L 0222 : 2001
(1)
まえがき
この規格は,工業標準化法第14条において準用する同法第12条第1項の規定に基づき,日本不織布協
会 (ANNA) /財団法人日本規格協会 (JSA) から工業標準原案を具して日本工業規格を制定すべきとの申
出があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
また,令和2年10月20日,産業標準化法第17条又は第18条の規定に基づく確認公示に際し,産業標
準化法の用語に合わせ,規格中“日本工業規格”を“日本産業規格”に改めた。
JIS L 0222には,次に示す附属書がある。
附属書(参考) JISと対応する国際規格との対比表
日本産業規格 JIS
L 0222 : 2001
不織布用語
Glossary of terms used in nonwoven industry
序文 この規格は,1988年に第1版として発行されたISO 9092, Textiles−Nonwovens−Definition及び1998
年に改定のISO/DIS 11224 Textiles−Nonwovens−Web formation and bonding−Vocabularyを元に,対応する
部分については,技術的内容を変更することなく作成した日本産業規格であるが,対応国際規格に規定さ
れていない規定項目を日本産業規格として追加している。
なお,この規格で下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格は,不織布全般に関する用語,製造に関する用語(ウェブ製造工程,ウェブ間結
合工程,及び材料)及び試験に関する用語について規定する。
備考 この規格の対応国際規格を次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,MOD(修正している)とする。
ISO 9092 : 1988, Textiles−Nonwovens−Definition (MOD)
ISO/DIS 11224 : 1998, Textiles-Nonwovens−Web formation and bonding−Vocabulary (MOD)
2. 分類 不織布用語は,次の3分類とする。これらの分類を含む3けたの番号を用語の見出し番号とす
る。
a) 不織布全般に関する用語
b) 製造に関する用語
1) ウェブ製造工程
2) ウェブ間結合工程
3) 材料
c) 試験に関する用語
3. 番号,用語及び定義 番号,用語及び定義は,次による。
なお,対応英語を参考として示す。
2
L 0222 : 2001
a) 不織布全般に関する用語
番号
用語
定義
対応英語(参考)
101
不織布
繊維シート,ウェブ又はバットで,繊維が一方向又はランダ
ムに配向しており,交絡,及び/又は融着,及び/又は接着
によって繊維間が結合されたもの。ただし,紙,織物,編物,
タフト及び縮じゅう(絨)フェルトを除く。
nonwovens
102
短繊維不織布
短繊維を空気中でカード方式又はその他の方式でシート状
に積層し,一つ又は二つ以上の結合方法で作られた不織布。
staple nonwoven
103
長繊維不織布又は
連続繊維不織布
