2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
L 6212-1986
織機用ドロッパ
Drop Wires for Looms
1. 適用範囲 この規格は,織機用ドロッパについて規定する。
引用規格:
JIS B 0408 金属プレス加工品普通許容差
JIS G 4307 冷間圧延ステンレス鋼帯
JIS G 4401 炭素工具鋼鋼材
対応国際規格:
ISO 441 Textile machinery and accessories−Drop wires for mechanical and electrical warp stop
motions
ISO 1150 Textile machinery and accessories−Closed-end drop wires for mechanical and electrical
warp stop motions and automatic drawing-in machines
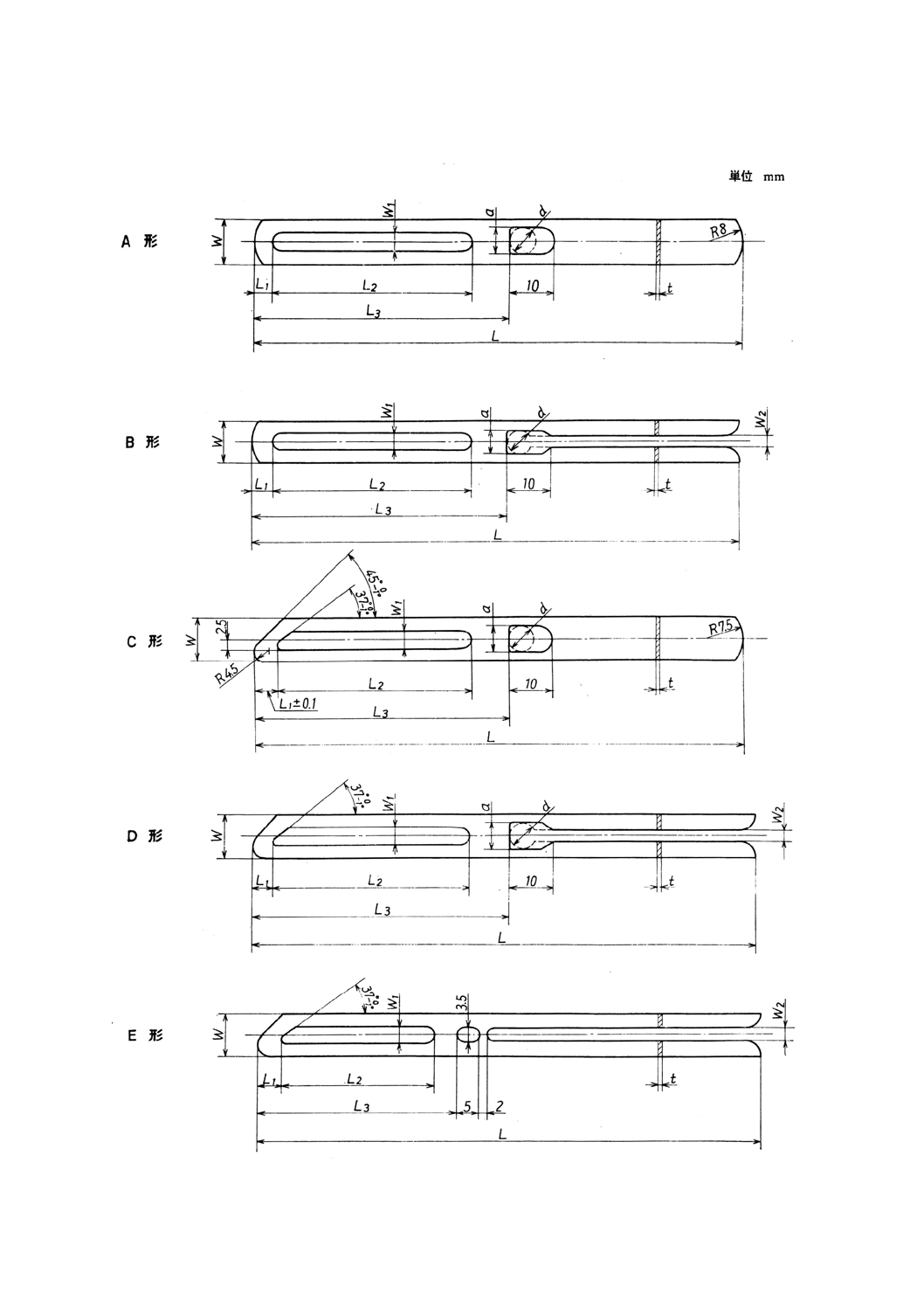
2. 種類 種類は,形状及び寸法によってA形,B形,C形,D形,E形,F形及びG形の7種類に区分
する。
3. 表面処理 全表面に防せい処理をしなければならない。ただし,ステンレス鋼製のものは除く。
4. 弾力 製品の下端から5〜15mmの位置で半径3mmの円弧に沿って90°に曲げ,直ちに放したとき,
折損がなく,戻り角度が表1の規定に適合しなければならない。ただし,ステンレス鋼製のものについて
は,弾力を規定せず硬度HV400以上とする。
