K 6878-1:2011
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 成形用型························································································································· 2
4.1 一般 ···························································································································· 2
4.2 平板 ···························································································································· 2
4.3 スペーサ又は枠 ············································································································· 2
5 二液形接着剤の混合及び吐出 ······························································································ 3
5.1 各成分の調整 ················································································································ 3
5.2 混合 ···························································································································· 3
5.3 混合容量 ······················································································································ 3
5.4 吐出 ···························································································································· 3
6 成形······························································································································· 5
7 硬化······························································································································· 5
8 報告······························································································································· 6
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 7
K 6878-1:2011
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,特定非営利活動法人接着剤・接着評価技術研
究会(ECAA),日本プラスチック工業連盟(JPIF)及び財団法人日本規格協会(JSA)から,工業標準原
案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣
が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS K 6878の規格群には,次に示す部編成がある。
JIS K 6878-1 第1部:二液形接着剤
JIS K 6878-2 第2部:高温硬化一液形接着剤
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6878-1:2011
接着剤−バルク試験片の作り方−
第1部:二液形接着剤
Adhesives-Methods of preparing bulk specimens-
Part 1: Two-part systems
序文
この規格は,1998年に第1版として発行されたISO 15166-1を基に,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,構造接着剤用途の中でエポキシ樹脂,ポリウレタン,アクリル樹脂などを主成分とする二
液形接着剤(以下,二液形接着剤という。)のバルク試験片(以下,試験片という。)の作り方について規
定する。
ただし,この方法は,溶剤が揮散しやすく,硬化時のガスの除去が必要な接着剤,接合する片面に開始
