L 0878:2005
(1)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,財団法人スガウェ
ザリング技術振興財団(SWTF)/ 財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規
格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規
格である。これによって,JIS L 0878:1995は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 105-P02:2002,Textiles―Tests for
colour fastness―Part P02:Colour fastness to pleating:Steam pleatigを基礎として用いた。
また,令和2年10月20日,産業標準化法第17条又は第18条の規定に基づく確認公示に際し,産業標
準化法の用語に合わせ,規格中“日本工業規格”を“日本産業規格”に改めた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本産業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS L 0878には,次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
L 0878:2005
(2)
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 要旨 ······························································································································ 2
4. 試験の種類 ····················································································································· 2
5. 装置及び材料 ·················································································································· 2
6. 複合試験片の調製 ············································································································ 3
7. 操作 ······························································································································ 3
8. 判定 ······························································································································ 5
9. 記録 ······························································································································ 5
附属書(参考)JISと対応する国際規格との対比表 ····································································· 6
日本産業規格 JIS
L 0878:2005
蒸気プリーチングに対する染色堅ろう度
試験方法
Test methods for colour fastness to steam pleating
序文 この規格は,2002年に第3版として発行されたISO 105-P02:2002,Textiles―Tests for colour fastness
―Part P02:Colour fastness to pleating:Steam pleatingを翻訳し,技術的内容を変更して作成した日本産業規
格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。変更の一覧表をそ
の説明を付けて,附属書(参考)に示す。
1. 適用範囲 この規格は,染色した繊維製品の蒸気プリーチングに対する染色堅ろう度試験方法につい
て規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 105-P02:2002,Textiles―Tests for colour fastness―Part P02:Colour fastness to pleating:Steam
pleating(MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS L 0801 染色堅ろう度試験方法通則
