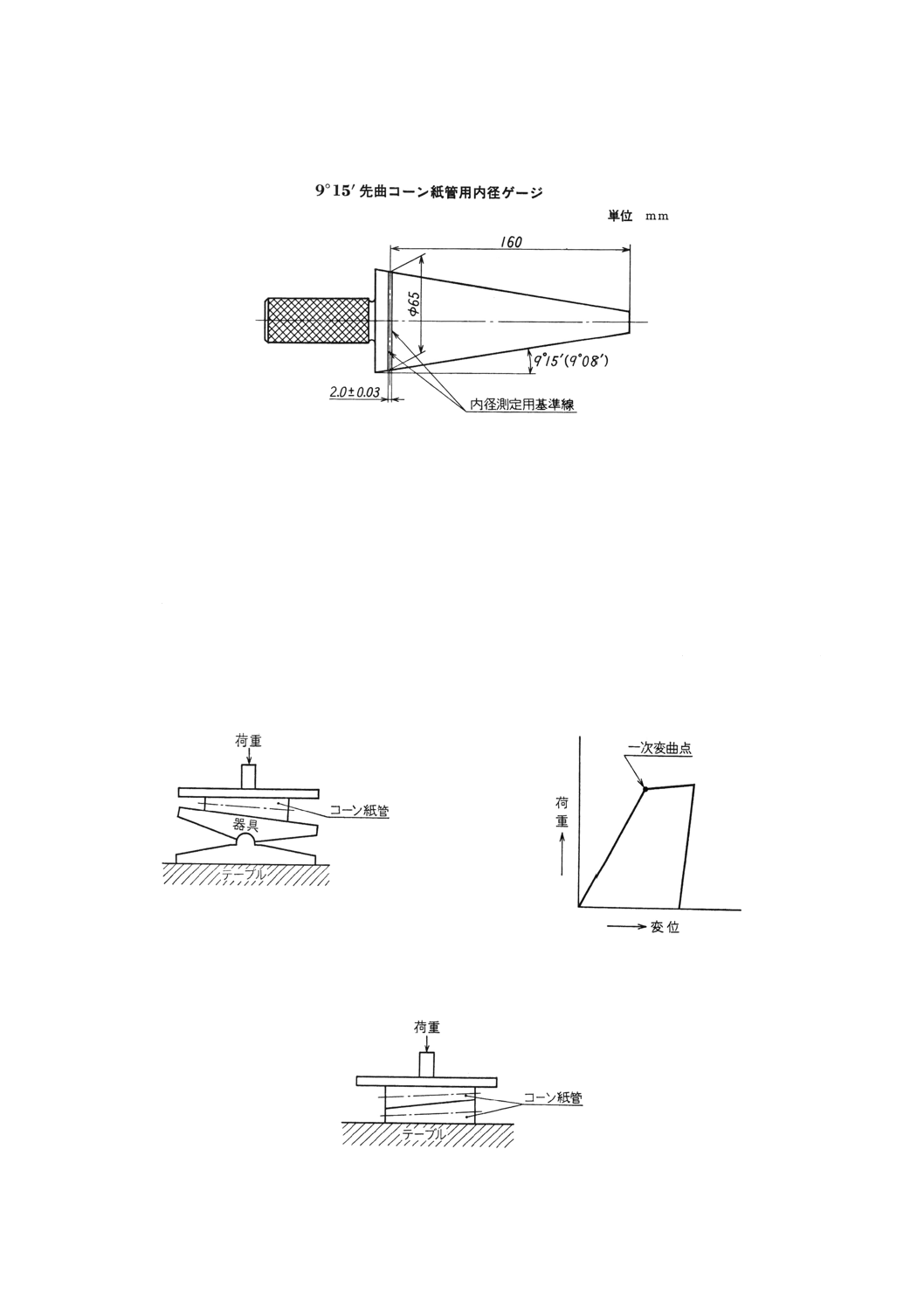
(4) 9°15′用
図4
単位mm
L
D1
寸法
許容差
寸法
許容差
175
±1.0
4
±0.5
(178)
(3.5)
(180)
(3.0)
備考1. 図及び表中の括弧内寸法は,当分の間
認める寸法とする。
2. 糸の巻取部分は紙管の下端から
13mm,上端から12mmを除いた部分
とする。
5
L 6417-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4(続き)
備考 図中の括弧内寸法は,当分の間認める寸法とする。
7. 外観 外観は,使用上有害なきず,割れその他の欠点がなく,仕上げは良好でなければならない。
8. 材料 材料の原紙は,クラフトボード又はチップボードを使用する。
9. 試験方法
9.1
強度 へん平耐圧は,次の方法で測定する。
(1) 半角度3°30′,3°51′及び5°57′のコーン紙管は,図5のような器具を用いて圧縮試験を行う。この際の
圧縮速度は1分間に30mmとする。その結果得られる図6のような荷重変形曲線から一次変曲点(降
伏点)を読み取り,へん平耐圧とする。
図5
図6
(2) 半角度9°15′のコーン紙管は,図7のように2本のコーン紙管を重ねて圧縮し,(1)の場合と同様にし
てへん平耐圧を求める。
図7
6
L 6417-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.2
寸法 寸法は,次の方法で測定する。
(1) 内径は,所定の内径ゲージを用いて測定する。
(2) 長さは,スライドゲージ又は所要精度の測定器を用いて測定する。
(3) 角度は,内径ゲージとのはめあいによって測定する。
9.3
形状・外観 形状及び外観は,目視による。
10. 検査 検査は,5.強度,6.形状・寸法及び7.外観について9.の試験方法によって行い,5.〜7.の規定に
適合しなければならない。
11. 製品の呼び方 製品の呼び方は,名称及び半角度による。
例: コーン紙管(あや巻用)9°15′
12. 報告 生産者は,購入者に対しへん平耐圧試験成績書を提出する。
13. 表示 製品には適当な箇所に次の事項を表示する。
製造業者名又はその略号
7
L 6417-1982
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
規格原案作成委員会構成表
氏名
所属
(委員長)
中 島 粂 男
大阪府立大学
柴 田 稔
東洋紡績株式会社
笹 尾 清
ユニチカ株式会社
安 平 宏
日本紡績協会
中 井 昭 治
株式会社神津製作所
松 井 勇
村田機械株式会社
田 中 四 郎
田中紙管株式会社
西 井 久 二
株式会社瀬崎紙管製造所
土 橋 玉 敬
関西繊維機器工業会
山 本 繁 文
工業技術院標準部繊維化学規格課