フィラメント(長繊維不織布又は連続繊維不織布)をシート
状に積層し,一つ又は二つ以上の結合方法で作られた不織
布。
filament nonwoven
104
湿式不織布
抄紙方式で,繊維を水に分散し,それらをシート状に集積し,
一つ又は二つ以上の結合方法で作られた不織布。
wetlaid nonwoven
105
乾式不織布
紡績工程でのカードを使用し,又は空気中に分散した繊維を
シート状に積層し,一つ又は二つ以上の結合方法で作られた
不織布。
drylaid nonwoven
106
エアレイド不織布
繊維を空気中に分散し,加圧又は吸引によってスクリーン上
に積層し,一つ又は二つ以上の結合方法で作られた不織布。
airlaid nonwoven
107
乾式パルプ不織布
パルプを空気中に分散し,加圧又は吸引によってシート状に
集積し,一つ又は二つ以上の結合方法で作られた不織布。
airlaid pulp nonwoven
108
カード式不織布
紡績工程でのカード機を使用して繊維をシート状に積層し,
一つ又は二つ以上の結合方法で作られた不織布。
carded nonwoven
109
パラレル式不織布
繊維の方向が,ほぼたて方向に配向されるように作られた繊
維シートに,一つ又は二つ以上の結合方法で作られた不織
布。
parallel-laid nonwoven
110
クロス式不織布
繊維の方向が,ほぼよこ方向に配向されるように作られた繊
維シートに,一つ又は二つ以上の結合方法で作られた不織
布。
cross-laid nonwoven
111
ランダム不織布
繊維の方向が,本質的にランダムに配列されるように作られ
た繊維シートに,一つ又は二つ以上の結合方法で作られた不
織布。
random-laid nonwoven
112
スパンボンド不織
布
ポリマーの溶融又は溶解によって,ノズルから紡糸された連
続繊維(フィラメント)を動くスクリーン上に積層し,一つ
又は二つ以上の結合方法で作られた不織布。
spunlaid nonwoven
(spunbonded)
113
メルトブローン不
織布
ポリマーを高速熱ガス流中に紡糸して繊維状にし,冷却後,
動くスクリーンに集積し,一つ又は二つ以上の結合方法で作
られた不織布。
meltblown nonwoven
114
フラッシュ紡糸不
織布
ポリマー溶液を一定条件でノズルから紡糸し,紡糸直後に溶
剤を蒸発させ,これらの繊維を動くスクリーン上に積層し,
一つ又は二つ以上の結合方法で作られた高度にフィブリル
化した形状のフィラメントによる不織布。
flashspun nonwoven
115
ケミカルボンド不
織布
接着剤又は溶剤を含む化学薬品を使用して,ウェブ中の繊維
間を接着して作られた不織布。
chemical bonded
nonwoven
116
水流交絡不織布
高圧水流によってウェブ中の短繊維又はフィラメントを交
絡して作られた不織布。
参考 付加的に他の技術によって追加の結合が行われる
こともある。
hydroentangled
nonwoven
117
ニードルパンチ不
織布
金属製ニードルの往復運動によって,ニードルに繊維束を引
っ掛けてウェブ内に押し込み,繊維相互間を交絡して作られ
た不織布。
needlepunched
nonwoven
118
ステッチボンド不