備考 ISO 105-A01:1994 Textiles−Tests for colour fastness−Part A01:General principles of testingから
の引用事項は,この規格の該当事項と同等である。
JIS L 0803 染色堅ろう度試験用添付白布
備考 ISO 105-F:1985 Textiles−Tests for colour fastness−PartF:Standard adjacent fabrics及びISO
105-F10:1989 Textiles−Tests for colour fastness−PartF10:Specification for adjacent fabric:Multifibre
からの引用事項は,この規格の該当事項と同等である。
JIS L 0804 変退色用グレースケール
備考 ISO 105-A02:1993 Textiles−Tests for colour fastness−Part A02:Grey scale for assessing change in
colourからの引用事項は,この規格の該当事項と同等である。
JIS L 0805 汚染用グレースケール
備考 ISO 105-A03:1993 Textiles−Tests for colour fastness−Part A03:Grey scale for assessing stainingか
らの引用事項は,この規格の該当事項と同等である。
2
L 0878:2005
3. 要旨 この試験は,複合試験片を規定の方法に基づいて高温度で蒸熱処理を行い,乾燥後試験片の変
退色と添付白布の汚染の程度を,それぞれ変退色用グレースケール及び汚染用グレースケールと比較する
か,又は計器によって変退色等級及び汚染等級を求めて,その堅ろう度を判定する。
4. 試験の種類 この試験には,表1に示すように,処理温度及び時間が異なる3種類の試験があり,こ
のうちから試験の目的又は繊維の種類に適した試験を選んで行う。
表 1 蒸気プリーチング試験の種類及び条件
種類
圧力
kPa
温度
℃
時間
min
A法(弱)
135±2
108
5
B法(中)
170±2
115
10
C法(強)
270±2
130
20
5. 装置及び材料 装置及び材料は,次のものを用いる。
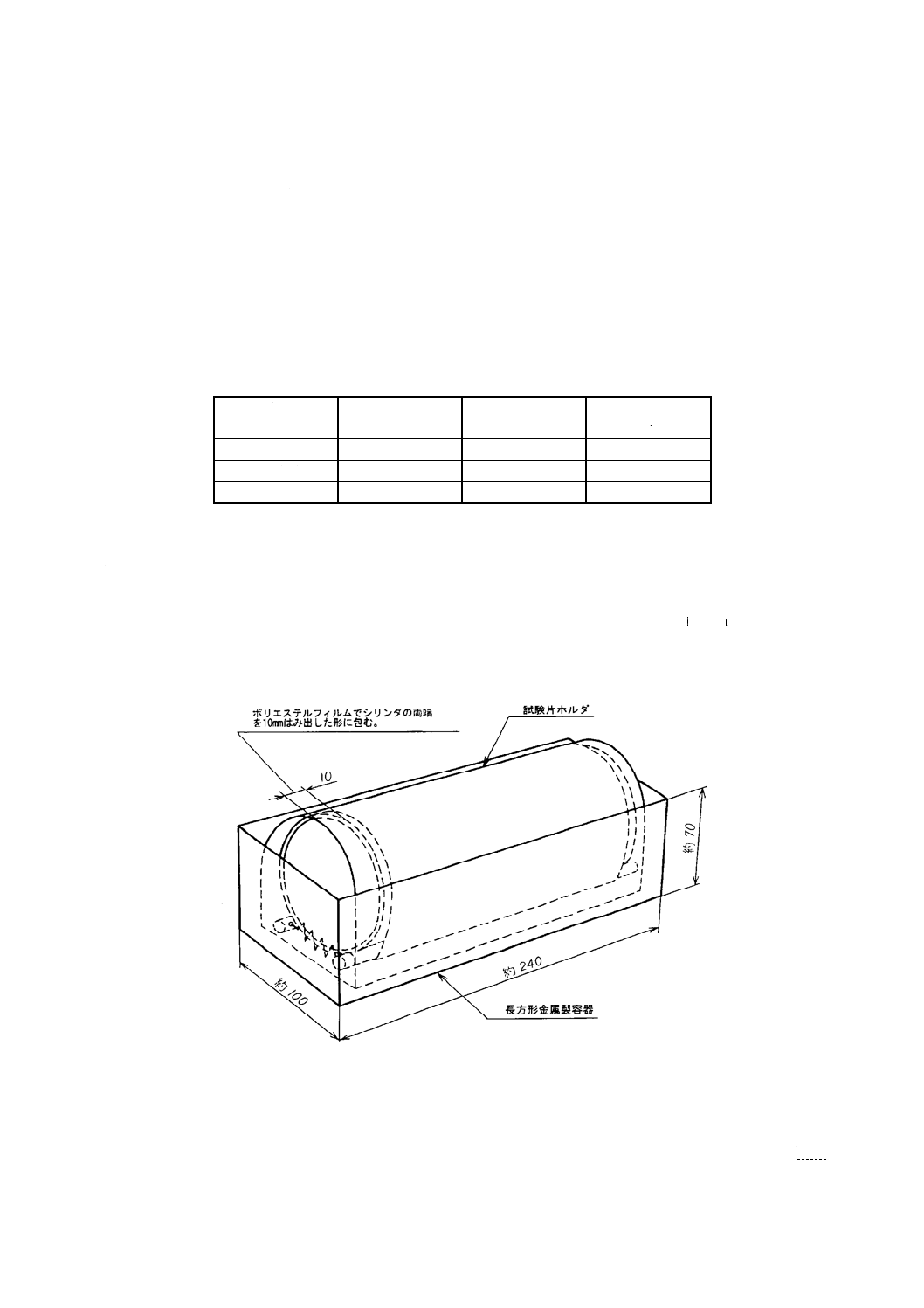
a) 高温蒸熱試験器 複合試験片を保持する試験片ホルダ,試験片ホルダを収容する長方形金属製容器及
び加圧スチーマで構成されたもの。その一例を,図1に示す。
単位 mm
