1
K
7
11
0
:
1
9
9
9
解
説
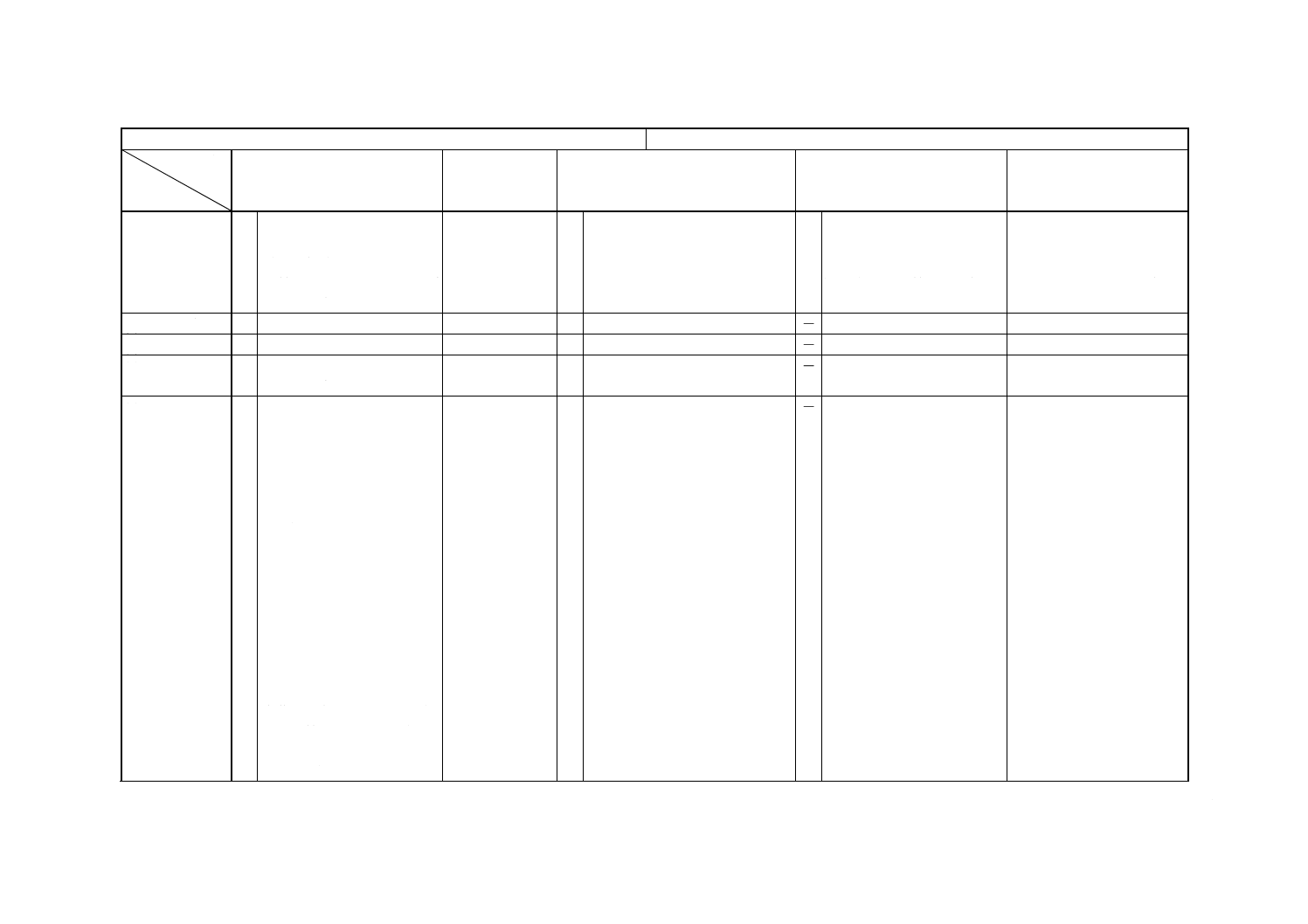
JISと対応する国際規格との対比表
JIS K 7110 : 1999 プラスチック−アイゾット衝撃強さの試験方法
ISO 180 : 1993 プラスチック−アイゾット衝撃強さの試験方法
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号(省略)
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との整合
が困難な理由及び今後の
対策
(1) 適用範囲
〇 プラスチックのアイゾット
衝撃強さ試験方法
〇 プラスチックのアイゾット衝撃
強さ試験方法
=
(附属書1)
硬質プラスチックのアイゾ
ット衝撃試験
ADP 附属書は“硬質”に限定
2004年6月30日まで適用
(2) 引用規格
〇
〇
=
(3) 定義
〇
〇
=
(4) 原理
〇 試験片を振り子の1回の振り
下ろしで破壊させる。
〇 試験片を振り子の1回の振り下
ろしで破壊させる。
=
(5) 装置
〇 振り子:5種類
〇 振り子:5種類
=
基礎台:使用する最も重い振
り子の質量の40倍以上の
質量のものに固定
基礎台:使用する最も重い振り子
の質量の40倍以上の質量のも
のに固定
打撃刃先端半径:0.8±0.2mm