フィラメント又は紡績糸を用いて,ウェブ中の繊維間を編む
stitchbonded
3
L 0222 : 2001
番号
用語
定義
対応英語(参考)
織布
ことによって交絡して作られた不織布。
nonwoven
119
サーマルボンド不
織布
熱又は超音波によって溶融する単成分又は2成分繊維若しく
は粉末(繊維)を含むウェブを,加圧又は無加圧下で熱処理
し,ウェブを全面又は部分的に結合することによって作られ
た不織布。
thermobonded
nonwoven
120
バーストファイバ
ー不織布
発泡剤を含むポリマーを溶融し,紡糸工程で発泡(バースト)
した極微細な網目状の連続繊維状シートの不織布。
burst fiber nonwoven
121
トウ開繊不織布
フィラメント束を延伸けん(捲)縮し,幅方向に開繊,拡幅
した繊維層を積層し,更に延展してウェブを作り,繊維間を
接着した不織布。
tow opening
nonwoven
122
スプリットファイ
バー不織布
特殊フィルムを高延伸工程でスプリット化し,たてよこに積
層して作られた不織布。
film split nonwoven
123
複合不織布
2種類又はそれ以上の明らかに異なる材料の組合せによっ
て,各材料間に明白な境界面がある不織布。
備考1. 複合の主要部分が不織布であることが認められ
る場合に適用する。
2. 上記判断をしにくい場合は,不織布の構成部分
が他の構成部分より多い場合に複合不織布と呼
称する。
3. 複合不織布は,あらかじめ接着された不織布に
フィラメント又は紡績糸が加えられてもよい。
4. 複合不織布が各々異なった層の積層の場合,各
層の特性又はその接着の方法によって別の呼称
を用いてもよい。
composite nonwoven
124
積層不織布
二つ又はそれ以上のウェブ又は不織布で積層された不織布。 complex nonwoven
125
コーテッド不織布
片面又は両面に全面又は部分的に均一にコーティング材料
が処理されている不織布。
coated nonwoven
126
ラミネート不織布
少なくとも1層が不織布であり,2層又はそれ以上の層をラ
ミネート接着した不織布。
laminated nonwoven
b) 製造に関する用語
1) ウェブ製造工程
番号
用語
定義
対応英語(参考)
201
ウェブ
繊維だけで構成されたシート。
web
202
フィブリル化
繊維を物理的・化学的手法で細かく枝分かれさせる方法。
fibrillation
203
湿式積層
抄紙技術で,水に分散した繊維層からウェブを作る方式。
wetlaying
204
湿式ウェブ
湿式積層によって作られたウェブ。
wetlaid web
205
乾式積層
カーディング又はエアレイで,ウェブを作る方式。
drylaying
206
乾式ウェブ
乾式積層によって作られたウェブ。
drylaid web
207
エアレイ又は空気
積層
繊維を空気中に分散し,動くスクリーン上に加圧又は吸引に
よって集積してウェブを作る方式。
airlaying
208
エアレイドウェブ
エアレイド又は空気積層の方式によって作られたウェブ。
airlaid web
209
カーディング
紡績工程でのカード機でウェブを作る方式。
carding
210
カードウェブ
