K 7152-2 : 1999 (ISO 294-2 : 1996)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
今回の制定は,従来の日本工業規格を国際規格に整合させるために,ISO 294-2 : 1996 (First edition) を基
礎として用いた。
JIS K 7152 : 1999は,一般名称を“プラスチック−熱可塑性プラスチック材料の射出成形試験片”とし
て,次の各部によって構成する。
第1部:通則並びに多目的試験片及び短冊形試験片の成形
(Part 1 : General principles, and moulding of multipurpose and bar test specimens)
第2部:小形引張試験片
(Part 2 : Small tensile bars)
第3部:小形角板
(Part 3 : Small plates)
第4部:成形収縮率の測定(予定)
(Part 4 : Determination of moulding shrinkage)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7152-2 : 1999
(ISO 294-2 : 1996)
プラスチック−熱可塑性プラス
チック材料の射出成形試験片−
第2部:小形引張試験片
Plastics−Injection moulding of test specimens of thermoplastic materials−
Part 2:Small tensile bars
序文 この規格は,1996年に第1版として発行されたISO 294-2, Plastics−Injection moulding of test
specimens of thermoplastic materials−Part 2 : Small tensile barsを翻訳し,技術的内容及び規格票の様式を変更
することなく作成した日本工業規格である。
1. 適用範囲 この規格は,ISO金型タイプC(小形引張試験片の4個取り金型)について規定する。な
お,この規格の試験片は,JIS K 7160の60 mm×10 mm×3 mm(4形試験片)以上である。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。記載された発効年(又は発行年)の版だけがこの規格の規定を構成するものであって,その後の改正
版・追補には適用しない。
JIS K 7152-1 : 1999 プラスチック−熱可塑性プラスチック材料の射出成形試験片−第1部:通則並び
に多目的試験片及び短冊形試験片の成形
備考 ISO 294-1 : 1996, Plastics−Injection moulding of test specimens of thermoplastic materials−Part
1:General principles, and moulding of multipurpose and bar test specimensが,この規格と一
致している。