表1
厚さ mm
戻り角度 (°)
0.2以下
40以上
0.3
34以上
0.4
27以上
0.5
23以上
0.6
20以上
5. 形状・寸法 形状及び寸法は,図及び表2による。ただし,糸穴の形状にはU形と丸形があり,図の
実線はU形を示し,破線は丸形を示す。U形,丸形の選択は,注文者の指定による。
2
L 6212-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図
3
L 6212-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
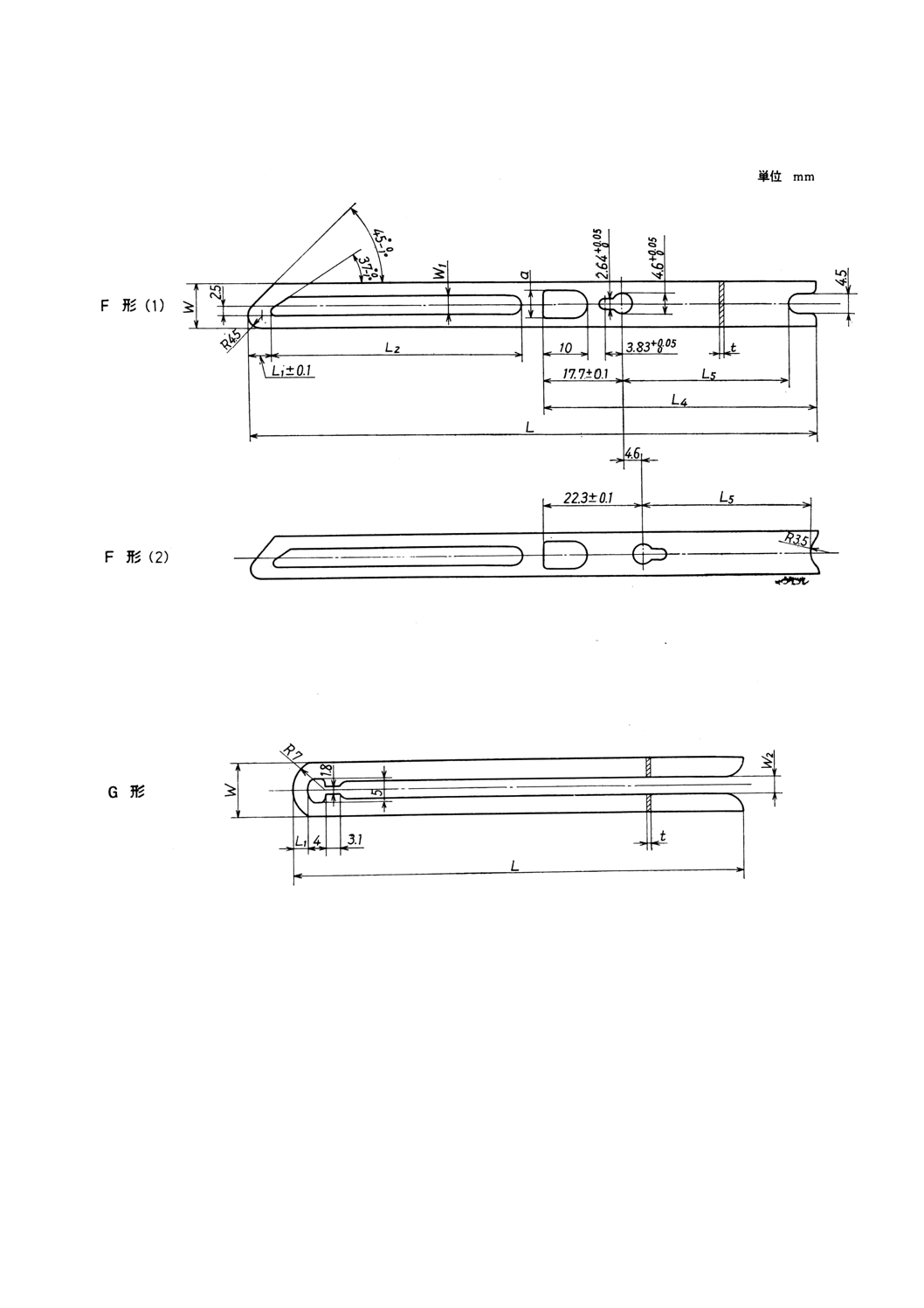
図(続き)
備考 F形は,F形(1)とF形(2)を組み合わせて用いる。F形(2)の図面で,寸法表示のない部分は,F形(1)と同じ寸法
とする。
4
L 6212-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
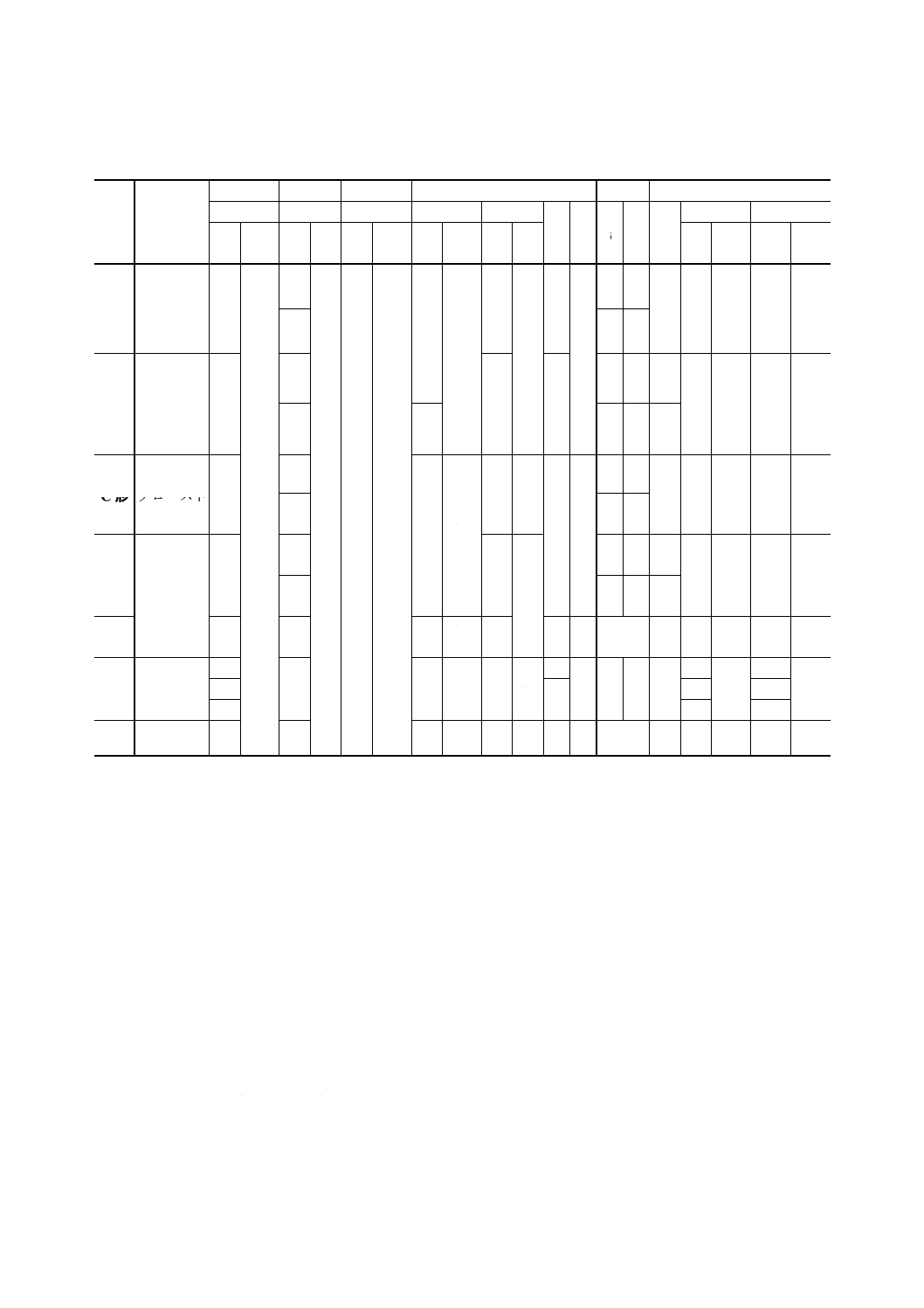
表2
単位 mm
種類
形状
長さ
幅
厚さ
バー穴の位置及び寸法
糸穴
下溝
L
W
t
W1
L1
L2 L3 a φd W2
L4
L5
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
基準
寸法
許容
差
A形 クローズド
120
125
145
±0.15
9
±0.1
0.1
0.15
0.2
0.3
0.4
0.5
0.6
±0.025