剤を塗布する擬一液形接着剤及びポットライフが非常に短く,二液の混合,接着剤吐出及び成形時の型閉
めに十分な時間をかけることができない接着剤には適用しない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15166-1:1998,Adhesives−Methods of preparing bulk specimens−Part 1: Two-part systems
(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 6900 プラスチック−用語
注記 対応国際規格:ISO 472:1988,Plastics−Vocabulary(IDT)
JIS K 7139 プラスチック−試験片
JIS K 7144 プラスチック−機械加工による試験片の調製
注記 対応国際規格:ISO 2818:1994,Plastics−Preparation of test specimens by machining(IDT)
2
K 6878-1:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS K 6900による。
4
成形用型
4.1
一般
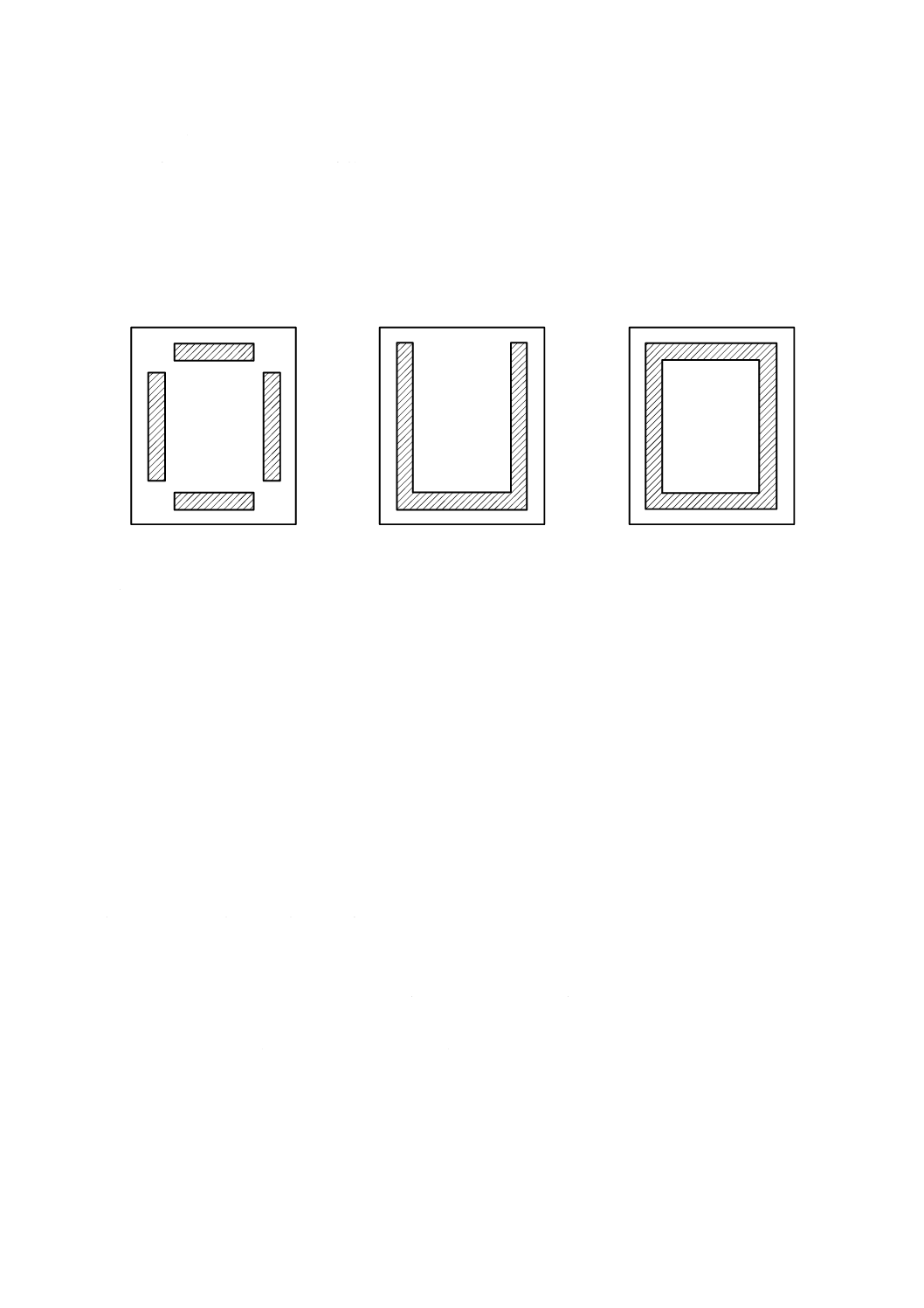
成形用型は,スペーサ,U形枠又は囲み枠を挟んだ2枚の平板から構成する(図1参照)。
a) スペーサ
b) U形枠
c) 囲み枠
白枠:平板
斜線枠:スペーサ,U形枠又は囲み枠
図1−成形用型の構成例
4.2
平板
平板は,厚さ5 mm以上の金属製で,硬化時の発熱及び成形時の圧力による変形の影響がないものを用
いる。
銅及び黄銅などと反応性のある二液形接着剤を使用する場合は,平板の材料として,銅及び黄銅は用い
ない。
硬化後,二液形接着剤が金属板に接着しないようにする。
注記 平板表面を,ポリテトラフルオロエチレン(以下,PTFEという。)フィルムのような不活性表
面をもつ材料で覆うか,又は離型剤を塗布若しくは吹き付けることによって接着は回避できる。
周囲温度において急激に硬化する二液形接着剤及び硬化時の発熱によって変質を起こしやすい二液形接
着剤の試験片を作製する場合は,水冷可能な構造のものを用いる。
4.3
スペーサ又は枠
スペーサ又は枠は,金属製を用いる。図1 a) に示したスペーサは,流動性のない室温硬化の二液形接着
剤に使用する。図1 b) に示したU形枠は,流動性のない二液形接着剤に使用する。図1 c) に示した囲み
枠は,流動性のある二液形接着剤に使用する。
硬化後に,二液形接着剤がスペーサ又は枠に接着しないようにする。
注記1 スペーサ又は枠をPTFEフィルムで覆うか,又は離型剤を塗布若しくは吹き付けることによ
って接着は回避できる。