カーディングによって作られたウェブ。
carded web
211
パラレル積層
短繊維又はフィラメントの方向が,ほぼたて方向に配向され
るようにウェブを作る方式。
parallel laying
212
パラレルウェブ
パラレル積層によって作られたウェブ。
parallel-laid web
213
クロス積層
下方に設けたコンベアー上に,その進行方向に対し直角にウ
ェブを振り落として,多層のウェブを作る方式。
参考 繊維の方向は,ウェブの送り出される速度と集積
cross-laying
4
L 0222 : 2001
番号
用語
定義
対応英語(参考)
コンベアーの速度に左右される。
214
クロスウェブ
クロス積層によって作られたウェブ。
Cross-laid web
215
ランダム積層
短繊維又はフィラメントが,本質的にランダムに配列される
ようにウェブを作る方式。
random laying
216
ランダムウェブ
ランダム積層によって作られたウェブ。
random-laid web
217
セミランダム積層
短繊維又はフィラメントが,ある程度ランダムな方向に配列
されるようにウェブを作る方式。
semirandom-laying
218
セミランダムウェ
ブ
セミランダム積層によって作られたウェブ。
semirandom-laid web
219
スパンボンド積層
溶融又は溶解されたポリマーをノズルから押し出し,フィラ
メントを動くスクリーン上に積層して,ウェブを作る方式。
spunlaying
220
スパンボンドウェ
ブ
スパンボンド積層によって作られたウェブ。
spunlaid web
221
メルトブロー積層
溶融ポリマーを,高速高温ガス流中に押し出して繊維とし,
動くスクリーン上に積層して,ウェブを作る方式。
meltblowing
222
メルトブローンウ
ェブ
メルトブロー積層によって作られたウェブ。
meltblown web
223
フラッシュ紡糸積
層
ポリマーの溶液を一定条件でノズルから紡糸し,紡糸直後に
溶剤が蒸発し,個々のフィラメントが高度にフィブリル化さ
れ,動くスクリーン上に積層して,ウェブを作る方式。
flashspinning
224
フラッシュ紡糸ウ
ェブ
フラッシュ紡糸積層によって作られたウェブ。
flashspun web
225
静電気積層
ポリマーの溶液,エマルジョン又は溶融ポリマーから静電気
を利用して,極細繊維のウェブを作る方式。
electrostatically laying
226
静電気積層ウェブ
静電気積層によって作られたウェブ。
electrostatically laid
web
227
バーストファイバ
ーウェブ
発泡剤を含むポリマーを溶融し,紡糸工程で発泡(バースト)
した極微細な網目状の連続繊維で作られたウェブ。
burst fiber web
228
トウ開繊ウェブ
フィラメント束を延伸けん(捲)縮し,幅方向に開繊,拡幅
した繊維層を積層し,更に延展して作られたウェブ。
tow opening web
229
スプリットファイ
バーウェブ
特殊フィルムを高延伸工程でスプリット化し,たてよこに積
層して作られたウェブ。
film split web
2) ウェブ間結合工程
番号
用語
定義
対応英語(参考)
251
結合