図 1 試験片ホルダを収容した長方形のステンレス鋼製容器
1) 試験片ホルダ 外径約80 mm,厚さ約1.5 mm,長さ約200 mmのステンレス鋼製シリンダ(以下,
シリンダという。)をカバー布で覆ったもの(図2参照)。カバー布は,直径6 mm,長さ約220 mm
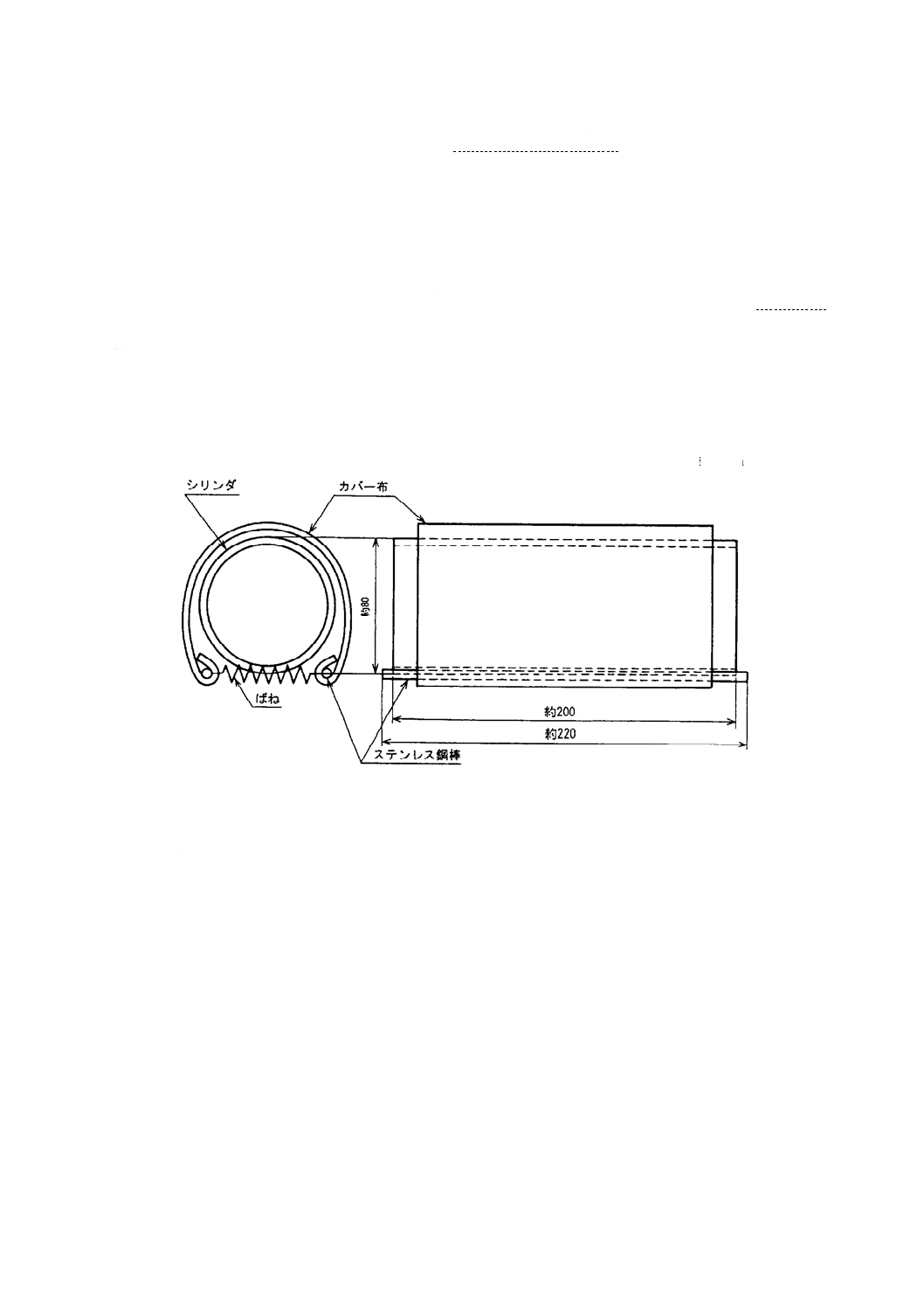
3
L 0878:2005
のステンレス鋼棒を両端に縫い付けて止めた長さ約240 mm,幅約195 mmの漂白綿布(約200 g/m2)
(1) とする。また,ステンレス鋼棒の両端は,シリンダに巻き付けたカバー布がしっかりと密着する
ように,ばねで2本を止める。ばねは,2本のステンレス鋼棒の片側に取り付け,他の1本へ容易
にフックがけのできるものがよい。
注(1) 市販品では,あや織,帆布などにこれに類するものがある。
2) 長方形金属製容器 試験片ホルダを収容できる大きさのステンレス鋼製のもの。例えば,幅約100
mm,長さ約240 mm,高さ約70 mmの長方形の上部開放容器で,底部に等間隔に直径1 mmの孔が
10個あり,底部を少しへこませて凝縮水を速やかに排除できるようにしたもの。
3) 加圧スチーマ 圧力が正確に測定でき,試験中に入れた試験片に水がかからないような構造のもの
で,試験片ホルダを収容した長方形金属容器を十分に収容できる大きさのもの。
備考 家庭用圧力なべを用いてもよい。ただし,C法に用いてはならない。
単位 mm
図 2 試験片ホルダ
b) 添付白布 JIS L 0803に規定するもの。
c) 変退色用グレースケール JIS L 0804に規定するもの。
d) 汚染用グレースケール JIS L 0805に規定するもの。
6. 複合試験片の調製 複合試験片の調製は,次の事項を除き,JIS L 0801の6.(試験片及び複合試験片
の調製)による。
a) 複合試験片の添付白布2枚は,試験片と同種のものを用いる。
b) 試験片の大きさは10 cm×4 cmとし,これと同じ大きさの添付白布2枚の間に挟み,白綿縫糸で短辺
側の1辺を粗く縫い合わせる。
c) 添付白布に多繊交織布を用いてもよい。
7. 操作 操作は,次による。
4
L 0878:2005
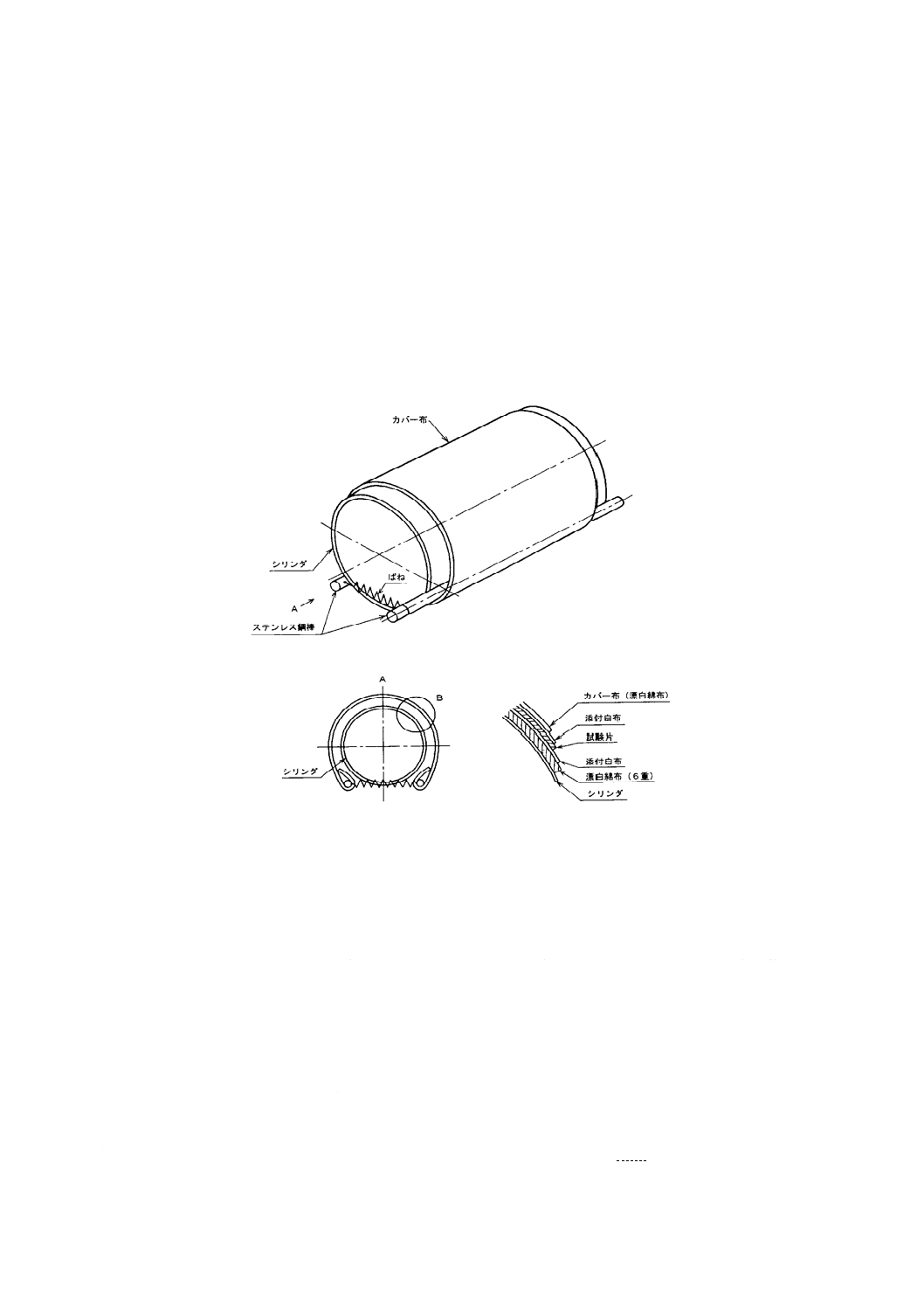
a) 高温蒸気試験器の試験片ホルダのシリンダに,図3に示すように,内側から漂白綿布(添付白布 綿)
を6重に堅く巻く。その上に複合試験片を重ねて巻き,更にその上からカバー布で巻き押さえ,両端
のステンレス鋼製棒は,ばねで止める。いずれも乾燥された状態で行う。
図 3 試験片ホルダへの複合試験片の保持状態