注記2 スペーサ又は枠に,密着性の低いPTFEのようなプラスチックを使用する方法がある。
スペーサ又は枠の厚さは,試験片の厚さとなるため,その厚さの均一性は,±0.5 %とする。
3
K 6878-1:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験片は,二液形接着剤硬化時の発熱による温度上昇によって二液形接着剤の極度な部分発熱が発生し
ないように薄い厚さとする(箇条7参照)。多くの試験は,2 mm〜3 mmの厚さが一般的である。
スペーサ又は枠は,成形後の試験片の寸法を決めるため,二液形接着剤の注型時又は硬化時にスペーサ
の位置ずれが発生しないように注意する。U形枠の使用は,U形上部が開放となるため,枠内よりあふれ
た二液形接着剤をU形上部へはみ出さすことになり,枠の位置ずれを防ぐ対策となる(図1参照)。
成形用型寸法は,目的とする試験片の形状に合わせて選定する。
JIS K 7139に規定する多目的試験片を作製する場合は,成形品の最小長さを150 mm以上とする。
成形品からの型打抜き又は機械加工によって試験片を作製する場合は,JIS K 7144の規定による。
5
二液形接着剤の混合及び吐出
5.1
各成分の調整
混合前の二液形接着剤中の気泡は,最終試験片のボイドとなるため,各二液形接着剤への空気の巻込み
を最小限にすることが必要である。二液形接着剤中の気泡は,真空かくはんによって脱泡できる。この操
作によって揮発性物質を失う場合は,その揮散を防ぐため23 ℃未満の低温にして真空かくはん脱泡操作
を行う。
注記 真空かくはんによる脱泡の必要性及び条件などは,製造業者の指示による。
また,低粘度の接着剤の場合は,真空かくはん脱泡機中に接着剤を気泡が浮かび上がるまで静置する。
5.2
混合
二液形接着剤は,製造業者の仕様によって混合する。混合には,一般にスタティックミキサ又は機械的
混合機を使用する。スタティックミキサを使用する場合は,確実な混合のため,使用ノズルに均一混合に
必要となる数のスタティックミキサエレメントを用いる。
5.3
混合容量
機械的混合機によって二液形接着剤を混合する場合は,成形空間の体積よりも多目の混合容量が必要で
ある。
5.4
吐出
5.4.1
流動性のない二液形接着剤
流動性のない二液形接着剤は,ノズル付カートリッジ又は高機能吐出装置によって成形用型底面へ吐出
する。
二液形接着剤は,連続かつ定常流で吐出する。
注記 一般に,スタティックミキサエレメント付のカートリッジが吐出塗布機の先端部に使用されて
いる。
混合ノズルを用いて,最初に吐出される配合比率が正確でない部分は破棄する。
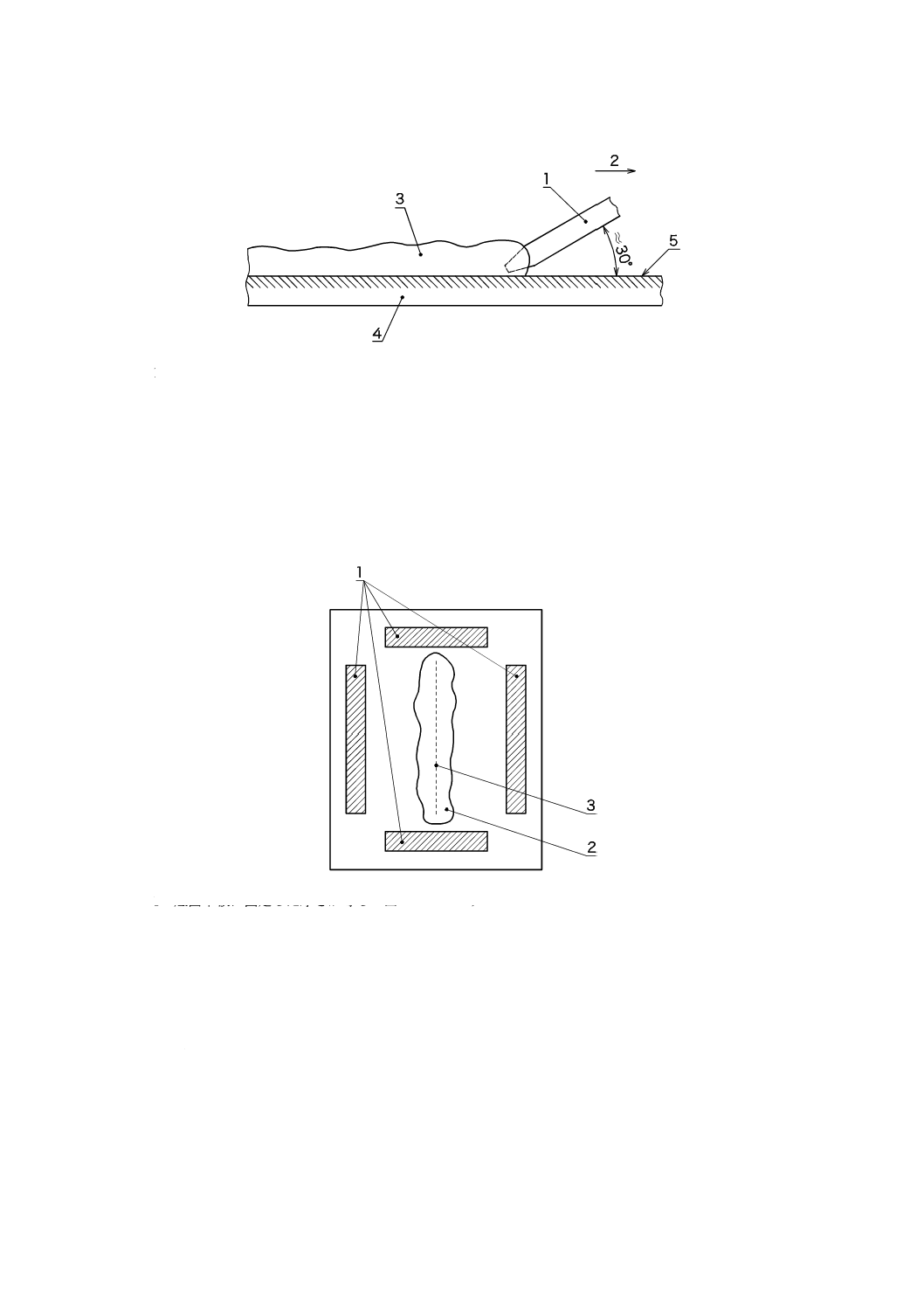