±0.025
±0.025
±0.025
±0.03
±0.04
±0.04
4
±0.15
4
−
52
63
5
5
− −
−
−
−
11
6
6
B形 オープン
140
145
156
165
180
9
5
53
5
5
3
−
−
−
−
11
5
6
6 3.5
C形 クローズド 145
165
9
4.8
+0.1
−0.05
5
±0.1
65 75
5
5
− −
−
−
−
11
6
6
D形
オープン
156
159
165
180
9
5
−
5
5
3
−
−
−
−
11
6
6 3.5
E形
140
7
4
+0.2
0
4
50 58
−
3
−
−
−
−
F形 クローズド
125
11
4.8
+0.1
−0.05
5
±0.1
53
− 6
6
−
62
±0.125
37.95
±0.10
145
65
70
45.95
165
90
65.95
G形 オープン 107
13
−
−
2.9 − − −
−
3.8 −
−
−
−
備考1. 指示のない許容差は,JIS B 0408(金属プレス加工品普通許容差)のB級に基づくものとする。
2. 糸穴のa寸法はU形,φd寸法は丸形である。
6. 外観 外観は,打ち抜き面の仕上がりが滑らかで使用上有害な欠点があってはならない。
7. 材料 材料は,JIS G 4401(炭素工具鋼鋼材)のSK5若しくはこれと同等以上の炭素工具鋼鋼材又は
JIS G 4307(冷間圧延ステンレス鋼帯)のSUS 301若しくはSUS 420 J2を使用する。炭素工具鋼鋼材の場
合は,熱処理して使用する。