打撃刃先端半径:0.8±0.2mm
締付け面:0.025mmの精度で
平行
締付け面:0.025mmの精度で平行
打撃刃先端:バイスの22.0±
0.2mm上面
打撃刃先端:バイスの22.0±
0.2mm上面
マイクロメータ,ゲージ:
0.02mmの精度,幅2〜3mm
のアンビルを備えたマイ
クロメータ
マイクロメータ,ゲージ:0.02mm
の精度,幅2〜3mmのアンビル
を備えたマイクロメータ
(附属書1A)
ADP 従来の装置を規定
2004年6月30日まで適用
振り子:5種類
基礎台:強固であること(ハ
ンマ質量の40倍以上)
機枠:堅ろうであること
衝撃刃刃縁半径:0.8mm
2
K
7
11
0
:
1
9
9
9
解
説
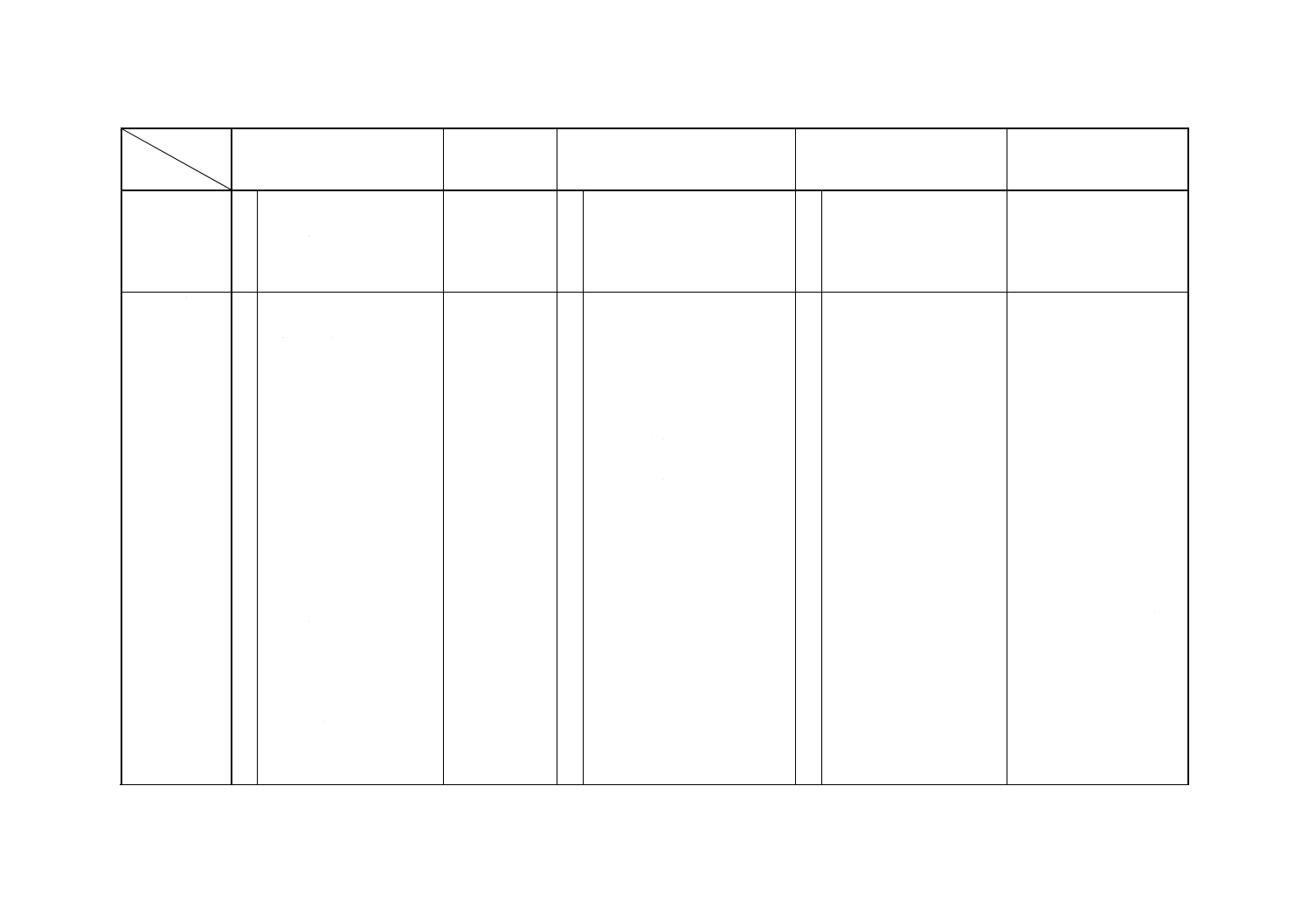
JISと対応する国際規格との対比表(続き)
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号(省略)
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との整合
が困難な理由及び今後の
対策
(5) 装置
締付け面:互いに平行
打撃刃先端:支持台の22.0±
0.2mm上面
マイクロメータ:0.01mmま
で測定
(6) 試験片
〇 4種類の試験片(優先使用あ
り)
圧縮成形,射出成形又は切削
加工による