接着剤及び/又は溶剤などの化学的手段を用い又は加熱な
どの物理的手段,若しくは交絡によって繊維ウェブを結合す
る方法。
参考 接着は全幅にわたり全面又は部分的に,場合によ
ってあらかじめ決められたパターンでのポイント
接着又はプリント接着で行われる。
bonding
252
化学的接着
接着剤及び溶剤を含む化学薬品を用いて浸せき,スプレー,
プリント及び泡加工のうち,一つ又は複数の方式でウェブを
接着する方法。
参考1. 化学的接着よりも化学薬品を用いた接着といっ
た方が適切である。
2. 厳密な化学的接着とは化学反応,例えば,架橋
反応のある分散剤でだけ行われる。
3. 非反応型ポリマー接着剤(例えば,繊維,接着
剤又はラテックス)を用いた通常の接着は物理
chemical bonding
5
L 0222 : 2001
番号
用語
定義
対応英語(参考)
的接着である。
253
物理的交絡又は物
理的接着
物理的交絡又は接着,例えば,機械的又は熱的処理によって
ウェブを交絡又は接着する方法。
physical bonding
254
機械的交絡
ウェブを結合する方法で,繊維をニードル,ステッチ,高圧
空気流又は水流で交絡する方法。
mechanical bonding
255
熱的接着
加圧又は無加圧下で,加熱又は超音波を用いてウェブを接着
する方法。
参考1. 熱に可溶な材料,低融点繊維,2成分繊維又はパ
ウダーがウェブの全体若しくは部分的に使用さ
れている。
2. 熱接着は,全体(例えば,全面又は部分的)又
はあらかじめ決められた場所(すなわち,ポイ
ント接着)に限定されている。
thermal bonding
256
カレンダー接着
片方又は両方のロールが加熱された一対のロールのニップ
点にウェブを通過させて接着する方法。
参考 平面又はパターン(柄)のついたロールが使用さ
れているが,場合によって,ブランケット・カレ
ンダーが使用されることもある。
calender bonding
257
熱風接着
ウェブを無加圧で熱風内を通過させて,繊維間を接着させる
方法。
参考 熱に可溶な材料,低融点繊維,2成分繊維又はパ
ウダーが,ウェブの全体又は部分的に使用されて
いる。
hot air-through
bonding
258
ポイント接着又は
プリント接着
あらかじめ決められたパターンに従って,熱的又は化学的に
ウェブを接着する方法。
point/print bonding
259
浸せき法
ウェブを接着剤の溶液に浸せきしてから絞り,乾燥し,必要
に応じてヒートセットして,ウェブを接着する方法。
dipping
260
スプレー法
接着剤の溶液をウェブ上に噴霧して乾燥し,必要に応じてヒ
ートセットして,ウェブを接着する方法。
spray bonding
261
泡まつ法
接着剤の液を泡状にして,ウェブの片面又は両面に塗布して
乾燥し,必要に応じてヒートセットして,ウェブを接着する
方法。
foam bonding
262
水流交絡法
高圧水流で短繊維又はフィラメントを交絡して,ウェブを結
合する方法。
hydroentangling
263
ニードルパンチ法
金属製ニードルの往復運動によって,ニードルに繊維束を引
っ掛けてウェブ内に押し込み,繊維相互間の交絡を行う方
法。
needlepunching
264
ステッチボンド法