8. 検査 検査は,3.〜7.について行い,それぞれの規定を満足しなければならない。
なお,3.については,原則として目視で行う。5.については,厚さの測定は,両端から20mm以上の位
置で行う。6.については目視などによって行う。
9. 製品の呼び方 製品の呼び方は,名称,種類,長さ,幅及び厚さによる。
例: 織機用ドロッパ A形 120×11×0.2
5
L 6212-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10. 表示 包装の適当な箇所に次の事項を表示する。
(1) 名称及び種類
(2) 寸法(長さ×幅×厚さ)
(3) 表面処理の種類(表面処理をしない場合は材質)
(4) 製造業者名又はその略号
原案作成委員会 構成表
氏名
所属
(委員会長)
中 島 粂 男
大阪府立大学名誉教授
半 田 武
通商産業省機械情報産業局産業機械課
奥 敏 夫
通商産業省工業技術院標準部繊維化学規格課
吉 村 元 一
金沢工業大学
澤 木 汀 二
中部大学
壁 矢 久 良
東京農工大学
野 本 章
津田駒工業株式会社
千 葉 喜 玄
日産自動車株式会社
大 矢 真 三
株式会社豊田自動織機製作所
西 川 巌
豊和工業株式会社
岡 崎 栄 夫
株式会社平岩鉄工所
山 田 裕 規
株式会社岩間織機製作所
永 田 鐘 之
落合ヘルド株式会社
鎌 田 勇
吉中興業株式会社
田 内 迪 夫
興和紡績株式会社
下 村 憲 司
北日本産業株式会社
井 沢 哲 夫
御幸毛織株式会社
北 慎
石川織物株式会社
立 島 敏 男
東海繊維機械工業会
渡 辺 英 三
社団法人日本繊維機械協会