ノッチ:タイプA−45±1°,
0.25±0.05mm
タイプB−45±1°,
1±0.05mm
タイプ1試験片:
長さ−80±2mm,
幅−10.0±0.2mm,
厚さ−4.0±0.2mm
タイプ2〜4も規定(附属書
A)
試験片の数:10個(条件満た
せば5個)
(附属書1)
4種類の試験片(すべてノッ
チあり)
射出成形,圧縮成形又は機械
加工
ノッチ角度:
45±1°,0.25±0.025mm
45±1°,1.0±0.05mm
〇 圧縮成形,射出成形又は切削加工
による
ノッチ:タイプA−45±1°,
0.25±0.05mm
タイプB−45±1°,1±
0.05mm
タイプ1試験片:
長さ−80±2mm,
幅−10.0±0.2mm,
厚さ−4.0±0.2mm
タイプ2〜4も規定(附属書A)
数:10個(5個)
ADP 従来の試験片を規定
2004年6月30日まで適用
3
K
7
11
0
:
1
9
9
9
解
説
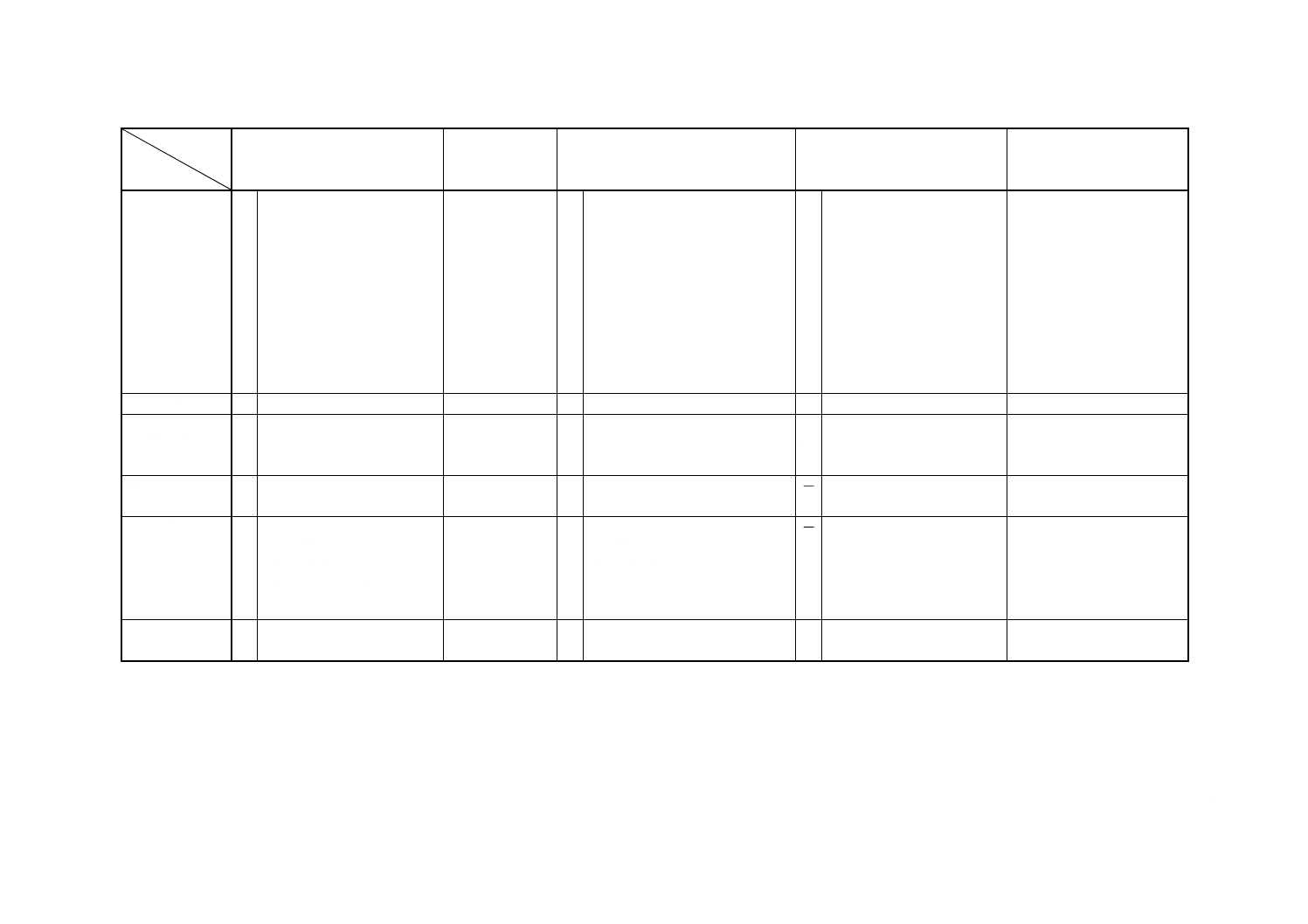
JISと対応する国際規格との対比表(続き)
対比項目
規定項目
(I) JISの規定内容
(II) 国際規格番
号(省略)
(III) 国際規格の規定内容
(IV) JISと国際規格との相違点
(V) JISと国際規格との整合
が困難な理由及び今後の
対策
1号A試験片:
長さ−80±2mm
幅(ISでは厚さ)−4.0±