ウェブをフィラメント又は紡績糸を用いて,繊維間を編むこ
とによって作る方法。
stitchbonding
265
超音波接着法
超音波加熱によって,ウェブの繊維表面を溶融してウェブを
接着する方法。
ultrasonic bonding
266
コーティング法
ウェブの片面又は両面に連続若しくは模様状に高分子物質
を均一にコーティングする方法。
coating
267
高周波接着法
高周波加熱によって,ウェブの繊維表面を溶融して繊維を接
着する方法。
welderbonding
3) 材料
番号
用語
定義
対応英語(参考)
271
接着剤又はバイン
ダー
接着用で,一般に固体状(粉体,フィルム又は繊維),泡状
又は液体状(エマルジョン,分散液又は溶液)で接着又は粘
着力を高め,ウェブ中の繊維間の結合に用い,強力,その他
binder
6
L 0222 : 2001
番号
用語
定義
対応英語(参考)
の物性を付与するもの。
272
接着繊維
接着用で次の2種類がある。
1. ウェブを構成している主な繊維に対して融点の低い繊
維。
2. 繊維表面が特定の溶剤に可溶性のある繊維。
binder fiber
fusible fiber
273
2成分繊維
種類の異なる二つのポリマーで構成されたフィラメント又
は短繊維。
bi-component fiber
274
分割繊維
1本の繊維から複数の繊維に分割される特性をもつ繊維。
splittable fiber
c) 試験に関する用語
番号
用語
定義
対応英語(参考)
301
目付
単位面積当たりの質量を表す単位で,1m2当たりのグラム数。 mass per unit area
302
地合い
不織布全体の質量分布の状態。
uniformity
303
たてよこ比又は
MD/CD比
不織布のたて方向とよこ方向の物性値の比。
参考1. 方向性の検討に使用されている。
2. たて (MD) は不織布の機械方向を示し,よこ
(CD) は幅方向を意味する。
MD/CD ratio
304
細孔径分布
不織布中の細孔の大きさの分布。
pore size distribution
305
平均細孔径
不織布中の細孔の平均直径。
mean pore size
306
脱落繊維
不織布の本体から脱落した繊維。
参考 繊維状のものと粒子状のものがある。
lint
307
めくれ
不織布のウェブ製造工程での風などによって繊維層が部分
的にめくれた欠点。
fold over
308
ぼたむら(斑)
不織布のウェブ製造工程での繊維の開繊不良などによって,
ウェブに生じた厚さむら。
cloud
309
あな(孔)
不織布の製造工程で,何らかの原因で生じたあな欠点。
hole
7
L 0222 : 2001
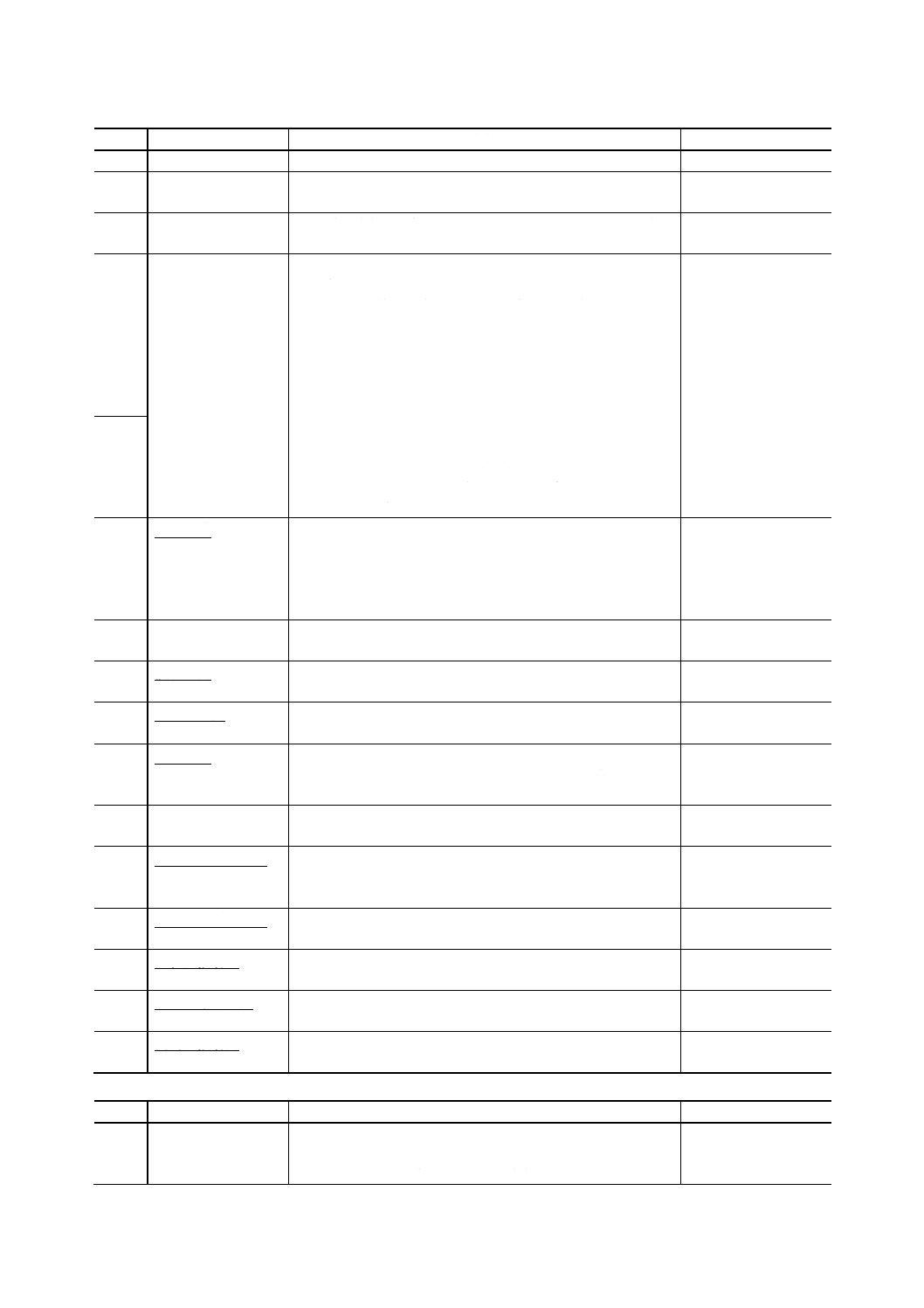
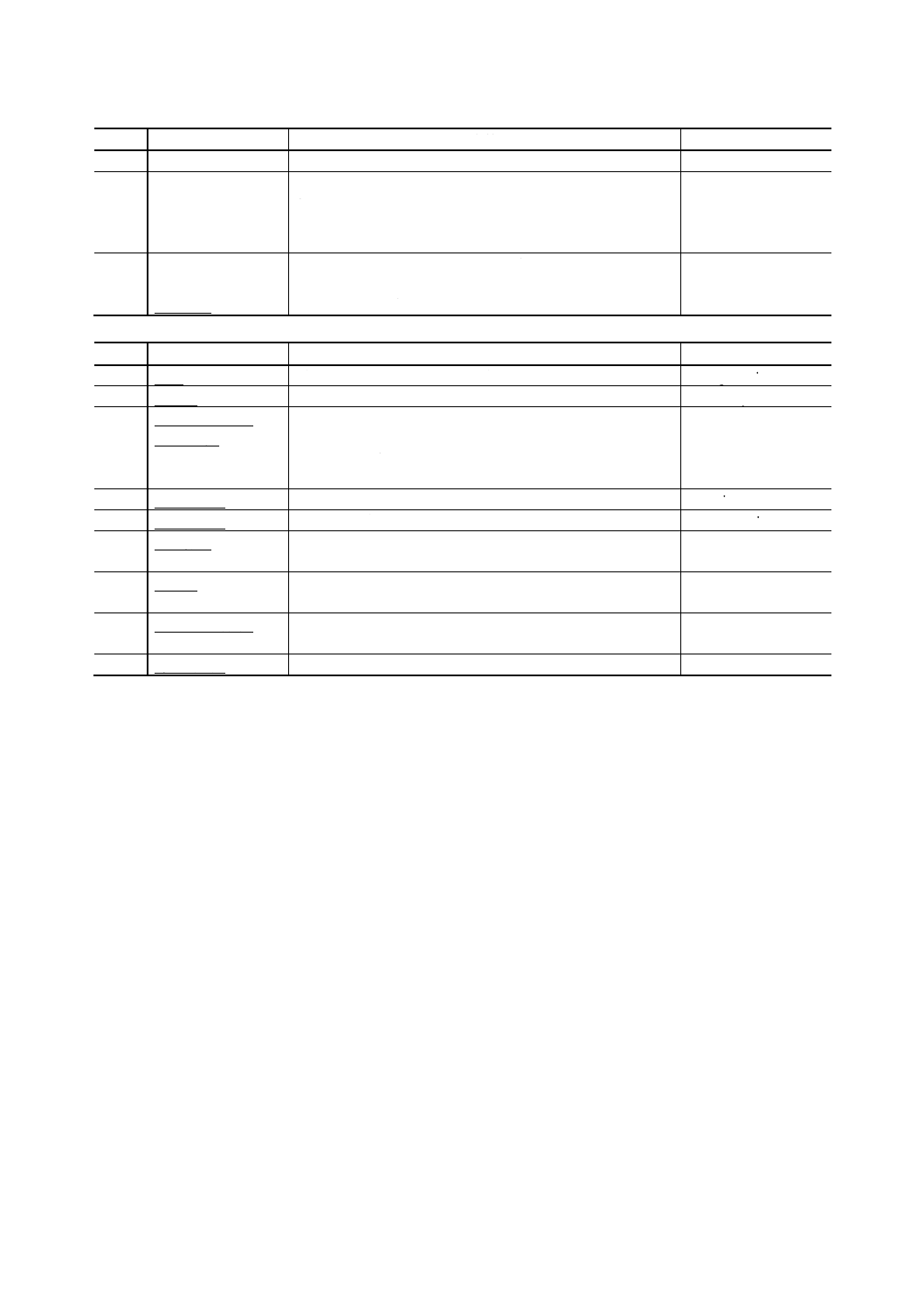
附属書(参考) JISと対応する国際規格との対比表
JIS L 0222不織布用語
ISO 9092 : 1988 Textiles−Nonwovens−Definition
ISO/DIS 11224 : 1998 Textiles−Nonwovens−Web formation and bonding
−Vocabulary