JIS K 7160 : 1996 プラスチック−引張衝撃強さの試験方法
備考 ISO 8256 : 1990, Plastics−Determination of tensile-impact strengthが,この規格と一致している。
JIS K 7141-3 : 19991) プラスチック−比較可能なマルチポイントデータの取得と提示−第3部:環境
の影響
備考 ISO 11403-3 : −1), Plastics−Acquisition and presentation of comparable multipoint data−Part 3:
Environmental influences on propertiesが,この規格と一致している。
注1)
発行予定。
3. 定義 JIS K 7152-1, 3.参照。
4. 装置
2
K 7152-2 : 1999 (ISO 294-2 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
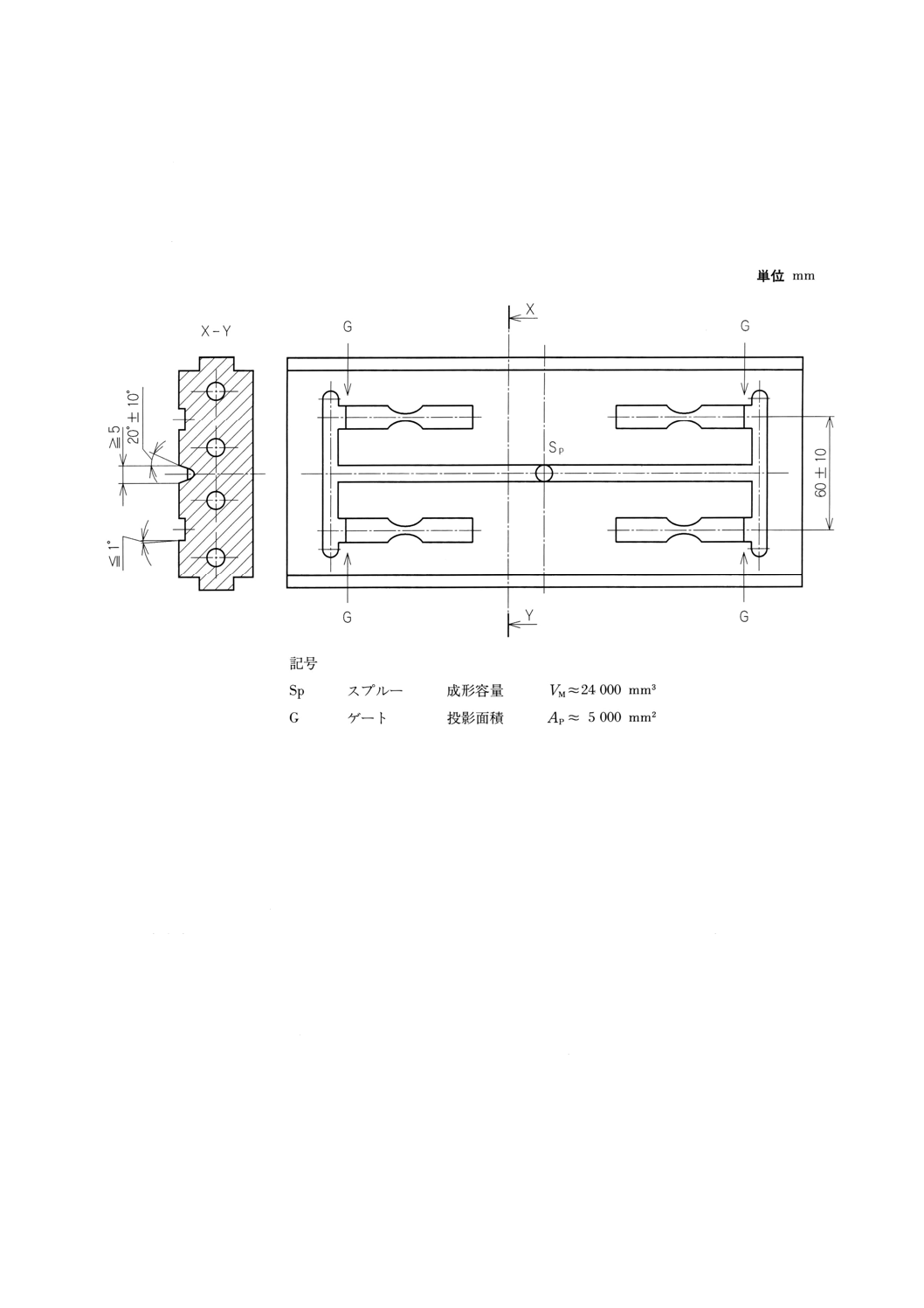
4.1
ISO金型タイプC ISO金型タイプCは,液状薬品,熱,耐候性のような環境によるプラスチック
への影響(JIS K 7141-3参照)をみるための,いわゆる“指標性質”の測定に使われる小形引張試験片を
作るためのものであり,ダブルTランナー(図1参照)をもつ4個取りの金型である。
この金型を用いて作製した試験片は,厚さ3.0 mm±0.2 mmで,JIS K 7160のタイプ4の試験片の寸法
でなければならない。
図1 ISO金型タイプCのキャビティプレート
ISO金型タイプCの主な構造の詳細は,図1及びJIS K 7152-1, 4.1.1.4のa)からn)に示す条件のうち,
g)を次のように変えた条件に適合させなければならない。
g) 試験片の寸法は,JIS K 7160による。
キャビティの基本寸法は,次のとおりとする。
中央部幅
3.0 mm〜3.1 mm
半径
15 mm〜16 mm
試験片の厚さは3.0 mm±0.2 mm,キャビティの深さは3.0 mm〜3.2 mmでなければならない。
4.2
射出成形機 JIS K 7152-1, 4.2参照。ただし,4.2.4の型締力は次による。
ISO金型タイプCの最小の型締力FMは,次の式に従う。
FM≧Ap×Pmax×10−3
ここに,
FM: 型締力 (kN)
Ap: 投影面積 (=5 500) (mm2)
Pmax: 最大溶融樹脂圧力 (MPa)
すなわち,最大溶融樹脂圧力Pmax=80 MPaのとき,FMは440 kNとなる。
3
K 7152-2 : 1999 (ISO 294-2 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 操作
5.1
材料の状態調節 JIS K 7152-1, 5.1参照。
5.2
射出成形 JIS K 7152-1, 5.2参照。ただし,5.2.2については,次のように変更する。
タイプC, ISO金型における射出時間tIが,ISO金型タイプAで使用される射出時間tIと同じになるよう