ノズルの先端は,空気の巻込みを防ぐため,常に注型した二液形接着剤層内に沈めておく(図2参照)。
スペーサ[図1 a) 参照]又はU形枠[図1 b) 参照]を使用した成形において,ノズルを底部から上げた
り,吐出を止めたりすることなく,連続操作で中央から下へとゆっくりノズルを動かしながら,二液形接
着剤を吐出する(図3参照)。
ノズルは,平板に対して約30°の角度で保持するのがよい(図2参照)。吐出する二液形接着剤の厚さ
は,スペーサの厚さより高くする。
4
K 6878-1:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 ノズル
2 ノズル移動の方向
3 吐出された二液形接着剤
4 平板
5 離型剤
図2−二液形接着剤の吐出
1 底面平板に固定した厚さが等しい四つのスペーサ
2 吐出された二液形接着剤
3 二液形接着剤の吐出時のノズル移動の方向
図3−成形前の二液形接着剤の注型
5.4.2
流動性のある二液形接着剤
二液形接着剤をスタティックミキサ又はその他の混合機によって混合する場合には,5.4.1によって,囲
み枠を使用する[図1 c) 参照]。この場合,二液形接着剤の吐出容量は,成形空間の体積を超えないよう
にする。
5
K 6878-1:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
成形
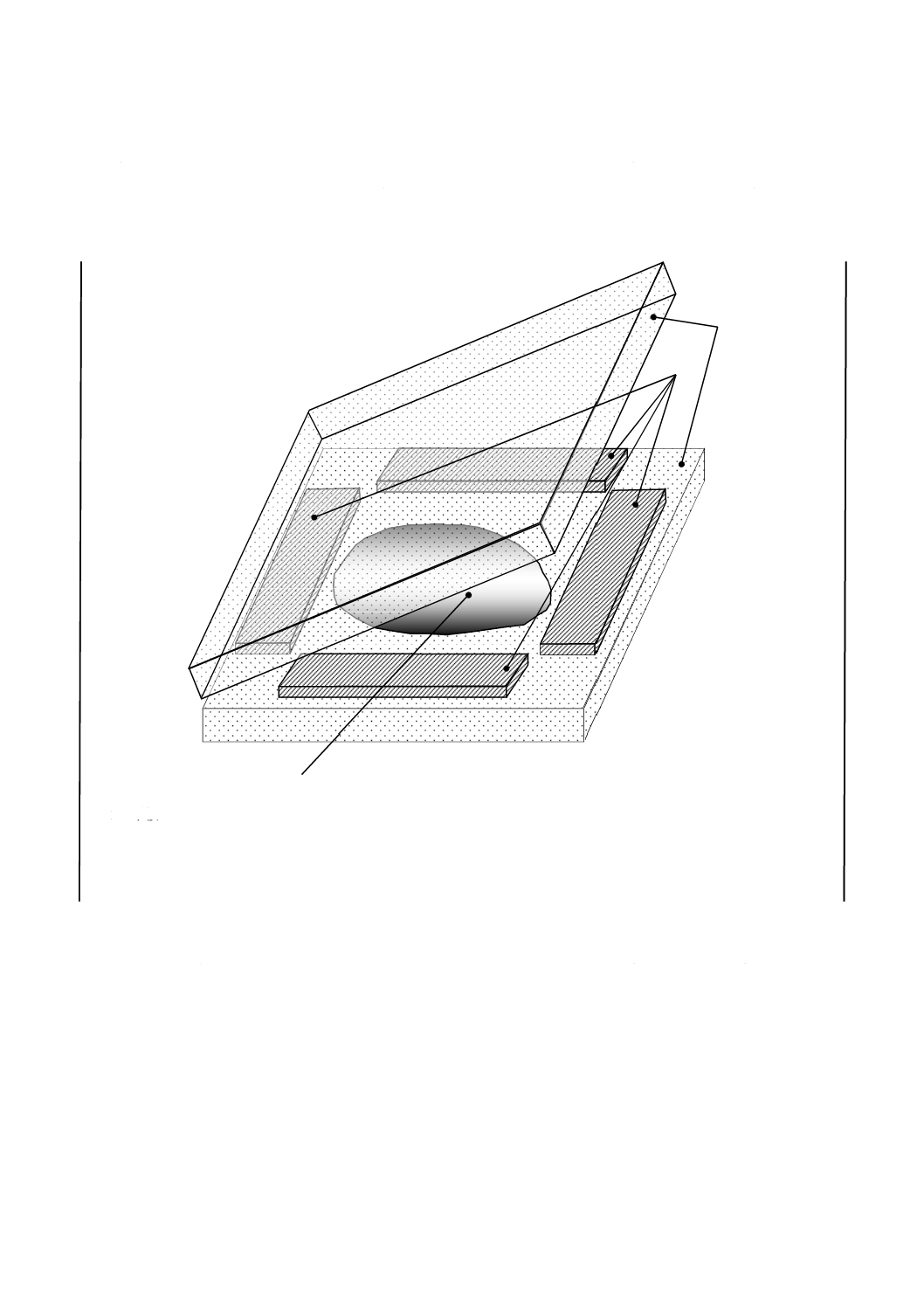
成形用型を閉めるために,上面の平板を一つのスペーサの上又はU型枠に載せ,続いて,平板が他のス
ペーサ又はU型枠の上部へ接触するまで押さえて,二液形接着剤をゆっくりと成形用型内部へ押し広げる
(図4参照)。
1 平板
2 スペーサ
3 吐出された二液形接着剤
図4−成形方法
囲み枠(又は温度を上げて硬化させる場合のU型枠)を使用する場合は,二液形接着剤の硬化工程にお
いて二液形接着剤が過剰に漏れ出さないように,上面と下面との平板間を固定して平板間に隙間が発生し
ない程度の圧力を加える。次に,成形用型を水平に対して45°〜90°の角度に傾ける。昇温硬化が必要な
場合は,加熱炉内においてこの傾けた角度で成形用型を保持する。
7
硬化
製造業者の指定する条件によって,二液形接着剤を適切な温度及び時間で硬化させる。
注記 適切な硬化の温度及び時間は,製造業者の製品説明書などを参照するか,製造業者に問い合わ
せることによって,情報入手できる。
2
1
3
6
K 6878-1:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
急速な発熱反応を示す接着剤を用いて,試験片を成形する場合には,その温度上昇について製造業者が
推奨する最高温度を超えないようにすることが望ましい。最高温度を超える場合は,製造業者が推奨する