b) 試験片ホルダにポリエステルフィルムのような耐熱性のあるフィルムを図1に示すように1層巻く。
フィルムは,ホルダの各端から10 mm余分にはみ出した形に包む。これを長方形金属製容器の中に入
れる。
c) 加圧スチーマの中に長方形金属製容器に入った試験片ホルダを入れて密閉し,表1の温度の蒸気で約
2分間空気を追い出しながら空気と蒸気を置換した後,表1の圧力まで速やかに上げ,その温度を圧
力を保ったまま,表1の時間高温蒸熱処理を行う。蒸気を外部から入れる場合は,複合試験片に部分
的な過熱蒸気が直接当たらないようにする必要がある。
d) 蒸熱処理が終わったならば,2分間以内に,蒸気を抜いて圧力を下げ,試験片ホルダを取り出し,ば
ねを緩めてカバー布を除き,複合試験片を取り出す。
e) 試験片と添付白布が接触しないようにして温度60 ℃を超えない空気中で乾燥する。
f)
次に,温度20℃±2 ℃,相対湿度(65±2)% の標準状態 (2) で4時間以上放置する。
5
L 0878:2005
注(2) JIS L 0801の7.(試験片,添付白布などの水分調整)のa) 参照。
8. 判定 試験片の変退色及び添付白布の汚染の判定は,JIS L 0801の10.(染色堅ろう度の判定)による。
9. 記録 試験結果は,JIS L 0801の11.(記録)によって,次の例のように記録する。
例1. 蒸気プリーチング試験 (A法)変退色 4級,汚染 4級(ナイロン)
例2. 蒸気プリーチング試験 (B法)変退色 4級,汚染 3級(ポリエステル)(計器法)
附属書(参考)JISと対応する国際規格との対比表
JIS L 0878:2005 蒸気プリーチングに対する染色堅ろう度試験方法
ISO 105-P02:2002 繊維―染色堅ろう度試験―パート
P02:プリーチングに対する染色堅ろう度:蒸気プリーチング
(Ⅰ) JISの規定
(Ⅱ) 国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異
の項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との技術的差異の理
由及び今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異の内容
1. 適用範
囲
染色した繊維製品の蒸気
プリーチングに対する染
色堅ろう度試験方法につ
いて規定。
ISO 105-P02
1.
IDT
2. 引用規
格
JIS L 0801(染色堅ろう度
試験方法通則)
JIS L 0803(染色堅ろう度
試験用添付白布)
JIS L 0804(変退色用グレ
ースケール)
JIS L 0805(汚染用グレー
スケール)
2.