な,適切な範囲にタイプCの射出速度υIを選ぶことを推奨する。
備考1. タイプC, ISO金型のキャビティの臨界断面積Acは,タイプA, ISO金型の臨界断面積 (40 mm2)
より著しく小さく,9 mm2にすぎない。タイプC金型にタイプA金型と同じ射出速度υIを用
いるとするならば,スクリューの前進速度υsを小さくすることになり,その結果,ランナー
を流れる溶融樹脂の速度が低くなり,タイプC金型のキャビティに入るまでに溶融樹脂の温
度が低くなる。したがって,タイプC金型を用いるときの射出速度υIは,タイプA金型を用
いるときに奨めている場合よりも2倍高くすることを推奨する[JIS K 7152-1, 式(3)参照]。
2. この規格においては,スクリューの前進速度は,ランナーを満たすまでは高速度で,キャビ
ティを満たすまでは低速度でというように,スクリュー速度を多段で使用することは考慮し
ていない。多段速度を用いると,溶融樹脂圧力及び/又は射出速度に,射出成形機の慣性力
に起因するピークがしばしば出ることがあり,それを避けることができない。
6. 試験片作製の報告 試験報告書には,次の項目を記録しなければならない。
a) 規格番号JIS K 7152-2 (ISO 294-2)
b)〜h) JIS K 7152-1, 6.のb)〜h)を参照。
4
K 7152-2 : 1999 (ISO 294-2 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
(委員長)
代 田 忠 代田技術事務所
(委員)
大 嶋 清 治 通商産業省工業技術院標準部材料規格課
増 田 優 通商産業省基礎産業局化学製品課
橋 本 繁 晴 財団法人日本規格協会技術部国際整合化規格室
塚 野 隆 財団法人高分子素材センター試験・検査事業部
吉 川 高 雄 財団法人鉄道総合技術研究所技術支援部技術情報センター
相 原 直 弥 財団法人鉄道総合技術研究所
濱 野 信 之 日野自動車工業株式会社技術研究所材料研究グループ
長谷川 幸 介 ソニー株式会社カスタマーサティスファクションセンター
植 村 勝 工学院大学
久 米 和 男 出光石油化学株式会社樹脂研究所
木 庭 道 夫 工業用熱可塑性樹脂技術連絡会
◎ 桜 井 正 憲 三菱エンジニアリングプラスチックス株式会社品質保証部
○ 本 郷 雅 文 三菱レイヨン株式会社工業樹脂事業部工業樹脂生産技術部
○ 森 欣 弥 チッソ株式会社ポリプロ・ポリエチ事業部技術グループ
○ 谷 口 隆 司 チッソ石油化学株式会社高分子研究所
○ 吉 村 康 男 新日鐵化学株式会社高分子研究所技術サポートグループ
○ 南 部 秀三郎 新日鐵化学株式会社高分子研究所技術サポートグループ
○ 森 田 修 司 宇部興産株式会社化学樹脂事業本部開発部
○ 松 丸 重 雄 株式会社クラレアクリル樹脂事業本部
○ 浮 田 健 吉 電気化学工業株式会社石化事業本部石化企画統括室
○ 佐 伯 浩 徳山積水工業株式会社東京事務所
○ 小 田 達 郎 徳山積水工業株式会社東京事務所
(事務局)
濱 島 俊 行 日本プラスチック工業連盟
備考1. ◎印は本委員会及び分科会委員
2. ○印は分科会委員