硬化温度範囲のうち,より低い温度によって硬化させる。
厚さが2 mmより薄い試験片を成形する場合は,温度の過剰上昇は起こりにくい。厚さ3 mm以上の試
験片が必要な場合には,成形接着剤中央部に温度測定のために温度表示センサーを設置した予備試験を行
うことが望ましい。このように作製した試験片は,製造業者の仕様で後硬化させる。
8
報告
報告書には,次の事項を記載する。
a) この規格の番号(JIS K 6878-1)
b) 二液形接着剤の製造業者名,製品名,ロット番号など
c) 成形の年月日
d) 硬化温度,時間,成形の詳細,離型剤の使用などの成形条件
附属書JA
(参考)
JISと対応国際規格との対比表
JIS K 6878-1:2011 接着剤−バルク試験片の作り方−第1部:二液形接着剤
ISO 15166-1:1998 Adhesives−Methods of preparing bulk specimens−Part 1:
Two-part systems
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及
び定義
−
3
3.1 Pot lifeの説明
削除
3.1を削除した。
Pot lifeの定義を含むJIS K 6900を
引用した。技術的差異はない。
4 成形用
型
4.2 熱伝導性記載な
し
4.2
熱伝導性記載あり
削除
熱伝導性記載を削除
熱伝導性記載は成型においては,不
要である。
4.3
4
ISO 3167を引用
変更
ISO 3167をJIS K 7139に変
更した。
対応国際規格の変更によるもので,
技術的差異はない。
5 二液形
接着剤の
混合及び
吐出
5.1 23 ℃未満の低
温に
5.1
十分低温に
追加
十分低温の意味不明
23 ℃未満の低温と温度記載した。
6 成形
図4の追加
6
記載なし
追加
成形操作を分かりやすくす
るため,図4を追加した。
技術的差異はない。
7 硬化
硬化作業の説明を
追記した。
7
記載なし
追加
ISO 15166-2の箇条6には記
載あり
ISO 15166-1の箇条7をISO 15166-2
の箇条6の記載に合わせた。
JISと国際規格との対応の程度の全体評価:ISO 15166-1:1998,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定内容を削除している。
− 追加……………… 国際規格にない規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
7
K
6
8
7
8
-1
:
2
0
11
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。