(I)JISの規定
(II)国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差
異の項目ごとの評価及びその内
容
表示箇所:
表示方法:
(V)JISと国
際規格との
技術的差異
の理由及び
今後の対策
項目番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
1.
適用範囲
不織布全般に関
する用語,製造
に関する用語,
試験に関する用
語
ISO 9092
ISO/DIS
11224
1
1
不織布の定義
不織布の製法
の用語,製品
に関する用語
MOD/追加
JISは試験に関す
る用語を追加して
いる。
試験方法に
関する用語
を含め,ISO
で規定して
いない用語
の定義につ
いて,ISOに
提案する。
また,ステッ
チボンドを
不織布の範
囲に入れる
ことについ
ては,現在
TCで検討中
であり,その
結果を待っ
て対応を検
討する。
2.
分類
不織布全般に関
する用語,製造
に関する用語,
試験に関する用
語の3分類
ISO/DIS
11224
2
3
4
ウェブ製造工
程
ウェブ間結合
工程
その他
MOD/追加
JISは試験に関す
る用語を追加して
いる。
3.
番号,用語
及び定義
分類ごとに用語
の定義を規定
ISO 9092
ISO/DIS
11224
1
2
3
4
不織布の定義
を規定
分類ごとに用
語の定義を規
定
MOD/変更
MOD/追加
ステッチボンドに
ついて,ISOでは
編物として不織布
から除外している
が,JISは不織布と
している。
JISはISOにない
用語を追加してい
る。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− MOD/追加…………国際規格にない規定項目又は規定内容を追加している。
− MOD/変更…………国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− MOD ………………国際規格を修正している。
8
L 0222 : 2001
JIS L 0222(不織布用語)原案作成委員会 構成表
氏 名
所 属
(委員長)
矢井田 修
京都女子大学家政学部
工 藤 正 敏
通商産業省生活産業局繊維課
野 呂 正 勝
財団法人日本繊維製品品質技術センター
橋 本 進
財団法人日本規格協会
佐 藤 俊 敏
財団法人日本化学繊維検査協会
中 林 喬
財団法人日本紡績検査協会
森 琢 夫
財団法人毛製品検査協会
丹 治 浩 之
社団法人日本衛生材料工業連合会
(ユニ・チャーム株式会社ベビー事業本部)
辻 一 誠
日本化学繊維協会(ユニ化工株式会社製造2課)
山 崎 康 行
日本化学繊維協会[帝人株式会社産業資材開発センター
(不織布つめ綿グループ)]
近 野 良
日本化学繊維協会
古 屋 匡 藏
日本フェルト協会
細 井 一 夫
社団法人日本インテリアファブリックス協会
高 野 富士子
主婦連合会
石 田 功
日本バイリーン株式会社技術研究業務本部
藤 岡 良 一
日本フェルト工業株式会社開発部
松 田 憲 彦
デュポン株式会社高機能不織布事業部
(事務局)
吉 村 輝 夫
日本不織布協会
西 川 文子良
日本不織布協会
文責 西川文子良