0.2mm
厚さ(ISでは幅)−10.0±
0.1mm
他に1号B,2号A,2号B
を規定
試験片の数:10個(条件満た
せば5個)
(7) 手順
〇
〇
=
(8) 計算及び結
果の表示
〇 有効数字2けた
(附属書1)
小数第1位,50超えは整数位
〇 有効数字2けた
=
ADP
従来の数値の丸め方を規定
2004年6月30日まで適用
(9) 精度
〇 試験室間のデータがないの
で精度は不明
〇 試験室間のデータがないので精
度は不明
=
(10) 報告
〇 規格番号,方法の分類,破壊
タイプ等
(附属書1)
規格番号,衝撃方法,その他
事項等
〇 規格番号,方法の分類,破壊タイ
プ等
(附属書1)
規格番号,衝撃方法,その他事項
等
=
ADP
従来の報告内容を規定
2004年6月30日まで適用
(11)その他
(附属書A)
〇 試験片タイプ2〜4
〇 試験片タイプ2〜4
=
備考1. 対比項目(Ⅰ)及び(Ⅲ)の小欄で,“○”は該当する項目を規定している場合を示す。
2. 対比項目(Ⅳ)の小欄の記号の意味は,次による。
“=”:JISと国際規格との技術的内容は同等である。ただし,軽微な技術上の差異がある。
“ADP”:JISは,国際規格と対応する部分を国際規格そのまま変更なしで採用している。ただし,採用した部分において,JISとして必要な規定内容を追加し,
又は適用範囲,規定項目及び/又は規定内容の一部を不採用としている。