ISO 105-A01
ISO 105-A02
ISO 105-A03
ISO 105-F
ISO 105-F10
ISO 139
IDT
IDT
IDT
IDT
IDT
ISO 139の内容は
JIS L 0801に含む。
3. 要旨
複合試験片を規定の方法
に基づいて高温度で蒸熱
処理を行い,乾燥後試験片
の変退色と添付白布の汚
染の程度を,それぞれ変退
色用グレースケール及び
汚染用グレースケールと
比較するか,計器によって
変退色等級及び汚染等級
を求めて,その堅ろう度を
判定。
3.
IDT
6
L
0
8
7
8
:
2
0
0
5
(Ⅰ) JISの規定
(Ⅱ) 国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異
の項目ごとの評価及びその内容
表示箇所:
表示方法:
(Ⅴ) JISと国際規格との技術的差異の理
由及び今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異の内容
4. 試験の
種類
A法(弱)
B法(中)
C法(強)
7. f)
弱
中
強
IDT
ISOに提案。
類似のISO 105-P01ではA,B,C,
となっていて,ISO規格自体,統一
性がとれていない。
5. 装置及
び材料
a) 高温蒸熱試験器
1) 試験片ホルダ
4.
4.1
MOD/変更
ISO規格では銅製
の管。一方,JISは
ステンレス鋼製。技
術的差異は小さい。
アウターカバーは
ISO規格では約185
g/m2の漂白綿布を
直径6 mmの軟鋼棒
にスプリングで固
定するが,JISでは
長さ約240 mm,幅
約195 mmの約200
g/m2の漂白綿布と
直径6 mm,長さ約
220 mmのステンレ
ス鋼棒を両端に縫
い付けて止める。技
術的に軽微な差異。
2) 長方形金属製容器
4.2
MOD/追加
容器の大きさを
ISO規格では規定
はないが,JISでは
例として具体的に
記載。
技術的に軽微な差。
7
L
0
8
7
8
:
2
0
0
5
(Ⅰ) JISの規定
(Ⅱ) 国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異
の項目ごとの評価及びその内容
表示箇所:
表示方法:
(Ⅴ) JISと国際規格との技術的差異の理
由及び今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異の内容
3) 加圧スチーマ
4.2
IDT
b) 添付白布
4.3
4.3.1
4.3.2
IDT
MOD/追加
JISは,引用JIS L
0803の中でJIS独
自の添付白布と
ISO規格の添付白
布を併記し,どちら
でもよいとしてい
る。技術的差異は軽
微。
ISO規格のものは我が国では生産さ
れていないので,ISO規格に整合化
することを考慮する。
c) 変退色用グレースケー
ル
4.5
IDT
d) 汚染用グレースケール
4.5
MOD/追加
JISはアダムスニッ
カーソン色差を追
加。
いずれかによるので,整合はとれて
いる。
6. 複合試
験片の調
製
a)
b)
c)
5.
5.1
5.2
MOD/変更
ISO規格は4辺を縫
う。JISは1辺だけ
を縫う。軽微な差。
7. 操作
a)
4.1
IDT
ISO規格では装置
の項で記載。
b)
4.2
IDT
c)
6.2
6.3
MOD/追加
JISでは約2分間空
気を追い出しなが
ら空気と蒸気を置
換すると,具体的に
規定。ISO規格に規
定はないが同等。
d)
6.4
IDT
e)
6.5
IDT
8
L
0
8
7
8
:
2
0
0
5
(Ⅰ) JISの規定
(Ⅱ) 国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異
の項目ごとの評価及びその内容
表示箇所:
表示方法:
(Ⅴ) JISと国際規格との技術的差異の理
由及び今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異の内容
f)
6.5
MOD/追加
放置時間をISO規
格は4時間,JISは
4時間以上。JISの
方が合理的。軽微な
差。
8. 判定
6.6
IDT
9. 記録
7.
MOD/追加
JISでは結果の表示
を例示し,常識的な
記述をしている。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
−IDT …………………………… 技術的差異がない。
−MOD/削除…………………… 国際規格の規定項目又は規定内容を削除している。
−MOD/追加…………………… 国際規格の規定項目又は規定内容を追加している。
−MOD/変更…………………… 国際規格の規定内容を変更している。
2. JISと国際規格との対比の程度の全体評価欄の記号の意味は,次のとおりである。
−MOD…………………………… 国際規格を修正している。
9
L
0
8
7
8
:
2
0
0
5